
Contact Reactive Brazing of TC4 Alloy to Al7075 Alloy with Deposited Cu Interlayer
by
 , ,
, ,
Mengjuan Yang
1, 
Chaonan Niu
2,
Shengpeng Hu
2,
Xiaoguo Song
2,3,*,
Yinyin Pei
4,
Jian Zhao
1 and
Weimin Long
4 1
School of Materials Engineering, Shanghai University of Engineering Science, Shanghai 201620, China
2
State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China
3
Shandong Institute of Shipbuilding Technology, Weihai 264209, China
4
State Key Laboratory of Advanced Brazing Filler Metals and Technology, Zhengzhou Research Institute of Mechanical Engineering Co., Ltd., Zhengzhou 450001, China
*
Author to whom correspondence should be addressed.
Materials 2021, 14(21), 6570; https://doi.org/10.3390/ma14216570
Submission received: 17 September 2021
/
Revised: 27 October 2021
/
Accepted: 27 October 2021
/
Published: 1 November 2021
(This article belongs to the Special Issue Numerical and Experimental Analysis of the Fracture Behaviour of Heterogeneous Welded Structures)
Abstract
:The brazing of Titanium alloy to Aluminum alloy is of great significance for lightweight application, but the stable surface oxide film limits it. In our work, the surface oxide film was removed by the ion bombardment, the deposited Cu layer by magnetron sputtering was selected as an interlayer, and then the contact reactive brazing of TC4 alloy to Al7075 alloy was realized. The microstructure and joining properties of TC4/Al7075 joints obtained under different parameters were observed and tested, respectively. The results revealed that the intermetallic compounds in the brazing seam reduced with the increased brazing parameters, while the reaction layer adjacent to TC4 alloy continuously thickened. The shear strength improved first and then decreased with the changing of brazing parameters, and the maximum shear strength of ~201.45 ± 4.40 MPa was obtained at 600 °C for 30 min. The fracture path of TC4/Al7075 joints changed from brittle fracture to transgranular fracture, and the intergranular fracture occurred when the brazing temperature was higher than 600 °C and the holding time exceeded 30 min. Our work provides theoretical and technological analyses for brazing TC4/Al7075 and shows potential applications for large-area brazing of titanium/aluminum.
1. Introduction
Ti-6Al-4V (TC4) alloy has unique properties such as low thermal conductivity, superior corrosion resistance, superior mechanical properties, high-temperature strength, and low-temperature toughness, which has attracted wide attention in the aerospace field [1,2,3,4]. Al7075 alloy, which has low density, high specific strength, casting properties, good corrosion resistance, and high conductivity, has been widely used in structural parts of the aerospace field [5,6,7]. Currently, TC4 and Al7075 alloys are simultaneously used in composite components of aircraft wings and automotive airfoils, where the performance of the components can be improved by combining the advantages of the two materials [8,9,10,11,12].
At present, the methods of joining Al alloys to TC4 alloys mainly include laser welding [13,14], transient liquid phase (TLP) bonding [15], brazing [16], diffusion bonding [17,18], etc. Among them, brazing is suitable for joining dissimilar materials with a large difference in physical and chemical properties [9]. For example, Lee et al. [19] brazed Ti alloy and Al alloy using AlSi10Mg filler. Chang et al. [20] brazed the Al6061 using Al-10.8Si-10Cu and Al-9.6Si-20Cu at 560 °C, and the results showed that the liquid phase line temperature changed from 592 °C to 570 °C when 10 wt. % Cu was added to the Al-12Si. Contact reactive brazing is a kind of brazing method without any brazing flux [21], which has been widely applied for brazing Al alloys to other alloys, such as Al6063 [22], Al6061 to AZ31B Mg alloy [23], and Al6063 to 1Cr18Ni9Ti stainless steel [24]. Schällibaum et al. [25] studied the microstructure of the AA6082 brazed joints with plating copper, and the results showed that the formation of defects was caused by the residual oxide films aggregated in the brazed joint. Wu et al. [24] used Cu as an interlayer to join Al6063 and 1Cr18Ni9Ti stainless steel by contact reactive brazing. In fact, the existence of an oxide film on the surface of the aluminum alloy and titanium alloy prevented the diffusion and reaction during the brazing process, which deteriorated the interfacial microstructure and then reduced the joining properties [26]. Therefore, the appropriate surface treatment method should be adopted to remove the stable oxide film. As a method of surface modification, ion bombardment can effectively remove the oxide film [27,28], and our previous work also demonstrated it [26]. To prevent re-oxidation after the ion bombardment process, it was chosen that the Cu layers be prepared on their surfaces by magnetron sputtering for protection, as well as that the eutectic reaction between copper and aluminum would occur at 548 °C, which facilitated brazing of the contact reaction between TC4 and Al7075 at a relatively low temperature [29,30].
Based on our previous study, the combination of ion bombardment and magnetron sputtering copper deposition method was used to braze TC4 and Al7075 dissimilar alloys. The microstructural evolution of TC4/Al7075 brazed joints was discussed in detail under different brazing parameters (brazing temperature and holding time), and the TC4/Al7075 brazing processes were optimized based on the joining properties.
2. Experimental Procedures
The TC4 and Al7075 alloys were cut in a size of 15 mm × 10 mm × 5 mm and 8 mm × 8 mm × 5 mm, respectively. The brazing surfaces of the TC4 alloy and Al7075 alloy were ground with metallographic sandpaper and polished using a diamond agent down to 2.5 μm. Finally, the polished TC4 alloy and Al7075 alloy were cleaned with acetone under an ultrasonic bath and then air dried. The microstructure of the TC4 and Al7075 alloys are shown in Figure S1.
Figure 1a shows the schematic diagram of the entire process. The surface oxide film on the faying surfaces of the TC4 and Al7075 substrates was removed by Ar ion bombardment, and then a Cu layer with a thickness of 5 μm was deposited onto both sides of the brazing surface by magnetron sputtering [31,32]. Subsequently, the brazing process of Al7075 to TC4 was carried out in the furnace of a vacuum level of less than 5.0 × 10−3 Pa under the pressure of 0.25 MPa. For the brazing process, all assemblies were heated first to 535 °C at a heating rate of 10 °C/min, kept for 5 min, and then continually heated to the specified brazing temperature (560–620 °C) at a heating rate of 5 min/°C. Subsequently, the brazing samples were held for 15–60 min. Finally, the furnace was slowly cooled to room temperature.
The cross-sectional microstructure of the TC4/Al7075 joints was characterized by the field emission scanning electron microscopy (SEM, MERLIN Compact, Zeiss), energy dispersive spectrometer (EDS, OCTANE PLUS, EDAX), and X-ray diffraction (XRD, JDX-3530M). The shear strength of the TC4/Al7075 joints was tested at a constant rate of 0.5 mm/min by using a universal testing machine (Instron 5967) at room temperature (Figure 1b). The fracture mode and microstructure were analyzed using SEM equipped with EDS, and the phase of the fracture surfaces was identified by XRD.
3. Results and Discussion
3.1. Typical Microstructure of TC4/Cu Layer/Al7075 Brazed Joint
The typical microstructure of the TC4/Cu layer/Al7075 brazed joint at 600 °C for 30 min is shown in Figure 2. It can be seen that the Cu layer reacted completely with the base materials, and a sound joint was formed without any crack or void, as shown in Figure 2a. After the eutectic reaction between the Cu layer and the Al alloy, the resulting eutectic liquid phase penetrated the Al7075 substrate, and many intermetallic compounds (IMCs) were formed in the brazing seam. Spots A, B, C, D, E, and F represent the different phases of the brazed joint in Figure 2, and Table 1 shows the phase compositions of different spots determined by EDS. The atomic ratio of Al and Cu was 2:1 in spots A and E, which may be the Al2Cu phase. The atomic ratio of Al and Ti was 3:1 in spot B, revealing the possible formation of the Al3Ti phase based on the Al-Ti phase diagram (Figure S2) [33]. The atomic percent proportion of Al and Ti was approximately 5: 3 in spot C, which was confirmed as the Al5Ti3 phase [34]. Spot D with atomic percent proportion of Al, Cu, and Mg was approximately 2:1:1, which was speculated as the Al2CuMg phase according to the Al-Cu-Mg ternary phase diagram (Figure S3) [35]. Spot F was analyzed as the Al-based solid solution (Al(s, s)) according to the EDS result.
The elemental distribution of the TC4/Al7075 joint is shown in Figure 3b–e. It can be seen that the substrate gradually dissolved into the eutectic liquid phase as the Al-Cu eutectic phase reacted and spread on the surface of Al alloy substrate during the brazing process. In addition, Figure 3b,e shows the concentrated distribution of Cu and Mg elements in the brazing seam. Okamoto et al. [36] demonstrated that Cu diffused into the Al substrate and formed Al2Cu, which was also demonstrated from the Al-Cu binary phase diagram (Figure S4). Meanwhile, Figure 3e shows that the distribution of the Mg element primarily concentrated in the brazing seam and then formed the Al2CuMg phase [15,32]. Liu et al. [37] confirmed the interface energy of Al3Ti was the lowest, and preferentially formed on the Al substrate. In addition, the metastable intermediate phase of Al5Ti3 was formed during the reaction [38]. Therefore, the typical interfacial microstructure of the TC4/Al7075 joint brazed at 600 °C for 30 min was TC4 substrate/Al3Ti + Al5Ti3/Al2Cu + Al2CuMg/Al7075 substrate.
3.2. Effect of Brazing Parameters on the Microstructure of TC4/Cu Layer/Al7075 Brazed Joints
Figure 4 and Figure 5 show the interfacial microstructures of the TC4/Cu layer/Al7075 brazed joints at various brazing parameters. All brazing temperatures were higher than the Al-Cu eutectic temperature (548 °C). When the brazing temperature was 560 °C (Figure 4a), large amounts of the Al2Cu and Al2CuMg phases formed in the brazing seam. With an increasing brazing temperature, the formed Al2Cu and Al2CuMg IMCs gradually decreased and disappeared due to the rapid diffusion of Cu atoms into Al7075 substrate. However, the grain coarsening of the Al7075 substrate appeared when the brazing temperature was 620 °C. When the temperature range was 560–620 °C, it is worth noting that the eutectic liquid phase mainly infiltrated along the Al grain boundaries, and the Al2Cu phase formed at the grain boundaries of Al7075.
Figure 5 illustrates the microstructural evolution of the brazed joints with prolonging the holding time. Insufficient diffusion of Cu led to the formation of large and continuous Al2Cu and Al2CuMg IMCs in the brazing seam at the short holding time (15 min). With the extension of the holding time (30 min), Cu atoms diffused fully into the Al substrates, which caused the decrease of IMCs. With the holding time further raised to 45 min or 60 min, the IMCs substantially reduced in the brazing seam, followed by the grain coarsening of Al7075, which worsened the properties of Al alloy.
In addition, as shown in Figure 4 and Figure 5, a discontinuous reaction layer of thickness of less than 1 μm was formed on the TC4 side when the brazing parameters were insufficient. As the brazing parameters were raised, the intermetallic compounds’ layer became thicker and more continuous. However, the microcracks appeared in the reaction layer when the brazing parameters were too high (brazing temperature ~ 620 °C and holding time 45–60 min), and it was presumed that it was caused by the difference in thermal expansion coefficient between the reaction layer and the base material. The corresponding EDS line scan results (Figure 6) indicated that the Al and Ti atoms diffused each other to form the diffusion layer.
Based on the above analyses on the interfacial microstructure of the joints with different brazing parameters, the evolution of the TC4/Al7075 brazed joints can be proposed as follows. The Al-Cu eutectic liquid phase was formed when the brazing temperature exceeded the Al-Cu eutectic temperature of 548 °C. As the brazing parameters increased, the Cu atoms fully diffused into the substrate and reacted with Al to produce more eutectic liquid phase. Meanwhile, the Mg atoms from the substrate entered the liquid and reacted with Al and Cu atoms to form Al2CuMg. The residual liquid solidified and formed the eutectic structure (α-Al + Al2Cu) in the brazing seam during the cooling stage [32]. On the other hand, the formation of the Al-Cu eutectic liquid phase could promote the diffusion of Ti atoms into the liquid phase and produce the diffusion gradient on the TC4 side. The Al and Ti elements reacted and formed Al3Ti according to the Al-Ti binary phase diagram [15]. Moreover, the metastable intermediate phase of Al5Ti3 was formed in the interface during the reaction, owing to insufficient atomic diffusion [38].
3.3. Effect of Brazing Parameters on the Mechanical Properties of Brazed Joints
Figure 7 shows the shear strength of the TC4/Cu layer/Al7075 brazed joints at various brazing parameters. The shear strength improved first and then decreased evidently, and the maximum shear strength of ~201.45 ± 4.4 MPa was obtained at 600 °C for 30 min. Combined with the analysis of the interfacial microstructures, large amounts of brittle intermetallic compounds of the Al2Cu and Al2CuMg phase distributed continuously in the brazing seam when the brazing temperature was low (560 °C), which deteriorated the joining properties. The enhanced diffusion ability of the Cu layer led to the reduction of Al-Cu IMCs, and the composition of the brazing seam tended to be uniform at a brazing temperature of 600 °C and a holding time of 30 min, which enhanced the joint strength effectively. However, with a further increase of the brazing temperature (620 °C) and holding time (45 min and 60 min), the sufficient diffusion of Cu atoms resulted in the decrease of the Al-Cu intermetallic compound, and the grain growth of the Al substrate and the formed microcracks at grain boundaries had a detrimental effect on the shear strength.
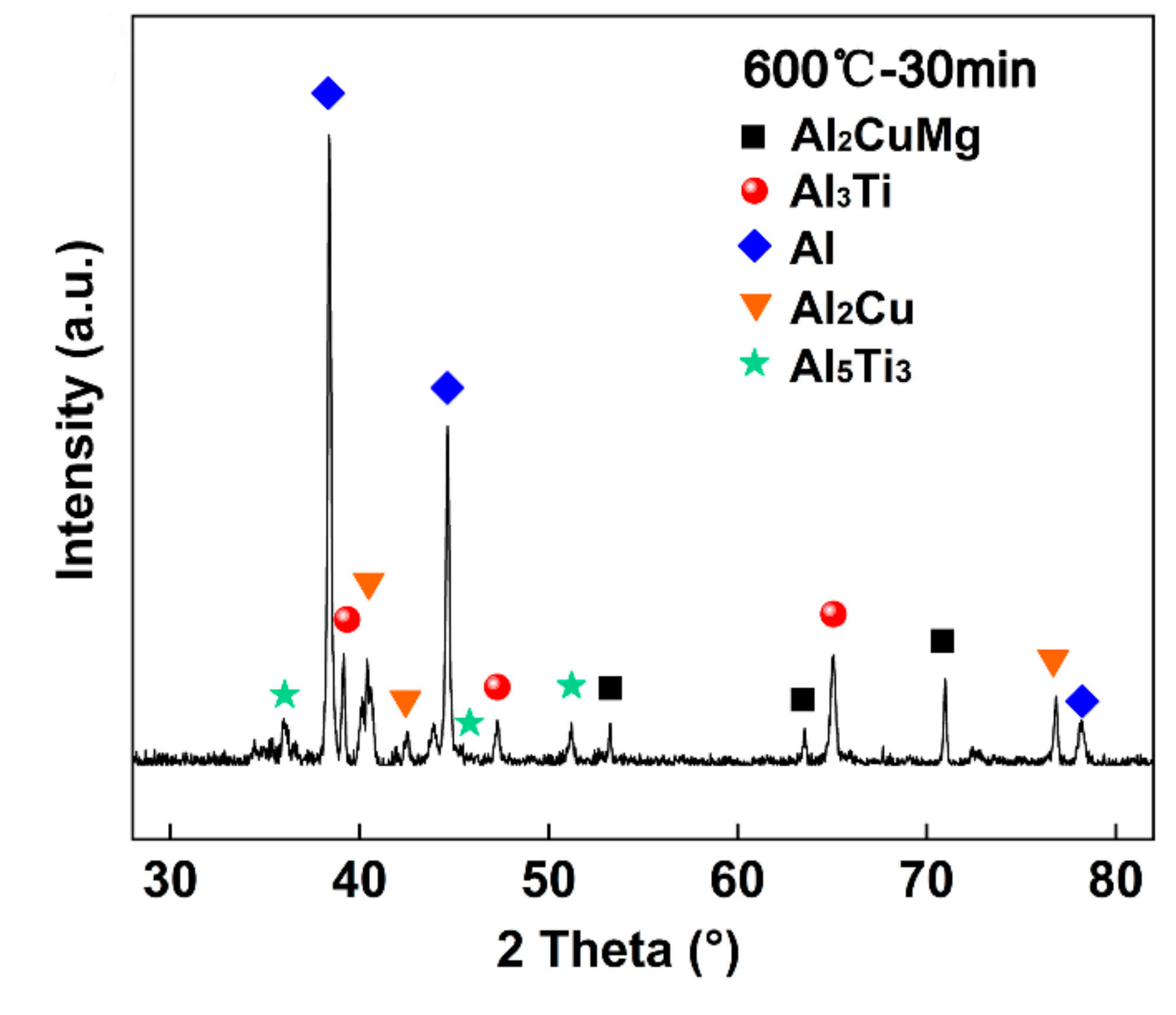
To further analyze the effect of the brazing parameters on the fracture path and fracture mode of the joints, the fracture analysis of the joints was performed after the properties’ test, as shown in Figure 8 and Figure 9. As the brazing parameters increased, the cracks extended mainly along the intermetallic compounds. The XRD pattern of the fracture surface (Figure 10) showed the presence of Al2Cu, Al2CuMg, Al5Ti3, and Al3Ti phases, which was consistent with the above results. With a further increase of the brazing parameters, the Al-Cu intermetallic compounds decreased gradually, and the fracture path mainly propagated along the intermetallic compounds in the brazing seam. Except for that, part of the cracks propagated inside the Al grains and a transgranular fracture formed. With the continuous elevation of the brazing parameters, the contents of Al2Cu and Al2CuMg intermetallic compounds decreased gradually. Meanwhile, the cracks propagated inside the Al substrates and IMCs. When the brazing parameters were too high (above 600 °C), the fracture extended along the Al grain and intergranular fracture happened.
4. Conclusions
- The contact reactive brazing of the TC4 alloy to the Al7075 alloy was achieved using deposited Cu as an interlayer. The typical interfacial microstructure of the TC4/Al7075 brazed joint was the TC4 substrate/Al3Ti + Al5Ti3/Al2Cu + Al2CuMg/Al7075 substrate at 600 °C for 30 min.
- With increasing the brazing temperature and holding time, the amount of Al2Cu and Al2CuMg IMCs in the brazed joints decreased and the homogenization of the joint composition improved, while the thickness of the reaction layer (Al3Ti + Al5Ti3) on the TC4 side increased gradually.
- The shear strength improved first and then decreased with increasing brazing parameters, and the maximum shear strength of ~201.45 ± 4.40 MPa was obtained at 600 °C for 30 min. The fracture mode of the joint changed from brittle fracture to transgranular fracture, and the intergranular fracture occurred when the brazing temperature was higher than 600 °C and the holding time exceeded 30 min.
Supplementary Materials
The following are available online at https://www.mdpi.com/article/10.3390/ma14216570/s1, Figure S1: the characterization microstructures of the TC4 and Al7075 substrate: (a) TC4; (b) Al7075, Figure S2: Al-Ti binary phase diagram, Figure S3: Al-Cu-Mg ternary phase diagram, Figure S4: Al-Cu binary phase diagram.
Author Contributions
Writing—original draft preparation, M.Y.; Conceptualization, M.Y. and C.N.; Methodology, S.H.; Validation, M.Y., C.N. and S.H.; Formal analysis, X.S.; Investigation, M.Y. and C.N.; Resources, Y.P. and W.L.; Writing—review and editing, S.H.; Supervision, S.H. and J.Z.; Funding acquisition, X.S. All authors have read and agreed to the published version of the manuscript.
Funding
This work was funded from the National Natural Science Foundation of China (Grant Nos. 51905125 and 51775138), the Taishan Scholars Foundation of Shandong Province (No. tsqn 201812128), and the Natural Science Foundation of Shandong Province (No. ZR2019BEE031).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw/processed data in the paper cannot be shared at present owing to part of an ongoing further study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Emadinia, O.; Guedes, A.; Tavares, C.; Simões, S. Joining Alumina to Titanium Alloys Using Ag-Cu Sputter-Coated Ti Brazing Filler. Materials 2020, 13, 4802. [Google Scholar] [CrossRef]
- Yang, X.; Wang, Y.; Dong, X.; Peng, C.; Ji, B.; Xu, Y.; Li, W. Hot deformation behavior and microstructure evolution of the laser solid formed TC4 titanium alloy. Chin. J. Aeronaut. 2020, 34, 163–182. [Google Scholar] [CrossRef]
- Dong, H.; Yang, Z.; Wang, Z.; Deng, D.; Dong, C. Vacuum Brazing TC4 Titanium Alloy to 304 Stainless Steel with Cu-Ti-Ni-Zr-V Amorphous Alloy Foil. J. Mater. Eng. Perform. 2014, 23, 3770–3777. [Google Scholar] [CrossRef]
- AlHazaa, A.; Alhoweml, I.; Shar, M.A.; Hezam, M.; Abdo, H.S.; AlBrithen, H. Transient Liquid Phase Bonding of Ti-6Al-4V and Mg-AZ31 Alloys Using Zn Coatings. Materials 2019, 12, 769. [Google Scholar] [CrossRef] [Green Version]
- Lan, J.; Chen, Z.; Liu, L.; Zhang, Q.; He, M.; Li, J.; Peng, X.; Fan, T. The Thermal Properties of L12 Phases in Aluminum Enhanced by Alloying Elements. Metals 2021, 11, 1420. [Google Scholar] [CrossRef]
- Alhazaa, A.; Khan, T.; Haq, I. Transient liquid phase (TLP) bonding of Al7075 to Ti–6Al–4V alloy. Mater. Charact. 2010, 61, 312–317. [Google Scholar] [CrossRef]
- Dong, Y.; Zhang, C.; Luo, W.; Yang, S.; Zhao, G. Material flow analysis and extrusion die modifications for an irregular and multitooth aluminum alloy radiator. Int. J. Adv. Manuf. Technol. 2016, 85, 1927–1935. [Google Scholar] [CrossRef]
- Chang, S.; Tsao, L.; Lei, Y.; Mao, S.; Huang, C. Brazing of 6061 aluminum alloy/Ti–6Al–4V using Al–Si–Cu–Ge filler metals. J. Mater. Process. Technol. 2012, 212, 8–14. [Google Scholar] [CrossRef]
- Wang, Z.; Shen, J.; Hu, S.; Wang, T.; Bu, X. Investigation of welding crack in laser welding-brazing welded TC4/6061 and TC4/2024 dissimilar butt joints. J. Manuf. Process. 2020, 60, 54–60. [Google Scholar] [CrossRef]
- Gao, M.; Chen, C.; Gu, Y.; Zeng, X. Microstructure and Tensile Behavior of Laser Arc Hybrid Welded Dissimilar Al and Ti Alloys. Materials 2014, 7, 1590–1602. [Google Scholar] [CrossRef]
- Baqer, Y.M.; Ramesh, S.; Yusof, F.; Manladan, S.M. Challenges and advances in laser welding of dissimilar light alloys: Al/Mg, Al/Ti, and Mg/Ti alloys. Int. J. Adv. Manuf. Technol. 2018, 95, 4353–4369. [Google Scholar] [CrossRef]
- Schubert, E.; Klassen, M.; Zerner, I.; Walz, C.; Sepold, G. Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry. J. Mater. Process. Technol. 2001, 115, 2–8. [Google Scholar] [CrossRef]
- Casalino, G.; D’Ostuni, S.; Guglielmi, P.; Leo, P.; Mortello, M.; Palumbo, G.; Piccininni, A. Mechanical and microstructure analysis of AA6061 and Ti6Al4V fiber laser butt weld. Optik 2017, 148, 151–156. [Google Scholar] [CrossRef]
- Song, Z.; Nakata, K.; Wu, A.; Liao, J. Interfacial microstructure and mechanical property of Ti6Al4V/A6061 dissimilar joint by direct laser brazing without filler metal and groove. Mater. Sci. Eng. A 2012, 560, 111–120. [Google Scholar] [CrossRef]
- Naeimian, H.; Mofid, M.A. TLP bonding of Ti−6Al−4V to Al 2024 using thermal spray Babbitt alloy interlayer. Trans. Nonferrous Met. Soc. China 2020, 30, 1267–1276. [Google Scholar] [CrossRef]
- Takemoto, T.; Okamoto, I. Intermetallic compounds formed during brazing of titanium with aluminium filler metals. J. Mater. Sci. 1988, 23, 1301–1308. [Google Scholar] [CrossRef]
- Assari, A.H.; Eghbali, B. Solid state diffusion bonding characteristics at the interfaces of Ti and Al layers. J. Alloys Compd. 2018, 773, 50–58. [Google Scholar] [CrossRef]
- Chandrappa, K.; Kant, R.; Ali, R.; Vineth, K. Optimization of process parameter of diffusion bonding of Ti-Al and Ti-Cu. Mater. Today Proc. 2020, 27, 1689–1695. [Google Scholar] [CrossRef]
- Lee, T.W.; Kim, I.K.; Lee, C.H.; Kim, J.H. Growth behavior of intermetallic compound layer in sandwich-type Ti/Al diffusion couples inserted with Al-Si-Mg alloy foil. J. Mater. Sci. Lett. 1999, 18, 1599–1602. [Google Scholar] [CrossRef]
- Chang, S.; Tsao, L.; Li, T.; Chuang, T. Joining 6061 aluminum alloy with Al–Si–Cu filler metals. J. Alloys Compd. 2009, 488, 174–180. [Google Scholar] [CrossRef]
- Tan, F.F.; Du, K. Analysis of Organizations of Brazed Seam 5052 Al Alloy Contact Reactive Brazing. Adv. Mater. Res. 2013, 690-693, 2598–2600. [Google Scholar] [CrossRef]
- Wu, M.F.; Yu, C.; Pu, J. Study on microstructures and grain boundary penetration behaviours in contact reactive brazing joints of 6063 Al alloy. Mater. Sci. Technol. 2008, 24, 1422–1426. [Google Scholar] [CrossRef]
- Liu, L.; Tan, J.; Liu, X. Reactive brazing of Al alloy to Mg alloy using zinc-based brazing alloy. Mater. Lett. 2007, 61, 2373–2377. [Google Scholar] [CrossRef]
- Wu, M.-F.; Si, N.-C.; Chen, J. Contact reactive brazing of Al alloy/Cu/stainless steel joints and dissolution behaviors of interlayer. Trans. Nonferrous Met. Soc. China 2011, 21, 1035–1039. [Google Scholar] [CrossRef]
- Schällibaum, J.; Burbach, T.; Münch, C.; Weiler, W.; Wahlen, A. Transient liquid phase bonding of AA 6082 aluminium alloy. Mater. Werkst. 2015, 46, 704–712. [Google Scholar] [CrossRef]
- Niu, C.; Han, J.; Hu, S.; Song, X.; Long, W.; Liu, D.; Wang, G. Surface modification and structure evolution of aluminum under argon ion bombardment. Appl. Surf. Sci. 2020, 536, 147819. [Google Scholar] [CrossRef]
- Park, M.; Baek, S.; Kim, S.; Kim, S.E. Argon plasma treatment on Cu surface for Cu bonding in 3D integration and their characteristics. Appl. Surf. Sci. 2015, 324, 168–173. [Google Scholar] [CrossRef]
- Kim, T.H.; Howlader, M.M.R.; Itoh, T.; Suga, T. Room temperature Cu–Cu direct bonding using surface activated bonding method. J. Vac. Sci. Technol. A 2003, 21, 449–453. [Google Scholar] [CrossRef] [Green Version]
- Niu, C.; Song, X.; Hu, S.; Lu, G.; Chen, Z.; Wang, G. Effects of brazing temperature and post weld heat treatment on 7075 alloy brazed joints. J. Mater. Process. Technol. 2018, 266, 363–372. [Google Scholar] [CrossRef]
- Song, X.; Niu, C.; Hu, S.; Liu, D.; Cao, J.; Feng, J. Contact reactive brazing of Al7075 alloy using Cu layer deposited by magnetron sputtering. J. Mater. Process. Technol. 2018, 252, 469–476. [Google Scholar] [CrossRef]
- Niu, C.; Han, J.; Hu, S.; Chao, D.; Song, X.; Howlader, M.; Cao, J. Fast and environmentally friendly fabrication of superhydrophilic-superhydrophobic patterned aluminum surfaces. Surfaces Interfaces 2020, 22, 100830. [Google Scholar] [CrossRef]
- Hu, S.; Niu, C.; Bian, H.; Song, X.; Cao, J.; Tang, D. Surface-activation assisted brazing of Al-Zn-Mg-Cu alloy: Improvement in microstructure and mechanical properties. Mater. Lett. 2018, 218, 86–89. [Google Scholar] [CrossRef]
- Pripanapong, P.; Kariya, S.; Luangvaranunt, T.; Umeda, J.; Tsutsumi, S.; Takahashi, M.; Kondoh, K. Corrosion Behavior and Strength of Dissimilar Bonding Material between Ti and Mg Alloys Fabricated by Spark Plasma Sintering. Materials 2016, 9, 665. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hayashi, K.; Nakano, T.; Umakoshi, Y. Meta-stable region of Al5Ti3 single-phase in time-temperature-transformation (TTT) diagram of Ti–62.5 at.% Al single crystal. Intermetallics 2002, 10, 771–781. [Google Scholar] [CrossRef]
- Chen, S.-L.; Zuo, Y.; Liang, H.; Chang, Y.A. A thermodynamic description for the ternary Al-Mg-Cu system. Met. Mater. Trans. A 1997, 28, 435–446. [Google Scholar] [CrossRef]
- Okamoto, H. Desk Handbook: Phase Diagrams for Binary Alloys; ASM International: Geauga, OH, USA, 2010; p. 315. [Google Scholar]
- Liu, J.; Su, Y.; Xu, Y.; Luo, L.; Guo, J.; Fu, H. First Phase Selection in Solid Ti/Al Diffusion Couple. Rare Met. Mater. Eng. 2011, 40, 753–756. [Google Scholar] [CrossRef]
- Huang, J.; Liu, Y.; Liu, S.; Guan, Z.; Yu, X.; Wu, H.; Yu, S.; Fan, D. Process of welding-brazing and interface analysis of lap joint Ti-6Al-4V and aluminum by plasma arc welding. J. Manuf. Process. 2020, 61, 396–407. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of the TC4/Al7075 contact reactive brazing process (a) and shear test experiment (b).
Figure 1.
Schematic diagram of the TC4/Al7075 contact reactive brazing process (a) and shear test experiment (b).

Figure 2.
Interfacial microstructure of TC4/Cu layer/Al7075 alloy brazed joint at 600 °C for 30 min. (a) Low magnification; (b) High magnification
Figure 2.
Interfacial microstructure of TC4/Cu layer/Al7075 alloy brazed joint at 600 °C for 30 min. (a) Low magnification; (b) High magnification

Figure 3.
Elemental distribution of TC4/Cu layer/Al7075 brazed joint brazed at 600 °C for 30 min. (a) BSE image of the typical brazed joint and the elemental distribution of (b) Ti; (c) Al; (d) Cu; (e) Mg.
Figure 3.
Elemental distribution of TC4/Cu layer/Al7075 brazed joint brazed at 600 °C for 30 min. (a) BSE image of the typical brazed joint and the elemental distribution of (b) Ti; (c) Al; (d) Cu; (e) Mg.
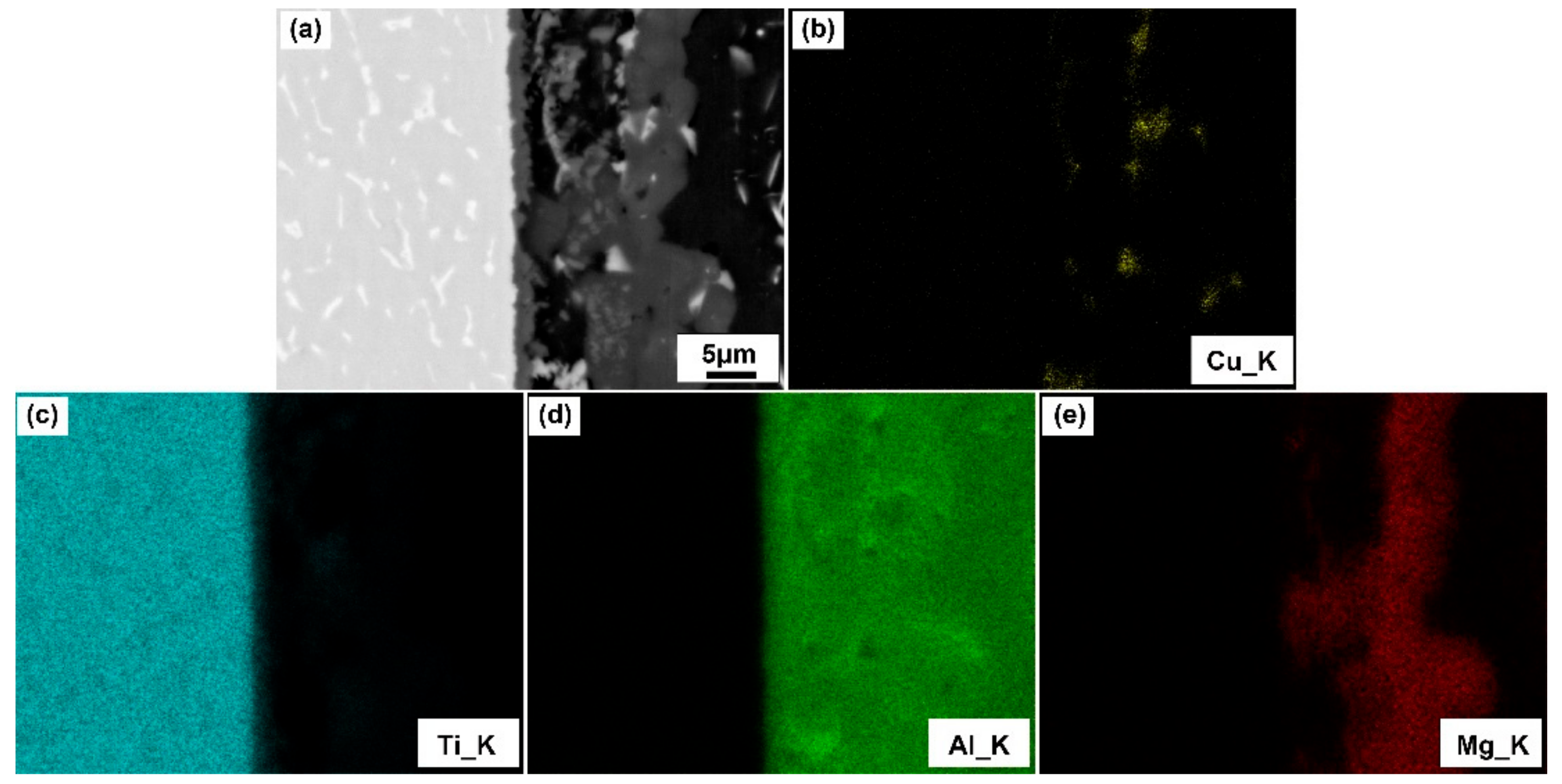
Figure 4.
Interfacial microstructures of brazed joints at different temperatures for 30 min. (a) 560 °C; (b) 580 °C; (c) 600 °C; (d) 620 °C
Figure 4.
Interfacial microstructures of brazed joints at different temperatures for 30 min. (a) 560 °C; (b) 580 °C; (c) 600 °C; (d) 620 °C
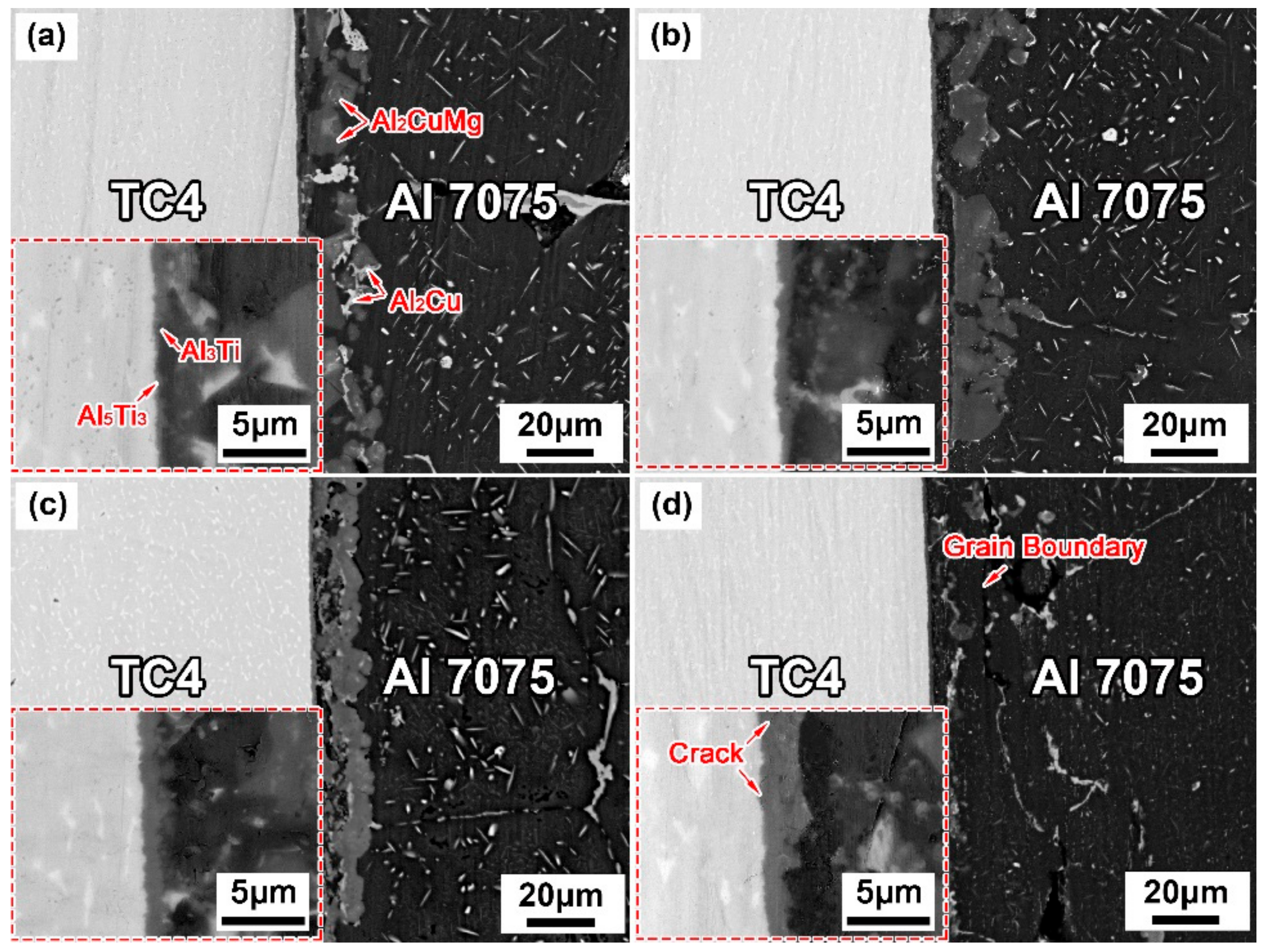
Figure 5.
Interfacial microstructures of brazed joints at 600 °C for different holding times. (a) 15 min; (b) 30 min; (c) 45 min; (d) 60 min
Figure 5.
Interfacial microstructures of brazed joints at 600 °C for different holding times. (a) 15 min; (b) 30 min; (c) 45 min; (d) 60 min
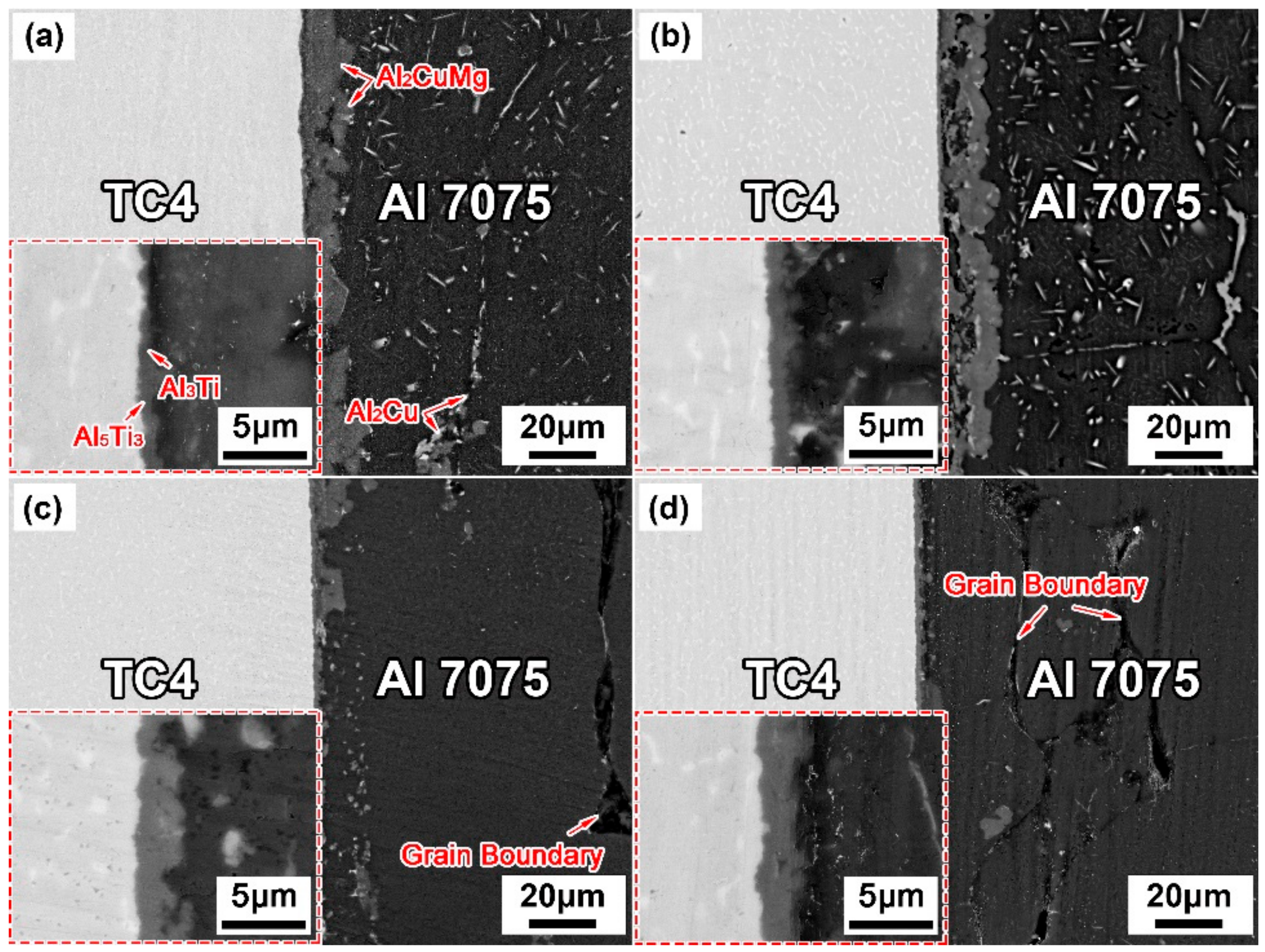
Figure 6.
(a) Interfacial microstructure of brazed joint, (b) the EDS line scanning distribution of Ti and Al elements.
Figure 6.
(a) Interfacial microstructure of brazed joint, (b) the EDS line scanning distribution of Ti and Al elements.

Figure 7.
Effect of the brazing parameters on mechanical properties of brazed joints. (a) Brazing temperature; (b) Holding time
Figure 7.
Effect of the brazing parameters on mechanical properties of brazed joints. (a) Brazing temperature; (b) Holding time

Figure 8.
Fracture morphologies of TC4/Cu layer/Al7075 joints brazed at different temperatures for 30 min. (a,e) 560 °C; (b,f) 580 °C; (c,g) 600 °C; (d,h) 620 °C.
Figure 8.
Fracture morphologies of TC4/Cu layer/Al7075 joints brazed at different temperatures for 30 min. (a,e) 560 °C; (b,f) 580 °C; (c,g) 600 °C; (d,h) 620 °C.
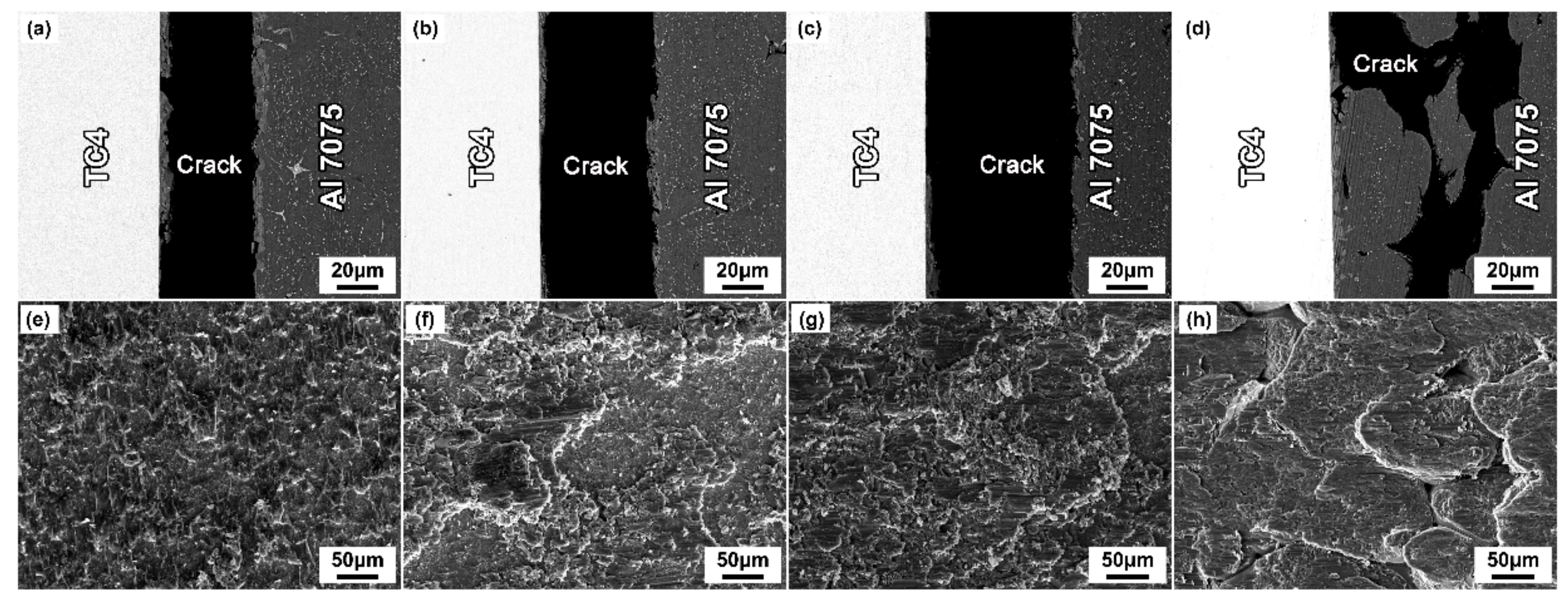
Figure 9.
Fracture morphologies of TC4/Cu layer/Al7075 joints brazed at 600 °C for different times. (a,e) 15 min; (b,f) 30 min; (c,g) 45 min; (d,h) 60 min.
Figure 9.
Fracture morphologies of TC4/Cu layer/Al7075 joints brazed at 600 °C for different times. (a,e) 15 min; (b,f) 30 min; (c,g) 45 min; (d,h) 60 min.

Figure 10.
XRD pattern of the fracture surface (Al7075 side).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
EDS analysis of the selected spots in Figure 2 (at. %).
Table 1.
EDS analysis of the selected spots in Figure 2 (at. %).
| Spot | Al | Ti | Cu | Mg | Possible Phase |
|---|---|---|---|---|---|
| A | 65.64 | 0.92 | 25.08 | 8.36 | Al2Cu |
| B | 71.95 | 26.45 | 0.54 | 1.06 | Al3Ti |
| C | 60.51 | 36.98 | 1.20 | 1.31 | Al5Ti3 |
| D | 61.84 | 3.80 | 16.24 | 18.12 | Al2CuMg |
| E | 63.60 | 2.30 | 28.57 | 5.53 | Al2Cu |
| F | 96.47 | 1.22 | 1.17 | 1.14 | Al(s, s) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yang, M.; Niu, C.; Hu, S.; Song, X.; Pei, Y.; Zhao, J.; Long, W. Contact Reactive Brazing of TC4 Alloy to Al7075 Alloy with Deposited Cu Interlayer. Materials 2021, 14, 6570. https://doi.org/10.3390/ma14216570
AMA Style
Yang M, Niu C, Hu S, Song X, Pei Y, Zhao J, Long W. Contact Reactive Brazing of TC4 Alloy to Al7075 Alloy with Deposited Cu Interlayer. Materials. 2021; 14(21):6570. https://doi.org/10.3390/ma14216570
Chicago/Turabian StyleYang, Mengjuan, Chaonan Niu, Shengpeng Hu, Xiaoguo Song, Yinyin Pei, Jian Zhao, and Weimin Long. 2021. "Contact Reactive Brazing of TC4 Alloy to Al7075 Alloy with Deposited Cu Interlayer" Materials 14, no. 21: 6570. https://doi.org/10.3390/ma14216570
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.