
Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints


Abstract
:1. Introduction
1.1. Background
1.2. The Classification of Aluminum Alloys
1.3. The Strengthening Mechanism of Age-Hardening Aluminum Alloy

| Materials | Temper | Elements | YS (MPa) | UTS (MPa) | El (%) | Ref. | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cu | Mg | Li | Mn | Zn | Fe | Si | Zr | Cr | Ti | Ag | V | Al | ||||||
| 2014 | T651 | 4.8 | 0.54 | 0.38 | 0.25 | 0.7 | 0.97 | balance | 410 | 469 | 9.14 | [15] | ||||||
| 2024 | T3 | 4.42 | 1.56 | 0.61 | 0.13 | balance | 468 | 506 | 16.8 | [16] | ||||||||
| 2024 | T3 | 4.9 | 1.28 | 0.629 | 0.43 | 0.012 | balance | 317 | 448 | 14 | [17] | |||||||
| 2024 | T351 | 4.5 | 1.4 | 0.6 | 0.03 | 0.17 | 0.05 | 0.01 | 0.02 | balance | 360 | 470 | 20.3 | [18] | ||||
| 2050 | T84 | 3.6 | 0.38 | 0.98 | 0.32 | 0.12 | 0.03 | 0.08 | 0.03 | 0.48 | balance | 465.9 | 553.3 | 15.13 | [19] | |||
| 2195 | T8 | 4.0 | 0.44 | 1.0 | 0.05 | 0.11 | 0.4 | balance | 571.5 | 609.7 | 7.4 | [20] | ||||||
| 2195 | T8 | 3.99 | 0.38 | 1.09 | 0.17 | 0.1 | 0.42 | balance | 580 | 615 | 9 | [21] | ||||||
| 2219 | T6 | 6.48 | 0.32 | 0.04 | 0.23 | 0.49 | 0.2 | 0.06 | 0.08 | balance | 345 | 416 | 15 | [22] | ||||
| 2519 | T87 | 5.71 | 0.27 | 0.1 | 0.04 | 0.02 | 0.05 | balance | 427 | 452 | 11.2 | [23] | ||||||
| 6005 | T6 | 0.25 | 0.55 | 0.45 | 0.19 | 0.55 | 0.13 | 0.08 | balance | 272 | 285 | 8.4 | [24] | |||||
| 6061 | T6 | 0.21 | 0.87 | 0.056 | 0.61 | 0.104 | balance | 259 | 287 | 11 | [17] | |||||||
| 6061 | T913 | 0.2 | 0.89 | 0.04 | 0.37 | 0.64 | balance | 455 | 460 | 10 | [25] | |||||||
| 6063 | T6 | 0.002 | 0.525 | 0.002 | 0.002 | 0.09 | 0.412 | 0.001 | 0.014 | balance | 172 | 230 | 13.5 | [26] | ||||
| 6082 | T6 | 0.08 | 0.78 | 0.48 | 0.04 | 0.39 | 0.95 | 0.03 | 0.05 | balance | 283 | 324.8 | 12.2 | [27] | ||||
| 6101 | T6 | 0.05 | 0.65 | 0.03 | 0.5 | 0.5 | balance | 195 | 220 | 15 | [28] | |||||||
| 6351 | T6 | 0.1 | 0.8 | 0.7 | 0.6 | 0.95 | balance | 285 | 310 | 14 | [28] | |||||||
| 7039 | T6 | 0.05 | 2.37 | 0.68 | 4.69 | 0.69 | 0.31 | balance | 328 | 414 | 15.1 | [29] | ||||||
| 7050 | T76 | 2.1 | 2.2 | 0.0079 | 6.187 | 0.06 | 0.03 | 0.11 | 0.0048 | 0.02 | balance | 520 | 559 | 10 | [30] | |||
| 7075 | T6 | 1.5 | 2.5 | 0.04 | 5.6 | 0.3 | 0.08 | balance | 404 | 508 | 15 | [31] | ||||||
| 7075 | T6 | 1.51 | 2.38 | 0.02 | 5.41 | 0.25 | 0.07 | 0.19 | 0.02 | balance | 415.5 | 453 | 13.9 | [22] | ||||
| 7075 | T651 | 2.0 | 2.9 | 0.3 | 6.1 | 0.5 | 0.4 | 0.28 | 0.2 | balance | 510 | 563 | 16 | [32] | ||||
| 7075 | T651 | 1.7 | 2.4 | 0.04 | 5.8 | 0.19 | 0.05 | 0.2 | 0.03 | balance | 476 | 555 | 11.4 | [18] | ||||
| 7N01S | T5 | 0.011 | 1.34 | 0.317 | 4.19 | 0.1 | 0.046 | 0.122 | 0.233 | 0.043 | balance | 327 | 393 | 15.5 | [33] | |||
1.4. The Welding Softening Characteristics of Age-Hardening Aluminum Alloy
- (1)
- The characteristics of the precipitation phase in BMs
- (2)
- The thickness of welding plates
- (3)
- Welding technique and process
1.5. Research Status and Progress
- (1)
- Low-heat-input welding: such as laser beam welding (LBW), friction stir welding (FSW), and cold metal transfer (CMT) welding. To improve the mechanical properties of age-hardening aluminum alloy joints welded by the low heat input technique, researchers have focused on how to eliminate welding defects [41,42,43,44], optimize welding parameters [45,46,47] and innovate the technique [48,49,50,51,52,53].
- (2)
- Externally assisted cooling: involving spraying a cooling medium onto the surface of the workpiece and submerging the workpiece in the cooling medium. To reduce the effect of the welding thermal cycle on strengthening precipitates, researchers have sought to control the peak temperature range and enhance the cooling rate during welding [54,55].
- (3)
- Post-weld treatment: including post-weld heat treatment, post-weld surface modification treatment and post-weld rolling treatment. To further improve the mechanical properties of age-hardening aluminum alloy joints, researchers have sought to strengthen the softening zones through post-weld treatment, causing over-aged strengthening phases to reprecipitate or introducing dislocation strengthening [56,57,58].
2. Low-Heat-Input Welding
2.1. LBW
2.1.1. Adjusting the Chemical Composition in FZ
2.1.2. Reducing the Cracking Susceptibility
2.1.3. Controlling the Solidification Microstructure
2.1.4. Innovations in Laser Welding of Aluminum Alloys
- (1)
- Optimizing shielding gas environment
- (2)
- Applying a magnetic or ultrasound field during the welding process
- (3)
- Optimizing welding process
2.2. FSW
2.2.1. Optimization of Welding Process Parameters
2.2.2. Innovations in FSW of Aluminum Alloys
2.3. CMT Welding
2.3.1. The Characteristics of CMT Joints
2.3.2. Innovations in CMT of Aluminum Alloys
- (I)
- Hybrid CMT and another type of welding: Liang et al. [52] adopted TIG–CMT hybrid welding to join 4 mm 6061-T6. During the welding process, the TIG arc and the CMT arc did not interact; thus, adding the TIG arc did not cause the droplet transfer to be unstable. However, adding the TIG could increase the welding heat input and achieve deep penetration. To avoid serious softening in the HAZ, a low TIG current should be chosen. The highest tensile strength of the joint was approximately 54%, corresponding to the strength of the base metal. Han et al. [53] comparatively studied a 6 mm 6082-T6 aluminum alloy butt joint welded by laser-cold metal transfer hybrid welding and laser-pulsed metal inert gas hybrid welding, and the results showed that the softening degree and range of HAZ with laser-cold metal transfer hybrid welding were smaller than those achieved with laser-pulsed metal inert gas hybrid welding. In addition, the joint efficiency of laser-cold metal transfer hybrid welding could reach 84.7%, which was higher than that of the laser-pulsed metal inert gas hybrid welding, which was 82.4%. Hence, we can conclude that hybrid CMT and high-energy beam welding can obtain higher joint performance than hybrid CMT and arc welding with low energy density. Hybrid CMT and high-energy beam welding can have lower heat input than hybrid MIG and high energy beam welding. The same conclusion has been reported by Zhang et al. [166].
- (II)
- Control arc mode: Pang et al. [164] adopted the CMT + P technique to weld 4 mm 6061-T6. The CMT + P arc mode combined the advantages of the pulse arc mode and conventional CMT arc mode, as shown in Figure 16. The high pulse current provided more heat input during welding and the low short-circuit current guaranteed droplet transfer stability. The pulse stages and the conventional CMT stages could be adjusted; thus, the heat input of CMT + P was adjustable, which means that this technique could be used to weld thick sheets. Li et al. [167] studied the mechanical properties of 6 mm 6061-T6/7N01-T4 dissimilar aluminum alloy joints welded using the CMT + P technique and found that when increasing the CMT/P, which was the ratio of the number of CMT stages to P stages, the heat input decreased. The lower heat input caused the weld joints to present a lack of fusion or other defects. A higher heat input caused the performance of the joint to significantly degrade due to the over-aging of the strengthening phase in the HAZ. At the optimum heat input, the strength of the joint was approximately 60%, corresponding to the strength of the 6061-T6 base metal.
3. Externally Assisted Cooling Technique
3.1. FSW with Externally Assisted Cooling
3.2. Fusion Welding with Externally Assisted Cooling
4. Post-Weld Treatment
4.1. Post-Weld Heat Treatment
4.2. Post-Weld Surface Modification Treatment
4.2.1. Laser Shot Peening
4.2.2. Cold Spraying
4.3. Post-Weld Rolling Treatment
- (1)
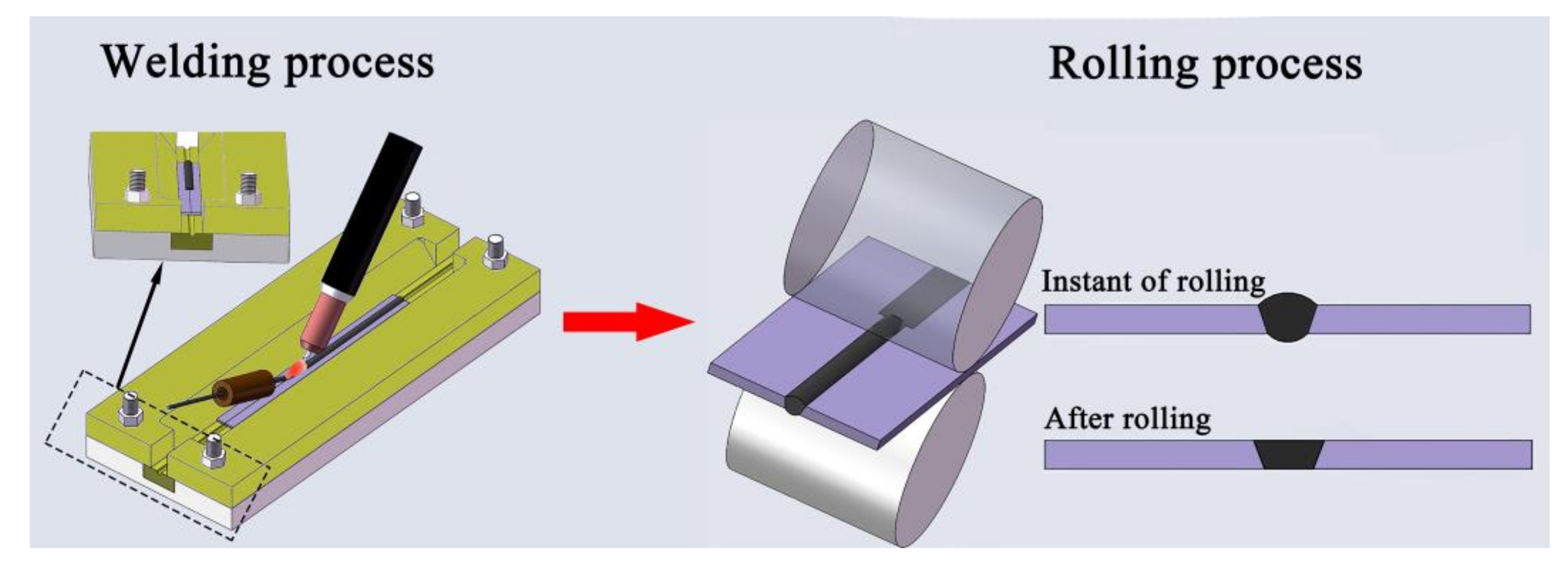
- Post-weld entire rolling: After welding, the entire plate (including FZ, HAZ, BM) is rolled to a thickness less than the as-received base metal (the distance between the two rollers is set to less than the thickness of as-received base metal), as shown in Figure 23.
- (2)
- Post-weld partial rolling: After welding with a filler wire, only the weld reinforcement is rolled (the distance between the two rollers is set to the thickness of the received base metal), as shown in Figure 24.
5. Discussion
6. Conclusions
- (1)
- Further research on the softening mechanism of aluminum alloys should be carried out to establish the relationship between the welding thermal cycle and joint grain size, strengthening phase characteristics, dislocation density and texture, in order to transform the analysis of the effect of welding heat input on joint softening and performance from qualitative analysis to quantitative analysis.
- (2)
- It is necessary to establish the precise response mechanism of an over-aged microstructure and the temperature field of a welded joint, monitor the state of the welding heat source and the information about the plate temperature field in real time and dynamically and scientifically control the parameters of the welding heat source, in order to precisely control the shape and performance of joints during the welding process.
- (3)
- According to the softening characteristics of the joint, it is necessary to develop post-weld local strengthening treatments to achieve the cooperative strengthening and toughening of the properties of each zone of the welded joint.
- (4)
- It is necessary to establish the relationship between the softening characteristics of the joint and fatigue performance, corrosion performance and forming performance, to promote the research and development of age-hardening aluminum alloy tailor-welded blank manufacturing technology and to expand the scope of application of the materials.
- (5)
- It is necessary to research the evolution of the microstructure and properties in the softening zone of welded joints and the strengthening of joints over time, to provide theoretical and data support for evaluating the service performance of structural parts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kapil, A.; Lee, T.; Vivek, A.; Cooper, R.; Hetrick, E. Spot impact welding of an age-hardening aluminum alloy: Process, structure and properties. J. Manuf. Process. 2019, 37, 42–52. [Google Scholar] [CrossRef]
- Gopkalo, O.; Liu, X.; Long, F.; Booth, M.; Gerlich, A.P.; Diak, B.J. Non-isothermal thermal cycle process model for predicting post-weld hardness in friction stir welding of dissimilar age-hardenable aluminum alloys. Mater. Sci. Eng. A 2019, 754, 205–215. [Google Scholar] [CrossRef]
- Wang, Z.X.; Chen, M.; Jiang, H.H.; Li, H.; Li, S. Effect of artificial ageing on strength and ductility of an Al-Cu-Mg-Mn alloy subjected to solutionizing and room-temperature rolling. Mater. Charact. 2020, 165, 110383. [Google Scholar] [CrossRef]
- Gungor, B.; Kaluc, E.; Taban, E.; Sik, A. Mechanical and microstructural properties of robotic Cold Metal Transfer (CMT) welded 5083-H111 and 6082-T651 aluminum alloys. Mater. Des. 2014, 54, 207–211. [Google Scholar] [CrossRef]
- Zhu, M.Q.; Yang, S.L.; Bai, Y.S.; Fan, C. Microstructure and fatigue damage mechanism of 6082-T6 aluminium alloy welded joint. Mater. Res. Express. 2021, 8, 056505. [Google Scholar] [CrossRef]
- Sheppard, T. Press quenching of aluminium alloys. Mater. Sci. Technol. 1988, 4, 635–643. [Google Scholar] [CrossRef]
- Shan, D.; Zhen, L. Aging behavior and microstructure evolution in the processing of aluminum alloys. In Microstructure Evolution in Metal Forming Process; Woodhead Publishing: Cambridge, UK, 2012; pp. 267–297. [Google Scholar]
- Poole, W.J.; Embury, J.D.; Lloyd, D.J. Work hardening in aluminium alloys. In Fundamentals of Aluminium Metallurgy; Woodhead Publishing: Cambridge, UK, 2011; pp. 307–344. [Google Scholar]
- Brough, D.; Jouhara, H. The aluminium industry: A review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int. J. Thermofluids 2020, 1–2, 100007. [Google Scholar] [CrossRef]
- Newcomb, D.E.; Stroup-Gardiner, M.; Kim, J.R.; Allen, B.; Wattenhoffer-Spry, J. Polymerized Crumb Rubber Modified Mixtures in Minnesota. MN/RC 94/08. 1994. Available online: https://www.cts.umn.edu/publications/report/polymerized-crumb-rubber-modified-mixtures-in-minnesota (accessed on 13 July 2021).
- Georgantzia, E.; Gkantou, M.; Kamaris, G.S. Aluminium alloys as structural material: A review of research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Graf, A. Aluminum alloys for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Woodhead Publishing: Cambridge, UK, 2010; pp. 97–123. [Google Scholar]
- Izcara, X.L.; Blank, A.G.; Pyczak, F.; Staron, P.; Schumann, S.; Huber, N. Characterization and modeling of the influence of artificial aging on the microstructural evolution of age-hardenable AlSi10Mg (Cu) aluminum alloys. Mater. Sci. Eng. A 2014, 610, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Sinhmar, S.; Dwivedi, D.K. Enhancement of mechanical properties and corrosion resistance of friction stir welded joint of AA2014 using water cooling. Mater. Sci. Eng. A 2017, 684, 413–422. [Google Scholar] [CrossRef]
- Dong, J.H.; Gao, C.; Lu, Y.; Han, J.; Jiao, X.D.; Zhu, Z.X. Microstructural characteristics and mechanical properties of bobbin-tool friction stir welded 2024-T3 aluminum alloy. Int. J. Miner. Metall. Mater. 2017, 24, 171–178. [Google Scholar] [CrossRef]
- Paidar, M.; Tahani, K.; Vignesh, R.V.; Ojo, O.O.; Ezatpour, H.; Moharrami, A. Modified friction stir clinching of 2024-T3 to 6061-T6 aluminium alloy: Effect of dwell time and precipitation-hardening heat treatment. Mater. Sci. Eng. A 2020, 791, 139734. [Google Scholar] [CrossRef]
- Zhang, C.H.; Huang, G.J.; Cao, Y.; Li, Q.L.; Niu, L.Q.; Liu, Q. Characterizations of microstructure, crystallographic texture and mechanical properties of dissimilar friction stir welding joints for AA2024 and AA7075 under different tool shoulder end profiles. Mater. Today Commun. 2020, 25, 101435. [Google Scholar] [CrossRef]
- Kumar, S.; Sethi, D.; Choudhury, S.; Roy, B.S.; Saha, S.C. An experimental investigation to the influence of traverse speed on microstructure and mechanical properties of friction stir welded AA2050-T84 Al-Cu-Li alloy plates. Mater. Today Proc. 2020, 26, 2062–2068. [Google Scholar] [CrossRef]
- Chen, P.; Zou, S.Q.; Chen, J.; Qin, S.Y.; Yang, Q.B.; Zhang, Z.Q.; Jia, Z.H.; Zhang, L.; Jiang, T.; Liu, Q. Effect of rotation speed on microstructure evolution and mechanical properties of nugget zone in 2195-T8 Al-Li alloy friction stir welding joints. Mater. Charact. 2021, 176, 111079. [Google Scholar] [CrossRef]
- Zhao, Z.J.; Yang, X.Q.; Li, S.L.; Li, D.X. Interfacial bonding features of friction stir additive manufactured build for 2195-T8 aluminum-lithium alloy. J. Manuf. Process. 2019, 38, 396–410. [Google Scholar] [CrossRef]
- Cao, J.Y.; Zhang, C.C.; Xing, Y.F.; Wang, M. Pin plunging reinforced refill friction stir spot welding of Alclad 2219 to 7075 alloy. J. Mater. Process. Technol. 2020, 284, 116760. [Google Scholar] [CrossRef]
- Sabari, S.S.; Malarvizhi, S.; Balasubramanian, V. Influences of tool traverse speed on tensile properties of air cooled and water cooled friction stir welded AA2519-T87 aluminium alloy joints. J. Mater. Process. Technol. 2016, 237, 286–300. [Google Scholar] [CrossRef]
- Esmaily, M.; Mortazavi, N.; Osikowicz, W.; Hindsefelt, H.; Svensson, J.E.; Halvarsson, M.; Martin, J.; Johansson, L.G. Bobbin and conventional friction stir welding of thick extruded AA6005-T6 profiles. Mater. Des. 2016, 108, 114–125. [Google Scholar] [CrossRef]
- Hejazi, I.; Mirsalehi, S.E. Mechanical and metallurgical characterization of AA6061 friction stir welded joints using microhardness map. Trans. Nonferrous Met. Soc. China 2016, 26, 2313–2319. [Google Scholar] [CrossRef]
- Huan, P.C.; Wang, X.N.; Zhang, J.; Hu, Z.R.; Chen, W.G.; Nagaumi, H.; Di, H.S. Effect of wire composition on microstructure and properties of 6063 aluminium alloy hybrid synchronous pulse CMT welded joints. Mater. Sci. Eng. A 2020, 790, 139713. [Google Scholar] [CrossRef]
- Scialpi, A.; De Filippis, L.A.C.; Cavaliere, P. Influence of shoulder geometry on microstructure and mechanical properties of friction stir welded 6082 aluminium alloy. Mater. Des. 2007, 28, 1124–1129. [Google Scholar] [CrossRef]
- Das, U.; Das, R.; Toppo, V. Analysis of some mechanical properties of friction stir welded joints of AA6101 and AA6351 aluminum alloys under T6 condition. Mater. Today Proc. 2021, 44, 2700–2704. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of AA7039 aluminum alloy. Mater. Des. 2012, 36, 379–390. [Google Scholar] [CrossRef]
- Effertz, P.S.; Infante, V.; Quintino, L.; Suhuddin, U.; Hanke, S.; dos Santos, J.F. Fatigue life assessment of friction spot welded 7050-T76 aluminium alloy using Weibull distribution. Int. J. Fatigue 2016, 87, 381–390. [Google Scholar] [CrossRef]
- Temmar, M.; Hadji, M.; Sahraoui, T. Effect of post-weld aging treatment on mechanical properties of Tungsten Inert Gas welded low thickness 7075 aluminium alloy joints. Mater. Des. 2011, 32, 3532–3536. [Google Scholar] [CrossRef]
- Sivaraj, P.; Kanagarajan, D.; Balasubramanian, V. Fatigue crack growth behaviour of friction stir welded AA7075-T651 aluminium alloy joints. Trans. Nonferrous Met. Soc. China 2014, 24, 2459–2467. [Google Scholar] [CrossRef]
- Gou, G.; Zhang, M.; Chen, H.; Chen, J.; Li, P.; Yang, Y.P. Effect of humidity on porosity, microstructure, and fatigue strength of A7N01S-T5 aluminum alloy welded joints in high-speed trains. Mater. Des. 2015, 85, 309–317. [Google Scholar] [CrossRef]
- Kumaran, S.M. Identification of high temperature precipitation reactions in 2024 Al-Cu-Mg alloy through ultrasonic parameters. J. Alloys Compd. 2012, 539, 179–183. [Google Scholar] [CrossRef]
- Vargas, J.A.; Torres, J.E.; Pacheco, J.A.; Hernandez, R.J. Analysis of heat input effect on the mechanical properties of Al-6061-T6 alloy weld joints. Mater. Des. 2013, 52, 556–564. [Google Scholar] [CrossRef]
- Lu, H.; Shi, L.; Dong, H.G.; Li, S.; Guo, D.; Tao, C.Q. Influence of flame rectification on mechanical properties of Al-Zn-Mg alloy. J. Alloys Compd. 2016, 689, 278–286. [Google Scholar] [CrossRef]
- Rao, T.S.; Reddy, G.M.; Rao, S.R.K. Microstructure and mechanical properties of friction stir welded AA7075-T651 aluminum alloy thick plates. Trans. Nonferrous Met. Soc. China 2015, 25, 1770–1778. [Google Scholar] [CrossRef]
- Rao, T.S.; Selvaraj, M.; Rao, S.R.K.; Ramakrishna, T. Thermal cycles and their effects during friction stir welding of AA7075 thicker plates with and without in-process cooling. Materialwiss. Werkstofftech. 2021, 52, 308–319. [Google Scholar]
- Pakdil, M.; Cam, G.; Kocak, M.; Erim, S. Microstructural and mechanical characterization of laser beam welded AA6056Al-alloy. Mater. Sci. Eng. A 2011, 528, 7350–7356. [Google Scholar] [CrossRef]
- Liu, Z.P.; Zhang, H.X.; Hou, Z.G.; Feng, H.; Dong, P.; Liaw, P.K. Microstructural origins of mechanical and electrochemical heterogeneities of friction stir welded heat-treatable aluminum alloy. Mater. Today Commun. 2020, 24, 101229. [Google Scholar] [CrossRef]
- Chen, D.; Zhan, X.H.; Liu, T.; Zhao, Y.Q.; Qi, N.; Sun, L.L. Effect of porosity morphology and elements characteristics on mechanical property in T-joints during dual laser-beam bilateral synchronous welding of 2060/2099 Al-Li alloys. Opt. Laser Technol. 2021, 140, 107019. [Google Scholar] [CrossRef]
- Zhou, X.H.; Zhao, H.Y.; Liu, F.Y.; Yang, B.; Xu, B.X.; Chen, B.; Tan, C.W. Effects of beam oscillation modes on microstructure and mechanical properties of laser welded 2060 Al-Li alloy joints. Opt. Laser Technol. 2021, 144, 107389. [Google Scholar] [CrossRef]
- Paleocrassas, A.G.; Tu, J.F. Low-speed laser welding of aluminum alloy 7075-T6 using a 300-W, single-mode, ytterbium fiber laser. Weld. J. 2007, 86, 179S–186S. [Google Scholar]
- Zhang, X.Y.; Huang, T.; Yang, W.X.; Xiao, R.S.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam-welded AA2060 Al-Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Nayan, N.; Yadava, M.; Sarkar, R.; Murty, S.V.S.N.; Gurao, N.P.; Mahesh, S.; Prasad, M.J.N.V.; Samajdar, I. Microstructure and tensile response of friction stir welded Al-Cu-Li (AA2198-T8) alloy. Mater. Charact. 2020, 159, 110002. [Google Scholar] [CrossRef]
- Mao, Y.Q.; Ke, L.M.; Liu, F.C.; Huang, C.P.; Chen, Y.H.; Liu, Q. Effect of welding parameters on microstructure and mechanical properties of friction stir welded joints of 2060 aluminum lithium alloy. Int. J. Adv. Manuf. Technol. 2015, 81, 1419–1431. [Google Scholar] [CrossRef]
- Li, J.N.; Su, M.L.; Qi, W.J.; Wang, C.; Zhao, P.; Ni, F.; Liu, K.G. Mechanical property and characterization of 7A04-T6 aluminum alloys bonded by friction stir welding. J. Manuf. Process. 2020, 52, 263–269. [Google Scholar] [CrossRef]
- Gu, J.X.; Yang, S.L.; Xiong, Q. Duan, C.F. Microstructure and mechanical study on laser-arc-welded Al-Zn-Mg alloy. Mater. Trans. 2020, 61, 119–126. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Song, Z.; Fu, Y.N.; Yuan, Q.X.; Zhang, L.L. Effect of microstructural features on the failure behavior of hybrid laser welded AA7020. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 2010–2023. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Du, S.S. Achievement of high-strength 2219 aluminum alloy joint in a broad process window by ultrasonic enhanced friction stir welding. Mater. Sci. Eng. A 2021, 804, 140587. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Fujii, H. Improving the mechanical properties of 2219-T6 aluminum alloy joints by ultrasonic vibrations during friction stir welding. J. Mater. Process. Technol. 2019, 271, 75–84. [Google Scholar] [CrossRef]
- Liang, Y.; Shen, J.Q.; Hu, S.S.; Wang, H.C.; Pang, J. Effect of TIG current on microstructural and mechanical properties of 6061-T6 aluminium alloy joints by TIG–CMT hybrid welding. J. Mater. Process. Technol. 2018, 255, 161–174. [Google Scholar] [CrossRef]
- Han, X.H.; Yang, Z.B.; Ma, Y.; Shi, C.Y.; Xin, Z.B. Comparative study of laser-arc hybrid welding for AA6082-T6 aluminum alloy with two different arc modes. Metals 2020, 10, 407. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.J.; Liu, H.J.; Yu, L. Effect of water cooling on the performances of friction stir welding heat-affected zone. J. Mater. Eng. Perform. 2012, 21, 1182–1187. [Google Scholar] [CrossRef]
- Jiang, Y.M.; Zhao, Y.; Zhao, Z.X.; Yan, K.; Ren, L.T.; Du, C.Z. The strengthening mechanism of FSWed spray formed 7055 aluminum alloy under water mist cooling condition. Mater. Charact. 2020, 162, 110185. [Google Scholar] [CrossRef]
- Malikov, A.; Bulina, N.; Sharafutdinov, M.; Orishich, A. Study of the structure and phase composition of laser welded joints of Al-Cu-Li alloy under different heat treatment conditions. Int. J. Adv. Manuf. Technol. 2019, 104, 4313–4324. [Google Scholar] [CrossRef]
- Li, W.Y.; Li, N.; Yang, X.W.; Feng, Y.; Vairis, A. Impact of cold spraying on microstructure and mechanical properties of optimized friction stir welded AA2024-T3 joint. Mater. Sci. Eng. A 2017, 702, 73–80. [Google Scholar] [CrossRef]
- Du, C.C.; Pan, Q.H.; Chen, S.J.; Tian, S. Effect of rolling on the microstructure and mechanical properties of 6061-T6 DS-FSW plate. Mater. Sci. Eng. A 2020, 772, 138692. [Google Scholar] [CrossRef]
- Xiao, R.S.; Zhang, X.Y. Problems and issues in laser beam welding of aluminum-lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Yang, W.X.; Xiao, R.S. Microstructure and mechanical properties of laser beam welded Al-Li alloy 2060 with Al-Mg filler wire. Mater. Des. 2015, 88, 446–450. [Google Scholar] [CrossRef]
- Enz, J.; Carrarin, C.; Riekehr, S.; Ventzke, V.; Kashaev, N. Hot cracking behaviour of an autogenously laser welded Al-Cu-Li alloy. Int. J. Adv. Manuf. Technol. 2018, 95, 299–310. [Google Scholar] [CrossRef]
- Ahn, J.; Chen, L.; He, E.; Davies, C.M.; Dear, J.P. Effect of filler metal feed rate and composition on microstructure and mechanical properties of fibre laser welded AA 2024-T3. J. Manuf. Process. 2017, 25, 26–36. [Google Scholar] [CrossRef]
- Gu, C.; Wei, Y.H.; Zhan, X.H.; Zhang, D.; Ren, S.; Liu, H.B.; Li, H. Investigation of welding parameters on microstructure and mechanical properties of laser beam-welded joint of 2060 Al-Cu-Li alloy. Int. J. Adv. Manuf. Technol. 2017, 91, 771–780. [Google Scholar] [CrossRef]
- Molian, P.A.; Srivatsan, T.S. Laser-beam weld microstructures and properties of aluminum-lithium alloy 2090. Mater. Lett. 1990, 9, 245–251. [Google Scholar] [CrossRef]
- Kuo, T.Y.; Lin, H.C. Effects of pulse level of Nd-YAG laser on tensile properties and formability of laser weldments in automotive aluminum alloys. Mater. Sci. Eng. A 2006, 416, 281–289. [Google Scholar] [CrossRef]
- Faye, A.; Balcaen, Y.; Lacroix, L.; Alexis, J. Effects of welding parameters on the microstructure and mechanical properties of the AA6061 aluminium alloy joined by a Yb: YAG laser beam. J. Adv. Join. Process. 2021, 3, 100047. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X.Y. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Enz, J.; Kumar, M.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Mechanical properties of laser beam welded similar and dissimilar aluminum alloys. J. Manuf. Process. 2017, 29, 272–280. [Google Scholar] [CrossRef]
- Enz, J.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Fibre laser welding of high-alloyed Al-Zn-Mg-Cu alloys. J. Mater. Process. Technol. 2016, 237, 155–162. [Google Scholar] [CrossRef]
- Zhang, L.; Li, X.Y.; Nie, Z.R.; Huang, H.; Niu, L.Q. Comparison of microstructure and mechanical properties of TIG and laser welding joints of a new Al-Zn-Mg-Cu alloy. Mater. Des. 2016, 92, 880–887. [Google Scholar] [CrossRef]
- Wang, L.; Wei, Y.H.; Zhao, W.Y.; Zhan, X.H.; She, L.B. Effects of welding parameters on microstructures and mechanical properties of disk laser beam welded 2A14-T6 aluminum alloy joint. J. Manuf. Process. 2018, 31, 240–246. [Google Scholar] [CrossRef]
- Chen, C.; Xiang, Y.Z.; Gao, M. Weld formation mechanism of fiber laser oscillating welding of dissimilar aluminum alloys. J. Manuf. Process. 2020, 60, 180–187. [Google Scholar] [CrossRef]
- Liu, C.; Northwood, D.O.; Bhole, S.D. Tensile fracture behavior in CO2 laser beam welds of 7075-T6 aluminum alloy. Mater. Des. 2004, 25, 573–577. [Google Scholar] [CrossRef]
- Puydt, Q.; Flouriot, S.; Ringeval, S.; Geuser, F.D.; Parry, G.; Deschamps, A. Relationship between microstructure, strength, and fracture in an Al-Zn-Mg electron beam weld: Part I: Microstructure characterization. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 6129–6140. [Google Scholar] [CrossRef]
- Ola, O.T.; Doern, F.E. Fusion weldability studies in aerospace AA7075-T651 using high-power continuous wave laser beam techniques. Mater. Des. 2015, 77, 50–58. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Dong, S.Y.; Wang, Y.J.; Xu, B.S.; Fang, J.X.; He, P. Microstructure characteristics of thick aluminum alloy plate joints welded by fiber laser. Mater. Des. 2015, 84, 173–177. [Google Scholar] [CrossRef]
- Tsivoulas, D.; Robson, J.D. Heterogeneous Zr solute segregation and Al3Zr dispersoid distributions in Al-Cu-Li alloys. Acta Mater. 2015, 93, 73–86. [Google Scholar] [CrossRef]
- Iida, T.; Guthrie, R.I.L. The Physical Properties of Liquid Metals; Oxford University Press: New York, NY, USA, 1988. [Google Scholar]
- Kessler, O.; Prinz, C.; Hoffmann, F.; Mary, P. Age hardening of laser beam welded aluminium alloy 6082 using scandium containing filler metal. Mater. Sci. Technol. 2002, 18, 913–916. [Google Scholar] [CrossRef]
- Fabregue, D.; Deschamps, A. Microstructural study of laser welds Al6056-AS12 in relation with hot tearing. In Proceedings of the 8th International Conference on Aluminium Alloys, Cambridge, UK, 2–5 July 2002; pp. 1567–1572. [Google Scholar]
- Song, Y.B.; Li, L.; Lu, S.M.; Yan, A.; Zhou, D.J. Research status and perspective of 7XXX series aluminum alloys welding. Chin. J. Nonferrous Met. 2018, 28, 492–501. [Google Scholar]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification; Trans Tech Publications: Zurich, Switzerland, 1986. [Google Scholar]
- Hagenlocher, C.; Sommer, M.; Fetzer, F.; Weber, R.; Graf, T. Optimization of the solidification conditions by means of beam oscillation during laser beam welding of aluminum. Mater. Des. 2018, 160, 1178–1185. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Ion, J.C. Laser beam welding of wrought aluminium alloys. Sci. Technol. Weld. Join. 2000, 5, 265–276. [Google Scholar] [CrossRef]
- Quintino, L.; Miranda, R.; Dilthey, U.; Lordachescu, D.; Banasik, M.; Stano, S. Laser welding of Structural aluminum. In Structural Connections for Lightweight Metallic Structures; Springer: Berlin, Germany, 2012; pp. 33–57. [Google Scholar]
- Zhang, C.; Gao, M.; Wang, D.Z.; Yin, J.; Zeng, X.Y. Relationship between pool characteristic and weld porosity in laser arc hybrid welding of AA6082 aluminum alloy. J. Mater. Process. Technol. 2017, 240, 217–222. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E. Trend and innovations in laser beam welding of wrought aluminum alloys. Weld. World 2016, 60, 415–457. [Google Scholar] [CrossRef]
- Faraji, A.H.; Moradi, M.; Goodarzi, M.; Colucci, P.; Maletta, C. An investigation on capability of hybrid Nd:YAG laser-TIG welding technology for AA2198 Al-Li alloy. Opt. Lasers Eng. 2017, 96, 1–6. [Google Scholar] [CrossRef]
- Li, S.C.; Xu, W.; Xiao, G.; Chen, B. Weld Formation in Laser Hot-Wire Welding of 7075 Aluminum Alloy. Metals 2018, 8, 909. [Google Scholar] [CrossRef] [Green Version]
- Han, X.H.; Yang, Z.B.; Ma, Y.; Shi, C.Y.; Xin, Z.B. Porosity distribution and mechanical response of laser-MIG hybrid butt welded 6082-T6 aluminum alloy joint. Opt. Laser Technol. 2020, 132, 106511. [Google Scholar] [CrossRef]
- Steen, W.M.; Eboo, M. Arc Augmented laser welding. Met. Constr. 1979, 11, 332–335. [Google Scholar]
- Miao, H.B.; Yu, G.; He, X.L.; Li, S.X.; Chen, X.Y. Comparative study of hybrid laser-MIG leading configuration on porosity in aluminum alloy bead-on-plate welding. Int. J. Adv. Manuf. Technol. 2017, 91, 2681–2688. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.H.; Tian, Z.L.; Peng, Y.; Zhang, X.M. Comparison of MIG welding and laser-MIG welding of high strength aluminum alloy. Trans. China Weld. Inst. 2007, 28, 38–42. [Google Scholar]
- Yan, S.H.; Chen, H.; Zhu, Z.T.; Gou, G.Q. Hybrid laser-Metal Inert Gas welding of Al-Mg-Si alloy joints: Microstructure and mechanical properties. Mater. Des. 2014, 61, 160–167. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Chen, H.; Zhu, Z.T.; Qiu, P.X.; Cui, Y.L. A characterization of microstructure and mechanical properties of A6N01S-T5 aluminum alloy hybrid fiber laser-MIG welded joint. Int. J. Adv. Manuf. Technol. 2016, 86, 1375–1384. [Google Scholar] [CrossRef]
- Wang, X.Y.; Lei, Z.; Zhang, J.; Wang, Y.J. Laser-tandem MIG hybrid welding for 6005A-T6 aluminum alloy profile of high-speed train. Trans. China Weld. Inst. 2012, 33, 9–12. [Google Scholar]
- Zhang, X. Study on fatigue properties of laser-MIG hybrid welding joint of A6N01-T5 aluminum alloy for high speed railway. Hot Work. Technol. 2017, 46, 64–67. [Google Scholar]
- Cai, C.; He, S.; Chen, H.; Zhang, W.H. The influences of Ar-He shielding gas mixture on welding characteristics of fiber laser-MIG hybrid welding of aluminum alloy. Opt. Laser Technol. 2019, 113, 37–45. [Google Scholar] [CrossRef]
- Ahn, J.; He, E.G.; Chen, L.; Dear, J.; Davies, C. The effect of Ar and He shielding gas on fibre laser weld shape and microstructure in AA 2024-T3. J. Manuf. Process. 2017, 29, 62–73. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.Y.; Tan, C.W.; Wu, L.J.; Gong, X.T.; Chen, B.; Song, X.G.; Zhao, H.Y.; Wang, G.D. Influence of waveforms on Laser-MIG hybrid welding characteristics of 5052 aluminum alloy assisted by magnetic field. Opt. Laser Technol. 2020, 132, 106508. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, H.Y.; Li, Z.; Cui, W.F.; Shi, Y. Effect of ultrasonic power on porosity, microstructure, mechanical properties of the aluminum alloy joint by ultrasonic assisted laser-MIG hybrid welding. Opt. Laser Technol. 2019, 119, 105619. [Google Scholar] [CrossRef]
- Huang, L.J.; Hua, X.M.; Wu, D.S. Relationship between the weld pool convection and metallurgical and mechanical properties in hybrid welding for butt joint of 10-mm-thick aluminum alloy plate. Weld. World 2018, 62, 895–903. [Google Scholar] [CrossRef]
- Huang, L.J.; Wu, D.S.; Hua, X.M.; Liu, S.C.; Jiang, Z.; Li, F.; Wang, H.; Shi, S.J. Effect of the welding direction on the microstructural characterization in fiber laser-GMAW hybrid welding of 5083 aluminum alloy. J. Manuf. Process. 2018, 31, 514–522. [Google Scholar] [CrossRef]
- Leo, P.; Renna, G.; Casalino, G.; Olabi, A.G. Effect of power distribution on the weld quality during hybrid laser welding of an Al-Mg alloy. Opt. Laser Technol. 2015, 73, 118–126. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W. Friction Stir Welding and Processing; ASM International: Geauga, OH, USA, 2007. [Google Scholar]
- Tamjidy, M.; Baharudin, B.T.H.T.; Paslar, S.; Matori, K.A.; Sulaiman, S.; Fadaeifard, F. Multi-objective optimization of friction stir welding process parameters of AA6061-T6 and AA7075-T6 using a biogeography based optimization algorithm. Materials 2017, 10, 533. [Google Scholar] [CrossRef] [Green Version]
- Sonne, M.R.; Tutum, C.C.; Hattel, J.H.; Simar, A.; De Meester, B. The effect of hardening laws and thermal softening on modeling residual stresses in FSW of aluminum alloy 2024-T3. J. Mater. Process. Technol. 2013, 213, 477–486. [Google Scholar] [CrossRef]
- Hao, H.L.; Ni, D.R.; Huang, H.; Wang, D.; Xiao, B.L.; Nie, Z.R.; Ma, Z.Y. Effect of welding parameters on microstructure and mechanical properties of friction stir welded Al-Mg-Er alloy. Mater. Sci. Eng. A 2013, 559, 889–896. [Google Scholar] [CrossRef]
- Kawashima, T.; Sano, T.; Hirose, A.; Tsutsumi, S.; Masaki, K.; Arakawa, K.; Hori, H. Femtosecond laser peening of friction stir welded 7075-T73 aluminum alloys. J. Mater. Process. Technol. 2018, 262, 111–122. [Google Scholar] [CrossRef]
- Donatus, U.; de Viveiros, B.V.G.; de Alencar, M.C.; Ferreira, P.O.; Milagre, M.X.; Costa, I. Correlation between corrosion resistance, anodic hydrogen evolution and microhardness in friction stir weldment of AA2198 alloy. Mater. Charact. 2018, 144, 99–112. [Google Scholar] [CrossRef]
- Chen, S.J.; Zhou, Y.; Xue, J.R.; Ni, R.Y.; Guo, Y.; Dong, J.H. High rotation speed friction stir welding for 2014 aluminum alloy thin sheets. J. Mater. Eng. Perform. 2017, 26, 1337–1345. [Google Scholar] [CrossRef]
- Ghetiya, N.D.; Patel, K.M. Welding speed effect on joint properties in air and immersed friction stir welding of AA2014. Proc. Inst. Mech. Eng. Part B 2017, 231, 897–909. [Google Scholar] [CrossRef]
- Mimouni, O.; Badji, R.; Kouadri-David, A.; Gassaa, R.; Chekroun, N.; Hadji, M. Microstructure and mechanical behavior of friction-stir-welded 2017A-T451 aluminum alloy. Trans. Indian Inst. Metals. 2019, 72, 1853–1868. [Google Scholar] [CrossRef]
- Radisavljevic, I.; Zivkovic, A.; Radovic, N.; Grabulov, V. Influence of FSW parameters on formation quality and mechanical properties of Al 2024-T351 butt welded joints. Trans. Nonferrous Met. Soc. China 2013, 23, 3525–3539. [Google Scholar] [CrossRef]
- Radisavljevic, I.Z.; Zivkovic, A.B.; Grabulov, V.K.; Radovic, N.A. Influence of pin geometry on mechanical and structural properties of butt friction stir welded 2024-T351 aluminum alloy. Hem. Ind. 2015, 69, 323–330. [Google Scholar] [CrossRef]
- Liu, H.J.; Hu, Y.Y.; Dou, C.; Sekulic, D.P. An effect of the rotation speed on microstructure and mechanical properties of the friction stir welded 2060-T8 Al-Li alloy. Mater. Charact. 2017, 123, 9–19. [Google Scholar] [CrossRef]
- Cai, B.; Zheng, Z.Q.; He, D.Q.; Li, S.C.; Li, H.P. Friction stir weld of 2060 Al-Cu-Li alloy: Microstructure and mechanical properties. J. Alloy. Compd. 2015, 649, 19–27. [Google Scholar] [CrossRef]
- Tao, Y.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y.; Wu, W.; Zhang, R.X.; Zeng, Y.S. Origin of unusual fracture in stirred zone for friction stir welded 2198-T8 Al-Li alloy joints. Mater. Sci. Eng. A 2017, 693, 1–13. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Sharma, A.; Reddy, G.M. Role of hybrid tool pin profile on enhancing welding speed and mechanical properties of AA2219-T6 friction stir welds. J. Mater. Process. Technol. 2018, 257, 257–269. [Google Scholar] [CrossRef]
- Yang, C.; Ni, D.R.; Xue, P.; Xiao, B.L.; Wang, W.; Wang, K.S.; Ma, Z.Y. A comparative research on bobbin tool and conventional friction stir welding of Al-Mg-Si alloy plates. Mater. Charact. 2018, 145, 20–28. [Google Scholar] [CrossRef]
- Liu, F.J.; Fu, L.; Chen, H.Y. Microstructure evolution and mechanical properties of high-speed friction stir welded aluminum alloy thin plate joints. J. Mater. Eng. Perform. 2018, 27, 3590–3599. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, S.J.; Wang, J.Y.; Wang, P.H.; Xia, J.Y. Influences of pin shape on a high rotation speed friction stir welding joint of a 6061-T6 aluminum alloy sheet. Metals 2018, 8, 987. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Zhong, H.L.; Li, S.C.; Zhao, H.J.; Chen, J.Q. Microstructure, mechanical properties and fatigue crack growth behavior of friction stir welded joint of 6061-T6 aluminum alloy. Int. J. Fatigue 2020, 135, 105556. [Google Scholar] [CrossRef]
- Zhou, L.; Zhang, R.X.; Hu, X.Y.; Guo, N.; Zhao, H.H.; Huang, Y.X. Effects of rotation speed of assisted shoulder on microstructure and mechanical properties of 6061-T6 aluminum alloy by dual-rotation friction stir welding. Int. J. Adv. Manuf. Technol. 2019, 100, 199–208. [Google Scholar] [CrossRef]
- Guo, C.; Shen, Y.F.; Hou, W.T.; Yan, Y.F.; Huang, G.Q.; Liu, W.M. Effect of groove depth and plunge depth on microstructure and mechanical properties of friction stir butt welded AA6061-T6. J. Adhes. Sci. Technol. 2018, 32, 2709–2726. [Google Scholar] [CrossRef]
- Arab, M.A.; Zemri, M.; Blaoui, M.M. Experimental investigation on the effect of tool rotational speed on mechanical properties of AA6082-T6 friction stir-welded butt joints. J. Fail. Anal. Prev. 2018, 18, 1625–1630. [Google Scholar] [CrossRef]
- Simoncini, M.; Costa, A.; Fichera, S.; Forcellese, A. Experimental analysis and optimization to maximize ultimate tensile strength and ultimate elongation of friction stir welded AA6082 aluminum alloy. Metals 2021, 11, 69. [Google Scholar] [CrossRef]
- Wahid, M.A.; Siddiquee, A.N.; Khan, Z.A.; Sharma, N. Analysis of cooling media effects on microstructure and mechanical properties during FSW/UFSW of AA 6082-T6. Mater. Res. Express 2018, 5, 046512. [Google Scholar] [CrossRef]
- Rao, G.S.; Rao, V.V.S.; Rao, S.R.K. Microstructure and mechanical properties of welded joints of aluminum alloy AA7020-T6 obtained by friction stir welding. Met. Sci. Heat Treat. 2017, 59, 139–144. [Google Scholar]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Influence of pre-weld temper conditions of base metal on microstructure and mechanical properties of friction stir weld joints of Al-Zn-Mg alloy AA7039. Mater. Sci. Eng. A 2015, 620, 107–119. [Google Scholar] [CrossRef]
- Lin, H.Q.; Wu, Y.L.; Liu, S.D. Impact of initial temper of base metal on microstructure and mechanical properties of friction stir welded AA 7055 alloy. Mater. Charact. 2018, 146, 159–168. [Google Scholar] [CrossRef]
- Ni, Y.; Fu, L.; Shen, Z.; Liu, X.C. Role of tool design on thermal cycling and mechanical properties of a high-speed micro friction stir welded 7075-T6 aluminum alloy. J. Manuf. Process. 2019, 48, 145–153. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Moeini, G.; Scharifi, E.; Lauhoff, C.; Bohm, S.; Niendorf, T. On the effect of quenching on postweld heat treatment of friction-stir-welded aluminum 7075 alloy. J. Mater. Eng. Perform. 2019, 28, 5255–5265. [Google Scholar] [CrossRef]
- Farzadi, A. Correlation between precipitate microstructure and mechanical properties in AA7075-T6 aluminum alloy friction stir welded joints. Materialwiss. Werkstofftech. 2017, 48, 151–162. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Spurling, R.A.; Bingel, W.H. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Steuwer, A.; Dumont, M.; Altenkirch, J.; Birosca, S.; Deschamps, A.; Prangnell, P.B.; Withers, P.J. A combined approach to microstructure mapping of an Al-Li AA2199 friction stir weld. Acta Mater. 2011, 59, 3002–3011. [Google Scholar] [CrossRef]
- Wang, F.F.; Li, W.Y.; Shen, J.; Hu, S.Y.; dos Santos, J.F. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al-Li alloy. Mater. Des. 2015, 86, 933–940. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Feng, X.S.; Gao, J.S.; Huang, H.; Ma, Z.Q.; Guo, L.J. Effects of welding parameters and post-heat treatment on mechanical properties of friction stir welded AA2195-T8 Al-Li alloy. J. Mater. Sci. Technol. 2018, 34, 219–227. [Google Scholar] [CrossRef]
- Bitondo, C.; Prisco, U.; Squillace, A.; Giorleo, G.; Buonadonna, P.; Dionoro, G.; Campanile, G. Friction stir welding of AA2198-T3 butt joints for aeronautical applications. Int. J. Mater. Form. 2010, 3, 1079–1082. [Google Scholar] [CrossRef] [Green Version]
- Akbari, M.; Aliha, M.R.M.; Keshavarz, S.M.E.; Bonyadi, A. Effect of tool parameters on mechanical properties, temperature, and force generation during FSW. Proc. Inst. Mech. Eng. Part L 2019, 233, 1033–1043. [Google Scholar] [CrossRef]
- Chen, H.B.; Yan, K.; Lin, T.; Chen, S.B.; Jiang, C.Y.; Zhao, Y. The investigation of typical welding defects for 5456 aluminum alloy friction stir welds. Mater. Sci. Eng. A 2006, 433, 64–69. [Google Scholar] [CrossRef]
- Elnabi, M.M.A.; Elshalakany, A.B.; Abdel-Mottaleb, M.M.; Osman, T.A.; Mokadem, A.E. Influence of friction stir welding parameters on metallurgical and mechanical property of dissimilar AA5454-AA7075 aluminum alloys. J. Mater. Res. Technol 2019, 8, 1684–1693. [Google Scholar] [CrossRef]
- Ma, Y.E.; Xia, Z.C.; Jiang, R.R.; Li, W.Y. Effect of welding parameters on mechanical and fatigue properties of friction stir welded 2198 T8 aluminum–lithium alloy joints. Eng. Fract. Mech. 2013, 114, 1–11. [Google Scholar] [CrossRef]
- Qian, J.W.; Li, J.L.; Sun, F.; Xiong, J.T.; Zhang, F.S.; Lin, X. An analytical model to optimize rotation speed and travel speed of friction stir welding for defect-free joints. Scr. Mater. 2013, 68, 175–178. [Google Scholar] [CrossRef]
- Mahmoud, T.S.; Gaafer, A.M.; Khalifa, T.A. Effect of tool rotational and welding speeds on microstructural and mechanical characteristics of friction stir welded A319 cast Al alloy. Mater. Sci. Technol. 2008, 24, 553–559. [Google Scholar] [CrossRef]
- Sakthivel, T.; Sengar, G.S.; Mukhopadhyay, J. Effect of welding speed on microstructure and mechanical properties of friction-stir welded aluminum. Int. J. Adv. Manuf. Technol. 2009, 43, 468–473. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Elimination of tunnel defect in ultrasonic vibration enhanced friction stir welding. Mater. Des. 2016, 90, 350–358. [Google Scholar] [CrossRef]
- Langenecker, B. Effects of ultrasound on deformation characteristics of metals. IEEE Trans. Sonics Ultrason. 1966, 13, 1–8. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S.; Padhy, G.K. Improved weld macrosection, microstructure and mechanical properties of 2024Al-T4 butt joints in ultrasonic vibration enhanced friction stir welding. Sci. Technol. Weld. Join. 2015, 20, 345–352. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Li, D.R. Contribution of ultrasonic to microstructure and mechanical properties of tilt probe penetrating friction stir welded joint. J. Mater. Sci. Technol. 2021, 85, 205–217. [Google Scholar] [CrossRef]
- Liang, Y.; Hu, S.S.; Shen, J.Q.; Zhang, H.; Wang, P. Geometrical and microstructural characteristics of the TIG-CMT hybrid welding in 6061 aluminum alloy cladding. J. Mater. Process. Technol. 2017, 239, 18–30. [Google Scholar] [CrossRef]
- Elrefaey, A. Effectiveness of cold metal transfer process for welding 7075 aluminium alloys. Sci. Technol. Weld. Join. 2015, 20, 280–285. [Google Scholar] [CrossRef]
- Xie, C.J.; Yang, S.L.; Liu, H.B.; Zhang, Q.; Wang, Y.; Zou, Y.G. Microstructure and mechanical properties of robot cold metal transfer Al5.5Zn2.5Mg2.2Cu aluminium alloy joints. J. Mater. Process. Technol. 2018, 255, 507–515. [Google Scholar] [CrossRef]
- Zapico, E.P.; Lutey, A.H.A.; Ascari, A.; Perez, C.R.G.; Liverani, E.; Fortunato, A. An improved model for cold metal transfer welding of aluminium alloys. J. Therm. Anal. Calorim. 2018, 131, 3003–3009. [Google Scholar] [CrossRef]
- Li, G.J.; Zhang, P.L.; Wu, X.; Nie, Y.P.; Yu, Z.S.; Yan, H.; Lu, Q.H. Gap bridging of 6061 aluminum alloy joints welded by variable-polarity cold metal transfer. J. Mater. Process. Technol. 2018, 255, 927–935. [Google Scholar]
- Pramod, R.; Shanmugam, N.S.; Krishnadasan, C.K. Studies on cold metal transfer welding of aluminium alloy 6061-T6 using ER 4043. Proc. Inst. Mech. Eng. Part L 2020, 234, 924–937. [Google Scholar] [CrossRef]
- Cornacchia, G.; Cecchel, S.; Panvini, A. A comparative study of mechanical properties of metal inert gas (MIG)-cold metal transfer (CMT) and fiber laser-MIG hybrid welds for 6005A T6 extruded sheet. Int. J. Adv. Manuf. Technol. 2018, 94, 2017–2030. [Google Scholar] [CrossRef]
- Wang, L.W.; Suo, Y.C.; Wu, C.F.; Wang, D.L.; Liang, Z.M. Effect of pulse frequency on microstructure and mechanical properties of 2198 Al-Li alloy joints obtained by ultrahigh-frequency pulse AC CMT welding. Materials 2019, 12, 79. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ramaswamy, A.; Malarvizhi, S.; Balasubramanian, V. Effect of variants of gas metal arc welding process on tensile properties of AA6061-T6 aluminium alloy joints. Int. J. Adv. Manuf. Technol. 2020, 108, 2967–2983. [Google Scholar] [CrossRef]
- Elrefaey, A.; Ross, N.G. Microstructure and mechanical properties of cold metal transfer welding similar and dissimilar aluminum alloys. Acta Metall. Sin. 2015, 28, 715–724. [Google Scholar] [CrossRef]
- Ipekoglu, G.; Cam, G. Formation of weld defects in cold metal transfer arc welded 7075-T6 plates and its effect on joint performance. In Proceedings of the 2nd International Conference on Material Strength and Applied Mechanics, Kiev, Ukraine, 27–30 May 2019; p. 012007. [Google Scholar]
- Pang, J.; Hu, S.S.; Shen, J.Q.; Wang, P.; Liang, Y. Arc characteristics and metal transfer behavior of CMT plus P welding process. J. Mater. Process. Technol. 2016, 238, 212–217. [Google Scholar] [CrossRef]
- Gandhi, C.; Dixit, N.; Aranke, O.; Arivarasu, M.; Siva, S.N.; Manikandan, M.; Arivazhagan, N. Characterization of AA7075 weldment using CMT process. Mater. Today Proc. 2018, 5, 24024–24032. [Google Scholar] [CrossRef]
- Zhang, C.; Li, G.; Gao, M.; Yan, J.; Zeng, X.Y. Microstructure and process characterization of laser-cold metal transfer hybrid welding of AA6061 aluminum alloy. Int. J. Adv. Manuf. Technol. 2013, 68, 1253–1260. [Google Scholar] [CrossRef]
- Li, J.J.; Shen, J.Q.; Hu, S.S.; Liang, Y.; Wang, Q. Microstructure and mechanical properties of 6061/7N01 CMT + P joints. J. Mater. Process. Technol. 2019, 264, 134–144. [Google Scholar] [CrossRef]
- Zhang, H.J.; Liu, H.J. Mathematical model and optimization for underwater friction stir welding of a heat-treatable aluminum alloy. Mater. Des. 2013, 45, 206–211. [Google Scholar] [CrossRef]
- Sabari, S.S.; Malarvizhi, S.; Balasubramanian, V. The effect of pin profiles on the microstructure and mechanical properties of underwater friction stir welded AA2519-T87 aluminum alloy. Int. J. Mech. Mater. Eng. 2016, 11, 5. [Google Scholar] [CrossRef] [Green Version]
- Abdollahzadeh, A.; Bagheri, B.; Abassi, M.; Kokabi, A.H.; Moghaddam, A.O. Comparison of the weldability of AA6061-T6 joint under different friction stir welding condition. J. Mater. Eng. Perform. 2021, 30, 1110–1127. [Google Scholar] [CrossRef]
- Chandran, R.; Santhanam, S.K.V. Submerged friction stir welding of 6061-T6 aluminum alloy under different water heads. Mater. Res. 2018, 21, e20171070. [Google Scholar] [CrossRef]
- Wahid, M.A.; Khan, Z.A.; Siddiquee, A.N.; Shandley, R.; Sharma, N. Analysis of process parameters effets on underwater friction stir welding of aluminum alloy 6082-T6. Proc. Inst. Mech. Eng. Part B 2019, 233, 1700–1710. [Google Scholar] [CrossRef]
- Papahn, H.; Bahemmat, P.; Haghpanahi, M. Effect of cooling media on residual stress induced by a solid-state welding: Underwater FSW. Int. J. Adv. Manuf. Technol. 2016, 83, 1003–1012. [Google Scholar] [CrossRef]
- Wahid, M.A.; Khan, Z.A.; Siddiquee, A.N. Review on underwater friction stir welding: A variant of friction stir welding with great potential of improving joint properties. Trans. Nonferrous Met. Soc. China 2018, 28, 193–219. [Google Scholar] [CrossRef]
- Fratini, L.; Buffa, G.; Shivpuri, R. In-process heat treatments to improve FS-welded butt joints. Int. J. Adv. Manuf. Technol. 2009, 43, 664–670. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Influence of in-process cooling on tensile behaviour of friction stir welded joints of AA7039. Mater. Sci. Eng. A 2012, 556, 479–487. [Google Scholar] [CrossRef]
- Fu, R.D.; Sun, Z.Q.; Sun, R.C.; Li, Y.; Liu, H.J.; Liu, L. Improvement of weld temperature distribution and mechanical properties of 7050 aluminum alloy butt joints by submerged friction stir welding. Mater. Des. 2011, 32, 4825–4831. [Google Scholar]
- Liu, F.J.; Fu, L.; Chen, H.Y. High speed friction stir welding of ultra-thin AA6061-T6 sheets using different backing plates. J. Manuf. Process. 2018, 33, 219–227. [Google Scholar] [CrossRef]
- Hasan, M.M.; Ishak, M.; Rejab, M.R.M. Effect of backing material and clamping system on the tensile strength of dissimilar AA7075-AA2024 friction stir welds. Int. J. Adv. Manuf. Technol. 2017, 91, 3991–4007. [Google Scholar] [CrossRef] [Green Version]
- Liang, Z.M.; Shi, K.N.; Li, W.P.; Cao, Y.; Lu, H. Microstructure and mechanical properties of water-cooled MIG welded joints of 6N01 aluminium alloy. Trans. China Weld. Inst. 2018, 39, 25–30. [Google Scholar]
- Cao, Y.; Li, H.Y.; Liang, Z.M.; Wang, D.L. Effect of water cooling on the microstructure and mechanical properties of 6N01 aluminum alloy P-MIG-welded joints. J. Mater. Eng. Perform. 2017, 26, 3929–3938. [Google Scholar] [CrossRef]
- Song, G.; Cheng, J.W.; Liu, Z.F. Compound technique of welding and rolling for aluminum alloy based on thermal conductivity constraint and local deformation strengthening. J. Mech. Eng. 2020, 56, 85–91. [Google Scholar]
- Zhang, Y.; Li, Y.; Zhu, Z.; Luo, Z.; Manladan, S.M. Bake-strengthening of resistance spot welded aluminum alloy 6061. Weld. J. 2019, 98, 337S–350S. [Google Scholar]
- Bayazid, S.M.; Farhangi, H.; Asgharzadeh, H.; Radan, L.; Ghahramani, A.; Mirhaji, A. Effect of cyclic solution treatment on microstructure and mechanical properties of friction stir welded 7075 Al alloy. Mater. Sci. Eng. A 2016, 649, 293–300. [Google Scholar] [CrossRef]
- Khalilabad, M.M.; Zedan, Y.; Texier, D.; Jahazi, M.; Bocher, P. Effect of heat treatments on microstructural and mechanical characteristics of dissimilar friction stir welded 2198/2024 aluminum alloys. J. Adhes. Sci. Technol. 2021. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, C.Y.; Guo, Q.L.; Yang, R.S.; Liu, L.Y.; Lin, S.B. Microstructure and corrosion behavior of friction stir welded Al alloy coated by in situ shot-peening-assisted cold spray. Acta Metall. Sin. 2019, 33, 172–182. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Z.Y.; Deng, C.Y.; Wang, Y.; Yang, Z.W.; Ding, J.K.; Wang, D.P. Effect of post weld heat treatment on the microstructure and corrosion behavior of AA2219 aluminum alloy joints welded by variable polarity tungsten inert gas welding. Mater. Des. 2015, 65, 1075–1082. [Google Scholar] [CrossRef]
- Lin, Y.T.; Wang, D.P.; Wang, M.C.; Zhang, Y.; He, Y.Z. Effect of different pre-and post-weld heat treatments on microstructures and mechanical properties of variable polarity TIG welded AA2219 joints. Sci. Technol. Weld. Join. 2016, 21, 234–241. [Google Scholar] [CrossRef]
- Pabandi, H.K.; Jashnani, H.R.; Paidar, M. Effect of precipitation hardening heat treatment on mechanical and microstructure features of dissimilar friction stir welded AA2024-T6 and AA6061-T6 alloys. J. Manuf. Process. 2018, 31, 214–220. [Google Scholar] [CrossRef]
- Yadav, V.K.; Gaur, V.; Singh, I.V. Effect of post-weld heat treatment on mechanical properties and fatigue crack growth rate in welded AA-2024. Mater. Sci. Eng. A 2020, 779, 139116. [Google Scholar] [CrossRef]
- Lin, Y.; Lu, C.G.; Wei, C.Y.; Zheng, Z.Q. Influences of friction stir welding and post-weld heat treatment on Al-Cu-Li alloy. Adv. Eng. Mater. 2018, 20, 1700652. [Google Scholar] [CrossRef]
- Ipekoglu, G.; Erim, S.; Cam, G. Effects of temper condition and post weld heat treatment on the microstructure and mechanical properties of friction stir butt-welded AA7075 Al alloy plates. Int. J. Adv. Manuf. Technol. 2014, 70, 201–213. [Google Scholar] [CrossRef]
- Braun, R. Nd:YAG laser butt welding of AA6013 using silicon and magnesium containing filler powders. Mater. Sci. Eng. A 2006, 426, 250–262. [Google Scholar] [CrossRef]
- Bakkiyaraj, M.; Palanisamy, P.; Nagarajan, P.K.; Balasubramanian, V. Effect of post-weld heat treatment on tensile strength and microstructure characteristics in dissimilar friction welded (AA6061–AA7075-T6) joints. Mater. Res. Express 2019, 6, 1265c1. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Effect of post weld heat treatments on microstructure and mechanical properties of friction stir welded joints of Al-Zn-Mg alloy AA7039. Mater. Des. 2013, 43, 134–143. [Google Scholar] [CrossRef]
- Aydin, H.; Bayram, A.; Durgun, I. The effect of post-weld heat treatment on the mechanical properties of 2024-T4 friction stir-welded joints. Mater. Des. 2010, 31, 2568–2577. [Google Scholar] [CrossRef]
- Li, Z.M.; Zhu, Y.L.; Du, X.K.; Huang, Y.L. Microstructures and mechanical properties of 2024 aluminum alloy welded joint after ultrasonic peening treatment. Rare Metal Mat. Eng. 2012, 41, 307–311. [Google Scholar]
- Sun, G.; Fang, X.; Tong, Z.; Ni, Z.; Lu, Y. Effect of laser shock peening on aluminium alloy laser-welds. Surf. Eng. 2016, 32, 943–948. [Google Scholar] [CrossRef]
- Hatamleh, O. The effects of laser peening and shot peening on mechanical properties in friction stir welded 7075-T7351 aluminum. J. Mater. Eng. Perform. 2008, 17, 688–694. [Google Scholar] [CrossRef] [Green Version]
- Tan, Y.; Wu, G.; Yang, J.M.; Pan, T. Laser shock peening on fatigue crack growth behavior of aluminum alloy. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 649–656. [Google Scholar] [CrossRef]
- Tan, D.Q.; Mo, J.L.; He, W.F.; Luo, J.; Zhang, Q.; Zhu, M.H.; Zhou, Z.R. Suitability of laser shock peening to impact-sliding wear in different system stiffnesses. Surf. Coat. Technol. 2019, 358, 22–35. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Effect of laser shock peening on mechanical and microstructural aspects of 6061-T6 aluminum alloy. J. Mater. Process. Technol. 2020, 282, 116640. [Google Scholar] [CrossRef]
- Hatamleh, O. Effects of peening on mechanical properties in friction stir welded 2195 aluminum alloy joints. Mater. Sci. Eng. A 2008, 492, 168–176. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, G.; Liao, H.L.; Coddet, C. Characterizations of cold sprayed TiN particle reinforced Al2319 composite coating. J. Mater. Process. Technol. 2008, 202, 508–513. [Google Scholar] [CrossRef]
- Flanagan, T.J.; Bedard, B.A.; Dongare, A.M.; Brody, H.D.; Nardi, A.; Champagne, V.K., Jr.; Aindow, M.; Lee, S.W. Mechanical properties of supersonic-impacted Al6061 powder particles. Scr. Mater. 2019, 171, 52–56. [Google Scholar] [CrossRef]
- Li, W.Y.; Jiang, R.R.; Huang, C.J.; Zhang, Z.H.; Feng, Y. Effect of cold sprayed Al coating on mechanical property and corrosion behavior of friction stir welded AA2024-T351 joint. Mater. Des. 2015, 65, 757–761. [Google Scholar] [CrossRef]
- Li, N.; Li, W.Y.; Yang, X.W.; Feng, Y.; Vairis, A. An investigation into the mechanism for enhanced mechanical properties in friction stir welded AA2024-T3 joints coated with cold spraying. Appl. Surf. Sci. 2018, 439, 623–631. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














| Series | Main Alloying Elements | Type | Precipitate Sequence |
|---|---|---|---|
| 1XXX | Pure Al (99% or greater) | Non-heat-treatable | |
| 2XXX | Al-Cu alloys | Heat-treatable | GP→θ″(coherent precipitate)→ θ′(semi-coherent precipitate)→θ(CuAl2, non-coherent precipitate) |
| 3XXX | Al-Mn alloys | Non-heat-treatable | |
| 4XXX | Al-Si alloys | Non-heat-treatable | |
| 5XXX | Al-Mg alloys | Non-heat-treatable | |
| 6XXX | Al-Mg-Si alloys | Heat-treatable | GP→β″(coherent precipitate)→ β′(semi-coherent precipitate)→β(Mg2Si, non-coherent precipitate) |
| 7XXX | Al-Zn-Mg-Cu alloys | Heat-treatable | GP→η″(coherent precipitate)→ η′(semi-coherent precipitate)→η(MgZn2, non-coherent precipitate) |
| 8XXX | Al + other elements | Al-Li Heat-treatable | δ′(Al3Li, coherent precipitate)→ δ (AlLi, non-coherent precipitate) |
| Basic Temper | Definition |
|---|---|
| F (As fabricated) | During the shaping process, the thermal condition or strain hardening does not need any special control. |
| O (Annealed) | Aluminum alloys are treated under high-temperature conditions to obtain optimal toughness, ductility and workability. |
| H (Strain hardened) | Aluminum alloys are treated by strain-hardening method to increase the strength, with or without supplementary thermal treatment. |
| W (Solution heat-treated) | An unstable temper, rather limited designation. The aluminum alloys are subjected to spontaneous aging at room temperature after solution heat treatment. |
| T (Thermally treated) | Aluminum alloys are thermally treated to produce stable tempers different to F, O or H, with or without supplementary strain-hardening. |
| Subdivision of T Temper | Process |
|---|---|
| T1 | Cooled from a high-temperature shaping process and naturally aged. |
| T2 | Cooled from a high-temperature shaping process, cold worked, and naturally aged. |
| T3 | Solution heat-treated, cold worked, and naturally aged. |
| T4 | Solution heat-treated and naturally aged. |
| T5 | Cooled from a high-temperature shaping process and artificially aged. |
| T6 | Solution heat-treated and artificially aged. |
| T7 | Solution heat-treated and over-aged/stabilized. |
| T8 | Solution heat-treated, cold worked, and artificially aged. |
| T9 | Solution heat-treated, artificially aged, and cold worked. |
| T10 | Cooled from a high-temperature shaping process, cold worked, and artificially aged. |
| BM | Temper | BM Thickness (mm) | Ultimate Strength (MPa) | Joint Efficiency = Joint/BM (%) | Fracture Location | Ref. | |
|---|---|---|---|---|---|---|---|
| BM | Joint | ||||||
| 2024 | T3 | 3 | 463.0 | 364.0 | 78.6 | FZ | [62] |
| 2060 | T8 | 2 | 494.4 | 315.0 | 63.7 | FZ | [63] |
| 2060 | T8 | 1 | 497.5 | 347.7 | 69.9 | FZ | [63] |
| 2090 | T8 | 1.6 | 408.0 | 335.0 | 82.1 | FZ | [64] |
| 6022 | T4 | 1 | 232.9 | 170.0 | 73.0 | FZ | [65] |
| 6061 | T4 | 1 | 250.0 | 230.0 | 92.0 | FZ | [66] |
| 6061 | T6 | 4 | − | 220.0~231.0 | ~70.0 | FZ | [67] |
| 7075 | T6 | 2 | 592.1 | 358.2 | 60.5 | FZ | [68] |
| 7075 | T6 | 2 | 588 | 406.0 | 69.0 | FZ | [69] |
| Al-Zn-Mg-Cu | T6 | 2 | 675.9 | 471.1 | 69.7 | FZ | [70] |
| BM/ Temper | Plate Thickness (mm) | Ultimate Strengthof BM (MPa) | Filler Wire | Welding Method | Ultimate Strength of Joint (MPa) | Joint Efficiency= Joint/BM (%) | Ref. |
|---|---|---|---|---|---|---|---|
| 2519 T87 | 20 | 479 | Self-made | MIG | 275 | 57.4 | [94] |
| Laser-MIG | 295 | 61.6 | |||||
| 6005 T6 | 5 | 276 | ER5356 | MIG | 190 | 68.8 | [95] |
| Laser-MIG | 206 | 74.6 | |||||
| 6N01S T5 | 8 | 292 | ER5356 | MIG | 210 | 71.9 | [96] |
| Laser-MIG | 243 | 83.2 | |||||
| 6005A T6 | 4 | 303 | ER5087 | MIG | 225 | 74.3 | [97] |
| Laser-MIG | 250 | 82.5 | |||||
| 6N01 T5 | 4 | 260 | ER5356 | MIG | 183 | 70.4 | [98] |
| Laser-MIG | 202 | 77.7 |
| BM | Temper | BM Thickness (mm) | Ultimate Strength (MPa) | Joint Efficiency = Joint/BM (%) | Fracture Location | Ref. | |
|---|---|---|---|---|---|---|---|
| BM | Joint | ||||||
| 2014 | T6 | 1 | 329.0 | 242.0 | 73.6 | TMAZ | [113] |
| 2014 | T6 | 5 | 470.0 | 285.0 | 60.6 | interface of NZ and TMAZ | [114] |
| 2014 | T651 | 6 | 469.0 | 323.0 | 68.9 | HAZ | [13] |
| 2017 | T451 | 6 | 446.0 | 351.03 | 78.7 | NZ | [115] |
| 2024 | T351 | 6 | 481.0 | 409.0 | 85.0 | interface of NZ and TMAZ | [116] |
| 2024 | T351 | 6 | 481.0 | 395.0 | 82.1 | interface of NZ and TMAZ | [117] |
| 2060 | T8 | 2 | 530.0 | 440.0 | 83.0 | NZ | [118] |
| 2060 | T8 | 2 | 532.0 | 435.0 | 81.0 | interface of NZ and TMAZ | [119] |
| 2198 | T8 | 3.2 | 488.5 | 397.2 | 81.3 | NZ | [120] |
| 2219 | T6 | 13 | 443.0 | 298.0 | 67.3 | TMAZ | [121] |
| 6005 | T6 | 10 | 285.0 | 215.0 | 75.4 | HAZ | [22] |
| 6061 | T4 | 6.35 | − | 229.0 | 93.0 | HAZ | [122] |
| 6061 | T6 | 0.8 | 351.7 | 292.6 | 83.2 | HAZ | [123] |
| 6061 | T6 | 1 | 304.0 | 265.0 | 87.2 | interface of HAZ and BM | [124] |
| 6061 | T6 | 3 | 322.0 | 233.0 | 72.4 | NZ | [125] |
| 6061 | T6 | 5 | 270.0 | 202.0 | 74.8 | interface of HAZ and TMAZ | [126] |
| 6061 | T6 | 6 | 283.0 | 246.0 | 86.9 | HAZ | [127] |
| 6082 | T6 | 2 | 310.0 | 202.67 | 65.4 | HAZ | [128] |
| 6082 | T6 | 2 | 318.4 | 218.5 | 68.6 | HAZ | [129] |
| 6082 | T6 | 3 | 305.0 | 216.0 | 70.8 | HAZ | [130] |
| 7020 | T6 | 4.5 | 372.0 | 353.0 | 95.0 | NZ | [131] |
| 7039 | T6 | 5 | 414.0 | 354.4 | 85.6 | HAZ | [132] |
| 7055 | T4 | 1.8 | 542.5 | 450.2 | 83.0 | TMAZ | [133] |
| 7075 | T6 | 0.5 | 544.6 | 482.0 | 88.5 | interface of NZ and TMAZ | [134] |
| 7075 | T6 | 1.5 | 585.0 | 500.0 | 85.5 | TMAZ | [135] |
| 7075 | T6 | 5 | 586.0 | 487.0 | 83.1 | HAZ | [136] |
| 7075 | T651 | 6.35 | 622.0 | 468.0 | 75.2 | HAZ | [137] |
| BM | Temper | BM Thickness (mm) | Filler Wire | Ultimate Strength (MPa) | Joint Efficiency = Joint/BM (%) | Fracture Location | Ref. | |
|---|---|---|---|---|---|---|---|---|
| BM | Joint | |||||||
| 2198 | T8 | 2 | ER4043 | 470.0 | 270.0 | 57.4 | Fusion line | [160] |
| 6005 | T6 | 3 | ER4043 | 270.0 | 171.6 | 63.6 | FZ | [159] |
| 6061 | T6 | 3 | ER4043 | 318.0 | 215.0 | 67.6 | HAZ | [161] |
| 6082 | T4 | 2 | ER5356 | 296.0 | − | 79.0 | FZ | [162] |
| 7075 | T6 | 2 | ER5356 | − | − | 60.0 | FZ | [154] |
| 7075 | T6 | 2 | ER5356 | 597.0 | 312.0 | 52.3 | FZ | [163] |
| 7475 | T761 | 2.38 | ER5356 | 592.0 | 531.0 | 89.7 | FZ | [153] |
| 7475 | T761 | 2.38 | ER4043 | 592.0 | 452.0 | 76.4 | FZ | [153] |
| BM | Temper | BM Thickness (mm) | Ultimate Strengthof BM (MPa) | Cooling Condition | Ultimate Strength of Joint (MPa) | Joint Efficiency = Joint/BM (%) | Ref. |
|---|---|---|---|---|---|---|---|
| 2014 | T651 | 6 | 469 | normal | 323 | 68.9 | [13] |
| water cooling | 379 | 80.8 | |||||
| 2219 | T6 | 7.5 | 432 | normal | 340 | 78.7 | [168] |
| underwater | 360 | 83.3 | |||||
| 2519 | T87 | 6 | 452 | normal | 267 | 59.1 | [169] |
| underwater | 345 | 76.3 | |||||
| 6061 | T6 | 3 | 310 | normal | 239 | 77.1 | [170] |
| underwater | 274 | 88.4 | |||||
| 6061 | T6 | 6 | − | normal | 182 | − | [171] |
| underwater | 218 | − | |||||
| 6082 | T6 | 3 | 305 | normal | 215 | 70.5 | [172] |
| underwater | 241 | 79.0 | |||||
| 7075 | T6 | − | − | normal | − | ~70.5 | [173] |
| underwater | − | ~73.5 |
| Materials /Ref. | BM Thickness | Welding Process | Ultimate Strength (MPa) | As-Welded Joint Efficiency | PWHT Process | PWHTed Joint Efficiency | Conclusion | |
|---|---|---|---|---|---|---|---|---|
| BM | Joint | |||||||
| 2219-T87 [187] | 8 mm | Variable polarity tungsten inert gas (VPTIG) welding with ER2325 filler wire | 470.0 | 250.0 | 53.2% | ST:535 °C, 30 min AT:175 °C, 12 h | 76.0% | The microstructure of the PWHTed joint is more homogeneous than that of the as-welded joint; PWHTed joints not only have better tensile strength but also have better stress corrosion cracking resistance. |
| 2219-T6 [188] | 8 mm | (1) VPTIG welding with ER2325 filler wire | 425.0 | (1) 246.0 (2) 242.0 | (1) 57.9% (2) 56.9% | AT:175 °C, 12 h | (1) 63.8% (2) 69.6% | After post-weld aging treatment, more strengthening phases reprecipitate in HAZ of pre-weld solution-treated joint. |
| (2) ST: 535 °C, 1.5 h VPTIG welding with ER2325 filler wire | ||||||||
| 6061-T6 2024-T6 [189] | 4 mm | FSW(1) Advancing Side: AA6061 Retreating Side: AA2024 | 310.0 492.0 | (1)183.0 (2) 184.0 | (1) 59.0% (2) 59.0% | ST: 520 °C, 1 h AT: 165 °C, 18 h | (1) 82.5% (2) 74.0% | The position of alloys does not affect the strength of the joint, but it influences the strength of the joint by PWHT. |
| (2) Advancing Side: AA2024 Retreating Side: AA6061 | ||||||||
| 2024-T3 [190] | 6 mm | FSW | 412.0 | 309.0 | 75.0% | (1) ST: 493 °C, 2 h AT: 190 °C, 10 h (2) ST: 493 °C, 2.5 h AT: 200 °C, 10 h | (1) 94.2% (2) 92.7% | The evolution of strengthening phases affects not only strength but also ductility and fatigue crack growth rates. |
| Al-Cu-Li T8 (solution treated at 540 °C for 1 h, 5% deformation, aged at 152 °C for 5 h) [191] | 2 mm | FSW | 413.0 | 379.0 | 91.8% | Deformation: 3% rolling AT: 152 °C, 30 h | 124.7% | The pre-deformation before aging treatment introduces a large number of additional dislocations into the joint; the high density of dislocations usually act as nucleation sites for strengthening precipitates. |
| 7075-T6 [192] | 3.17 mm | FSW: (1) rotation rate: 1000 rpm Travel speed: 150 mm/min | 563.5 | (1) 449.9 (2) 382.1 | (1) 79.8% (2) 67.8% | ST: 485 °C, 4 h AT:140 °C, 6 h | (1) 89.1% (2) 90.8% | The joints have different tensile properties, mainly owing to the different welding process parameters. However, after the post-weld heat treatment, the joints have similar tensile strength. |
| (2) rotation rate: 1500 rpm Travel speed: 400 mm/min | ||||||||
| 6013-T4 [193] | 1.6 mm | (1) LBW with AlSi12 alloy powder | 345.0 | (1) 316.0 (2) 297.0 (3) 285.0 (4) 250.0 (5) 291.0 (6) 247.0 | (1) 91.6% (2) 86.1% (3) 82.6% (4) 72.5% (5) 84.3% (6) 71.6% | AT:191 °C, 4 h | (1) 104.9% (2) 100.0% (3) 99.1% (4) 76.8% (5) 99.4% (6) 78.0% | The chemical composition and type of filler powder can not only influence the performance of as-welded joints, but also have strong effect on the performance of PWHTed joints. |
| (2) LBW with AlSi12 mixed powder | ||||||||
| (3) LBW with AlSi12Mg5 alloy powder | ||||||||
| (4) LBW with AlSi12Mg5 mixed powder | ||||||||
| (5) LBW with AlMgSi1 alloy powder | ||||||||
| (6) LBW with AlMgSi1 mixed powder | ||||||||
| 6061-T6 7075-T6 [194] | Friction welding | 304.0 569.0 | 228.0 | 75.0% | (1) ST: 500 °C, 1 h (2) ST:520 °C, 1 h AT: 160 °C, 8 h (3) AT: 160 °C, 8 h | (1) 67.1% (2) 96.0% (3) 84.2% | Solution-treated (1) joint has lower tensile strength due to the complete dissolution of finer precipitates; Artificially aged (3) joint has marginally improved tensile strength due to the formation of finer precipitates; Solution+ artificially aged (2) joint has dramatically improved tensile strength due to the formation of many finer precipitates. | |
| 7039-T6 [195] | 5 mm | FSW | 414.0 | 354.4 | 85.6% | (1) AT: room temperature, more than one year (2) AT: 120 °C, 18 h (3) AT: 100 °C, 8 h +150 °C, 24 h (4) ST: 480 °C, 0.5 h (5) ST: 480 °C, 1 h AT: 165 °C, 6 h | (1) 94.9% (2) 92.1% (3) 74.6% (4) 61.3% (5) 73.7% | Natural aging (1) results in the formation of fine and uniformly distributed strengthening precipitates in joint compared to other PWHT; artificial aging (2) and step aging (3) result in the joint forming agglomerated spherical strengthening precipitates; solution treatment (4) and solution+ artificial aging (5) result in strengthening precipitates being dissolved in weld nugget zone and severely coarsened in HAZs. |
| 2024-T4 [196] | 3 mm | FSW | 492.0 | 389.0 | 79.0% | (1) ST: 510 °C, 2.5 h AT: room temperature, 8 months (2) ST: 510 °C, 2.5 h AT:100 °C, 10 h (3) ST: 510 °C, 2.5 h AT:190 °C, 10 h | (1) 81.7% (2) 77.0% (3) 87.4% | PWHT can improve the FSW joint efficiency, but solution heat treatments at temperatures above 500 °C can cause abnormal coarsening of the grains in the weld zone, which results in mechanical properties lower than the base metal. |
| 7075-T6 [184] | 5 mm | FSW | 559.0 | 460.0 | 82.3% | (1) ST: 400 °C, 0.25 h + 450 °C, 0.25 h + 400 °C, 0.25 h + 450 °C, 0.25 h + 400 °C, 0.25 h + 450 °C, 0.25 h (frequently heated between 400 °C and 480 °C for 1.5 h) (2) ST: (1) AT: 130 °C, 6 h (3) ST: (1) AT: 130 °C, 12 h (4) ST: (1) AT: 130 °C, 18 h (5) ST: (1) AT: 130 °C, 24 h (6) ST: (1) AT: 130 °C, 36 h | (1) 88.1% (2) 94.7% (3) 97.3% (4) 100.0% (5) 110.8% (6) 89.1% | The cyclic solution treatment results in the repetitive partial dissolution of large precipitates, contributing to formation of fine, metastable precipitates, and abnormal grain growth phenomenon does not take place. The peak-aged state is 130 °C, 24 h. Aging for 36 h causes precipitate over-aging; the coarsening and agglomeration of precipitate particles occurs. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, J.; Song, G.; Zhang, X.; Liu, C.; Liu, L. Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints. Materials 2021, 14, 5804. https://doi.org/10.3390/ma14195804
Cheng J, Song G, Zhang X, Liu C, Liu L. Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints. Materials. 2021; 14(19):5804. https://doi.org/10.3390/ma14195804
Chicago/Turabian StyleCheng, Jiwen, Gang Song, Xiaosheng Zhang, Chunbai Liu, and Liming Liu. 2021. "Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints" Materials 14, no. 19: 5804. https://doi.org/10.3390/ma14195804