
Up-Cycling of LCD Glass by Additive Manufacturing of Porous Translucent Glass Scaffolds

 ,
,  , , , ,
, , , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preliminary Characterizations
2.2. Scaffolds from DIW
2.3. Scaffolds from MSLA
2.4. Firing and Final Characterizations
3. Results and Discussion
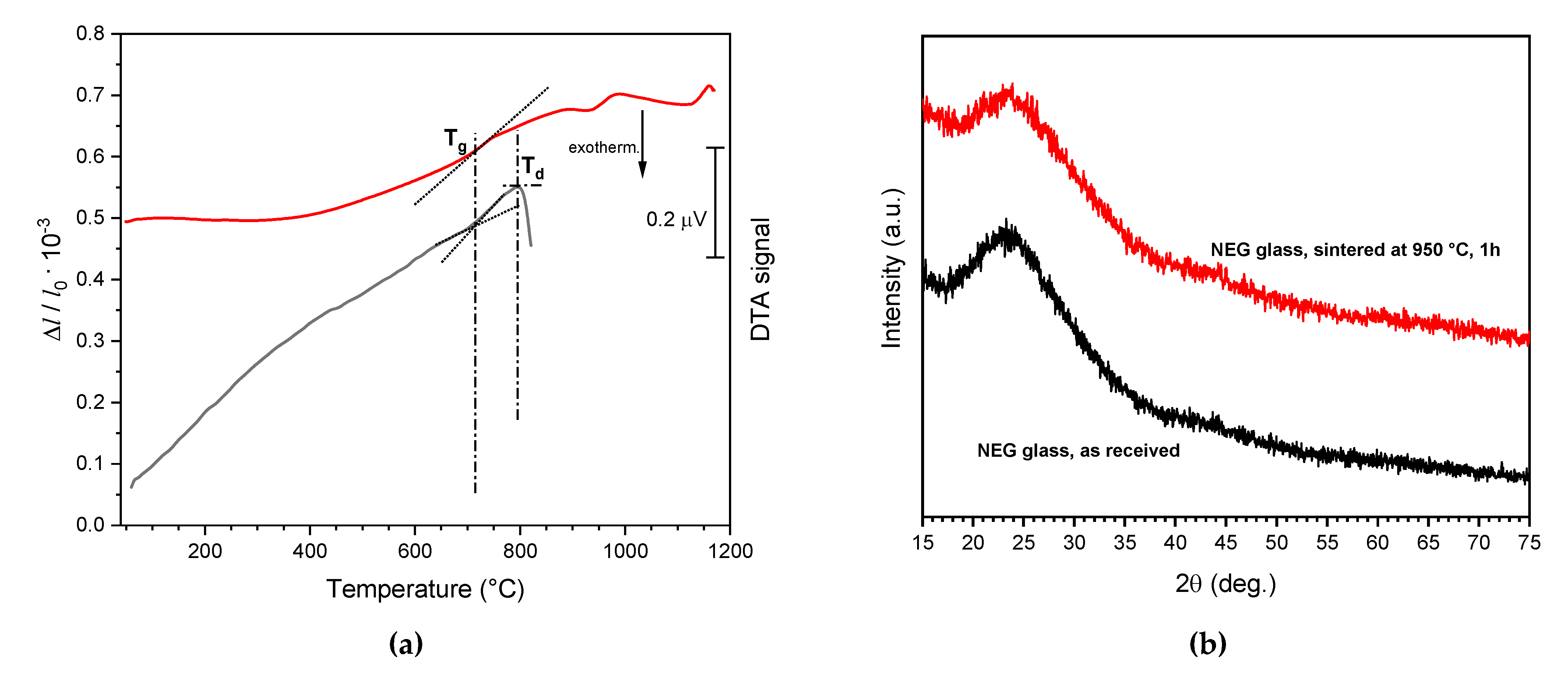
3.1. Preliminary Sintering Studies
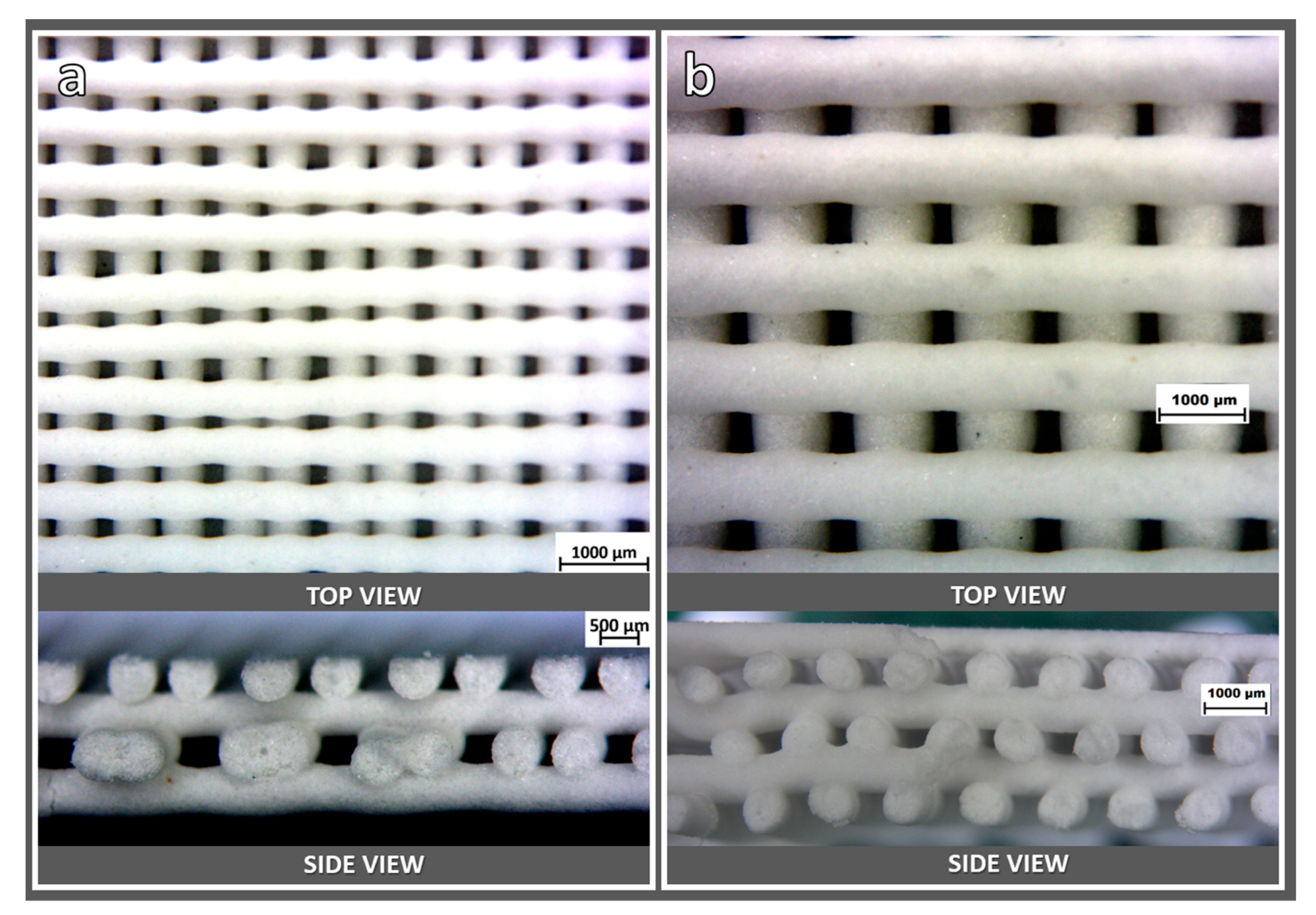
3.2. DIW Experiments
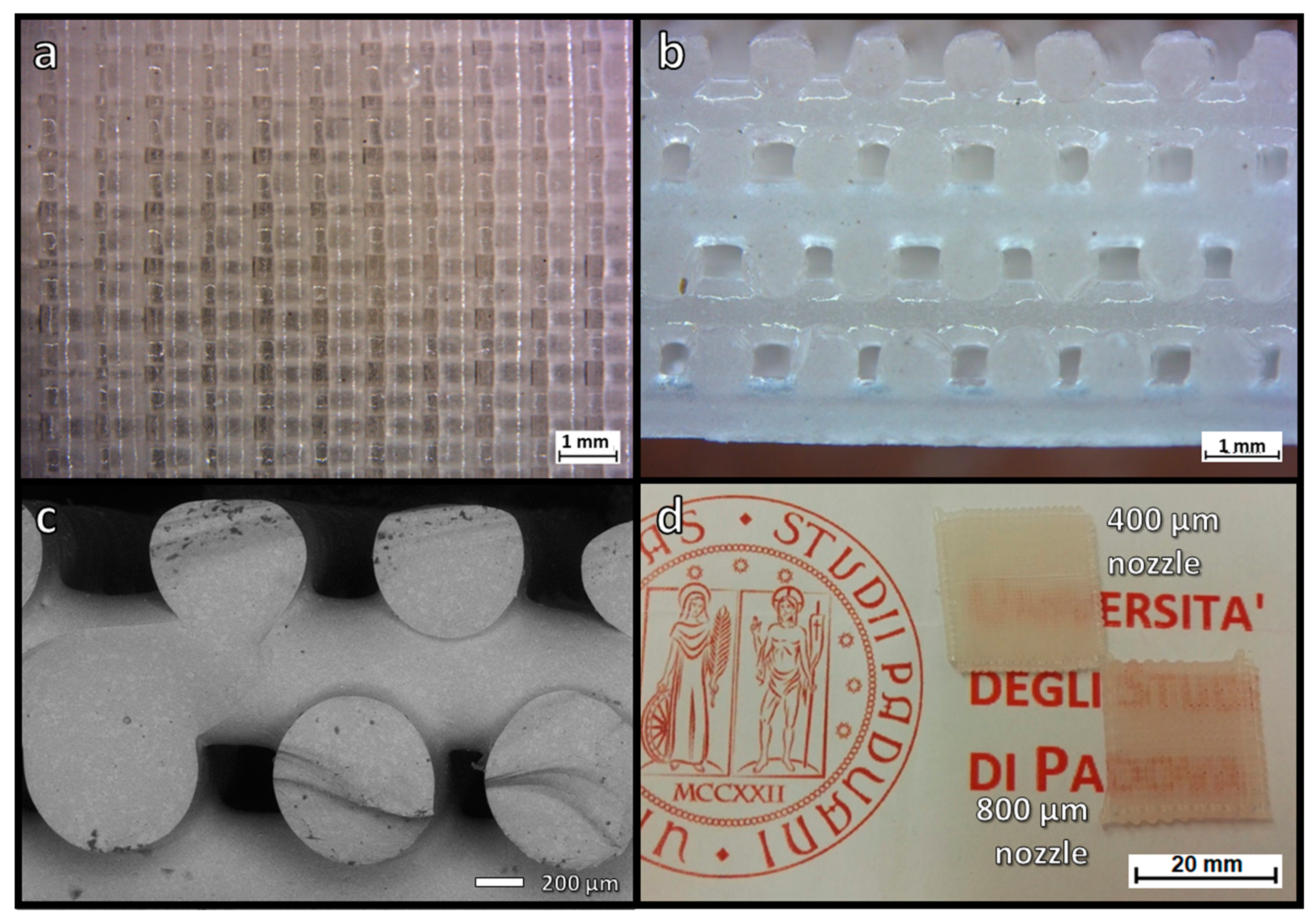
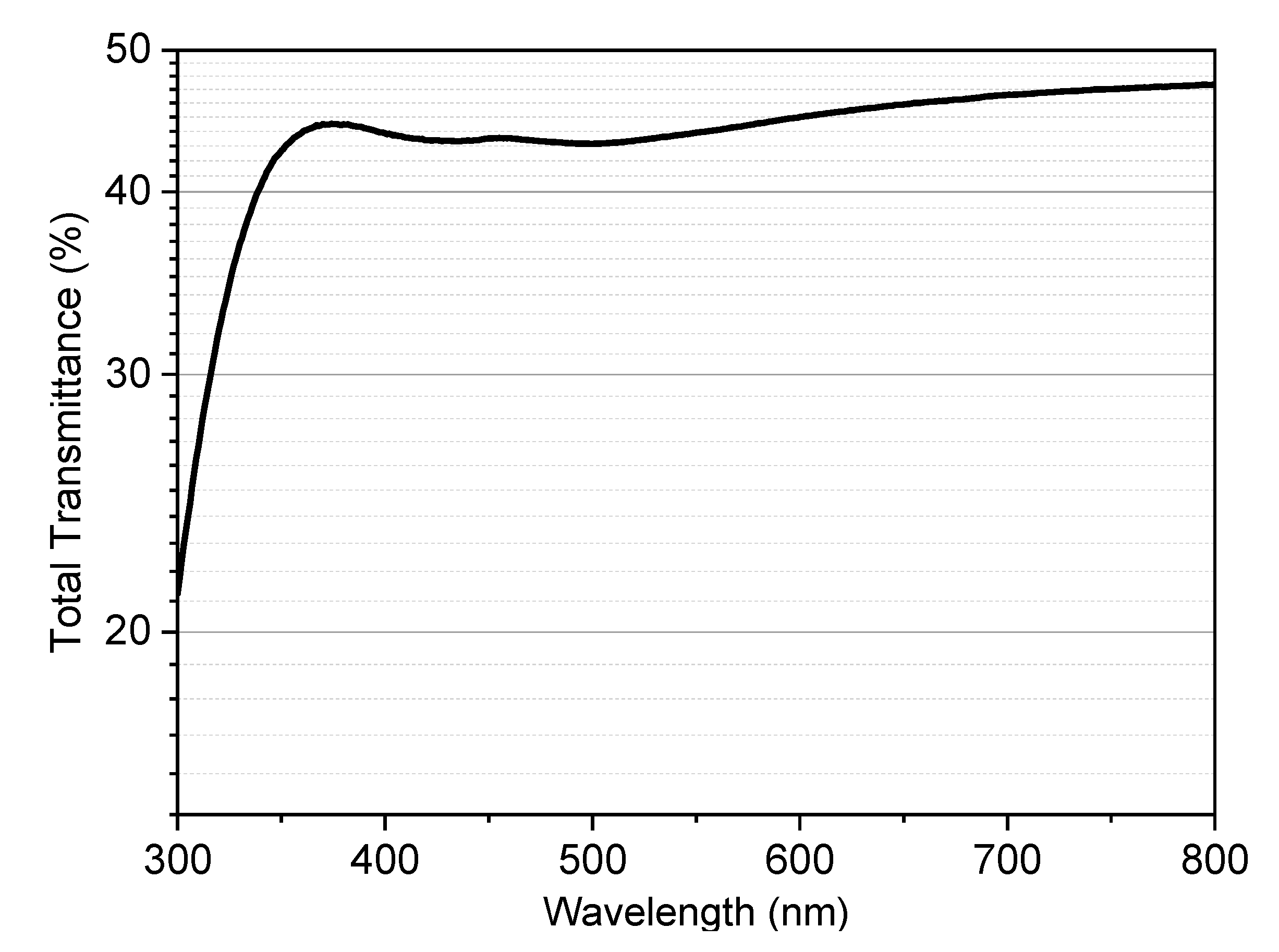
3.3. MSLA Experiments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- The Infinite Recyclability of Glass. Available online: https://www.wastewiseproductsinc.com/blog/recycling-tips/the-infinite-recyclability-of-glass (accessed on 7 July 2021).
- Ashby, M.F. Materials and the Environment, 2nd ed.; Buttersworth-Heinemann: Oxford, UK, 2013. [Google Scholar]
- Rincon Romero, A.; Giacomello, G.; Pasetto, M.; Bernardo, E. Novel ‘inorganic gel casting’ process for the manufacturing of glass foams. J. Eur. Ceram. Soc. 2017, 37, 2227–2234. [Google Scholar] [CrossRef]
- Ross, C.P.; Tincher, G.L.; Rasmussen, M.A. Glass Melting Technology: A Technical and Economic Assessment; Glass Manufacturing Industry Council: Westerville, OH, USA, 2004. [Google Scholar]
- Kim, K.; Kim, K.; Hwang, J. Thin film transistor-liquid crystal display cullet: A raw material for production of commercial soda lime silicate glasses. J. Clean. Prod. 2014, 79, 276–282. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K. Recycling of waste glass generated from end-of-life LCD devices: A feasibility study using simulated waste glass. J. Clean. Prod. 2019, 227, 199–206. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K. Valuable Recycling of waste glass generated from the liquid crystal display panel industry. J. Clean. Prod. 2018, 174, 191–198. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K.; Hwang, J. LCD waste glass as a substitute for feldspar in the porcelain sanitary ware production. Ceram. Int. 2015, 41, 7097–7102. [Google Scholar] [CrossRef]
- Kim, K.; Kim, K.; Hwang, J. Characterization of ceramic tiles containing LCD waste glass. Ceram. Int. 2016, 42, 7626–7631. [Google Scholar] [CrossRef]
- Amato, A.; Beolchini, F. End of life liquid crystal displays recycling: A. patent review. J. Environ. Manag. 2018, 225, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Yoo, D.-Y.; You, I. Liquid crystal display glass powder as a filler for enhancing steel fiber pullout resistance in ultra-high-performance concrete. J. Build. Eng. 2021, 33, 101846. [Google Scholar] [CrossRef]
- Tsai, C.-K.; Doong, R.-A.; Hung, H.-Y. Sustainable valorization of mesoporous aluminosilicate composite from display panel glasses waste for adsorption of heavy metal ions. Sci. Total. Environ. 2019, 673, 337–346. [Google Scholar] [CrossRef]
- Assefi, M.; Maroufi, S.; Mansuri, I.; Sahajwalla, V. High strength glass foams recycled from LCD waste screens for insulation application. J. Clean. Prod. 2021, 280, 124311. [Google Scholar] [CrossRef]
- Luo, D.; Zhu, N.; Zhu, W.; Hassan, R.; Wu, P.; Zhong, Y. Study on preparation and performance of biocarriers using waste liquid crystal display glass after extracting indium. Proc. Safety Environ. Prot. 2020, 142, 76–82. [Google Scholar] [CrossRef]
- Mackenzie, J.; Shuttleworth, R. A phenomenological theory of sintering. Proc. Phys. Soc. B 1949, 62, 833–852. [Google Scholar] [CrossRef]
- Prado, M.; Zanotto, E.D.; Müller, R. Model for sintering polydispersed glass particles. J. Non-Cryst. Sol. 2001, 279, 169–178. [Google Scholar] [CrossRef] [Green Version]
- Olevsky, E.A.; Tikare, V.; Garino, T. Multi-scale study of sintering: A review. J. Am. Ceram. Soc. 2006, 89, 1914–1922. [Google Scholar] [CrossRef]
- Wadsworth, F.B. Sintering of viscous droplets under surface tension. Proc. R. Soc. A 2016, 472, 20150780. [Google Scholar] [CrossRef] [Green Version]
- Rawson, H. Properties and Applications of Glass; Elsevier: Amsterdam, The Netherlands, 1980. [Google Scholar]
- Bernardo, E.; Stoll, E.; Boccaccini, A.R. Novel basalt fibre reinforced glass matrix composites. J. Mater. Sci. 2006, 41, 1207–1211. [Google Scholar] [CrossRef]
- Ray, A.; Tiwari, A.N. Compaction and sintering behaviour of glass-alumina composites. Mater. Chem. Phys. 2001, 67, 220–225. [Google Scholar] [CrossRef]
- Scarinci, G.; Brusatin, G.; Bernardo, E. Glass foams. In Cellular Ceramics: Structure, Manufacturing, Properties and Applications; Scheffler, M., Colombo, P., Eds.; Wiley-VCH: Verlag, Germany; GmbH: Weinheim, Germany, 2005; pp. 158–176. [Google Scholar]
- Manera, M.G.; Spadavecchia, J.; Buso, D.; de Juliàn Fernàndez, C.; Mattei, G.; Martucci, A.; Mulvaney, P.; Pérez-Juste, J.; Rella, R.; Vasanelli, L.; et al. Optical gas sensing of TiO2 and TiO2/Au nanocomposite thin films. Sens. Act. B Chem. 2008, 132, 107–115. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Kotz, F.; Arnold, K.; Bauer, W.; Schild, D.; Keller, N.; Sachsenheimer, K.; Nargang, T.M.; Richter, C.; Helmer, D.; Rapp, B.E. Three-dimensional Printing of Transparent Fused Silica Glass. Nature 2017, 544, 337–339. [Google Scholar] [CrossRef]
- Moore, D.G.; Barbera, L.; Masania, K.; Studart, A.R. Three-dimensional printing of multicomponent glasses using phase-separating resins. Nat. Mater. 2020, 19, 212–217. [Google Scholar] [CrossRef]
- Klein, J.; Stern, M.; Franchin, G.; Kayser, M.; Inamura, C.; Dave, S.; Weaver, J.; Houk, P.; Colombo, P.; Yang, M.; et al. Additive manufacturing of optically transparent glass. 3D Print. Add. Manuf. 2015, 2, 92–105. [Google Scholar] [CrossRef]
- Savio, G.; Meneghello, R.; Concheri, G. Design of variable thickness triply periodic surfaces for additive manufacturing. Prog. Addit. Manuf. 2019, 4, 281–290. [Google Scholar] [CrossRef]
- Elsayed, H.; Colombo, P.; Crovace, M.C.; Zanotto, E.D.; Bernardo, E. Suitability of Biosilicate® glass-ceramic powder for additive manufacturing of highly porous scaffolds. Ceram. Int. 2021, 47, 8200–8207. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials Selection in Mechanical Design, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Ansys. Granta EduPack 2021—Grantadesign [https://www.grantadesign.com], Ansys: Cambridge, UK.
- Yeh, C.-Y.; Lu, Z.W.; Froyen, S.; Zunger, A. Zinc-blende–wurtzite polytypism in semiconductors. Phys. Rev. B 1992, 46, 10086. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- He, M.; Gales, J.P.; Ducrot, É.; Gong, Z.; Yi, G.R.; Sacanna, S.; Pine, D.J. Colloidal diamond. Nature 2020, 585, 524–529. [Google Scholar] [CrossRef]
- Aut Yánez, A.; Herrera, A.; Martel, O.; Monopoli, D.; Afonso, H. Compressive behaviour of gyroid lattice structures for human cancellous bone implant applications. Mater. Sci. Eng. C 2016, 68, 445–448. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids, Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Jagadale, T.C.; Takale, S.P.; Sonawane, R.S.; Joshi, H.M.; Patil, S.I.; Kale, B.B.; Ogale, S.B. N-doped TiO2 nanoparticle based visible light photocatalyst by modified peroxide sol-gel method. J. Phys. Chem. C 2008, 112, 14595–14602. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.Á.; Núñez, P.J.; García-Plaza, E.; Bécar, J.P. Effect of nozzle diameter on mechanical and geometric performance of 3D printed carbon fibre-reinforced composites manufactured by fused filament fabrication. Rapid Prototyp. J. 2021, 27, 769–784. [Google Scholar] [CrossRef]
- Özen, A.; Auhl, D.; Völlmecke, C.; Kiendl, J.; Abali, B.E. Optimization of manufacturing parameters and tensile specimen geometry for fused deposition modeling (FDM) 3D-printed PETG. Materials 2021, 14, 2556. [Google Scholar] [CrossRef]
- Dal Fabbro, P.; La Gala, A.; Van De Steene, W.; D’hooge, D.R.; Lucchetta, G.; Cardon, L.; Fiorio, R. Influence of machine type and consecutive closed-loop recycling on macroscopic properties for fused filament fabrication of acrylonitrile-butadiene-styrene parts. Rapid Prototyp. J. 2021, 27, 268–277. [Google Scholar] [CrossRef]
- Reverte, J.M.; Caminero, M.Á.; Chacón, J.M.; García-Plaza, E. Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique. Materials 2020, 13, 1924. [Google Scholar] [CrossRef] [Green Version]
- Bakır, A.A.; Atik, R.; Özerinç, S. Mechanical properties of thermoplastic parts produced by fused deposition modeling:a review. Rapid Prototyp. J. 2021, 27, 537–561. [Google Scholar] [CrossRef]
- Boğa, C. Investigation of mechanical and fracture behavior of pure and carbon fiber reinforced ABS samples processed by fused filament fabrication process. Rapid Prototyp. J. 2021, 27, 1220–1229. [Google Scholar] [CrossRef]
- Cerda-Avila, S.N.; Medellín-Castillo, H.I.; Lim, T. Analytical models to estimate the structural behaviour of fused deposition modelling components. Rapid Prototyp. J. 2021, 27, 658–670. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property. | DIW Scaffold (4 Layers) | MSLA Scaffolds | ||
|---|---|---|---|---|
| Diamond Design | Wurtzite Design | Gyroid Design | ||
| Geometrical density, ρ (g/cm3) | 1.64 ± 0.17 | 0.80 ± 0.05 | 0.98 ± 0.02 | 1.09 ± 0.08 |
| Apparent density (g/cm3) | 2.49 ± 0.05 | 2.45 ± 0.05 | 2.44 ± 0.05 | 2.42 ± 0.05 |
| True density (g/cm3) | 2.51 ± 0.05 | |||
| Porosity (vol%) | 34.7 | 67.2 | 59.9 | 55.2 |
| Bending strength, σf (MPa) | 40.6 ± 14.7 | - | - | - |
| Compressive strength, σc (MPa) | - | 3.7 ± 1.0 | 6.1 ± 0.5 | 8.4 ± 1.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dasan, A.; Ożóg, P.; Kraxner, J.; Elsayed, H.; Colusso, E.; Grigolato, L.; Savio, G.; Galusek, D.; Bernardo, E. Up-Cycling of LCD Glass by Additive Manufacturing of Porous Translucent Glass Scaffolds. Materials 2021, 14, 5083. https://doi.org/10.3390/ma14175083
Dasan A, Ożóg P, Kraxner J, Elsayed H, Colusso E, Grigolato L, Savio G, Galusek D, Bernardo E. Up-Cycling of LCD Glass by Additive Manufacturing of Porous Translucent Glass Scaffolds. Materials. 2021; 14(17):5083. https://doi.org/10.3390/ma14175083
Chicago/Turabian StyleDasan, Arish, Paulina Ożóg, Jozef Kraxner, Hamada Elsayed, Elena Colusso, Luca Grigolato, Gianpaolo Savio, Dusan Galusek, and Enrico Bernardo. 2021. "Up-Cycling of LCD Glass by Additive Manufacturing of Porous Translucent Glass Scaffolds" Materials 14, no. 17: 5083. https://doi.org/10.3390/ma14175083