
Effects of Basalt and Carbon Fillers on Fire Hazard, Thermal, and Mechanical Properties of EPDM Rubber Composites

 ,
,  , ,
, ,
Abstract
:1. Introduction
- −
- The proton transfer mechanism: in this case, two stable molecules are formed, one of which has a reactive carbon-carbon double bond;
- −
- The free radical mechanism: in this case, the reaction does not stop at the stage of a single chain scission, but is an autocatalytic process in which further chain fragmentation reactions, as well as antagonistic thermal crosslinking reactions, occur. Under aerobic conditions, low molecular weight degradation products are formed, such as carboxylic acids, alcohols, aldehydes, and ketones, which are in turn a source of reactive hydrogen and hydroxyl radicals.
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
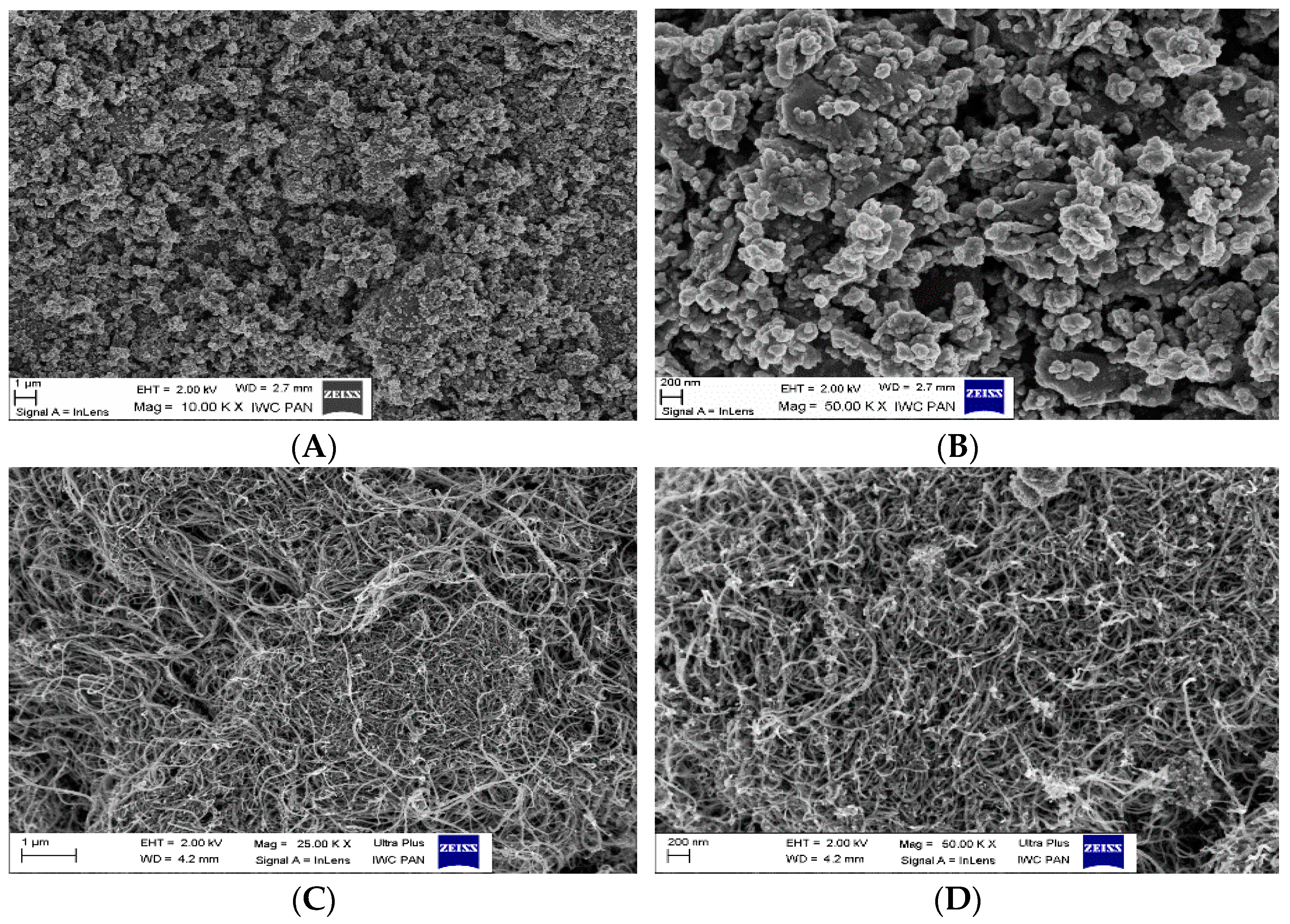
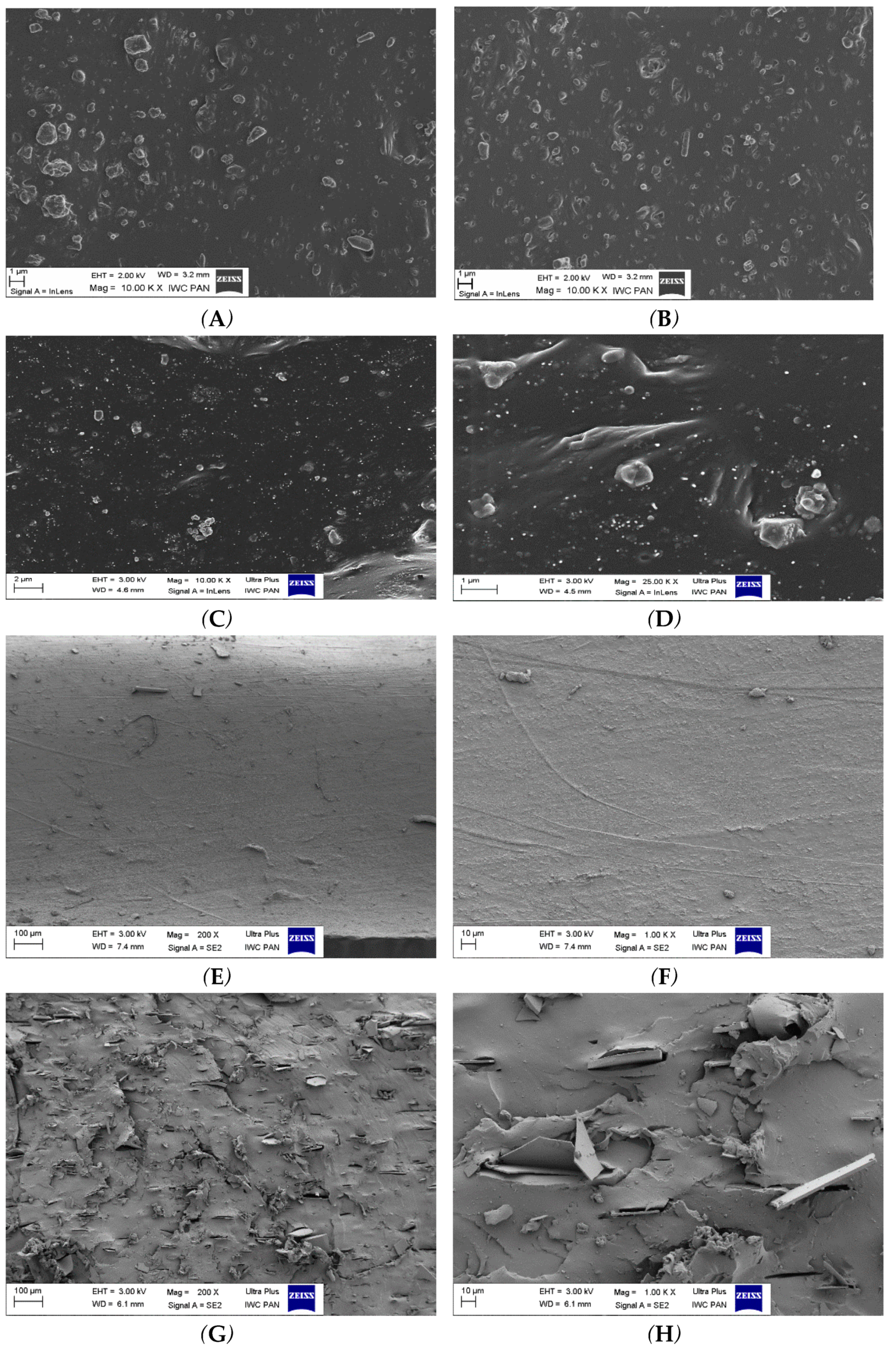
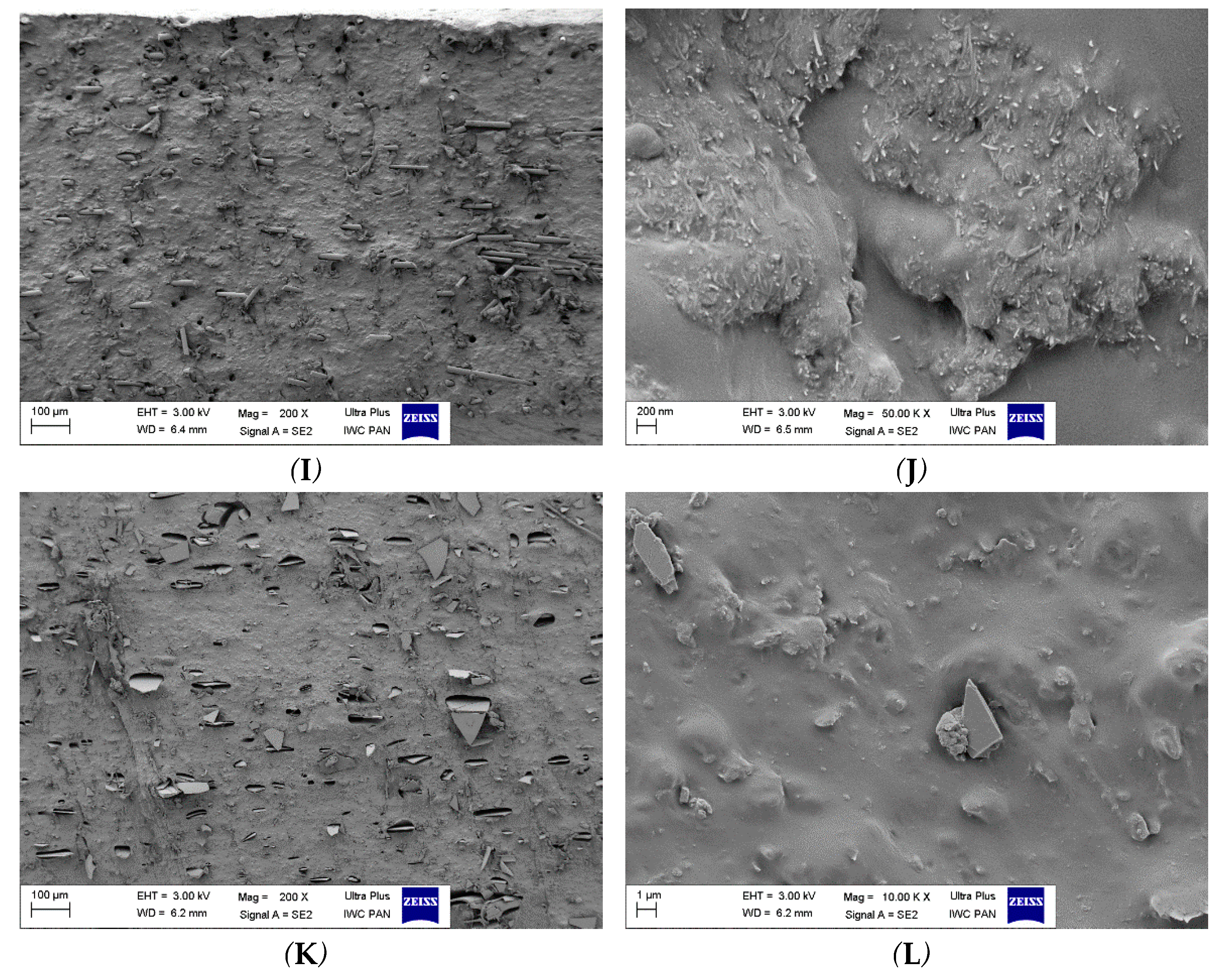
3.1. Morphology of Composites
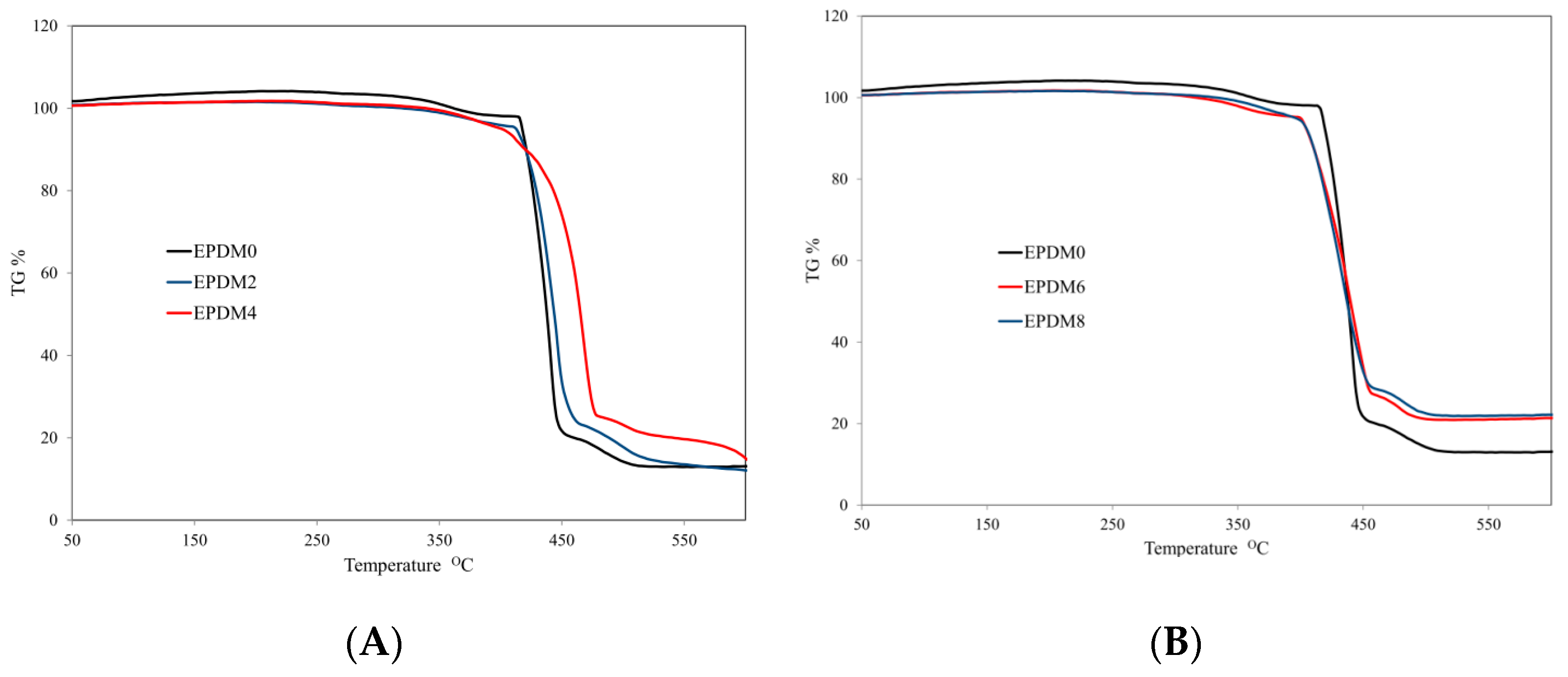
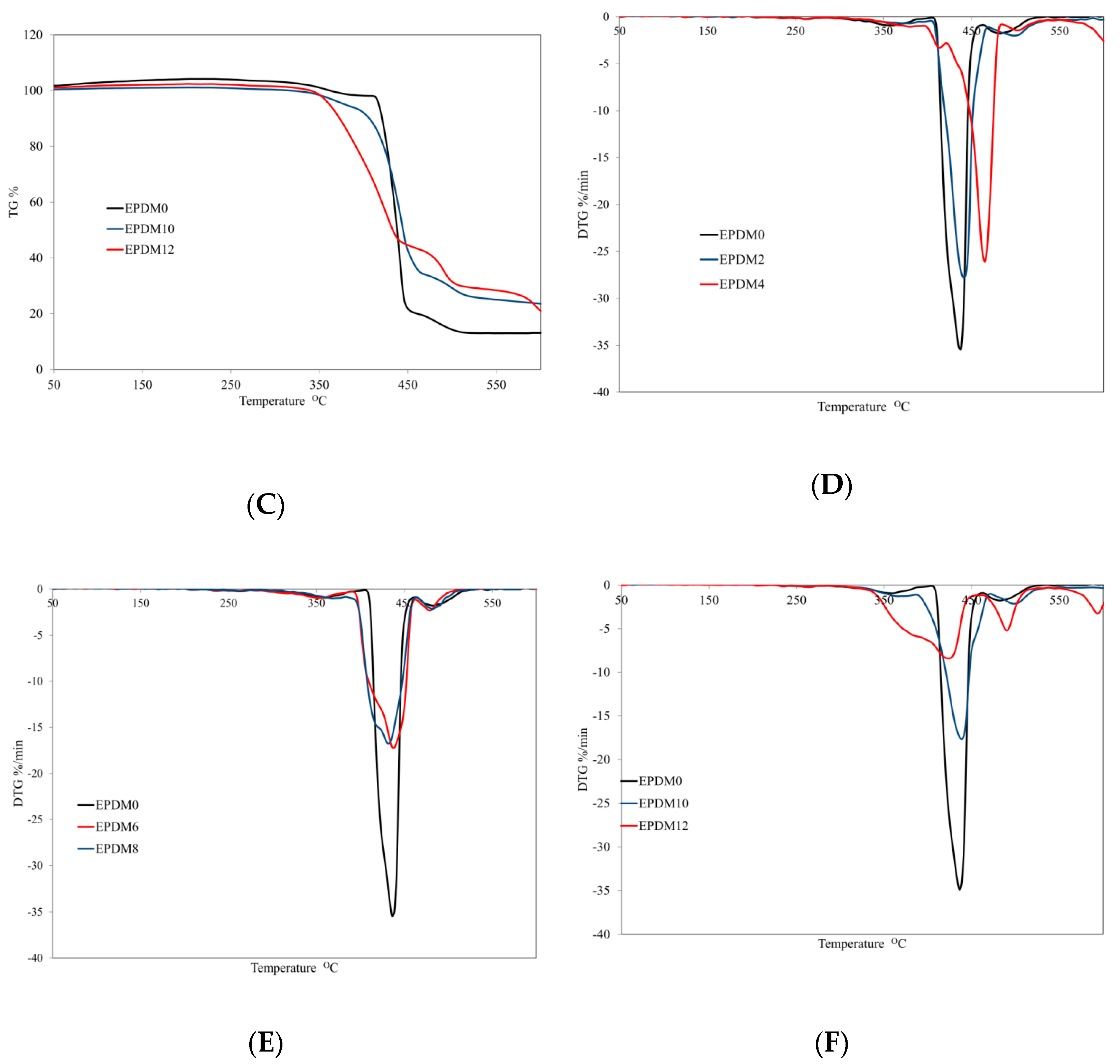
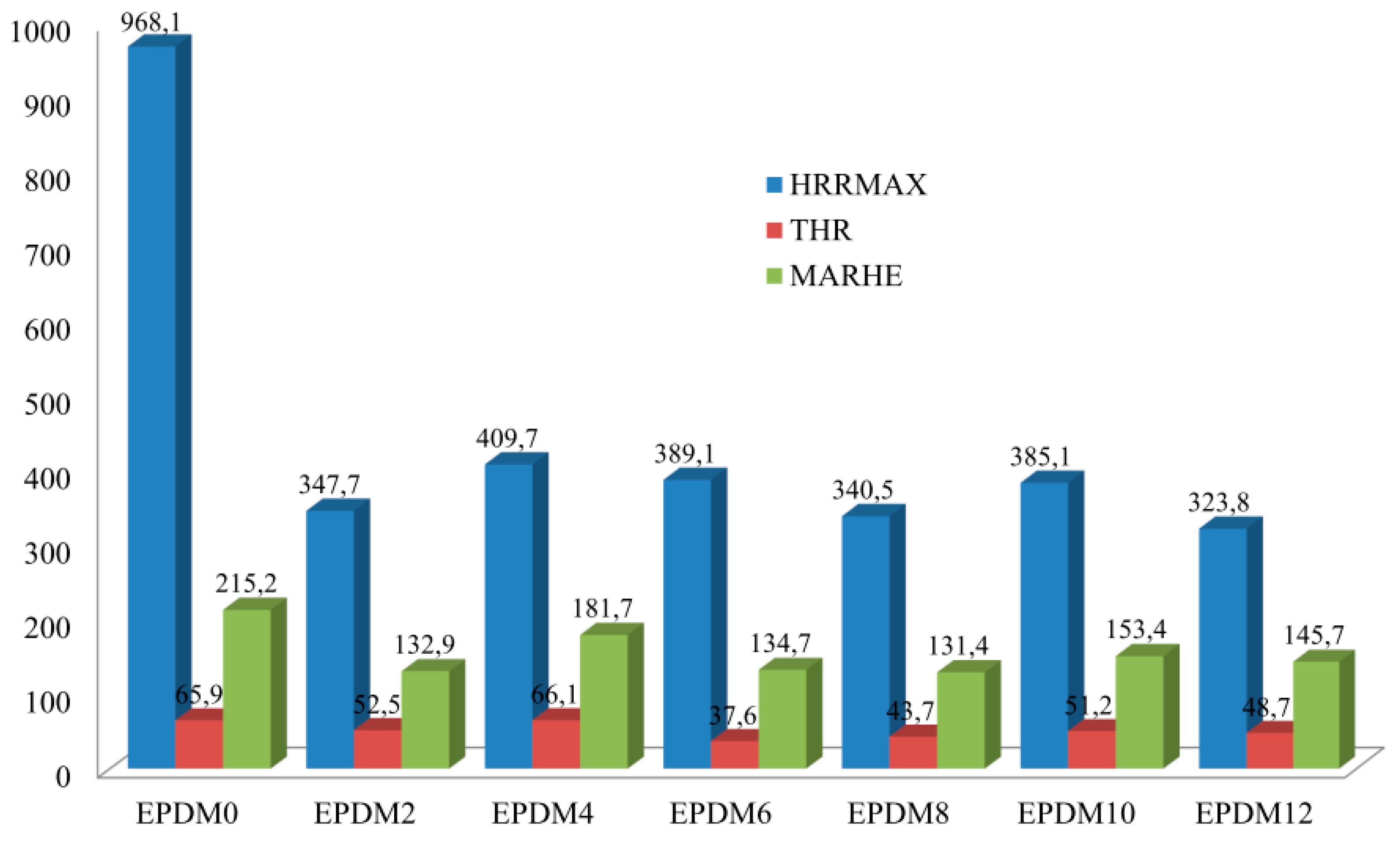
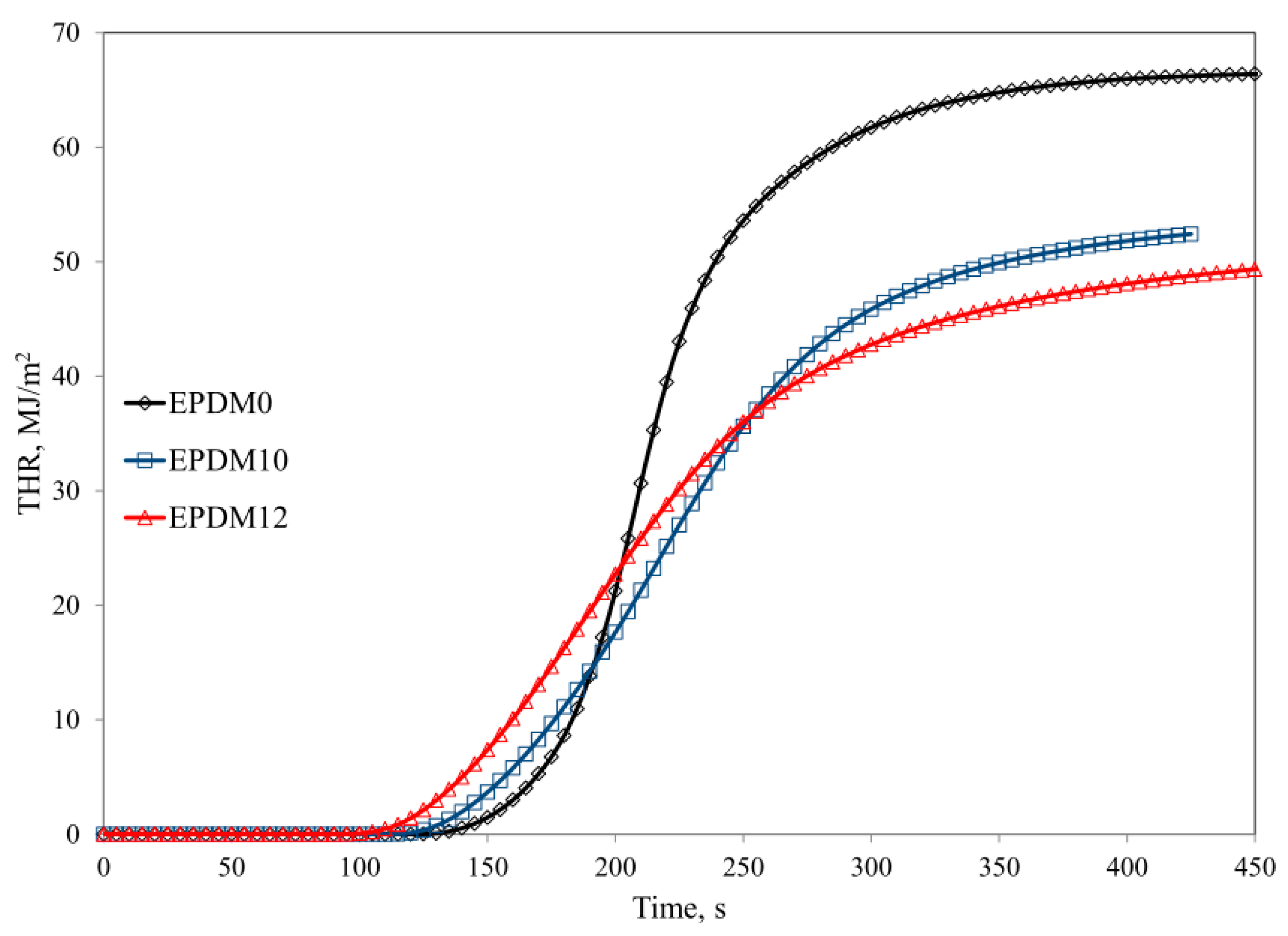
3.2. Thermal Properties and Flammability Tests
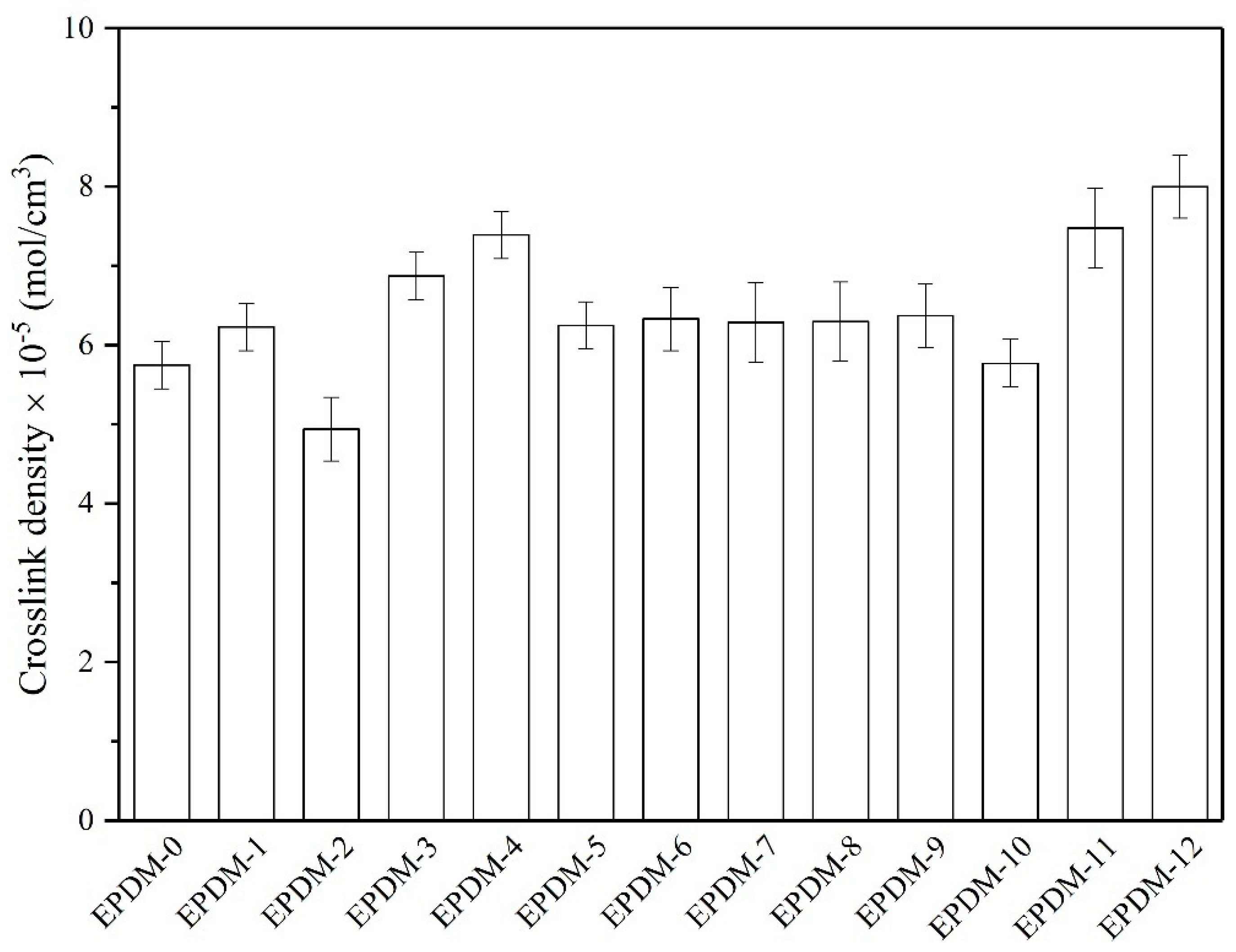
3.3. Rheometric and Crosslink Density Measurements
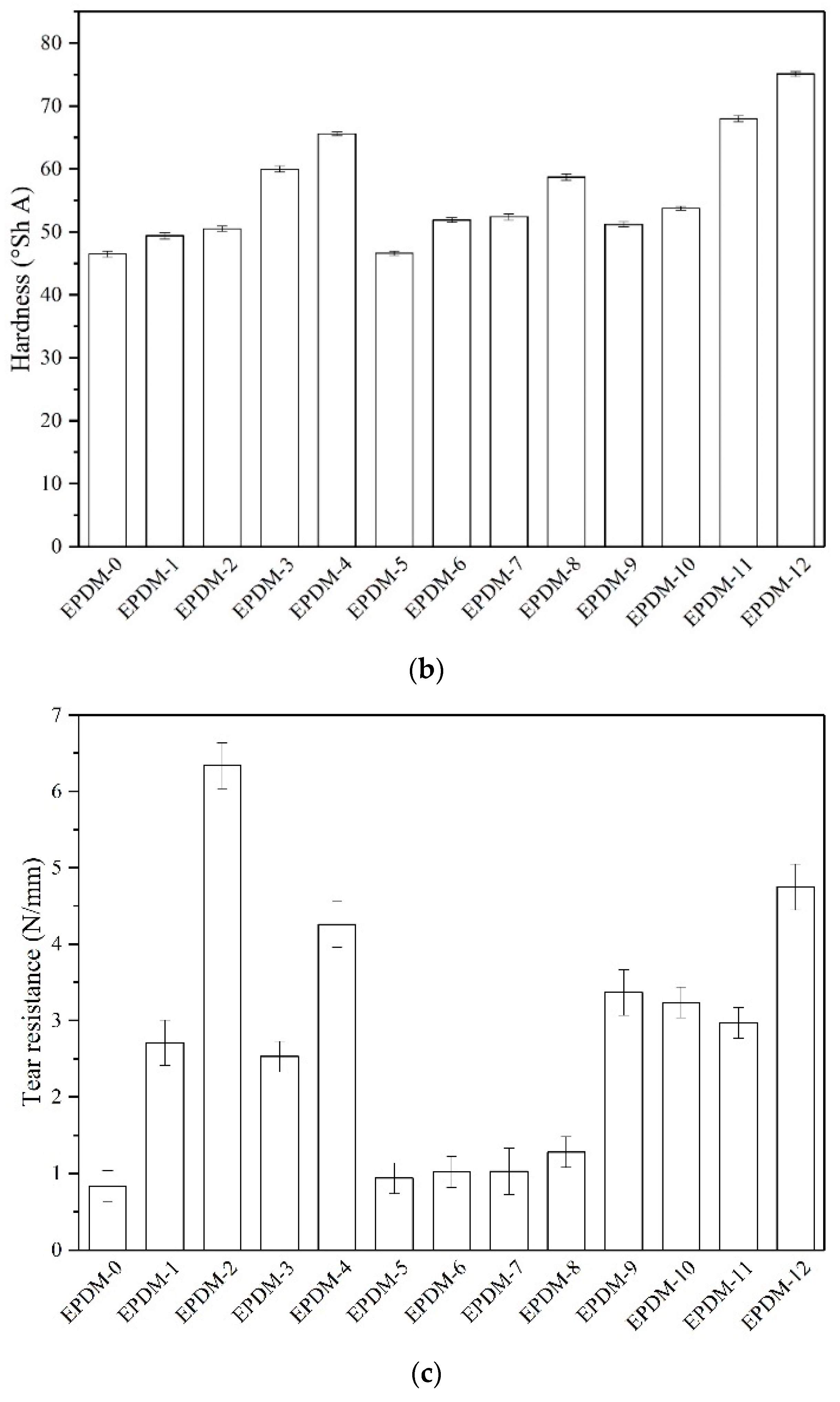
3.4. Mechanical Performance
4. Conclusions
- The carbon fillers were well-dispersed in the polymer matrix and protected the polymer from external thermal radiation, as evidenced by an increase in the maximum temperature of thermal decomposition, TRMAX.
- The introduction of basalt filler into the EPDM rubber matrix resulted in a reduction in the thermal decomposition rate.
- Thermally stable basalt, which does not undergo any thermal transitions, positively influenced the structure of the boundary layer formed during the thermal decomposition and combustion of the EPDM composites. The improved boundary layer effectively impeded the mass and energy flow between the sample and the flame.
- The EPDM12 composite containing both carbon nanotubes and chopped basalt fiber showed the highest thermal stability. The drastic decrease in the dm/dt value with a simultaneous increase in the parameters PR and P600 was associated with the formation of a homogeneous, insulating boundary layer.
- The most pronounced improvements in the minimum and increment of torque (ΔM) parameters were observed for the samples filled with MWCNT. These improvements can be explained by the high crosslink density of the composite and satisfactory interface adhesion between MWCNT and the EPDM matrix.
- Although basalt fillers had no obvious influence on the crosslink density of the EPDM composites, their application in mixture systems with carbon nanofillers resulted in a marked improvement in this parameter. Their accelerating effect may be due to the very high thermal conductivity of GnP and MWCNT nanofillers, which favored the process of heat transfer during curing.
- The incorporation of both graphene nanoplatelets and carbon nanotubes resulted in considerable improvements in the mechanical strength of the EPDM composites. The mixture made from basalt fillers and carbon nanofillers also improved the tensile strength of the EPDM composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- McKenna, S.T.; Birtles, R.; Dickens, K.; Walker, R.G.; Spearpoint, M.J.; Stec, A.A.; Hull, T.R. Flame retardants in UK furniture increase smoke toxicicty more than reduce fire growth rate. Chemosphere 2018, 196, 429–439. [Google Scholar] [CrossRef]
- Giebułtowicz, J.; Rużycka, M.; Wroczyński, P.; Purser, D.A.; Stec, A.A. Analysis of fire deaths in Poland and influence of smoke toxicity. Forensic Sci. Int. 2017, 277, 77–87. [Google Scholar] [CrossRef] [PubMed]
- Purser, D.A. Behavioural impairment in smoke environments. Toxicology 1996, 115, 25–40. [Google Scholar] [CrossRef]
- Rybiński, P.; Janowska, G.; Dobrzyńska, R.; Kucharska, A. Effect of halogenless flame retardants on the thermal properties, flammability and fire hazard of cross-linked EVM/NBR rubber blends. J. Therm. Anal. Calorim. 2014, 115, 771–782. [Google Scholar] [CrossRef] [Green Version]
- Rybiński, P.; Kucharska-Jastrząbek, A.; Janowska, G. Thermal properties of diene elastomers. Polym. Sci. Ser. B 2014, 56, 477–486. [Google Scholar] [CrossRef] [Green Version]
- Kind, D.J.; Hull, T.R. A review of candidate fire retardants for polyisoprene. Polym. Degrad. Stab. 2012, 97, 201–213. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.-M.; Dubois, P. New prospects in flame retardant polymer materials: From fundamentals to nanocomposite. Mater. Sci. Eng. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Lewin, M.; Weil, E.D. Mechanisms and modes of action in flame retardancy of polymers. Fire Retard. Mater. 2001, 1, 31–68. [Google Scholar]
- Green, J. Mechanism for flame retardancy and smoke suppression—A review. J. Fire Sci. 1996, 14, 426–442. [Google Scholar] [CrossRef]
- Camino, G.; Costa, L.; Di Cortemiglia, M.L. Overview of fire retardant mechanisms. Polym. Degrad. Stab. 1991, 33, 131–154. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q. The investigation on the flame retardancy mechanism of nitrogen flame retardant melamine cyanurate in polyamide 6. J. Polym. Res. 2009, 16, 583–589. [Google Scholar] [CrossRef]
- Zhao, Z.; Gou, J.; Bietto, S.; Ibeh, C.; Hui, D. Fire retardancy of clay/carbon nanofiber hybrid sheet in fiber reinforced polymer composites. Compos. Sci. Technol. 2009, 69, 2081–2087. [Google Scholar] [CrossRef]
- Rybiński, P.; Syrek, B.; Bradło, D.; Żukowski, W. Effect of POSS particles and synergism action of POSS and poly-(melamine phosphate) on the thermal properties and flame retardance of silicone rubber composites. Materials 2018, 11, 1298. [Google Scholar] [CrossRef] [Green Version]
- Rybiński, P.; Syrek, B.; Masłowski, M.; Miedzianowska, J.; Strzelec, K.; Żukowski, W.; Bradło, D. Influence of lignocellulolose fillers on properties natural rubber composites. J. Polym. Environ. 2018, 26, 2489. [Google Scholar] [CrossRef] [Green Version]
- Camino, G.; Maffezzoli, A.; Braglia, M.; De Lazzaro, M.; Zmmarano, M. Effect of hydroxides and hydroxycarbonate structure on fire retardant effectiveness and mechanical properties in ethylene-vinyl acetate copolymer. Polym. Degrad. Stab. 2001, 74, 457–464. [Google Scholar] [CrossRef]
- Hamdani-Devarennes, S.; Lonquet, C.; Sonnier, R.; Ganachaud, F.; Lopez-Cuesta, J.-M. Calcium as flame-retardant additives in silicone matrices. III Investigation on fire reaction. Polym. Degrad. Stab. 2013, 98, 2021–2032. [Google Scholar] [CrossRef]
- Rybiński, P. Influence of carbon fillers on thermal properties and flammability of polymeric nanocomposites. A review. Int. Polym. Process. 2017, 32, 270–289. [Google Scholar] [CrossRef]
- Gao, F.; Beyer, G.; Yuan, Q. A mechanistic study of fire retardancy of carbon nanotube/ethylene vinyl acetate copolymers and their clay composites. Polym. Degrad. Stab. 2005, 89, 559–564. [Google Scholar] [CrossRef] [Green Version]
- Fina, A.; Bocchini, S.; Camino, G. Catalytic fire retardant nanocomposites. Polym. Degrad. Stab. 2008, 93, 1647–1655. [Google Scholar] [CrossRef]
- Bikiaris, D. Microstructure and properties of polypropylene/carbon nanotube nanocomposites. Materials 2010, 3, 2884–2946. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillo, J.; Sergi, C.; Seghini, M.C.; Cozzarini, L.; Graupner, N. Effect of basalt fibre hybridisation and sizing removal properties of hemp fibre reinforced HDPE composites. Compos. Struct. 2018, 188, 394–406. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Chi, K.; Wu, Y.; Lee, S. Mechanical, thermal expansion and flammability properties of co-extruded wood polimer composites with basalt fiber reinforced shell. Mater. Des. 2014, 60, 334–342. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Barczewski, M.; Michałowski, S. Basalt powder as an eco-friendly filler for epoxy composites. Thermal and thermos-mechanical properties assessment. Compos. Part B 2019, 164, 272–279. [Google Scholar] [CrossRef]
- Zhang, C.; Wu, J.; Teng, F.; Su, B.; Wang, Y.; Ao, H. Theoretical and experimental characterization for macro-micro friction behaviours of EPDM rubber. Polym. Test. 2021, 99, 107213. [Google Scholar] [CrossRef]
- Szadkowski, B.; Kuśmierek, M.; Rybiński, P.; Żukowski, W.; Marzec, A. Application of Earth pigments in cycloolefin copolymer: Protection against combustion and accelerated aging in the full sunlight spectrum. Materials 2020, 13, 3381. [Google Scholar] [CrossRef] [PubMed]
- Rahmat, M.; Hubert, P. Carbon nanotube-polymer interaction in nanocomposites. A review. Compos. Sci. Technol. 2011, 72, 72–84. [Google Scholar] [CrossRef]
- Tallury, S.S.; Pasquinelli, M.A. Molecular dynamics simulations of polymers with stiff backbones interacting with single-walled carbon nanotubes. J. Phys. Chem. B 2010, 114, 9349. [Google Scholar] [CrossRef]
- Rybiński, P.; Janowska, G.; Plis, A. Thermal properties and flammability of ethylene-vinyl acetate rubber (EVM) and their cross-linked blends with nitrile rubber (NBR). Thermochim. Acta 2013, 568, 104–114. [Google Scholar] [CrossRef]
- Wen, X.; Wang, Y.; Gong, J.; Liu, J.; Tian, N.; Wang, Y.; Jiang, Z.; Qiu, J.; Tang, T. Thermal and flammability properties of polypropylene/carbon black nanocomposites. Polym. Degrad. Stab. 2012, 97, 793–801. [Google Scholar] [CrossRef]
- Rybiński, P.; Anyszka, R.; Imiela, M.; Siciński, M.; Gozdek, T. Effect of modified Graphene and carbon nanotubes on the thermal properties and flammability of elastomeric materials. J. Therm. Anal. Calorim. 2017, 127, 2383–2396. [Google Scholar] [CrossRef] [Green Version]
- Balandin, A.A.; Ghosh, S.; Bao, W.; Calizo, I.; Tewelolebrhan, D.; Miao, F.; Lau, C.N. Superior thermal conductivity of single layer graphene. Nano Lett. 2008, 8, 902–907. [Google Scholar] [CrossRef]
- Ma, P.-C.; Siddiqui, N.A.; Marom, G.; Kim, J.-K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomponents: A review. Compo. Part A 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Rybiński, P.; Syrek, B.; Żukowski, W.; Bradło, D.; Imiela, M.; Anyszka, R.; Blume, A.; Verbouwe, W. Impact of basalt filler on thermal and mechanical properties, as well as fire hazard of silicone rubber composites, including ceramizable composites. Materials 2019, 12, 2432. [Google Scholar] [CrossRef] [Green Version]
- Miedzianowska, J.; Masłowski, M.; Rybiński, P.; Strzelec, K. Straw/nano-additive hybrid as functional fillers for natural rubber biocomposites. Materials 2021, 14, 321. [Google Scholar] [CrossRef] [PubMed]
- Szadkowski, B.; Marzec, A.; Zaborski, M. Effect of in situ silanization of multiwalled carbon nanotubes on the properties of NBR/MWCNT-OH composites. Polym.-Plast. Technol. Mater. 2019, 58, 1327–1341. [Google Scholar] [CrossRef]
- Laskowska, A.; Marzec, A.; Zaborski, M.; Boiteux, G. Reinforcement of carboxylated acrylonitrile-butadiene rubber (XNBR) with graphene nanoplatelets with varying surface area. J. Polym. Eng. 2014, 34, 883–893. [Google Scholar] [CrossRef]
- Marzec, A.; Zaborski, M. Effect of different types of graphene and graphene loadings on the properties of nitrile rubber NBR compounds. In Micro- and Nanostructured Polymer Systems: From Synthesis to Applications; CRC Press: Boca Raton, FL, USA, 2016; pp. 139–149. [Google Scholar]
- Lee, S.O.; Rhee, K.Y.; Park, S.J. Influence of chemical surface treatment of basalt fibers on interlaminar shear strength and fracture toughness of epoxy-based composites. J. Ind. Eng. Chem. 2015, 32, 153–156. [Google Scholar] [CrossRef]
- Namasivayam, M.; Shapter, J. Factors affecting carbon nanotube fillers towards enhancement of thermal conductivity in polymer nanocomposites. A Review. J. Compos. Mater. 2017, 51, 3657–3668. [Google Scholar] [CrossRef]
- Mensah, B.; Gupta, K.C.; Kim, H.; Wang, W.; Jeong, K.U.; Nah, C. Graphene-reinforced elastomeric nanocomposites: A review. Polym. Test. 2018, 68, 160–184. [Google Scholar] [CrossRef]
- Szadkowski, B.; Marzec, A.; Zaborski, M. Effect of different carbon fillers on the properties of nitrile rubber composites. Compos. Interfaces 2019, 26, 729–750. [Google Scholar] [CrossRef]
- Mondal, S.; Khastgir, D. Elastomer reinforcement by graphene nanoplatelets and synergistic improvements of electrical and mechanical properties of composites by hybrid nano fillers of graphene-carbon black and graphene-MWCNT. Compos. Part A Appl. Sci. Manuf. 2017, 102, 154–165. [Google Scholar] [CrossRef]
- Li, Y.; Li, Z.; Wan, J.; Yan, Z.; Sun, J.; Zhao, S. Mechanical and tribological performance of chopped basalt fiber/acrylonitrile–butadiene rubber composites. Polym. Compos. 2019, 40, 630–637. [Google Scholar] [CrossRef]
- Lee, T.W.; Lee, S.; Park, S.M.; Lee, D. Mechanical, thermomechanical, and local anisotropy analyses of long basalt fiber reinforced polyamide 6 composites. Compos. Struct. 2019, 222, 110917. [Google Scholar] [CrossRef]
- Peddini, S.K.; Bosnyak, C.P.; Henderson, N.M.; Ellison, C.J.; Paul, D.R. Nanocomposites from styrene–butadiene rubber (SBR) and multiwall carbon nanotubes (MWCNT) part 2: Mechanical properties. Polymer 2015, 56, 443–451. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Ingredients | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| EPDM | S | CBS | SA | ZnO | xGnP-C-500 | MWCNTs | BFL | BFS | |
| EPDM-0 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | ̶ | ̶ | ̶ |
| EPDM-1 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | 10.0 | ̶ | ̶ | ̶ |
| EPDM-2 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | 15.0 | ̶ | ̶ | ̶ |
| EPDM-3 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | 10.0 | ̶ | ̶ |
| EPDM-4 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | 15.0 | ̶ | ̶ |
| EPDM-5 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | ̶ | 10.0 | ̶ |
| EPDM-6 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | ̶ | 15.0 | ̶ |
| EPDM-7 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | ̶ | ̶ | 10.0 |
| EPDM-8 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | ̶ | ̶ | 15.0 |
| EPDM-9 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | 10.0 | ̶ | 10.0 | ̶ |
| EPDM-10 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | 15.0 | ̶ | 15.0 | ̶ |
| EPDM-11 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | 10.0 | ̶ | 10.0 |
| EPDM-12 | 100 | 1.5 | 1.5 | 1.0 | 5.0 | ̶ | 15.0 | ̶ | 15.0 |
| Sample | T5 (°C) | T50 (°C) | TR (°C) | TRMAX (°C) | dm/dt (%/min) | PR (%) | ΔTs (°C) | P600 (%) |
|---|---|---|---|---|---|---|---|---|
| EPDM-0 | 420 | 438 | 415 | 436 | 35.48 | 20.45 | 462–524 | 13.07 |
| EPDM-1 | 413 | 440 | 415 | 438 | 29.57 | 22.17 | 465–523 | 12.65 |
| EPDM-2 | 413 | 445 | 415 | 441 | 27.81 | 23.30 | 468–535 | 12.11 |
| EPDM-3 | 395 | 450 | 415 | 451 | 24.20 | 24.70 | 472–525 | 14.41 |
| EPDM-4 | 401 | 466 | 415 | 465 | 24.45 | 25.11 | 487–530 | 16.95 |
| EPDM-5 | 403 | 439 | 405 | 436 | 21.85 | 22.90 | 462–514 | 17.01 |
| EPDM-6 | 400 | 440 | 400 | 437 | 17.28 | 27.39 | 461–515 | 21.37 |
| EPDM-7 | 395 | 437 | 400 | 435 | 16.29 | 29.12 | 463–520 | 22.80 |
| EPDM-8 | 395 | 437 | 400 | 431 | 16.77 | 28.81 | 463–515 | 22.17 |
| EPDM-9 | 410 | 450 | 410 | 440 | 18.03 | 25.78 | 477–530 | 17.29 |
| EPDM-10 | 380 | 445 | 400 | 438 | 17.86 | 34.43 | 472–535 | 23.63 |
| EPDM-11 | 378 | 460 | 360 | 449 | 13.36 | 44.07 | 475–530 | 34.13 |
| EPDM-12 | 361 | 433 | 350 | 449 | 8.40 | 45.37 | 472–530 | 35.12 |
| Sample | HRR (W/g) | THHR (°C) | THR (kJ/g) | HRC (J/gK) |
|---|---|---|---|---|
| EPDM-0 | 1791 | 480 | 66.5 | 1811 |
| EPDM-1 | 1441 | 480 | 58.7 | 1451 |
| EPDM-2 | 1404 | 478 | 58,0 | 1410 |
| EPDM-3 | 1478 | 480 | 61.8 | 1500 |
| EPDM-4 | 1430 | 483 | 58.7 | 1436 |
| EPDM-5 | 1412 | 484 | 56.9 | 1421 |
| EPDM-6 | 1500 | 480 | 60.1 | 1507 |
| EPDM-7 | 1345 | 480 | 59.2 | 1347 |
| EPDM-8 | 1442 | 478 | 56.9 | 1469 |
| EPDM-9 | 1426 | 479 | 57.0 | 1410 |
| EPDM-10 | 1274 | 483 | 51.8 | 1277 |
| EPDM-11 | 1263 | 482 | 49.7 | 1252 |
| EPDM-12 | 1205 | 478 | 50.2 | 1194 |
| Sample | ti (s) | tf-0 (s) | HRR (kW/m2) | HRRMAX (kW/m2) | tHRRMAX (s) | THR (MJ/m2) | EHC (MJ/kg) | EHCMAX (MJ/kg) | AMLR (g/m2×s) | FIGRA (kW/m2×s) | MARHE (kW/m2) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| EPDM0 | 104 | 398 | 222.5 | 968.1 | 210 | 65.9 | 36.2 | 79.3 | 12.56 | 4.61 | 215.2 |
| EPDM1 | 144 | 523 | 152.1 | 425.9 | 250 | 57.7 | 33.8 | 69.4 | 5.06 | 1.70 | 137.7 |
| EPDM2 | 143 | 503 | 145.9 | 347.7 | 240 | 52.5 | 30.2 | 79.6 | 4.96 | 1.44 | 132.9 |
| EPDM3 | 96 | 434 | 191.4 | 442.4 | 200 | 64.0 | 34.1 | 78.1 | 6.05 | 2.21 | 191.5 |
| EPDM4 | 106 | 447 | 194.1 | 409.7 | 205 | 66.1 | 35.4 | 72.6 | 3.38 | 1.99 | 181.7 |
| EPDM5 | 117 | 330 | 176.7 | 399.9 | 185 | 37.1 | 22.2 | 70.9 | 13.38 | 2.16 | 129.3 |
| EPDM6 | 113 | 327 | 175.3 | 389.1 | 180 | 37.6 | 23.5 | 60.5 | 14.28 | 2.16 | 134.7 |
| EPDM7 | 102 | 427 | 142.8 | 368.1 | 175 | 46.6 | 29.3 | 63.5 | 8.76 | 2.10 | 148.3 |
| EPDM8 | 113 | 380 | 164.5 | 340.5 | 190 | 43.7 | 28.3 | 73.3 | 9.46 | 1.79 | 131.4 |
| EPDM9 | 125 | 378 | 191.1 | 399.5 | 210 | 48.6 | 30.2 | 79.8 | 10.72 | 1.90 | 145.9 |
| EPDM10 | 110 | 382 | 186.7 | 385.1 | 215 | 51.2 | 31.0 | 72.8 | 10.59 | 1.79 | 153.4 |
| EPDM11 | 107 | 457 | 143.7 | 320.7 | 225 | 50.2 | 28.9 | 79.8 | 7.74 | 1.42 | 135.2 |
| EPDM12 | 85 | 421 | 143.3 | 323.8 | 180 | 48.7 | 29.1 | 72.9 | 8.22 | 1.79 | 145.7 |
| Sample | t05 (min) | t90 (min) | Mmin (dNm) | ΔM (dNm) |
|---|---|---|---|---|
| EPDM-0 | 12.92 | 28.75 | 0.86 | 13.69 |
| EPDM-1 | 2.95 | 35.68 | 1.28 | 13.67 |
| EPDM-2 | 2.44 | 41.31 | 1.66 | 13.12 |
| EPDM-3 | 5.71 | 22.92 | 2.08 | 22.03 |
| EPDM-4 | 4.63 | 23.67 | 2.99 | 26.32 |
| EPDM-5 | 14.25 | 30.73 | 0.99 | 15.96 |
| EPDM-6 | 13.91 | 30.02 | 1.02 | 16.66 |
| EPDM-7 | 13.60 | 29.38 | 0.89 | 14.68 |
| EPDM-8 | 13.23 | 33.39 | 0.95 | 16.52 |
| EPDM-9 | 2.87 | 34.56 | 1.45 | 16.19 |
| EPDM-10 | 2.41 | 42.40 | 1.88 | 13.69 |
| EPDM-11 | 5.35 | 22.49 | 2.15 | 23.77 |
| EPDM-12 | 4.77 | 24.28 | 3.38 | 28.26 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rybiński, P.; Syrek, B.; Marzec, A.; Szadkowski, B.; Kuśmierek, M.; Śliwka-Kaszyńska, M.; Mirkhodjaev, U.Z. Effects of Basalt and Carbon Fillers on Fire Hazard, Thermal, and Mechanical Properties of EPDM Rubber Composites. Materials 2021, 14, 5245. https://doi.org/10.3390/ma14185245
Rybiński P, Syrek B, Marzec A, Szadkowski B, Kuśmierek M, Śliwka-Kaszyńska M, Mirkhodjaev UZ. Effects of Basalt and Carbon Fillers on Fire Hazard, Thermal, and Mechanical Properties of EPDM Rubber Composites. Materials. 2021; 14(18):5245. https://doi.org/10.3390/ma14185245
Chicago/Turabian StyleRybiński, Przemysław, Bartłomiej Syrek, Anna Marzec, Bolesław Szadkowski, Małgorzata Kuśmierek, Magdalena Śliwka-Kaszyńska, and Ulugbek Zakirovich Mirkhodjaev. 2021. "Effects of Basalt and Carbon Fillers on Fire Hazard, Thermal, and Mechanical Properties of EPDM Rubber Composites" Materials 14, no. 18: 5245. https://doi.org/10.3390/ma14185245
APA StyleRybiński, P., Syrek, B., Marzec, A., Szadkowski, B., Kuśmierek, M., Śliwka-Kaszyńska, M., & Mirkhodjaev, U. Z. (2021). Effects of Basalt and Carbon Fillers on Fire Hazard, Thermal, and Mechanical Properties of EPDM Rubber Composites. Materials, 14(18), 5245. https://doi.org/10.3390/ma14185245