
Effect of Fiber Shape on the Tribological, Mechanical, and Morphological Behaviors of Sisal Fiber-Reinforced Resin-Based Friction Materials: Helical, Undulated, and Straight Shapes



Abstract
:1. Introduction
2. Materials and Methods
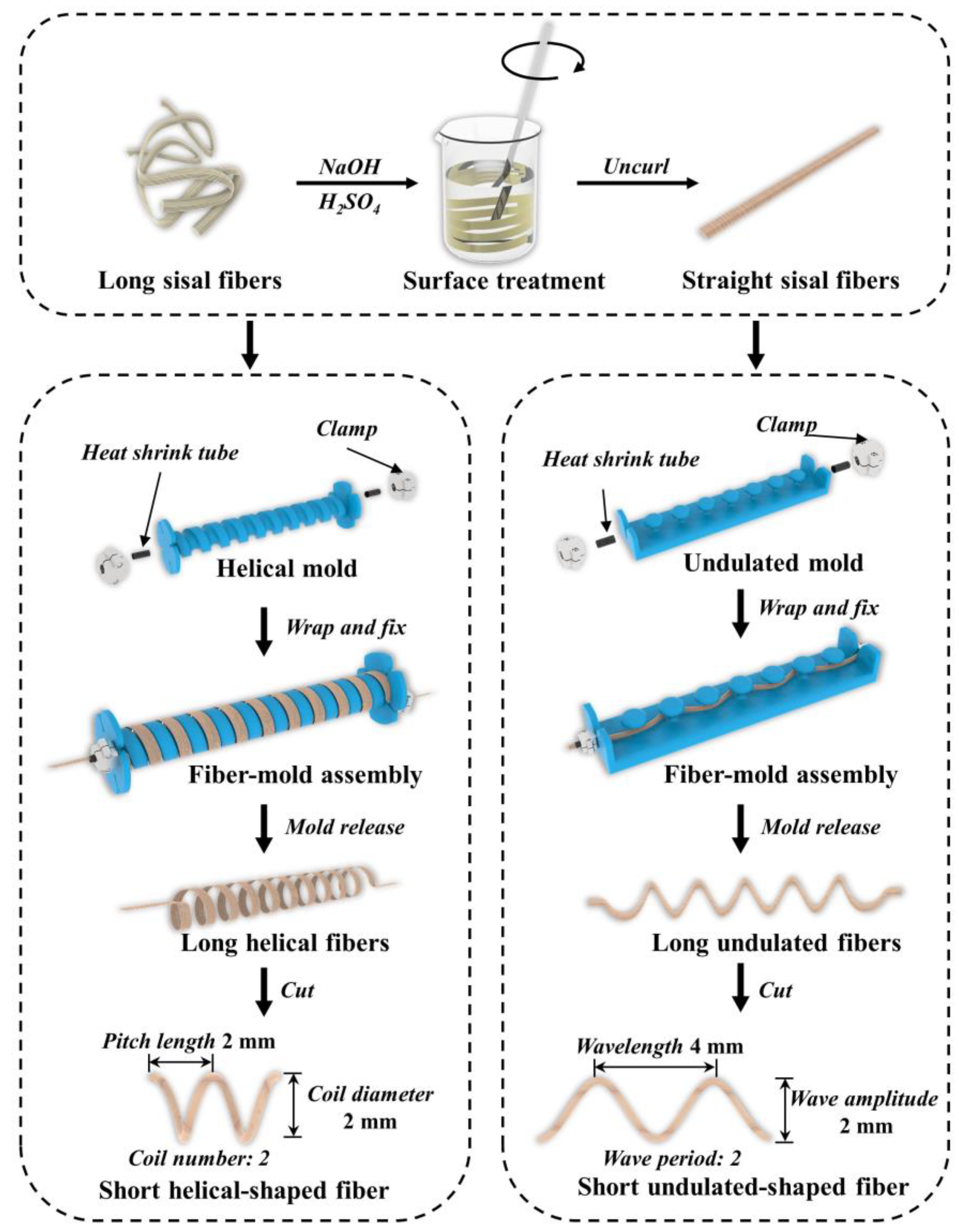
2.1. Preparation of the Fibers
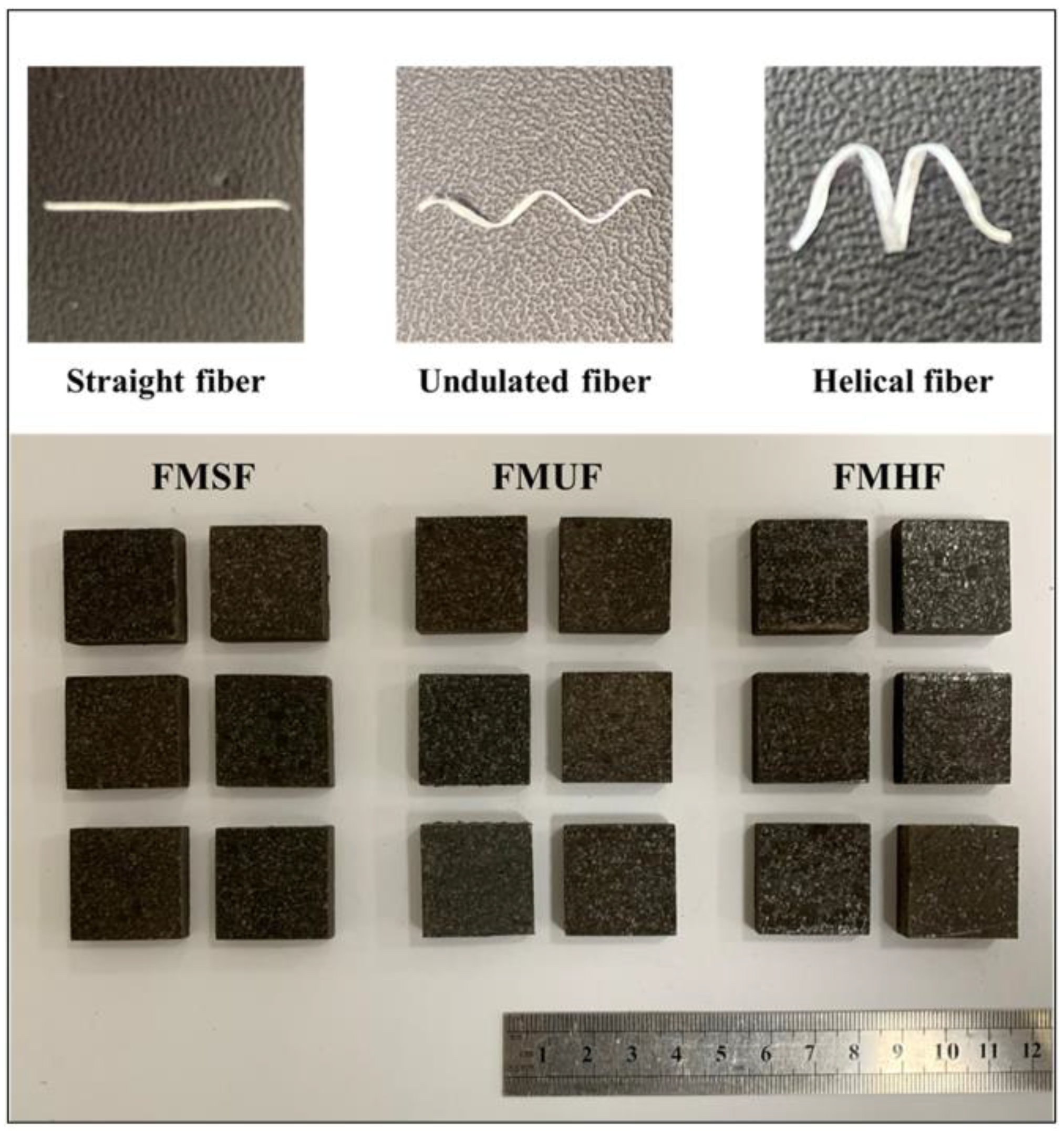
2.2. Fabrication of the Composite Materials
2.3. Characterization of the Developed Composite Materials
2.3.1. Density Test
2.3.2. Hardness Test
2.3.3. Impact Property Test
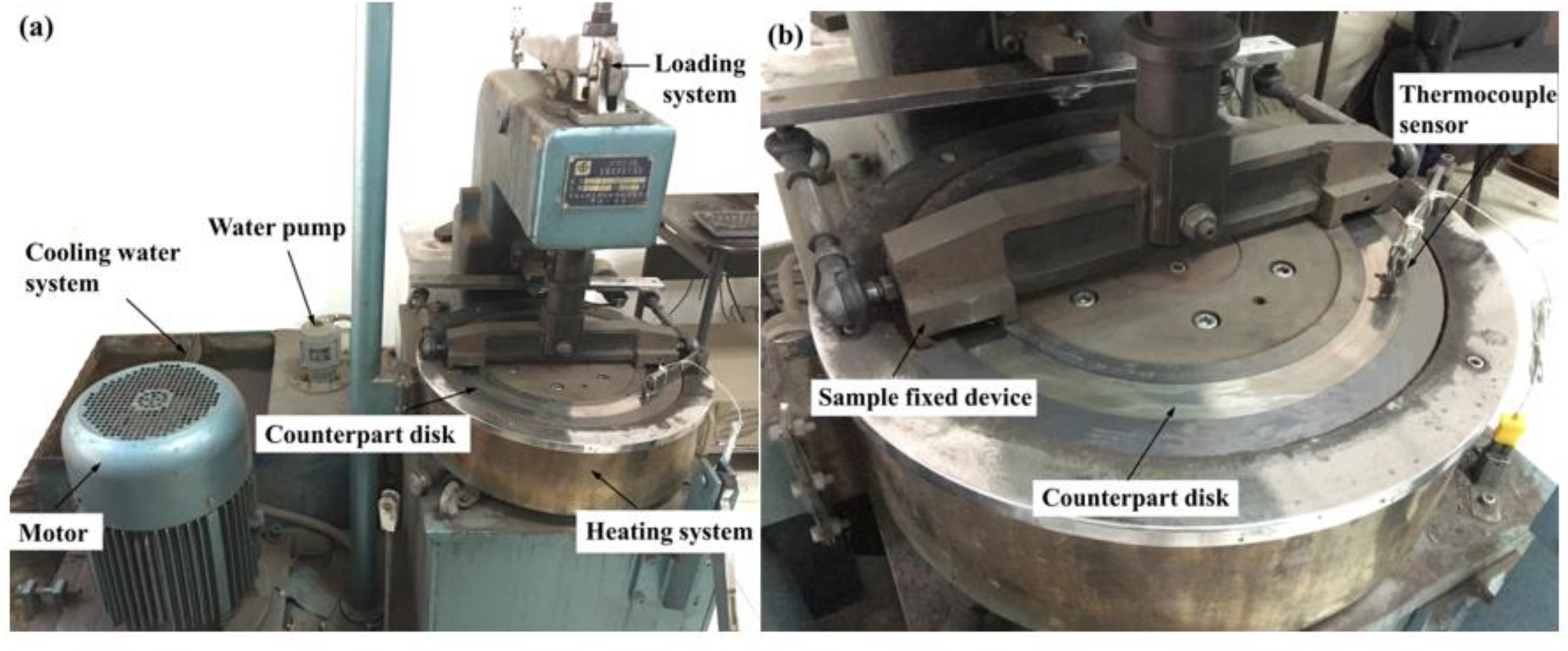
2.3.4. Evaluation of the Tribological Behaviors
2.3.5. Morphological Characterization
3. Results and Discussion
3.1. Physical and Mechanical Performance Analysis
3.2. Tribological Behavior Analysis
3.2.1. Friction Behavior
3.2.2. Wear Behavior
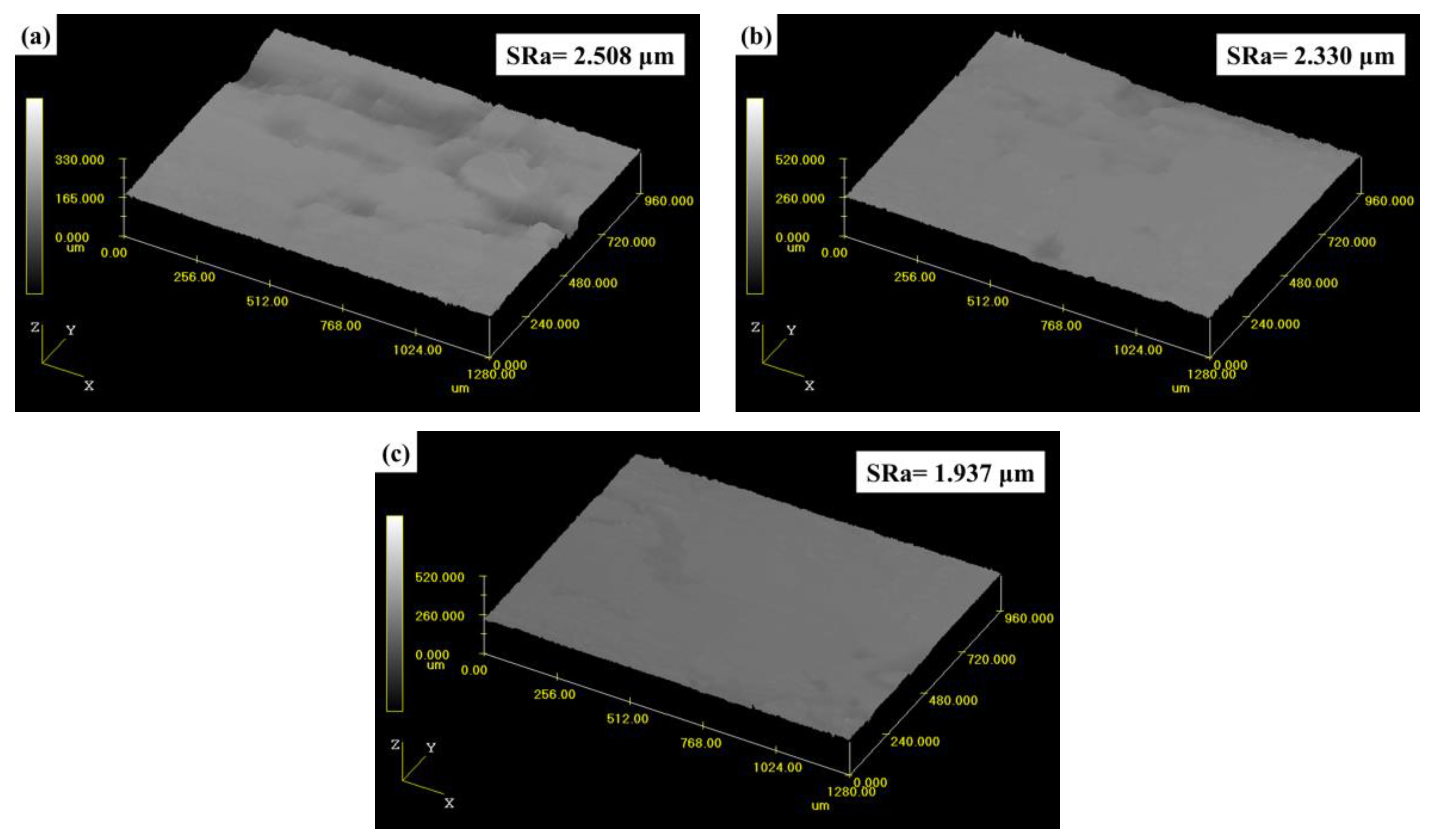
3.3. Worn Surface Analysis
4. Conclusions
- The shapes of the sisal fibers exerted no obvious influence on the density and hardness of the composite materials, whereas they showed a noticeable effect on the impact strength. The composite FMHF exhibited the highest impact strength (0.584 J/cm2).
- From a friction performance point of view, the composite FMHF provided enhanced fade resistance and recovery characteristics and it showed a relatively low fade rate (9.26%) and a high recovery rate (98.65%). This was followed by the composite FMUF and the composite FMSF.
- From a wear behavior point of view, the wear resistance of the composite FMHF was found to be superior when compared with the composites FMUF and FMSF and it exhibited the sum wear rate of 2.061 × 10–7 cm3∙N−1∙m−1.
- An SEM analysis demonstrated that adding the helical-shaped sisal fibers could enhance the fiber–matrix interface bonding quality, reduce the extent of fiber debonding and pullout, and provide more secondary plateaus adhered to the friction surface. These were responsible for the overall behavior changes in the composite FMHF. Thus, the above results clearly prove that helical-shaped sisal fibers are a more suitable candidate for resin-based friction composite material applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Filip, P.; Weiss, Z.; Rafaja, D. On friction layer formation in polymer matrix composite materials for brake applications. Wear 2002, 252, 189–198. [Google Scholar] [CrossRef]
- Rajan, B.S.; Balaji, M.A.S.; Noorani, A.B.M.A.; Khateeb, M.U.H.; Hariharasakthisudan, P.; Doss, P.A. Tribological performance evaluation of newly synthesized silane treated shell powders in friction composites. Mater. Res. Express 2019, 6, 065317. [Google Scholar] [CrossRef]
- Ji, Z.; Luo, W.; Zhou, K.; Hou, S.; Zhang, Q.; Li, J.; Jin, H. Effects of the shapes and dimensions of mullite whisker on the friction and wear behaviors of resin-based friction materials. Wear 2018, 406, 118–125. [Google Scholar] [CrossRef]
- Hinrichs, R.; Soares, M.R.F.; Lamb, R.G.; Soares, M.R.F.; Vasconcellos, M.A.Z. Phase characterization of debris generated in brake pad coefficient of friction tests. Wear 2011, 270, 515–519. [Google Scholar] [CrossRef]
- Singh, T.; Tiwari, A.; Patnaik, A.; Chauhan, R.; Ali, S. Influence of wollastonite shape and amount on tribo-performance of non-asbestos organic brake friction composites. Wear 2017, 386, 157–164. [Google Scholar] [CrossRef]
- Fei, J.; Luo, D.; Zhang, C.; Li, H.; Cui, Y.; Huang, J. Friction and wear behavior of SiC particles deposited onto paper-based friction material via electrophoretic deposition. Tribol. Int. 2018, 119, 230–238. [Google Scholar] [CrossRef]
- Che, Q.; Zhang, G.; Zhang, L.; Qi, H.; Li, G.; Zhang, C.; Guo, F. Switching brake materials to extremely wear-resistant self-lubrication materials via tuning interface nanostructures. ACS Appl. Mater. Interfaces 2018, 10, 19173–19181. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Plant fibre based bio-composites: Sustainable and renewable green materials. Renew. Sustain. Energy Rev. 2017, 79, 558–584. [Google Scholar] [CrossRef]
- Chegdani, F.; Wang, Z.; Mansori, E.M.; Bukkapatnam, S.T.S. Multiscale tribo-mechanical analysis of natural fiber composites for manufacturing applications. Tribol. Int. 2018, 122, 143–150. [Google Scholar] [CrossRef] [Green Version]
- Baklouti, M.; Cristol, A.L.; Desplanques, Y.; Elleuch, R. Impact of the glass fibers addition on tribological behavior and braking performances of organic matrix composites for brake lining. Wear 2015, 330, 507–514. [Google Scholar] [CrossRef]
- Abdollah, M.F.B.; Shuhimi, F.F.; Ismail, N.; Amiruddin, H.; Umehara, N. Selection and verification of kenaf fibres as an alternative friction material using Weighted Decision Matrix method. Mater. Des. 2015, 67, 577–582. [Google Scholar]
- Singh, T.; Patnaik, A. Performance assessment of lapinus-aramid based brake pad hybrid phenolic composites in friction braking. Arch. Civ. Mech. Eng. 2015, 15, 151–161. [Google Scholar] [CrossRef]
- Fei, J.; Wang, H.K.; Huang, J.F.; Zeng, X.R.; Luo, W. Effects of carbon fiber length on the tribological properties of paper-based friction materials. Tribol. Int. 2014, 72, 179–186. [Google Scholar] [CrossRef]
- Jang, H.; Ko, K.; Kim, S.J.; Basch, R.H.; Fash, J.W. The effect of metal fibers on the friction performance of automotive brake friction materials. Wear 2004, 256, 406–414. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thakur, M.K. Processing and characterization of natural cellulose fibers/thermoset polymer composites. Carbohydr. Polym. 2014, 109, 102–117. [Google Scholar] [CrossRef]
- Senthamaraikannan, P.; Kathiresan, M. Characterization of raw and alkali treated new natural cellulosic fiber from Coccinia grandis. L. Carbohydr. Polym. 2018, 186, 332–343. [Google Scholar] [CrossRef] [PubMed]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.M.; Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fu, Z.; Suo, B.; Yun, R.; Lu, Y.; Wang, H.; Qi, S.; Jiang, S.; Lu, Y.; Matejka, V. Development of eco-friendly brake friction composites containing flax fibers. J. Reinf. Plast. Compos. 2012, 31, 681–689. [Google Scholar] [CrossRef] [Green Version]
- Chin, C.W.; Yousif, B.F. Potential of kenaf fibres as reinforcement for tribological applications. Wear 2009, 267, 1550–1557. [Google Scholar] [CrossRef]
- Yousif, B.F.; Nirmal, U.; Wong, K.J. Three-body abrasion on wear and frictional performance of treated betelnut fibre reinforced epoxy (T-BFRE) composite. Mater. Des. 2010, 31, 4514–4521. [Google Scholar] [CrossRef]
- Rajan, B.S.; Balaji, M.A.S.; Saravanakumar, S.S. Effect of chemical treatment and fiber loading on physico-mechanical properties of Prosopis juliflora fiber reinforced hybrid friction composite. Mater. Res. Express 2018, 6, 035302. [Google Scholar] [CrossRef]
- Rajan, B.S.; Saibalaji, M.A.; Mohideen, S.R. Tribological performance evaluation of epoxy modified phenolic FC reinforced with chemically modified Prosopis juliflora bark fiber. Mater. Res. Express 2019, 6, 075313. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, Y.; Yu, J.; Zhuang, J.; Wu, S.; Tong, J. Development and characterization of alkali treated abaca fiber reinforced friction composites. Compos. Interfaces 2019, 26, 67–82. [Google Scholar] [CrossRef]
- Matějka, V.; Fu, Z.; Kukutschová, J.; Qi, S.; Jiang, S.; Zhang, X.; Yun, R.; Vaculík, M.; Lu, Y. Jute fibers and powderized hazelnut shells as natural fillers in non-asbestos organic non-metallic friction composites. Mater. Des. 2013, 51, 847–853. [Google Scholar] [CrossRef]
- Liu, Y.; Xie, J.; Wu, N.; Wang, L.; Ma, Y.; Tong, J. Influence of silane treatment on the mechanical, tribological and morphological properties of corn stalk fiber reinforced polymer composites. Tribol. Int. 2019, 131, 398–405. [Google Scholar] [CrossRef]
- Hassaini, L.; Kaci, M.; Touati, N.; Pillin, I.; Kervoelen, A.; Bruzaud, S. Valorization of olive husk flour as a filler for biocomposites based on poly (3-hydroxybutyrate-co-3-hydroxyvalerate): Effects of silane treatment. Polym. Test. 2017, 59, 430–440. [Google Scholar] [CrossRef]
- Rahman, M.M.; Khan, M.A. Surface treatment of coir (Cocos nucifera) fibers and its influence on the fibers’ physico-mechanical properties. Compos. Sci. Technol. 2007, 67, 2369–2376. [Google Scholar] [CrossRef]
- Vijay, R.; Singaravelu, D.L.; Vinod, A.; Sanjay, M.R.; Siengchin, S.; Jawaid, M.; Khan, A.; Parameswaranpillai, J. Characterization of raw and alkali treated new natural cellulosic fibers from Tridax procumbens. Int. J. Biol. Macromol. 2019, 125, 99–108. [Google Scholar] [CrossRef]
- Saravanakumar, S.S.; Kumaravel, A.; Nagarajan, T.; Moorthy, I.G. Effect of chemical treatments on physicochemical properties of Prosopis juliflora fibers. Int. J. Polym. Anal. Charact. 2014, 19, 383–390. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Pappu, A.; Saxena, M.; Thakur, V.K.; Sharma, A.; Haque, R. Facile extraction, processing and characterization of biorenewable sisal fibers for multifunctional ap-plications. J. Macromol. Sci. Part A 2016, 53, 424. [Google Scholar] [CrossRef]
- Xin, X.; Xu, C.G.; Qing, L.F. Friction properties of sisal fibre reinforced resin brake composites. Wear 2007, 262, 736–741. [Google Scholar] [CrossRef]
- Amiri, A.; Triplett, Z.; Moreira, A.; Brezinka, N.; Alcock, M.; Ulvena, C.A. Standard density measurement method development for flax fiber. Ind. Crop. Prod. 2017, 96, 196–202. [Google Scholar] [CrossRef]
- Fu, H.; Fu, L.; Zhang, G.; Wang, R.; Liao, B.; Sun, B. Abrasion mechanism of stainless steel/carbon fiber-reinforced polyether-ether-ketone (PEEK) composites. J. Mater. Eng. Perform. 2009, 18, 973–979. [Google Scholar] [CrossRef]
- Wu, S.; Zhuang, J.; Wu, Q.; Qi, H.; Zhao, J.; Guo, M. Investigation of tribological, physicomechanical, and morphological properties of resin-based friction materials reinforced with Agave americana waste. Mater. Res. Express 2021, 8, 075308. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, S.; Zhuang, J.; Tong, J.; Qi, H. Tribological and physio-mechanical characterization of cow dung fibers reinforced friction composites: An effective utilization of cow dung waste. Tribol. Int. 2019, 131, 200–211. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Mao, C.; Li, J.; Yu, J.; Tong, J. Effects of Structured Fibre on Mechanical and Tribological Properties of Phenolic Composites for Application to Friction Brakes. Polym. Polym. Compos. 2018, 26, 315–324. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Menon, C.; Tong, J. Evaluation of wear resistance of friction materials prepared by granulation. ACS Appl. Mater. Interfaces 2015, 7, 22814–22820. [Google Scholar] [CrossRef]
- Cai, P.; Wang, Y.; Wang, T.; Wang, Q. Effect of resins on thermal, mechanical and tribological properties of friction materials. Tribol. Int. 2015, 87, 1–10. [Google Scholar] [CrossRef]
- Kumar, M.; Bijwe, J. NAO friction materials with various metal powders: Tribological evaluation on full-scale inertia dynamometer. Wear 2010, 269, 826–837. [Google Scholar] [CrossRef]
- Md, J.A.; Saibalaji, M.A.; Rajan, B.S.; Liu, Y. Characterization of alkaline treated areva javanica fiber and its tribological performance in phenolic friction composites. Mater. Res. Express 2019, 6, 115307. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, S.; Zhuang, J.; Tian, Y.; Qi, H.; Tong, J. The effect of lignin on the physicomechanical, tribological, and morphological performance indicators of corn stalk fiber-reinforced friction materials. Mater. Res. Express 2019, 6, 105325. [Google Scholar] [CrossRef]
- Manoharan, S.; Krishnan, G.S.; Babu, L.G.; Vijay, R.; Singaravelu, D.L. Synergistic effect of red mud-iron sulfide particles on fade-recovery characteristics of non-asbestos organic brake friction composites. Mater. Res. Express 2019, 6, 105311. [Google Scholar] [CrossRef]
- Wang, Z.; Hou, G.; Yang, Z.; Jiang, Q.; Zhang, F.; Xie, M.; Yao, Z. Influence of slag weight fraction on mechanical, thermal and tribological properties of polymer based friction materials. Mater. Des. 2016, 90, 76–83. [Google Scholar] [CrossRef]
- Shalwan, A.; Yousif, B.F. Influence of date palm fibre and graphite filler on mechanical and wear characteristics of epoxy composites. Mater. Des. 2014, 59, 264–273. [Google Scholar] [CrossRef]
- Wang, F.; Liu, Y. Mechanical and tribological properties of ceramic-matrix friction materials with steel fiber and mullite fiber. Mater. Des. 2014, 57, 449–455. [Google Scholar] [CrossRef]
- Kumar, M.; Satapathy, B.K.; Patnaik, A.; Kolluri, D.K.; Tomar, B.S. Hybrid composite friction materials reinforced with combination of potassium titanate whiskers and aramid fibre: Assessment of fade and recovery performance. Tribol. Int. 2011, 44, 359–367. [Google Scholar] [CrossRef]
- Kchaou, M.; Sellami, A.; Elleuch, R.; Singh, H. Friction characteristics of a brake friction material under different braking conditions. Mater. Des. 2013, 52, 533–540. [Google Scholar] [CrossRef]
- Xu, Z.; Hao, H.; Li, H.N. Dynamic tensile behaviour of fibre reinforced concrete with spiral fibres. Mater. Des. 2012, 42, 72–88. [Google Scholar] [CrossRef]
- Hao, Y.; Hao, H. Dynamic compressive behaviour of spiral steel fibre reinforced concrete in split Hopkinson pressure bar tests. Constr. Build. Mater. 2013, 48, 521–532. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classification | Ingredients | Content (wt.%) |
|---|---|---|
| Reinforcements | Sisal fiber | 6 |
| Compound mineral fiber | 19 | |
| Binders | Phenolic resin | 14 |
| Friction modifiers | Petroleum coke | 5 |
| Graphite | 8 | |
| Zinc stearate | 2 | |
| Antimony sulfide | 3 | |
| Porous iron powder | 10 | |
| Alumina | 7 | |
| Fillers | Barium sulfate | 19 |
| Friction powder | 2 | |
| Vermiculite powder | 5 | |
| Total | 100 |
| S. No. | Step | Conditions |
|---|---|---|
| 1 | Mixing (JF805R paddle-type blender) | Total duration 10 min, mixing sequence of ingredients: reinforcements (2 min), followed by fillers and friction modifiers (5 min) and finally binders (3 min). |
| 2 | Hot pressing (JFY50 thermocompressor) | Pressure 40 MPa, temperature 165 °C, curing time 30 min with three intermittent breathings. |
| 3 | Post-curing (JF980B heat-treatment machine) | Temperatures of 140, 160, 180 °C for 1, 3, 6 h, respectively. |
| 4 | Finishing | Cut into 25 mm × 25 mm × 6 mm size. |
| Conditions | Fade Test | Recovery Test |
|---|---|---|
| Temperature (°C) | 100, 150, 200, 250, 300, 350 | 300, 250, 200, 150, 100 |
| Rotating speed (rpm) | 480 | 480 |
| Load (MPa) | 0.98 | 0.98 |
| Rotating number | 5000 | 7500 |
| Counterpart disk | HT250 cast iron disk (HB 180–220) | |
| Test parameters | Friction coefficient, fade rate, recovery rate, wear rate | |
| Properties | FMSF | FMUF | FMHF |
|---|---|---|---|
| Density (g/cm3) | 2.21 | 2.21 | 2.20 |
| Hardness (HRR) | 93.4 | 94.1 | 93.8 |
| Impact strength (J/cm2) | 0.496 | 0.533 | 0.584 |
| Properties | FMSF | FMUF | FMHF |
|---|---|---|---|
| Fade rate | 15.69% | 13.05% | 9.26% |
| Recovery rate | 88.89% | 94.47% | 98.65% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, S.; Zhao, J.; Guo, M.; Zhuang, J.; Wu, Q. Effect of Fiber Shape on the Tribological, Mechanical, and Morphological Behaviors of Sisal Fiber-Reinforced Resin-Based Friction Materials: Helical, Undulated, and Straight Shapes. Materials 2021, 14, 5410. https://doi.org/10.3390/ma14185410
Wu S, Zhao J, Guo M, Zhuang J, Wu Q. Effect of Fiber Shape on the Tribological, Mechanical, and Morphological Behaviors of Sisal Fiber-Reinforced Resin-Based Friction Materials: Helical, Undulated, and Straight Shapes. Materials. 2021; 14(18):5410. https://doi.org/10.3390/ma14185410
Chicago/Turabian StyleWu, Siyang, Jiale Zhao, Mingzhuo Guo, Jian Zhuang, and Qian Wu. 2021. "Effect of Fiber Shape on the Tribological, Mechanical, and Morphological Behaviors of Sisal Fiber-Reinforced Resin-Based Friction Materials: Helical, Undulated, and Straight Shapes" Materials 14, no. 18: 5410. https://doi.org/10.3390/ma14185410
APA StyleWu, S., Zhao, J., Guo, M., Zhuang, J., & Wu, Q. (2021). Effect of Fiber Shape on the Tribological, Mechanical, and Morphological Behaviors of Sisal Fiber-Reinforced Resin-Based Friction Materials: Helical, Undulated, and Straight Shapes. Materials, 14(18), 5410. https://doi.org/10.3390/ma14185410