
The Mechanical Performance of Re-Bonded and Healed Adhesive Joints Activable through Induction Heating Systems


Abstract
:1. Introduction
2. Materials and Methods
2.1. Nomenclature
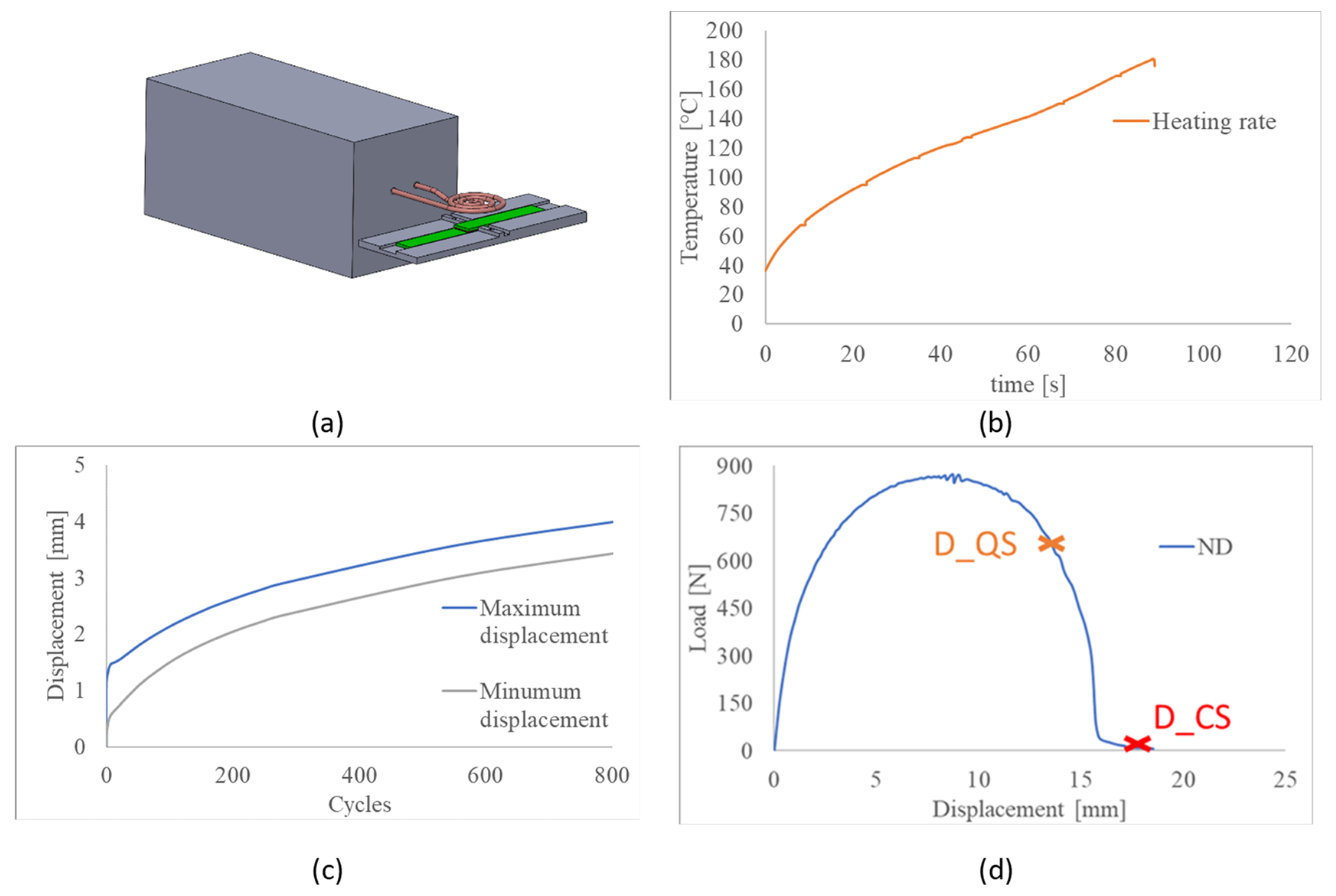
2.2. Materials and Methods
3. Results
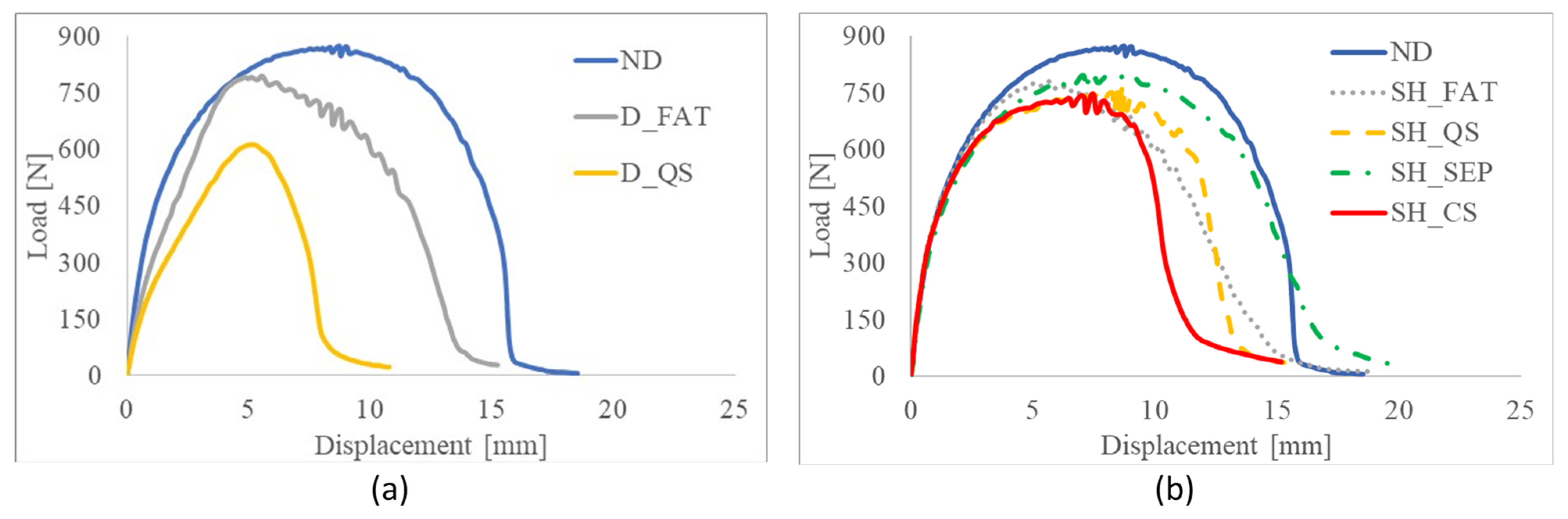
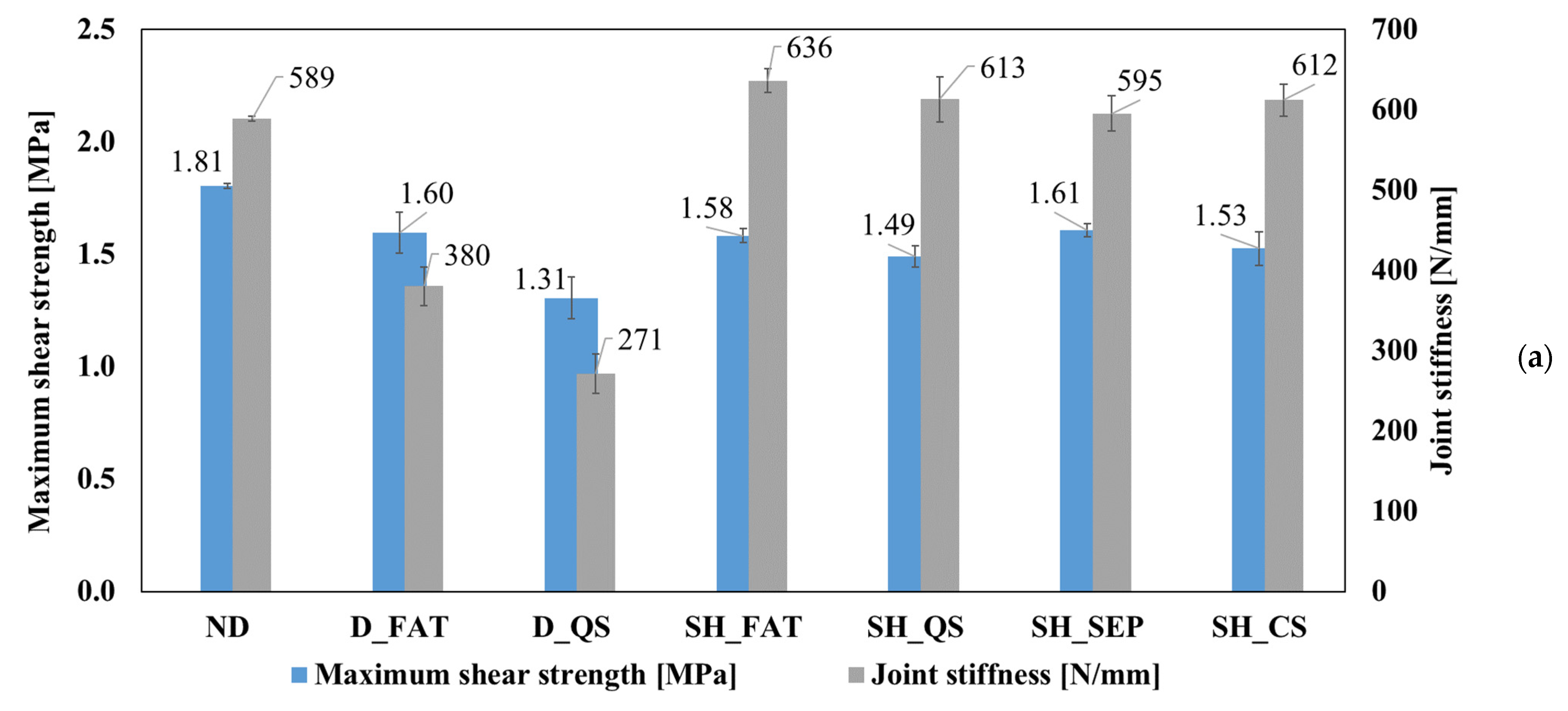
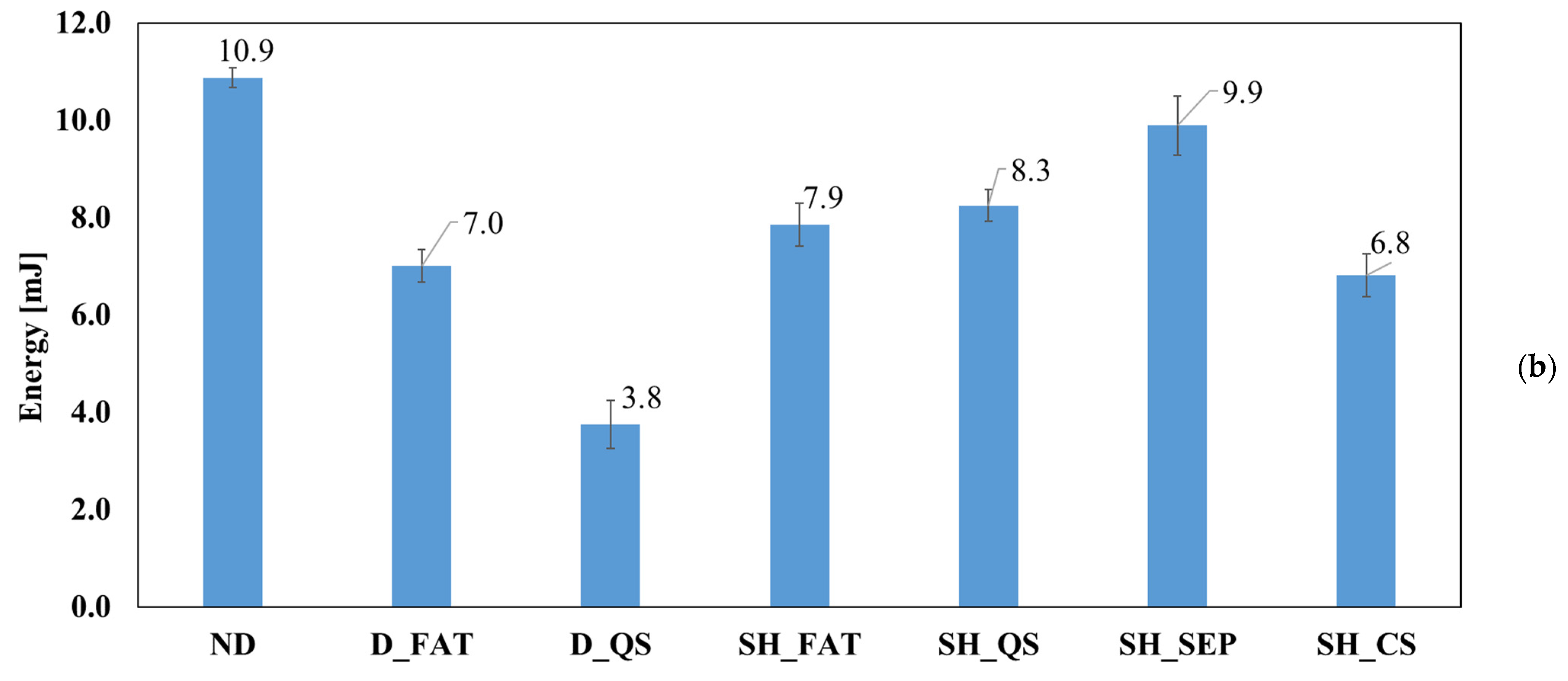
Mechanical Test Results
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Belingardi, G.; Brunella, V.; Martorana, B.; Ciardiello, R. Thermoplastic adhesive for automotive applications. In Adhesives—Applications and Properties; Rudawska, A., Ed.; InTech: Rijeka; Croatia, 2016; pp. 341–362. [Google Scholar] [CrossRef] [Green Version]
- Directive 2000/53/EC of the European Parliament on End-of Life Vehicles. 18 September 2000. Available online: https://www.ecolex.org/fr/details/legislation/directive-200053ec-of-the-european-parliament-and-of-the-council-on-end-of-life-vehicles-lex-faoc123517/ (accessed on 24 October 2021).
- Directive 2005/64/EC of the European Parliament on the Type-Approval of Motor Vehicles with regard to Their Reusability; Re-cyclability and Recoverability. 26 October 2005. Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=celex%3A32000L0053 (accessed on 24 October 2021).
- Vattathurvalappil, S.H.; Hassan, S.F.; Haq, M. Healing potential of reversible adhesives in bonded joints. Compos. Part B Eng. 2020, 200, 108360. [Google Scholar] [CrossRef]
- Lu, Y.; Broughton, J.; Winfield, P. A review of innovations in disbonding techniques for repair and recycling of automotive vehicles. Int. J. Adhes. Adhes. 2014, 50, 119–127. [Google Scholar] [CrossRef] [Green Version]
- Banea, M.D.; da Silva, L.F.M.; Campilho, R.D.S. An overview of the technologies for adhesive debonding on command. Weld. Equip. Technol. 2013, 24, 11–14. [Google Scholar]
- Ciardiello, R.; Martorana, B.; Lambertini, V.G.; Brunella, V. Iron-based reversible adhesives, effect of particles size on me-chanical properties. Proc. Inst. Mech. Eng. Part C 2017, 232, 1446–1455. [Google Scholar] [CrossRef]
- Ciardiello, R.; Belingardi, G.; Martorana, B.; Brunella, V. Effect of accelerated ageing cycles on the physical and mechanical properties of a reversible thermoplastic adhesive. J. Adhes. 2020, 96, 1003–1026. [Google Scholar] [CrossRef]
- Ciardiello, R.; Belingardi, G.; Martorana, B.; Brunella, V. Physical and mechanical properties of a reversible adhesive for automotive applications. Int. J. Adhes. Adhes. 2019, 89, 117–128. [Google Scholar] [CrossRef]
- Ciardiello, R.; Belingardi, G.; Litterio, F.; Brunella, V. Thermomechanical characterization of reinforced and dismountable thermoplastic adhesive joints activated by microwave and induction processes. Compos. Struct. 2020, 244, 112314. [Google Scholar] [CrossRef]
- Ghazanfari, M.R.; Kashefi, M.; Shams, S.F.; Jaafari, M.R. Perspective of Fe3O4 nanoparticles role in biomedical applications. Biochem. Res. Int. 2016, 2016, 7840161. [Google Scholar] [CrossRef] [Green Version]
- Koricho, E.; Verna, E.; Belingardi, G.; Martorana, B.; Brunella, V. Parametric study of hot-melt adhesive under accelerated ageing for automotive applications. Int. J. Adhes. Adhes. 2016, 68, 169–181. [Google Scholar] [CrossRef]
- Banea, M.; da Silva, L.; Carbas, R. Debonding on command of adhesive joints for the automotive industry. Int. J. Adhes. Adhes. 2015, 59, 14–20. [Google Scholar] [CrossRef]
- Banea, M.D.; Da Silva, L.F.M.; Carbas, R.; De Barros, S. Debonding on command of multi-material adhesive joints. J. Adhes. 2016, 93, 756–770. [Google Scholar] [CrossRef]
- Banea, M.D. Debonding on Demand of Adhesively Bonded Joints. Progress in Adhesion and Adhesives 2020, 7, 33–50. [Google Scholar] [CrossRef]
- Vattathurvalappil, S.H.; Haq, M. Thermomechanical characterization of Nano-Fe3O4 reinforced thermoplastic adhesives and single lap-joints. Compos. Part B Eng. 2019, 175, 107162. [Google Scholar] [CrossRef]
- Jiang, J.; Shang, X.; Wang, H.; Xu, Y.-B.; Gao, Y.; Zhou, Q. Diagnostic value of contrast-enhanced ultrasound in thyroid nodules with calcification. Kaohsiung J. Med. Sci. 2015, 31, 138–144. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meyer, J.L.; Lan, P.; Bakir, M.; Jasiuk, I.; Economy, J. Wide Area Reversible Adhesive for In-Space Assembly. Macromol. Mater. Eng. 2020, 305, 2000006. [Google Scholar] [CrossRef]
- Suwanwatana, W.; Yarlagadda, S.; Gillespiejr, J. Hysteresis heating based induction bonding of thermoplastic composites. Compos. Sci. Technol. 2006, 66, 1713–1723. [Google Scholar] [CrossRef]
- Bayerl, T.; Duhovic, M.; Mitschang, P.; Bhattacharyya, D. The heating of polymer composites by electromagnetic induction—A review. Compos. Part A Appl. Sci. Manuf. 2014, 57, 27–40. [Google Scholar] [CrossRef]
- White, S.R.; Sottos, N.R.; Geubelle, P.H.; Moore, J.S.; Kessler, M.R.; Sriram, S.R.; Brown, E.N.; Viswanathan, S. Autonomic healing of polymer composites. Nature 2001, 409, 794–797. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Uppu, N. Shape memory polymer based self-healing syntactic foam: 3-D confined thermomechanical characterization. Compos. Sci. Technol. 2010, 70, 1419–1427. [Google Scholar] [CrossRef]
- Chen, X.; Dam, M.A.; Ono, K.; Mal, A.; Shen, H.; Nutt, S.R.; Sheran, K.; Wudl, F. A Thermally Re-mendable Cross-Linked Polymeric Material. Science 2002, 295, 1698–1702. [Google Scholar] [CrossRef] [PubMed]
- Bekas, D.G.; Baltzis, D.; Tsirka, K.; Exarchos, D.; Matikas, T.; Meristoudi, A.; Pispas, S.; Paipetis, A.S. Self-healing polymers: Evaluation of self-healing process via non-destructive techniques. Plast. Rubber Compos. 2016, 45, 147–156. [Google Scholar] [CrossRef]
- Aubert, J.H. Note: Thermally removable epoxy adhesives incorporating thermally reversible Diels-Alder adducts. J. Adhes. 2003, 79, 609–616. [Google Scholar] [CrossRef]
- Jin, H.; Miller, G.M.; Sottos, N.R.; White, S.R. Fracture and fatigue response of a self-healing epoxy adhesive. Polymer 2011, 52, 1628–1634. [Google Scholar] [CrossRef]
- Li, G.; Ji, G.; Zhenyu, O. Adhesively bonded healable composite joint. Int. J. Adhes. Adhes. 2012, 35, 59–67. [Google Scholar] [CrossRef]
- Verna, E.; Cannavaro, I.; Brunella, V.; Koricho, E.G.; Belingardi, G.; Roncato, D.; Martorana, B.; Lambertini, V.; Neamtu, V.A.; Ciobanu, R. Adhesive joining technologies activated by electro-magnetic external trims. Int. J. Adhes. Adhes. 2013, 46, 21–25. [Google Scholar] [CrossRef]
- Park, Y.-J.; Kim, H.-J. Hot-melt adhesive properties of EVA/aromatic hydrocarbon resin blend. Int. J. Adhes. Adhes. 2003, 23, 383–392. [Google Scholar] [CrossRef]
- Ciardiello, R.; Tridello, A.; Goglio, L.; Belingardi, G. Experimental assessment of the dynamic behavior of polyolefin thermo-plastic hot melt adhesive. In Proceedings of the 52nd ASME Pressure Vessels & Piping Conference (PVP), Prague, Czech Republic, 15–20 July 2018; pp. 1–6. [Google Scholar]
- Ciardiello, R.; Belingardi, G.; Litterio, F.; Brunella, V. Effect of iron oxide and graphene particles on joint strength and dismounting characteristics of a thermoplastic adhesive. Int. J. Adhes. Adhes. 2021, 107, 102850. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | 0.98 g/cm3 |
| Open time | 30 s |
| Softening point | 145 °C |
| Glass transition temperature | −16 °C |
| Initial thermal degradation temperature | 210 °C |
| Viscosity at 180 °C (S. 27/5 rpm) (BA QA102) | 22–28 Pa·s |
| Melting temperature (Initial–Final) | 124 °C–155 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciardiello, R. The Mechanical Performance of Re-Bonded and Healed Adhesive Joints Activable through Induction Heating Systems. Materials 2021, 14, 6351. https://doi.org/10.3390/ma14216351
Ciardiello R. The Mechanical Performance of Re-Bonded and Healed Adhesive Joints Activable through Induction Heating Systems. Materials. 2021; 14(21):6351. https://doi.org/10.3390/ma14216351
Chicago/Turabian StyleCiardiello, Raffaele. 2021. "The Mechanical Performance of Re-Bonded and Healed Adhesive Joints Activable through Induction Heating Systems" Materials 14, no. 21: 6351. https://doi.org/10.3390/ma14216351