
Effect of Process Factors on Tensile Shear Load Using the Definitive Screening Design in Friction Stir Lap Welding of Aluminum–Steel with a Pipe Shape



Abstract
:1. Introduction
2. Experimental Preparation and Design Methods
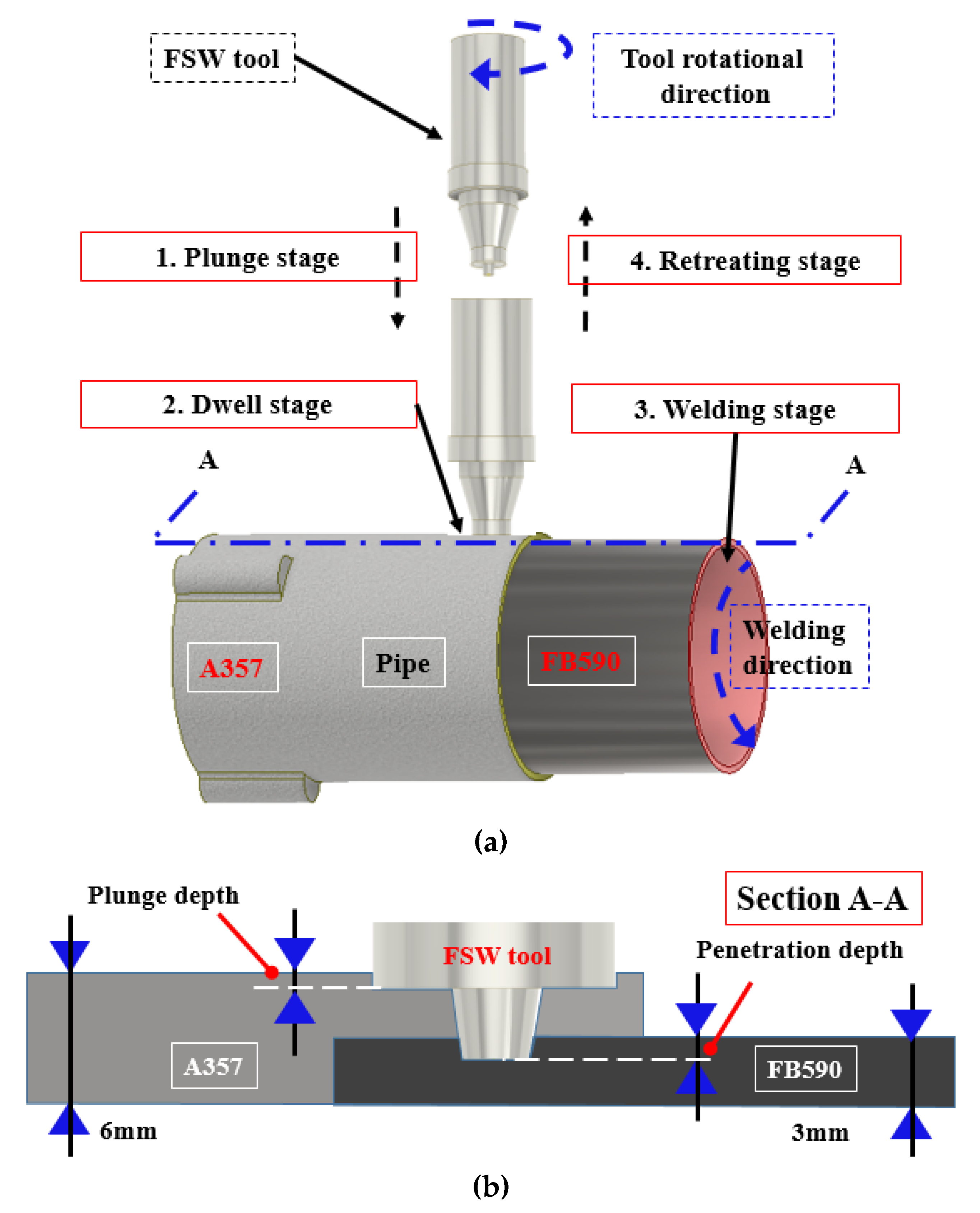
2.1. Materials and Tools
2.2. Definitive Screening Design and Analysis
3. Results and Discussion
3.1. Tensile Shear Load Characteristics of Dissimilar Friction Stir Joints
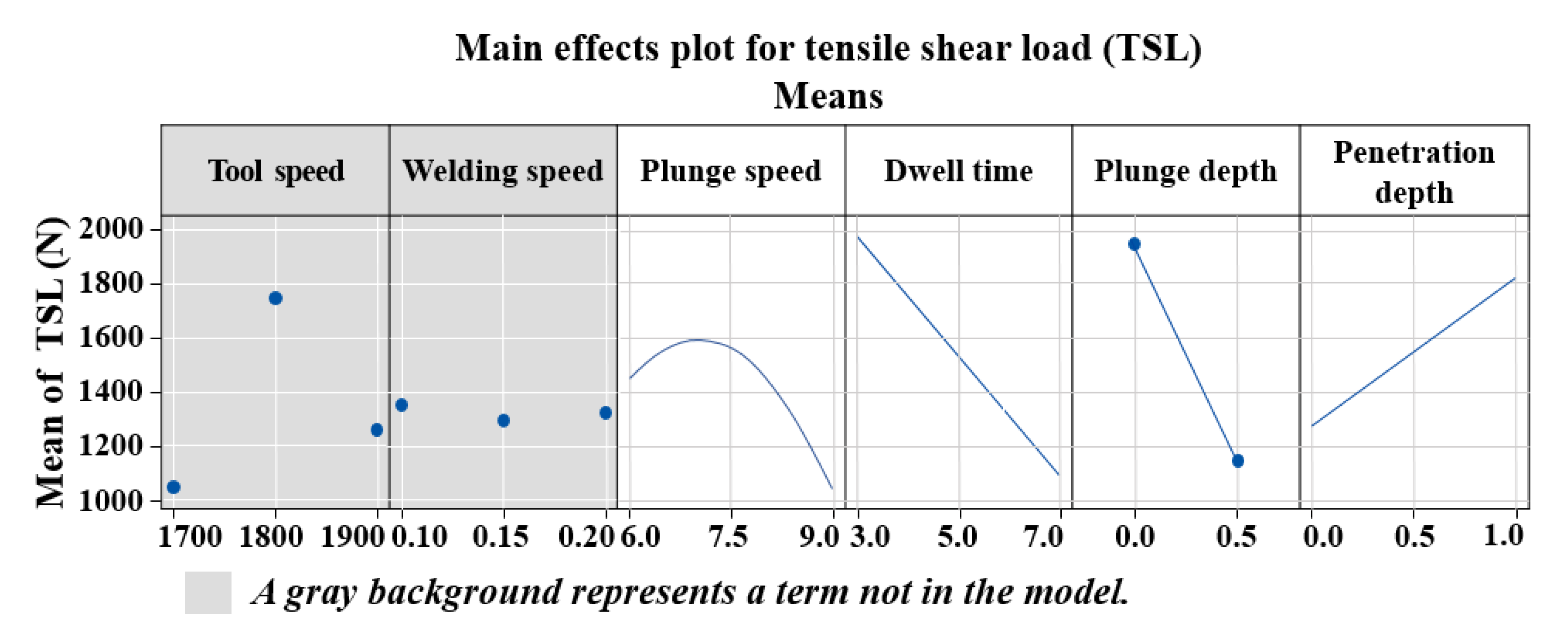
3.2. Definitive Screening Design Model and Main Effect Plot
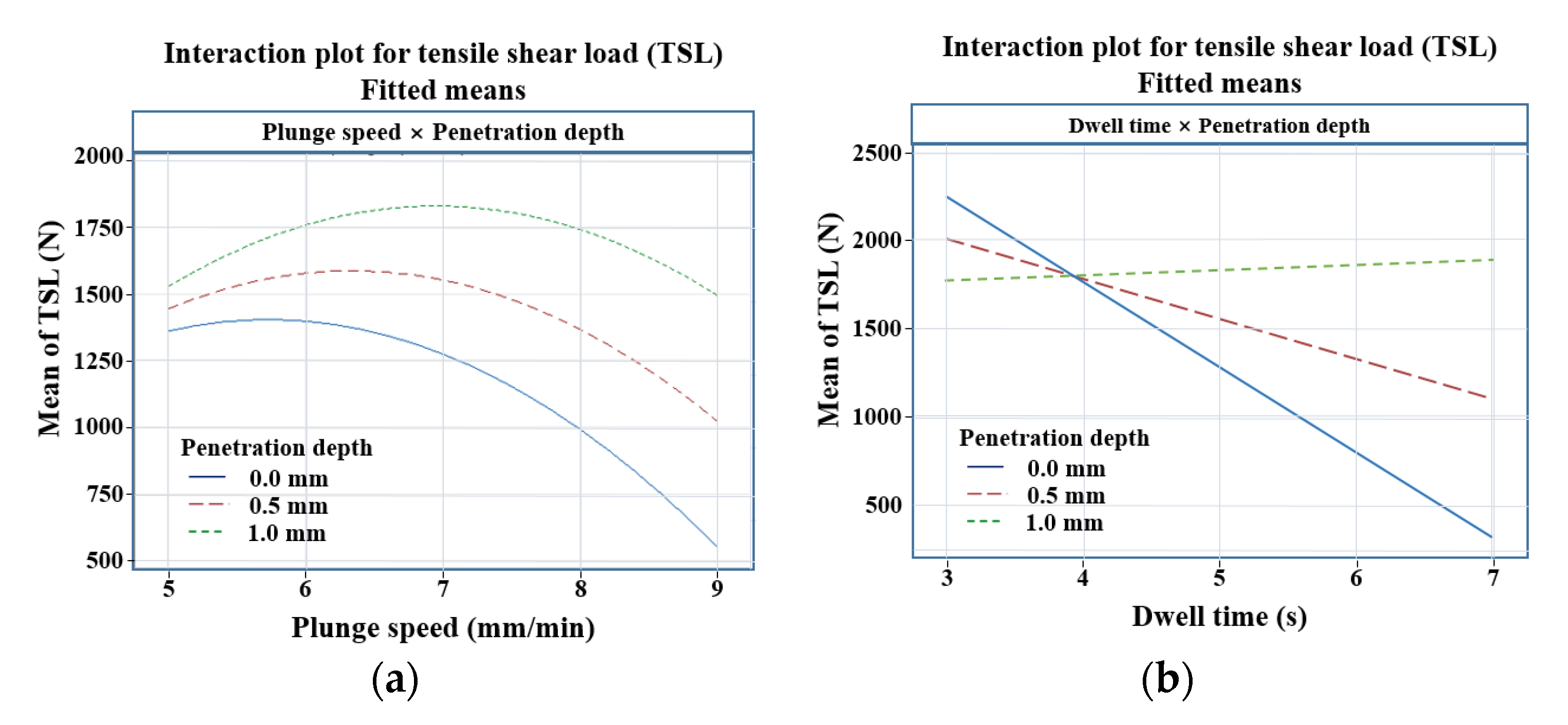
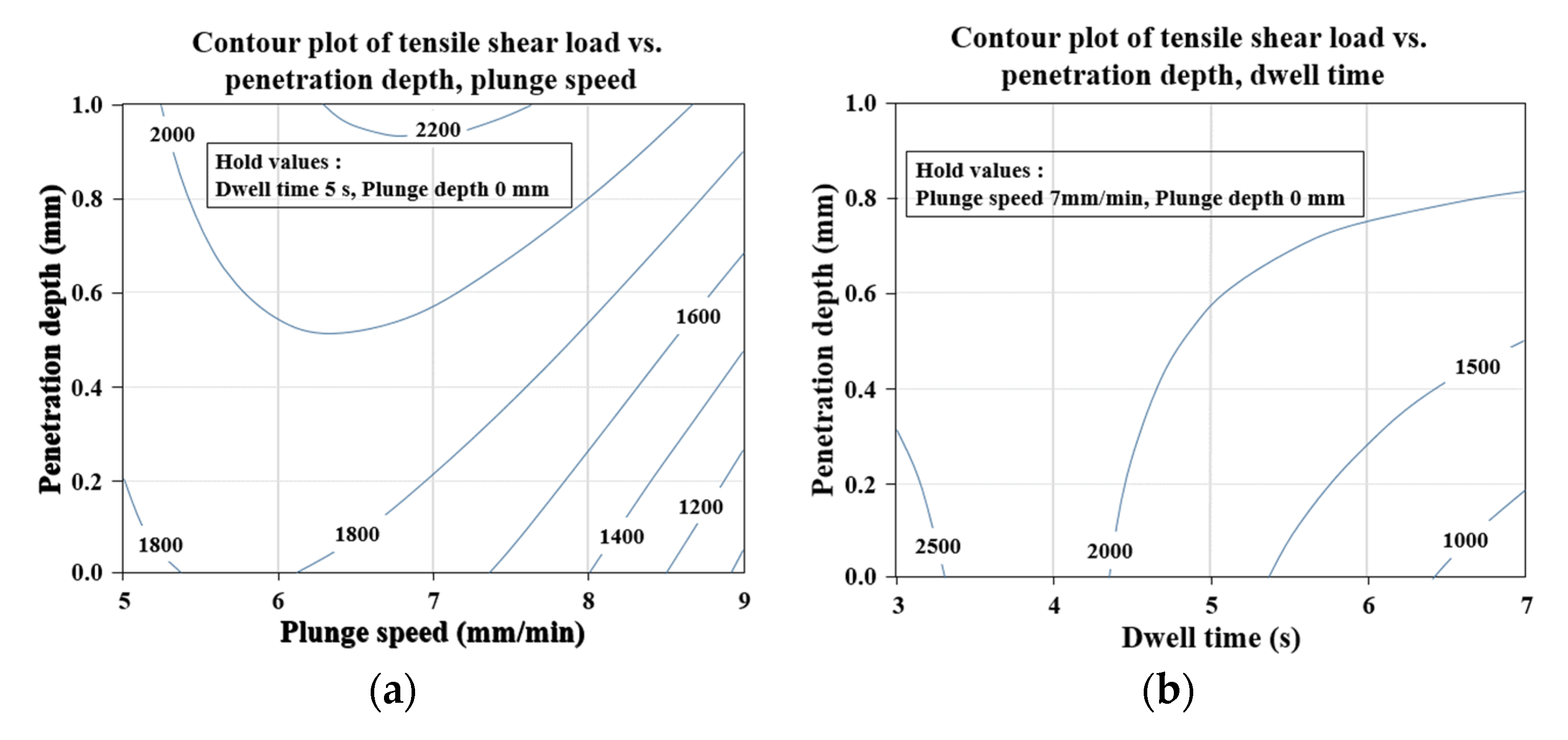
3.3. Characteristics between the Factors of a Definitive Screening Design
3.4. Microstructure Characteristics of Friction Stir Welding Joint
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Joo, Y.H.; Park, Y.C.; Lee, Y.M.; Kim, K.H.; Kang, M.C. The weldability of a thin friction stir welded plate of Al5052-H32 using high frequency spindle. J. Korean Soc. Manuf. Process Eng. 2017, 16, 90–95. [Google Scholar] [CrossRef]
- Laska, A.; Szkodo, M. Manufacturing parameters, materials, and welds properties of butt friction stir welded joints–overview. Materials 2020, 13, 4940. [Google Scholar] [CrossRef] [PubMed]
- Park, J.H.; Jeon, S.T.; Lee, T.J.; Kang, J.D.; Kang, M.C. Effect on drive point dynamic stiffness and lightweight chassis component by using topology and topography optimization. J. Korean Soc. Manuf. Process Eng. 2018, 17, 141–147. [Google Scholar] [CrossRef]
- Ryabov, V.R. Aluminizing of Steel; Oxonian Press: New Delhi, India, 1985. [Google Scholar]
- Wan, L.; Huang, Y. Friction stir welding of dissimilar aluminum alloys and steels: A review. Int. J. Adv. Manuf. Technol. 2018, 99, 1781–1811. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-Smith, P.; Dawes, C.J. Friction Welding. U.S. Patent 5,460,317, 1991. Available online: https://patents.google.com/patent/US5460317 (accessed on 2 September 2021).
- Sampath, K. An understanding of HSLA-65 plate steels. J. Mater. Eng. Perform. 2006, 15, 32–40. [Google Scholar] [CrossRef]
- Park, S.K.; Hong, S.T.; Park, J.H.; Park, K.Y.; Kwon, Y.J.; Son, H.J. Effect of material locations on properties of friction stir welding joints of dissimilar aluminium alloys. Sci. Technol. Weld. Joi. 2010, 15, 331–336. [Google Scholar] [CrossRef]
- Park, J.H.; Park, S.H.; Park, S.H.; Joo, Y.H.; Kang, M.C. Evaluation of mechanical properties with tool rotational speed in dissimilar cast aluminum and high-strength steel of lap jointed friction stir welding. J. Korean Soc. Manuf. Process Eng. 2019, 18, 90–96. [Google Scholar] [CrossRef]
- Dubourg, L.; Merati, A.; Jahazi, M. Process optimization and mechanical properties of friction stir lap welds of 7075-T6 stringers on 2024-T3 skin. Mater. Des. 2010, 31, 3324–3330. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, H.; Zhang, J.; Zhang, X.; Yang, L. Effect of pin length on hook size and joint properties in friction stir lap welding of 7B04 aluminum alloy. J. Mater. Eng. Perform. 2014, 23, 1881–1886. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M. Effect of tool rotational speed and probe length on lap joint quality of a friction stir welded magnesium alloy. Mater. Des. 2011, 32, 1–11. [Google Scholar] [CrossRef]
- Salari, E.; Jahazi, M.; Khodabandeh, A.; Ghasemi-Nanesa, H. Influence of tool geometry and rotational speed on mechanical properties and defect formation in friction stir lap welded 5456 aluminum alloy sheets. Mater. Des. 2014, 58, 381–389. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Kumar, K.; Kailas, S.V. The role of friction stir welding tool on material flow and weld formation. Mater. Sci. Eng. 2008, 485, 367–374. [Google Scholar] [CrossRef] [Green Version]
- Rai, R.; De, A.; Bhadeshia, H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Joi. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Khalilabad, M.M.; Zedan, Y.; Texier, D.; Jahazi, M.; Bocher, P. Effect of tool geometry and welding speed on mechanical properties of dissimilar AA2198–AA2024 FSWed joint. J. Manuf. Process Soc. Manuf. Eng. A 2018, 34, 86–95. [Google Scholar] [CrossRef] [Green Version]
- Reza-E-Rabby, M.; Tang, W. Effects of thread interruptions on tool pins in friction stir welding of AA6061. Sci. Technol. Weld. Joi. 2017, 23, 114–124. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M.; Segatori, A.; Osikowicz, W. Experimental validation of an FSW model with an enhanced friction law: Application to a threaded cylindrical pin tool. Metals 2017, 7, 491. [Google Scholar] [CrossRef] [Green Version]
- Trimble, D.; O’Donnell, G.E.; Monaghan, J. Characterisation of tool shape and rotational speed for increased speed during friction stir welding of AA2024-T3. J. Manuf. Process. 2015, 17, 141–150. [Google Scholar] [CrossRef]
- Trueba, L., Jr.; Heredia, G.; Rybicki, D.; Johannes, L.B. Effect of tool shoulder features on defects and tensile properties of friction stir welded aluminum 6061-T6. J. Mater. Process. Technol. 2014, 219, 271–277. [Google Scholar] [CrossRef]
- Zhang, H.J.; Wang, M.; Zhu, Z.; Zhang, X.; Yu, T.; Wu, Z.Q. Impact of shoulder concavity on non-tool-tilt friction stir welding of 5052 aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 1497–1506. [Google Scholar] [CrossRef]
- Uygur, I. Influence of shoulder diameter on mechanical response and microstructure of FSW welded 1050 Al-alloy. Arch. Metall. Mater. 2012, 57, 53–60. [Google Scholar] [CrossRef] [Green Version]
- Khan, N.Z.; Khan, Z.A.; Siddiquee, A.N. Effect of shoulder diameter to pin diameter (D/d) ratio on tensile strength of friction stir welded 6063 aluminium alloy. Mater. Today Proc. 2015, 2, 1450–1457. [Google Scholar] [CrossRef]
- Imani, Y.; Guillot, M.; Tremblay, A. Optimization of FSW tool design and operating parameters for butt welding of AA6061-T6 at right angle. In Proceedings of the Canadian Society for Mechanical Engineering International Congress, Toronto, ON, Canda, 1–4 June 2014; pp. 1–6. [Google Scholar]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Shah, L.H.; Midawi, A.R.; Walbridge, S.; Gerlich, A. Influence of tool offsetting and base metal positioning on the material flow of AA5052-AA6061 dissimilar friction stir welding. J. Mech. Eng. Sci. 2020, 14, 6393–6402. [Google Scholar] [CrossRef] [Green Version]
- Barlas, Z. The influence of tool tilt angle on 1050 aluminum lap joint in friction stir welding process. Acta Phys. Pol. A 2017, 132, 679–681. [Google Scholar] [CrossRef]
- Baskoro, A.S.; Suwarsono; Habibullah, M.D.; Arvay, Z.; Kiswanto, G.; Winarto; Chen, Z.W. Effects of dwell-time and plunge speed during micro friction stir spot welding on mechanical properties of thin aluminum A1100 welds. Appl. Mech. Mater. 2015, 758, 29–34. [Google Scholar] [CrossRef]
- Li, G.; Zhou, L.; Zhou, W.; Song, X.; Huang, Y. Influence of dwell time on microstructure evolution and mechanical properties of dissimilar friction stir spot welded aluminum–copper metals. J. Mater. Res. Technol. 2019, 8, 2613–2624. [Google Scholar] [CrossRef]
- Zheng, Q.; Feng, X.; Shen, Y.; Huang, G.; Zhao, P. Effect of plunge depth on microstructure and mechanical properties of FSW lap joint between aluminum alloy and nickel-base alloy. J. Alloys Compd. 2017, 695, 952–961. [Google Scholar] [CrossRef]
- Devanathan, C.; Babu, A.S. Effect of plunge depth on friction stir welding of Al 6063. In Proceedings of the 2rd International Conference on Advanced Manufacturing and Automation, Srivilliputhur, India, 28–30 March 2013; 2013; pp. 482–485. [Google Scholar]
- Wei, Y.; Li, J.; Xiong, J.; Zhang, F. Effect of tool pin insertion depth on friction stir lap welding of aluminum to stainless steel. J. Mater. Eng. Perform. 2013, 22, 3005–3013. [Google Scholar] [CrossRef]
- Aldanondo, E.; Vivas, J.; Álvarez, P.; Hurtado, I. Effect of tool geometry and welding parameters on friction stir welded lap joint formation with AA2099-T83 and AA2060-T8E30 aluminium alloys. Metals 2020, 10, 872. [Google Scholar] [CrossRef]
- Regensburg, A.; Schürer, R.; Weigl, M.; Bergmann, J.P. Influence of pin length and electrochemical platings on the mechanical strength and macroscopic defect formation in stationary shoulder friction stir welding of aluminium to copper. Metals 2018, 8, 85. [Google Scholar] [CrossRef] [Green Version]
- Safeen, M.W.; Spena, P.R. Main issues in quality of friction stir welding joints of aluminum alloy and steel sheets. Metals 2019, 9, 610. [Google Scholar] [CrossRef] [Green Version]
- Choy, L.J.; Park, S.H.; Lee, M.W.; Park, J.H.; Choi, B.J.; Kang, M.C. Tensile strength application using a definitive screening design method in friction stir welding of dissimilar cast aluminum and high-strength steel with pipe shape. J. Korean Soc. Manuf. Process Eng. 2020, 19, 98–104. [Google Scholar] [CrossRef]
- Shen, Z.; Chen, Y.; Haghshenas, M.; Gerlich, A.P. Role of welding parameters on interfacial bonding in dissimilar steel/aluminum friction stir welds. Eng. Sci. Technol. 2015, 18, 270–277. [Google Scholar] [CrossRef] [Green Version]
- Mahto, R.P.; Kumar, R.; Pal, S.K. Characterizations of weld defects, intermetallic compounds and mechanical properties of friction stir lap welded dissimilar alloys. Mater. Charact. 2020, 160, 110115. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhou, L.; Wang, Q.; Yan, K.; Zou, J. Defects and tensile properties of 6013 aluminum alloy T-joints by friction stir welding. Mater. Des. 2014, 57, 146–155. [Google Scholar] [CrossRef]
- Sabry, I.; El-Kassas, A.M. New quality monitoring system for friction stir welded joints of aluminium pipes. Int. J. Eng. Technol. 2019, 11, 78–87. [Google Scholar] [CrossRef] [Green Version]
- Hattingh, D.G.; von Welligh, L.G.; Bernard, D.; Susmel, L.; Tovo, R.; James, M.N. Semiautomatic friction stir welding of 38 mm OD 6082-T6 aluminium tubes. J. Mater. Process. Technol. 2016, 238, 255–266. [Google Scholar] [CrossRef] [Green Version]
- El-Kassas, A.M.; Sabry, I. Using multi criteria decision making in optimizing the friction stir welding process of pipes: A tool pin diameter perspective. Int. J. Appl. Eng. Res. 2019, 14, 3668–3677. [Google Scholar]
- Iqbal, M.P.; Vishwakarma, R.K.; Pal, S.K.; Mandal, P. Influence of plunge depth during friction stir welding of aluminum pipes. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2020, 23, 0954405420949754. [Google Scholar] [CrossRef]
- Prakash, M.; Das, A.D. Investigation on effect of FSW parameters of aluminium alloy using full factorial design. Mater. Today Proc. 2021, 37, 608–613. [Google Scholar] [CrossRef]
- Akbari, M.; Asadi, P. Optimization of microstructural and mechanical properties of friction stir welded A356 pipes using Taguchi method. Mater. Res. Express 2019, 6, 066545. [Google Scholar] [CrossRef]
- Giorjão, R.A.; Pereira, V.F.; Terada, M.; Fonseca, E.B.; Marinho, R.R.; Garcia, D.M.; Tschiptschin, A.P. Microstructure and mechanical properties of friction stir welded 8mm pipe SAF 2507 super duplex stainless steel. J. Mater. Res. Technol. 2019, 8, 243–249. [Google Scholar] [CrossRef]
- Fairchild, D.; Kumar, A.; Ford, S.; Nissley, N.; Ayer, R.; Jin, H.; Ozekcin, A. Research concerning the friction stir welding of linepipe steels. In Proceedings of the 8th International Conference on Trends in Welding Research, Pine Mountain, GA, USA, 1–6 June 2008; ASM International: Almere, The Netherlands, 2009; pp. 371–380. [Google Scholar] [CrossRef]
- Bitondo, C.; Prisco, U.; Squilace, A.; Buonadonna, P.; Dionoro, G. Friction-stir welding of AA 2198 butt joints: Mechanical characterization of the process and of the welds through DOE analysis. Int. J. Adv. Manuf. Technol. 2011, 53, 505–516. [Google Scholar] [CrossRef]
- Filippis, L.A.; Serio, L.M.; Palumbo, D.; Finis, R.; Galiett, U. Optimization and characterization of the friction stir welded sheets of AA 5754-H111: Monitoring of the quality of joints with thermographic techniques. Materials 2017, 10, 1165. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nachtsheim, A.C.; Shen, W.; Lin, D.K. Two-level augmented definitive screening designs. J. Qual. Technol. 2017, 49, 93–107. [Google Scholar] [CrossRef]
- Wu, C.S.; Zhang, W.B.; Shi, L.; Chen, M.A. Visualization and simulation of the plastic material flow in friction stir welding of aluminium alloy 2024 plates. Trans. Nonferr. Met. Soc. China 2012, 22, 1445–1451. [Google Scholar] [CrossRef]
- Soundararajan, V.; Zekovic, S.; Kovacevic, R. Thermo-mechanical model with adaptive boundary conditions for friction stir welding of Al 6061. Int J. Mach. Tools Manuf. 2005, 45, 1577–1587. [Google Scholar] [CrossRef]
- Cui, S.; Chen, Z.W.; Robson, J.D. A model relating tool torque and its associated power and specific energy to rotation and forward speeds during friction stir welding/processing. Int. J. Mach. Tools Manuf. 2010, 50, 1023–1030. [Google Scholar] [CrossRef]
- Jones, B.; Nachtsheim, C.J. A class of three-level designs for definitive screening in the presence of second-order effects. J. Qual. Technol. 2011, 43, 1–15. [Google Scholar] [CrossRef]
- Das, B.; Pal, S.; Bag, S. Weld defect identification in friction stir welding using power spectral density. Mater. Sci. Eng. 2018, 346, 012049. [Google Scholar] [CrossRef]
- Arbegast, W.J.; Mishra, R.S.; Mahaney, M.W. Friction Stir Welding and Processing; Chapter 13; ASM Int.: Materials Park, OH, USA, 2007; ISBN-13. 978-0-87170-840-3. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|---|
| FB590 | 0.076 | 0.094 | 1.472 | 0.013 | 0.001 | 0.019 | 0.008 |
| Material | Si | Mg | Cu | Zn | Fe | Mn | Ti |
| A357 | 6.937 | 0.507 | 0.034 | 0.017 | 0.181 | 0.007 | 0.116 |
| Factors | Tool Speed (rpm) | Welding Speed (rpm) | Plunge Speed (mm/min) | Dwell Time (s) | Plunge Depth (mm) | Penetration Depth (mm) | |
|---|---|---|---|---|---|---|---|
| Level | |||||||
| − | 1700 | 0.10 | 5 | 3 | 0 | 0 | |
| 0 | 1800 | 0.15 | 7 | 5 | - | 0.5 | |
| + | 1900 | 0.20 | 9 | 7 | 0.5 | 1 | |
| No. | Tool Speed (rpm) | Welding Speed (rpm) | Plunge Speed (mm/min) | Dwell Time (s) | Plunge Depth (mm) | Penetration Depth (mm) | Tensile Shear Load (N) |
|---|---|---|---|---|---|---|---|
| Symbol | A | B | C | D | E | F | TSL |
| 1 | 1900 | 0.2 | 5 | 3 | 0.5 | 0.5 | 1440.28 |
| 2 | 1800 | 0.15 | 7 | 5 | 0.5 | 0.5 | 1414.87 |
| 3 | 1800 | 0.2 | 9 | 7 | 0.5 | 1 | 1112.12 |
| 4 | 1900 | 0.2 | 7 | 7 | 0 | 0 | 807.35 |
| 5 | 1700 | 0.1 | 9 | 7 | 0 | 0.5 | 860.50 |
| 6 | 1800 | 0.15 | 5 | 5 | 0 | 0.5 | 1779.25 |
| 7 | 1900 | 0.15 | 5 | 3 | 0 | 1 | 2000.99 |
| 8 | 1700 | 0.15 | 7 | 7 | 0.5 | 0 | 0 |
| 9 | 1700 | 0.2 | 7 | 3 | 0.5 | 0 | 1238.16 |
| 10 | 1900 | 0.1 | 5 | 5 | 0.5 | 0 | 0 |
| 11 | 1900 | 0.1 | 5 | 7 | 0 | 1 | 2034.85 |
| 12 | 1900 | 0.1 | 7 | 3 | 0.5 | 1 | 1182.08 |
| 13 | 1800 | 0.1 | 5 | 3 | 0 | 0 | 2677.21 |
| 14 | 1700 | 0.2 | 5 | 5 | 0 | 1 | 1984.72 |
| S | R-sq | R-sq (adj) | R-sq (pred) |
|---|---|---|---|
| 197.261 | 96.90% | 93.27% | 81.18% |
| Source | DF | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|
| Model | 7 | 7,287,025 | 1,041,004 | 26.75 | 0.000 |
| Linear | 4 | 5,644,173 | 1,411,043 | 36.26 | 0.000 |
| Plunge speed | 1 | 432,946 | 432,946 | 11.13 | 0.016 |
| Dwell time | 1 | 1,995,350 | 1,995,350 | 51.28 | 0.000 |
| Plunge depth | 1 | 2,111,423 | 2,111,423 | 54.26 | 0.000 |
| Penetration depth | 1 | 749,284 | 749,284 | 19.26 | 0.005 |
| Square | 1 | 237,734 | 237,734 | 6.11 | 0.048 |
| Plunge speed x Plunge speed | 1 | 237,734 | 237,734 | 6.11 | 0.048 |
| Two-way interactions | 2 | 1,638,507 | 819,253 | 21.05 | 0.002 |
| Plunge speed x Penetration depth | 1 | 280,384 | 280,384 | 7.21 | 0.036 |
| Dwell time x Penetration depth | 1 | 1,603,050 | 1,603,050 | 41.20 | 0.001 |
| Error | 6 | 233,471 | 38,912 | ||
| Total | 13 | 7,520,496 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choy, L.; Kim, S.; Park, J.; Kang, M.; Jung, D. Effect of Process Factors on Tensile Shear Load Using the Definitive Screening Design in Friction Stir Lap Welding of Aluminum–Steel with a Pipe Shape. Materials 2021, 14, 5787. https://doi.org/10.3390/ma14195787
Choy L, Kim S, Park J, Kang M, Jung D. Effect of Process Factors on Tensile Shear Load Using the Definitive Screening Design in Friction Stir Lap Welding of Aluminum–Steel with a Pipe Shape. Materials. 2021; 14(19):5787. https://doi.org/10.3390/ma14195787
Chicago/Turabian StyleChoy, Leejon, Seungkyung Kim, Jeonghun Park, Myungchang Kang, and Dongwon Jung. 2021. "Effect of Process Factors on Tensile Shear Load Using the Definitive Screening Design in Friction Stir Lap Welding of Aluminum–Steel with a Pipe Shape" Materials 14, no. 19: 5787. https://doi.org/10.3390/ma14195787