Zirconia–Alumina Composites Obtained by Centrifugal Slip Casting as Attractive Sustainable Material for Application in Construction

 ,
,  , ,
, ,
Abstract
:1. Introduction
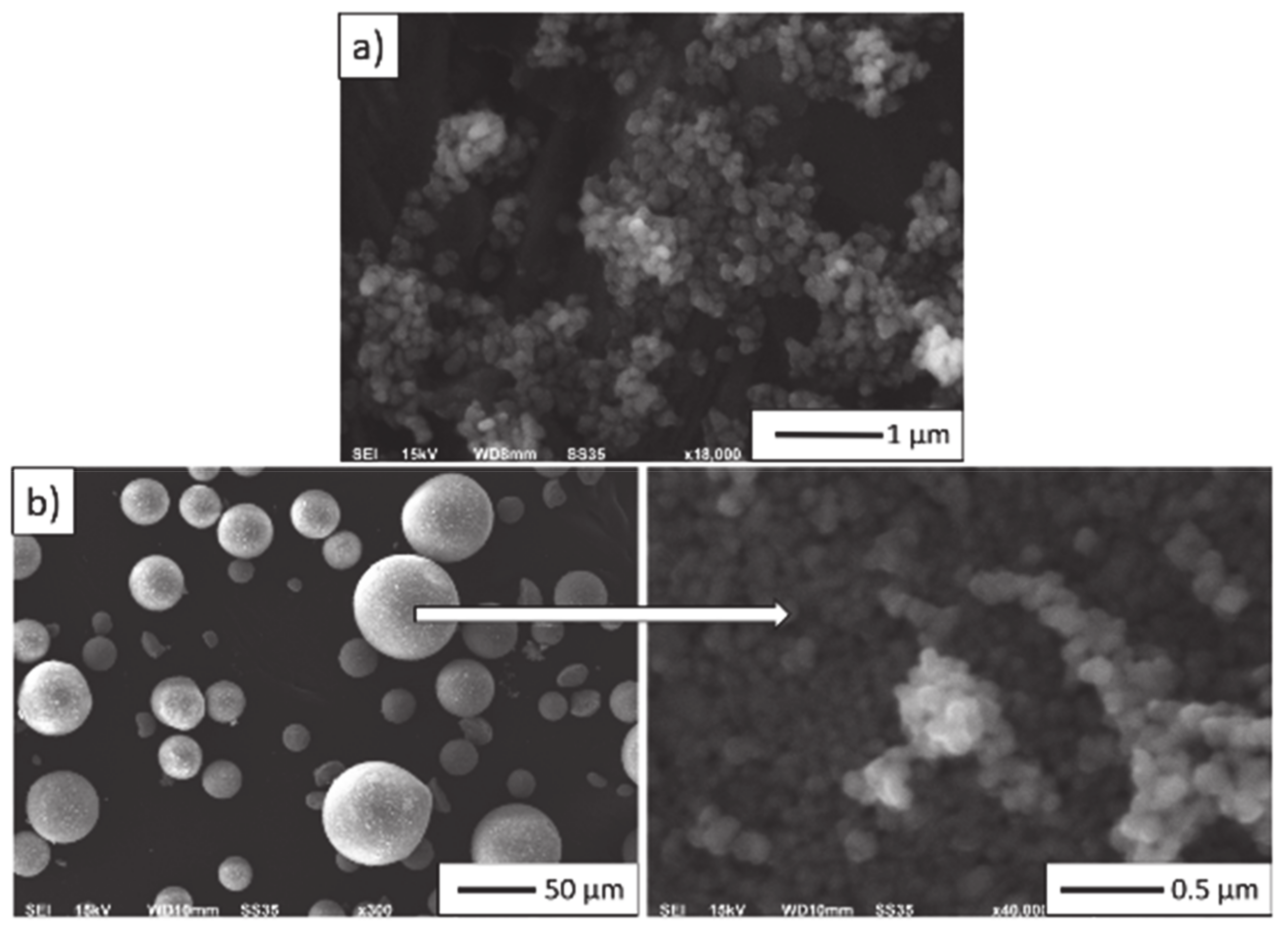
2. Materials and Methods
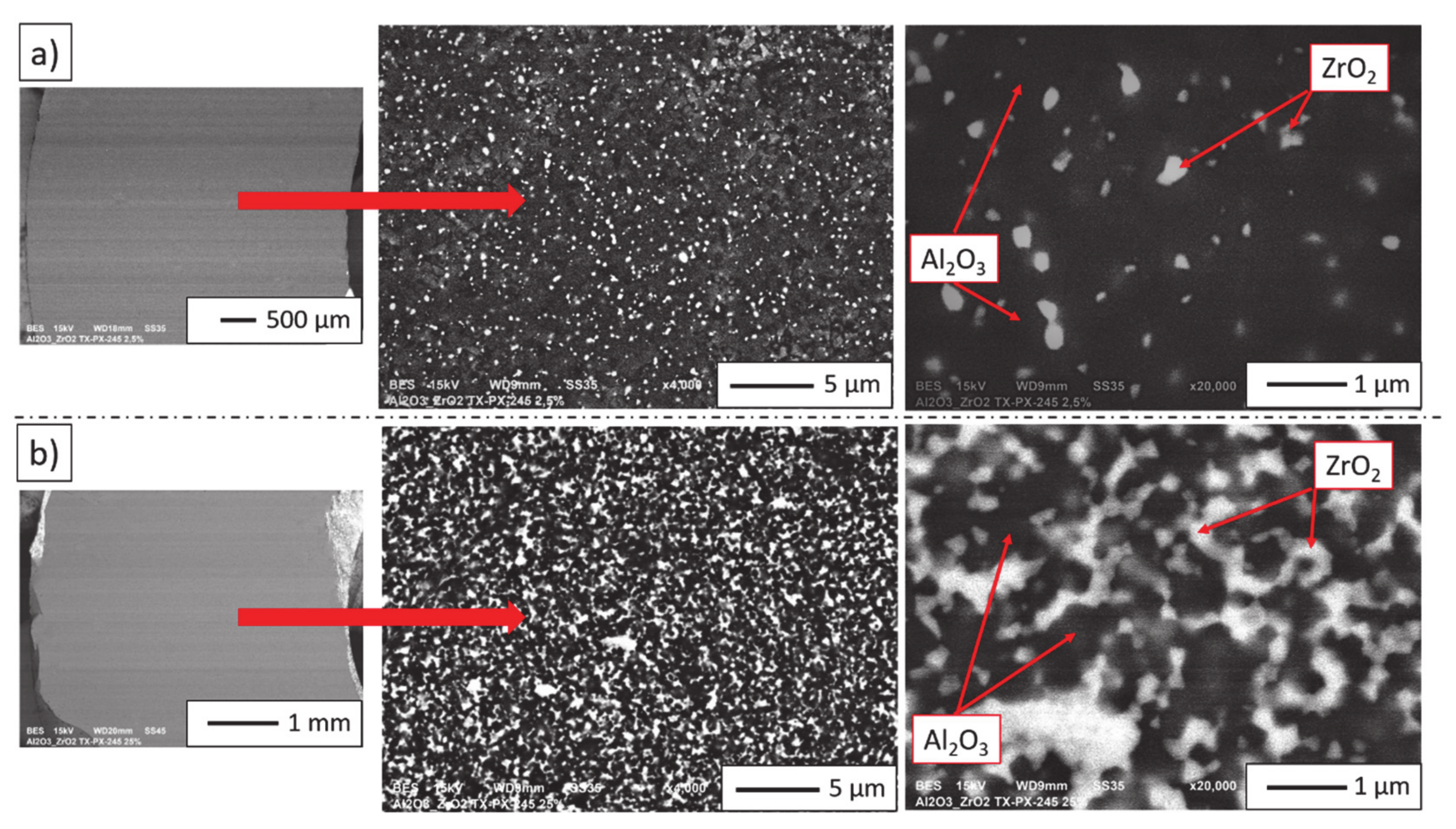
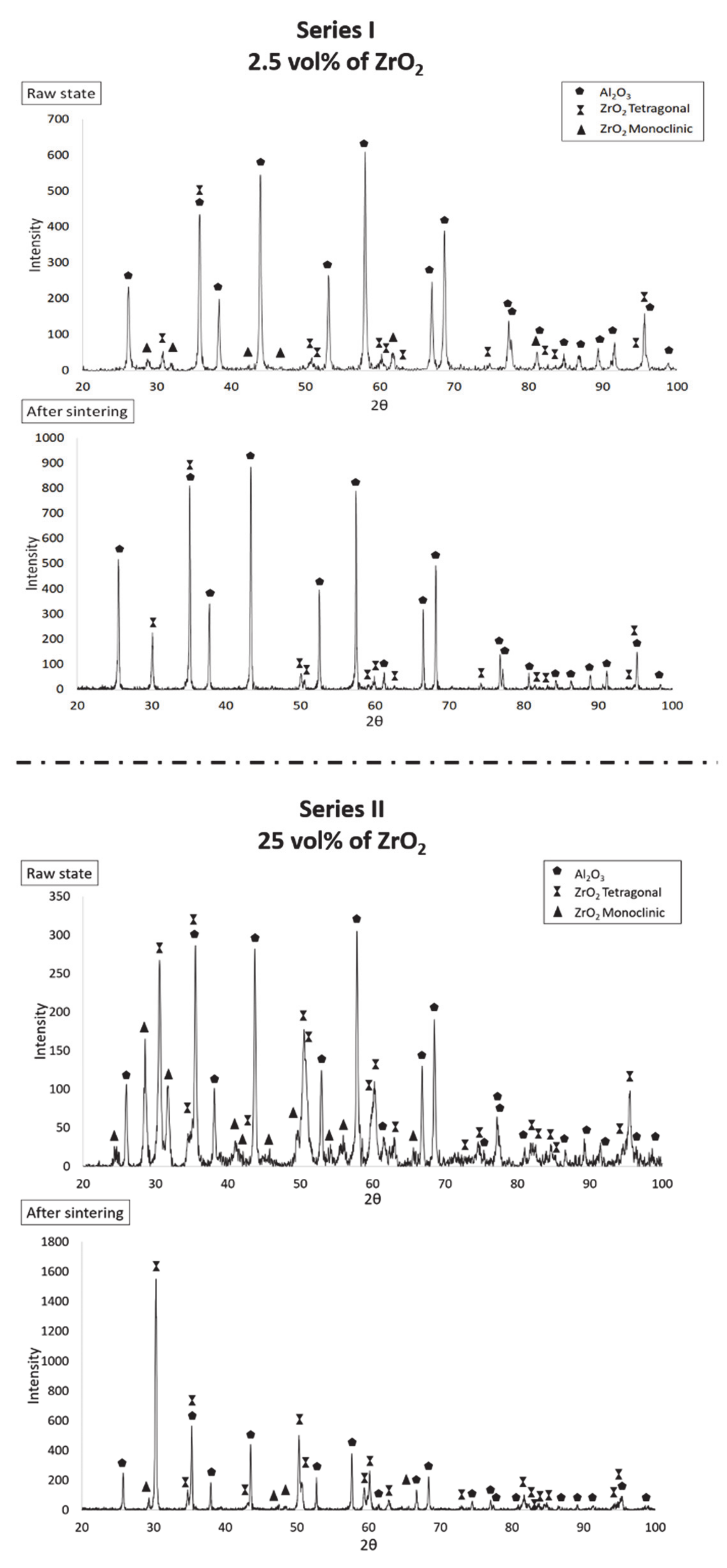
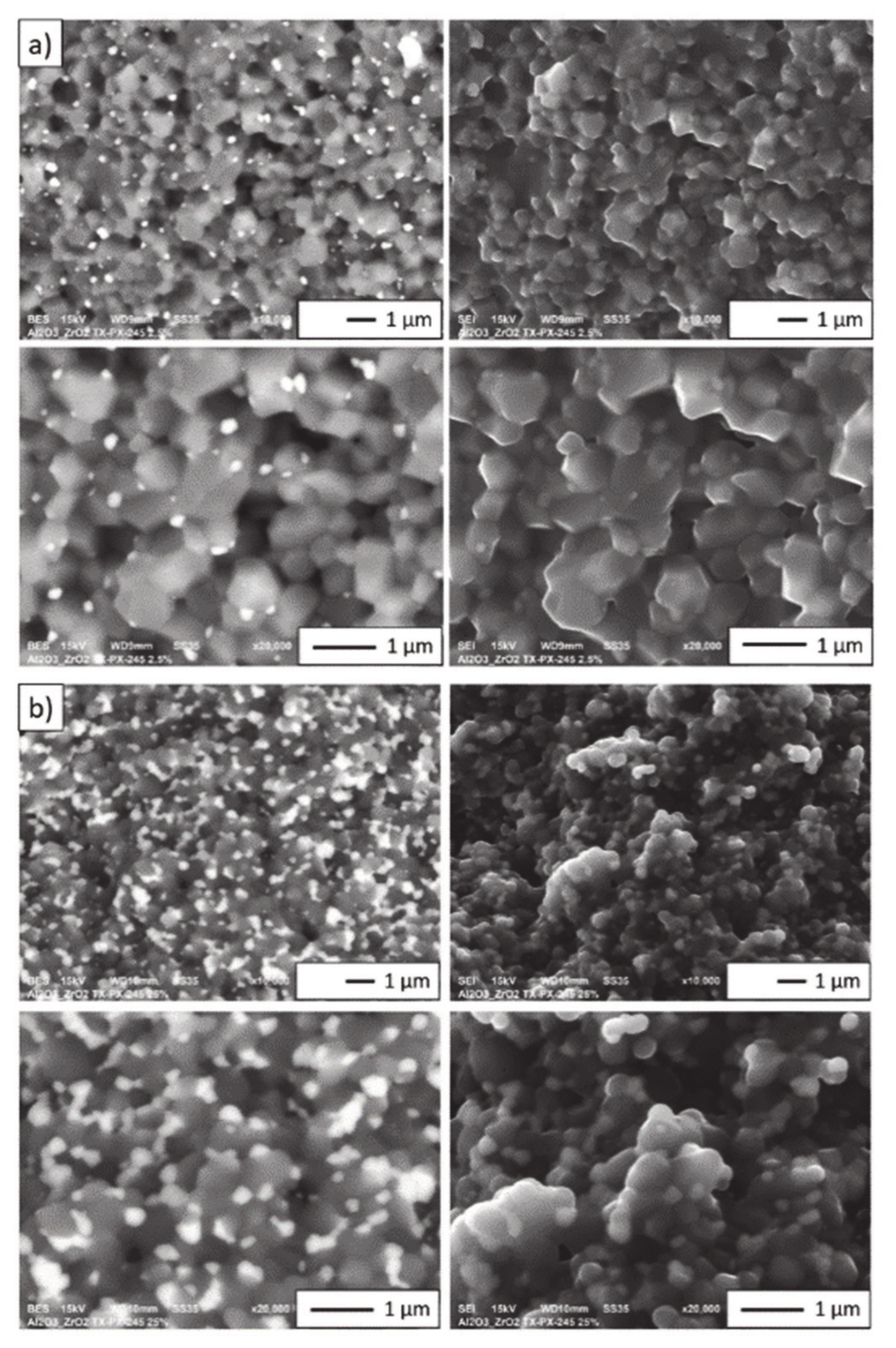
3. Results and Discussion
4. Conclusions
- The adapted centrifugal slip casting method makes it possible to obtain a zirconia–alumina composite casting in the shape of a sleeve. The obtained composites are characterised by high density equal to 98–99%. It was found that the relative density decreases with increasing ZrO2 content in the sinter. The hardness measurement reveals that the Series I—2.5 vol% ZrO2 characterised hardness equal to 18.7 ± 0.74 GPa hardness, while for the Series II—25 vol% ZrO2 composites, the hardness value was 14.5 ± 0.86 GPa.
- It can be stated that all composites were characterized by a homogeneous microstructure. By analysing the results of stereological analysis, it is possible to draw the conclusion that the addition of ZrO2 successfully limits the growth of Al2O3 grains.
- The life cycle assessment (LCA) of a material manufacturing process developed under the laboratory scale helps to visualise the aspects that have to be considered during the upscaling of the process to industrial size.
- Zirconia–alumina composites constitute an attractive material for construction applications, especially for underground piping systems because they eliminate sensitive and commonly ignored environmental issues related to the use of plastic-based materials, such as possible long-term release of microplastics and emissions of harmful substances directly to the soil.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zheng, K.L.; Wei, X.S.; Yan, B.; Yan, P.F. Ceramic waste SiC particle-reinforced Al matrix composite brake materials with a high friction coefficient. Wear 2020, 458–459, 203424. [Google Scholar] [CrossRef]
- European Comission. Closing the Loop—An EU Action Plan for the Circular Economy COM(2015)614 Final. 2015. Available online: https://eur-lex.europa.eu/resource.html?uri=cellar:8a8ef5e8-99a0-11e5-b3b7-01aa75ed71a1.0012.02/DOC_1&format=PDF (accessed on 28 November 2020).
- European Comission. Circular Economy Package. Available online: https://ec.europa.eu/commission/publications/documents-strategy-plastics-circular-economy_en (accessed on 29 November 2020).
- Tomaszewska, J. Polish Transition towards Circular Economy: Materials Management and Implications for the Construction Sector. Materials 2020, 13, 5228. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Liu, C.; Wang, R. Low pressure hot pressing of B4C matrix ceramic composites improved by Al2O3 and TiC additives. Mater. Sci. Eng. A 2009, 519, 27–31. [Google Scholar] [CrossRef]
- Sha, J.J.; Wei, Z.Q.; Li, J.; Zhang, Z.F.; Yang, X.L.; Zhang, Y.C.; Dai, J.X. Mechanical properties and toughening mechanism of WC-doped ZrB2–ZrSi2 ceramic composites by hot pressing. Mater. Des. 2014, 62, 199–204. [Google Scholar] [CrossRef]
- Kaya, C.; Butler, E.G.; Lewis, M.H. Co-extrusion of Al2O3/ZrO2 bi-phase high temperature ceramics with fine scale aligned microstructures. J. Eur. Ceram. Soc. 2003, 23, 935–942. [Google Scholar] [CrossRef]
- Qian, L.; Yang, L.; Li, G.; Jiang, W.; Fan, Z. Effect of nano-TiO2 on properties of 3 mol% yttria-stabilized zirconia ceramic via layered extrusion forming. J. Eur. Ceram. Soc. 2020, 40, 4539–4546. [Google Scholar] [CrossRef]
- Smirnov, A.; Bartolomé, J.F.; Moya, J.S.; Kern, F.; Gadow, R. Dry reciprocating sliding wear behaviour of alumina–silicon carbide nanocomposite fabricated by ceramic injection molding. J. Eur. Ceram. Soc. 2011, 31, 469–474. [Google Scholar] [CrossRef]
- Deng, L.; Qiao, L.; Zheng, J.; Ying, Y.; Yu, J.; Li, W.; Che, S.; Cai, W. Injection molding, debinding and sintering of ZrO2 ceramic modified by silane couping agent. J. Eur. Ceram. Soc. 2020, 40, 1566–1573. [Google Scholar] [CrossRef]
- Yüzbasi, N.S.; Graule, T. Colloid Casting Processes: Slip Casting, Centrifugal Casting, and Gel Casting. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar] [CrossRef]
- Sun, Y.; Xiong, W.; Li, C. Fabrication of ultrahigh density ZnO-Al2O3 ceramic composites by slip casting. Trans. Nonferrous Met. Soc. China 2010, 20, 624–631. [Google Scholar] [CrossRef]
- Santa-Rosa, W.; Venet, M.; M’Peko, J.C.; Moreno, R.; Amorín, H.; Algueró, M. Environmentally-friendly magnetoelectric ceramic multilayer composites by water-based tape casting. J. Eur. Ceram. Soc. 2019, 39, 1065–1072. [Google Scholar] [CrossRef]
- Nishihora, R.K.; Rachadel, P.L.; Quadri, M.G.N.; Hotza, D. Manufacturing porous ceramic materials by tape casting—A review. J. Eur. Ceram. Soc. 2018, 38, 988–1001. [Google Scholar] [CrossRef]
- Sarkar, P.; Datta, S.; Nicholson, P.S. Functionally graded ceramic/ceramic and metal/ceramic composites by electrophoretic deposition. Compos. B Eng. 1997, 28, 49–56. [Google Scholar] [CrossRef]
- Hadraba, H.; Drdlik, D.; Chlup, Z.; Maca, K.; Dlouhy, I.; Cihlar, J. Laminated alumina/zirconia ceramic composites prepared by electrophoretic deposition. J. Eur. Ceram. Soc. 2012, 32, 2053–2056. [Google Scholar] [CrossRef]
- Yu, J.; Sun, X.; Li, Q.; Li, X. Preparation of Al2O3 and Al2O3–ZrO2 ceramic foams with adjustable cell structure by centrifugal slip casting. Mater. Sci. Eng. A 2008, 476, 274–280. [Google Scholar] [CrossRef]
- Huisman, W.; Graule, T.; Gauckler, L.J. Centrifugal slip casting of zirconia (TZP). J. Eur. Ceram. Soc. 1994, 13, 33–39. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Miazga, A.; Wiecinska, P.; Kaszuwara, W.; Konopka, K.; Szafran, M. Combined centrifugal-slip casting method used for preparation the Al2O3-Ni functionally graded composites. Compos. B Eng. 2018, 141, 158–163. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Miazga, A.; Konopka, K.; Kaszuwara, W. Structural and mechanical properties of graded composite ZrO2/Ni obtained from slurry of different solid content. Procedia Struct. Integr. 2016, 1, 305–312. [Google Scholar] [CrossRef] [Green Version]
- Pandit, N.A.; Shahazad, M.; Ahmad, T. Structural characterization and gas sensing applications of ultrafine ZrO2 nanospheres using low temperature solution route. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Gautam, C.; Gautam, A.; Mishra, V.K.; Ahmad, N.; Trivedi, R.; Biradar, S. 3D interconnected architecture of h-BN reinforced ZrO2 composites: Structural evolution and enhanced mechanical properties for bone implant applications. Ceram. Int. 2019, 45, 1037–1048. [Google Scholar] [CrossRef]
- Choi, H.J.; Yang, T.Y.; Yoon, S.Y.; Kim, B.K.; Park, H.C. Porous alumina/zirconia layered composites with unidirectional pore channels processed using a tertiary-butyl alcohol-based freeze casting. Mater. Chem. Phys. 2012, 133, 16–20. [Google Scholar] [CrossRef]
- Huang, C.Y.; Chen, Y.L. Effect of varied alumina/zirconia content on the ballistic performance of a functionally graded material. Int. J. Refract. Met. Hard. Mater. 2017, 67, 129–140. [Google Scholar] [CrossRef]
- Leriche, A.; Moortgat, G.; Cambier, F.; Homerin, P.; Thevenot, F.; Orange, G.; Fantozzi, G. Preparation and characterization of a dispersion toughened ceramic for thermomechanical uses (ZTA). Part I: Material preparation. Characterization of microstructure. J. Eur. Ceram. Soc. 1992, 9, 169–176. [Google Scholar] [CrossRef]
- Ćorić, D.; Majić Renjo, M.; Žmak, I. Critical evaluation of indentation fracture toughness measurements with Vickers indenter on yttria-stabilized zirconia dental ceramics. Mater. Sci. Technol. 2017, 48, 767–772. [Google Scholar] [CrossRef]
- Lasek, K.; Okoński, P.; Mierzwińska-Nastalska, E. Zirconium oxide: Its physico-mechanical properties and clinical application. Prosthodontics 2009, 6, 415–422. [Google Scholar]
- Michalski, J.; Wejrzanowski, T.; Pielaszek, R.; Konopka, K.; Łojkowski, W.; Kurzydłowski, K.J. Application of image analysis for characterization of powders. Mater. Sci. Pol. 2005, 23, 79–86. [Google Scholar]
- Wejrzanowski, T.; Spychalski, L.; Rożniatowski, K.; Kurzydłowski, K.J. Image based analysis of complex microstructures of engineering materials. Int. J. Appl. Math. Comput. Sci. 2008, 18, 33–39. [Google Scholar] [CrossRef]
- ISO 14044:2006. Environmental Management—Life Cycle Assessment—Requirements and Guidelines.
- PN-EN 15804+A1:2014-04. Zrównoważoność Obiektów Budowlanych—Deklaracje Środowiskowe Wyrobu—Podstawowe Zasady Kategoryzacji Wyrobów Budowlanych.
- EPD Norge. Available online: https://www.epd-norge.no/?lang=en_GB (accessed on 20 November 2020).
- Wskaźniki Emisyjności Co2, So2, Nox, Co I Pyłu Całkowitego Dla Energii Elektrycznej na Podstawie Informacji Zawartych w Krajowej Bazie o Emisjach gazów Cieplarnianych i Innych Substancji za 2018 Rok. KOBiZE. Available online: https://www.kobize.pl/uploads/materialy/materialy_do_pobrania/wskazniki_emisyjnosci/Wskazniki_emisyjnosci_grudzien_2019.pdf (accessed on 25 November 2020).
- Sequeira, S.; Fernandes, M.H.; Neves, N.; Almeida, M.M. Development and characterization of zirconia–alumina composites for orthopedic implants. Ceram. Int. 2017, 43, 693–703. [Google Scholar] [CrossRef]
- Pędzich, Z.; Jasinowski, R.; Ziąbka, M. Cavitation wear of structural oxide ceramics and selected composite materials. J. Eur. Ceram. Soc. 2014, 34, 3351–3356. [Google Scholar] [CrossRef]
- Wojteczko, A.; Lach, R.; Wojteczko, K.; Pędzich, Z. Investigations of the subcritical crack growth phenomenon and the estimation of lifetime of alumina and alumina-zirconia composites with different phase arrangements. Ceram. Int. 2016, 42, 9438–9442. [Google Scholar] [CrossRef]
- Denry, I.; Kelly, J.R. State of the art of zirconia for dental applications. Dent. Mater. 2008, 24, 299–307. [Google Scholar] [CrossRef]
- Kelly, J.R.; Denry, I. Stabilized zirconia as a structural ceramic: An overview. Dent. Mater. 2008, 24, 289–298. [Google Scholar] [CrossRef] [PubMed]
- Bailey, J.A. Monoclinic—Tetragonal Transformation and Associated Twinning in Thin Films of Zirconia. Proc. R. Soc. Lond. A 1964, 279, 395–412. [Google Scholar] [CrossRef]
- Wolten, G.M. Diffusionless Phase Transformation in Zirconia and Hafnia. J. Am. Ceram. Soc. 1963, 49, 418–422. [Google Scholar] [CrossRef]
- Garvie, R.C.; Hannink, R.H.; Pascoe, R.T. Ceramic steel? Nature 1975, 258, 703–704. [Google Scholar] [CrossRef]
- Zhu, J.; Luo, J.; Sun, Y. Study of the Fracture Behavior of Tetragonal Zirconia Polycrystal with a Modified Phase Field Model. Materials 2020, 13, 4430. [Google Scholar] [CrossRef]
- Sorrentino, R.; Navarra, C.O.; Di Lenarda, R.; Breschi, L.; Zarone, F.; Cadenaro, M.; Spagnuolo, G. Effects of Finish Line Design and Fatigue Cyclic Loading on Phase Transformation of Zirconia Dental Ceramics: A Qualitative Micro-Raman Spectroscopic Analysis. Materials 2019, 12, 863. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Environmental Product Declaration PVC Non-Pressure Pipes and Conduits Used in Buildings. Vinidex Systems & Solutions. Available online: https://gryphon4.environdec.com/system/data/files/6/11602/epd716%20Vinidex%20PVC%20Non-Pressure%20Pipes%20and%20Conduits%20used%20in%20buildings%202017.pdf (accessed on 23 November 2020).
- Environmental Product Declaration. StromPRO and SewerPRO Polypropylene Pipes. Vinidex Systems & Solutions. Available online: epd717-StormPRO-and-SewerPRO-Polypropylene-Pipes.pdf (accessed on 23 November 2020).
- EPD|ITB. Available online: https://www.itb.pl/epd.html (accessed on 29 November 2020).
- EcoPlatform. Environmental Product Declaration Database. Available online: https://www.eco-platform.org/list-of-all-eco-epd.html (accessed on 24 November 2020).
- Guo, J.-J.; Huang, X.-P.; Xiang, L.; Wang, Y.-Z.; Li, Y.-W.; Li, H.; Cai, Q.-Y.; Mo, C.-H.; Wong, M.-H. Source, migration and toxicology of microplastics in soil. Environ. Int. 2020, 137, 105263. [Google Scholar] [CrossRef]
- Du, C.; Liang, H.; Li, Z.; Gong, J. Pollution Characteristics of Microplastics in Soils in Southeastern Suburbs of Baoding City, China. Int. J. Environ. Res. Public Health 2020, 7, 845. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Solid Phase Concentration | Concentration of Phase ZrO2 | Apparent Density after Sintering | Relative Density | Volumetric Shrinkage | Linear Shrinkage along the Sample |
|---|---|---|---|---|---|---|
| vol% | vol% | g/cm3 | % | % | % | |
| Series I | 50 | 2.5 | 4.0365 | 99.33 | 34.19 | 13.10 |
| Series II | 25 | 4.5009 | 98.01 | 35.58 | 14.40 |
| Sample | Average Grain Size [µm] | |
|---|---|---|
| Al2O3 | ZrO2 | |
| Series I—2.5 vol% ZrO2 | 0.52 ± 0.19 | 0.16 ± 0.08 |
| Series II—25 vol% ZrO2 | 0.39± 0.13 | 0.25 ± 0.09 |
| Environmental Impacts: (DU) 1 Zirconia–Alumina Tube | |||||
|---|---|---|---|---|---|
| Indicator | Unit | Series I—2.5 vol% ZrO2 (51 g) | Series I—25 vol% ZrO2 (56 g) | ||
| A1 | A3 | A1 | A3 | ||
| Global warming potential | kg CO2 eq. | 1.16 × 10−1 | 8.04 × 100 | 1.35 × 10−1 | 8.04 × 100 |
| Depletion potential of stratospheric ozone layer | kg CFC 11 eq. | 7.51 × 10−9 | 0.00 × 100 | 2.21 × 10−8 | 0.00 × 100 |
| Acidification potential of soil and water | kg SO2 eq. | 8.36 × 10−4 | 1.18 × 10−2 | 8.77 × 10−4 | 1.18 × 10−2 |
| Formation potential of tropospheric ozone | kg Ethene eq. | 4.71 × 10−5 | 0.00 × 100 | 4.83 × 10−5 | 0.00 × 100 |
| Eutrophication potential | kg (PO4)3− eq. | 1.88 × 10−4 | 8.61 × 10−4 | 2.38 × 10−4 | 8.61 × 10−4 |
| Abiotic depletion potential (ADP-elements) for non-fossil resources | kg Sb eq. | 7.28 × 10−7 | 2.98 × 10−5 | 2.42 × 10−6 | 2.98 × 10−5 |
| Abiotic depletion potential (ADP-fossil fuels) for fossil resources | MJ | 1.37 × 100 | 8.03 × 101 | 1.76 × 100 | 8.03 × 101 |
| Environmental Aspects of Resource Use: (DU) 1 Zirconia–Alumina Tube | |||||
| Indicator | Unit | Series I—2.5 vol% ZrO2 (51 g) | Series II—25 vol% ZrO2 (56 g) | ||
| A1 | A3 | A1 | A3 | ||
| Total use of renewable primary energy resources (primary energy and primary energy resources used as raw materials) | MJ | 5.29 × 10−2 | 8.84 × 100 | 1.73 × 10−1 | 8.84 × 100 |
| Total use of non-renewable primary energy resources (primary energy and primary energy resources used as raw materials) | MJ | 1.11 × 100 | 8.43 × 101 | 1.41 × 100 | 8.43 × 101 |
| Use of secondary materials | kg | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 |
| Use of renewable secondary fuels | MJ | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 |
| Use of non-renewable secondary fuels | MJ | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 |
| Net use of fresh water | m3 | 1.48 × 10−2 | 1.00 × 10−2 | 4.50 × 10−2 | 1.00 × 10−2 |
| Other Environmental Information Describing Waste Categories: (DU) 1 Zirconia–Alumina Tube | |||||
| Indicator | Unit | Series I—2.5 vol% ZrO2 (51 g) | Series II—25 vol% ZrO2 (56 g) | ||
| A1 | A3 | A1 | A3 | ||
| Hazardous waste disposed | kg | 7.23 × 10−7 | 0.00 × 100 | 1.35 × 10−6 | 0.00 × 100 |
| Non-hazardous waste disposed | kg | 5.24 × 10−2 | 8.04 × 10−4 | 4.76 × 10−2 | 8.04 × 10−4 |
| Radioactive waste disposed | kg | 2.21 × 10−6 | 0.00 × 100 | 3.64 × 10−6 | 0.00 × 100 |
| Components for re-use | kg | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 |
| Materials for recycling | kg | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 |
| Materials for energy recovery | kg | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 | 0.00 × 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zygmuntowicz, J.; Tomaszewska, J.; Żurowski, R.; Wachowski, M.; Piotrkiewicz, P.; Konopka, K. Zirconia–Alumina Composites Obtained by Centrifugal Slip Casting as Attractive Sustainable Material for Application in Construction. Materials 2021, 14, 250. https://doi.org/10.3390/ma14020250
Zygmuntowicz J, Tomaszewska J, Żurowski R, Wachowski M, Piotrkiewicz P, Konopka K. Zirconia–Alumina Composites Obtained by Centrifugal Slip Casting as Attractive Sustainable Material for Application in Construction. Materials. 2021; 14(2):250. https://doi.org/10.3390/ma14020250
Chicago/Turabian StyleZygmuntowicz, Justyna, Justyna Tomaszewska, Radosław Żurowski, Marcin Wachowski, Paulina Piotrkiewicz, and Katarzyna Konopka. 2021. "Zirconia–Alumina Composites Obtained by Centrifugal Slip Casting as Attractive Sustainable Material for Application in Construction" Materials 14, no. 2: 250. https://doi.org/10.3390/ma14020250