
Microstructure and Its Influence on the Welding Quality of 6063 Aluminum Alloy Porthole Die Extrusion


Abstract
:1. Introduction
2. Experimental Procedures
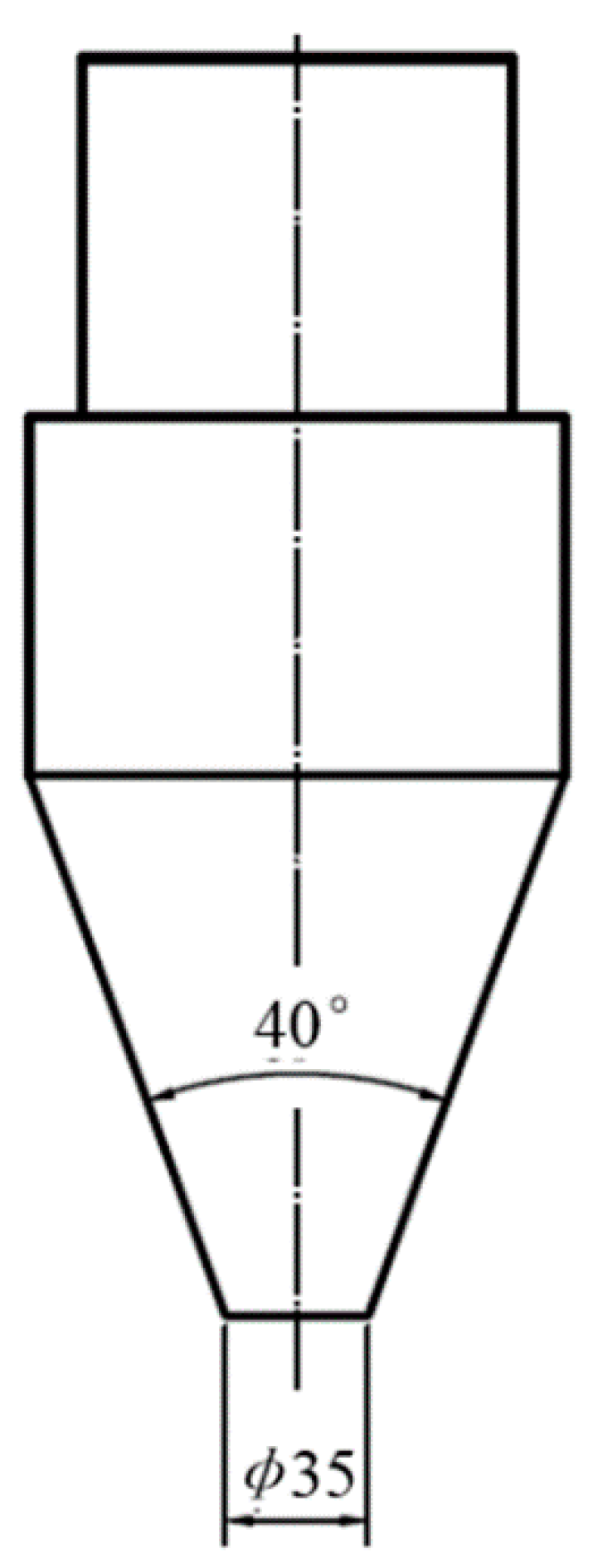
2.1. Materials and Extrusion
2.2. Mechanical FTests
2.3. Microstructural Characterization
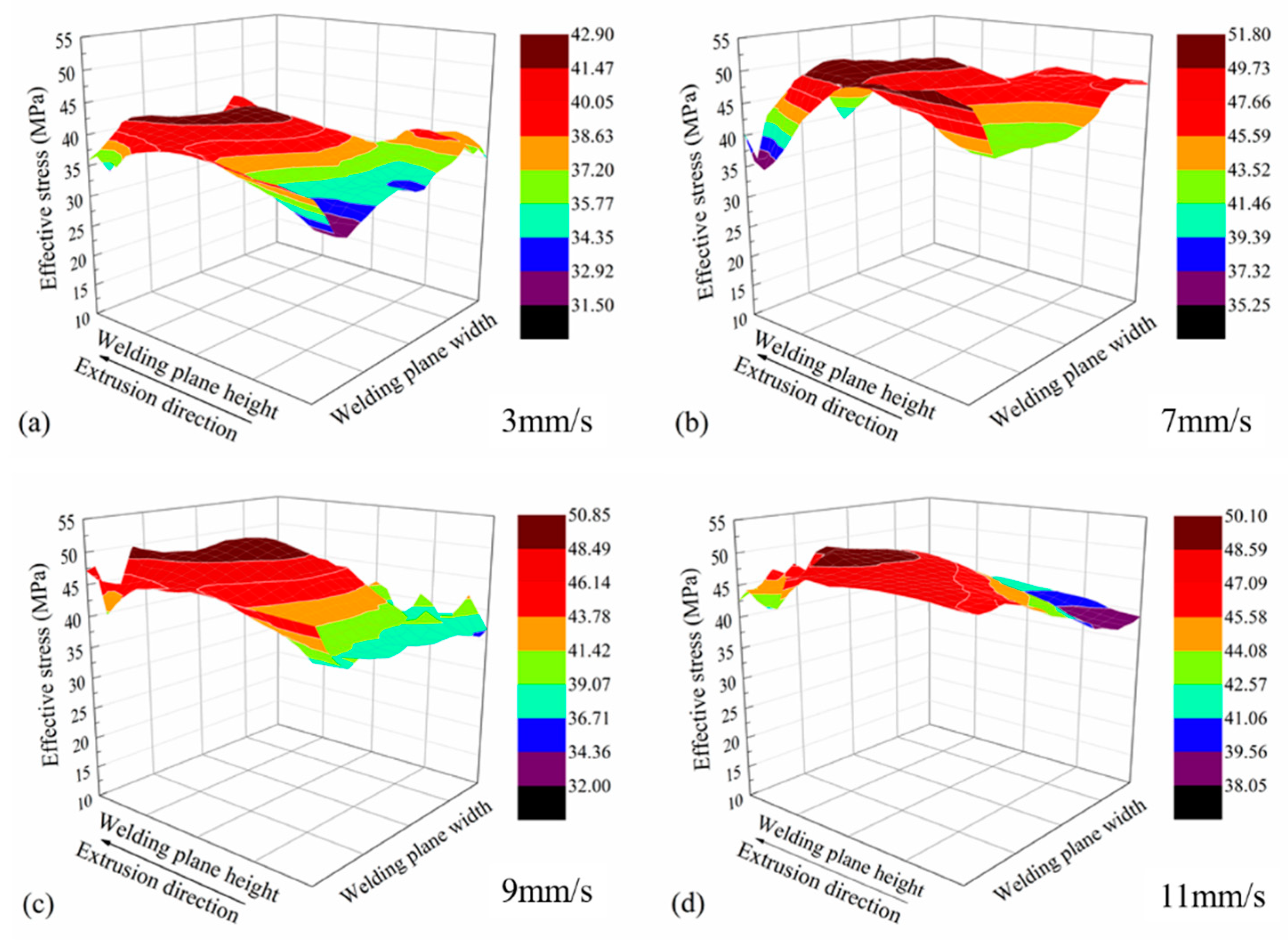
2.4. Finite Element Method
3. Results and Discussion
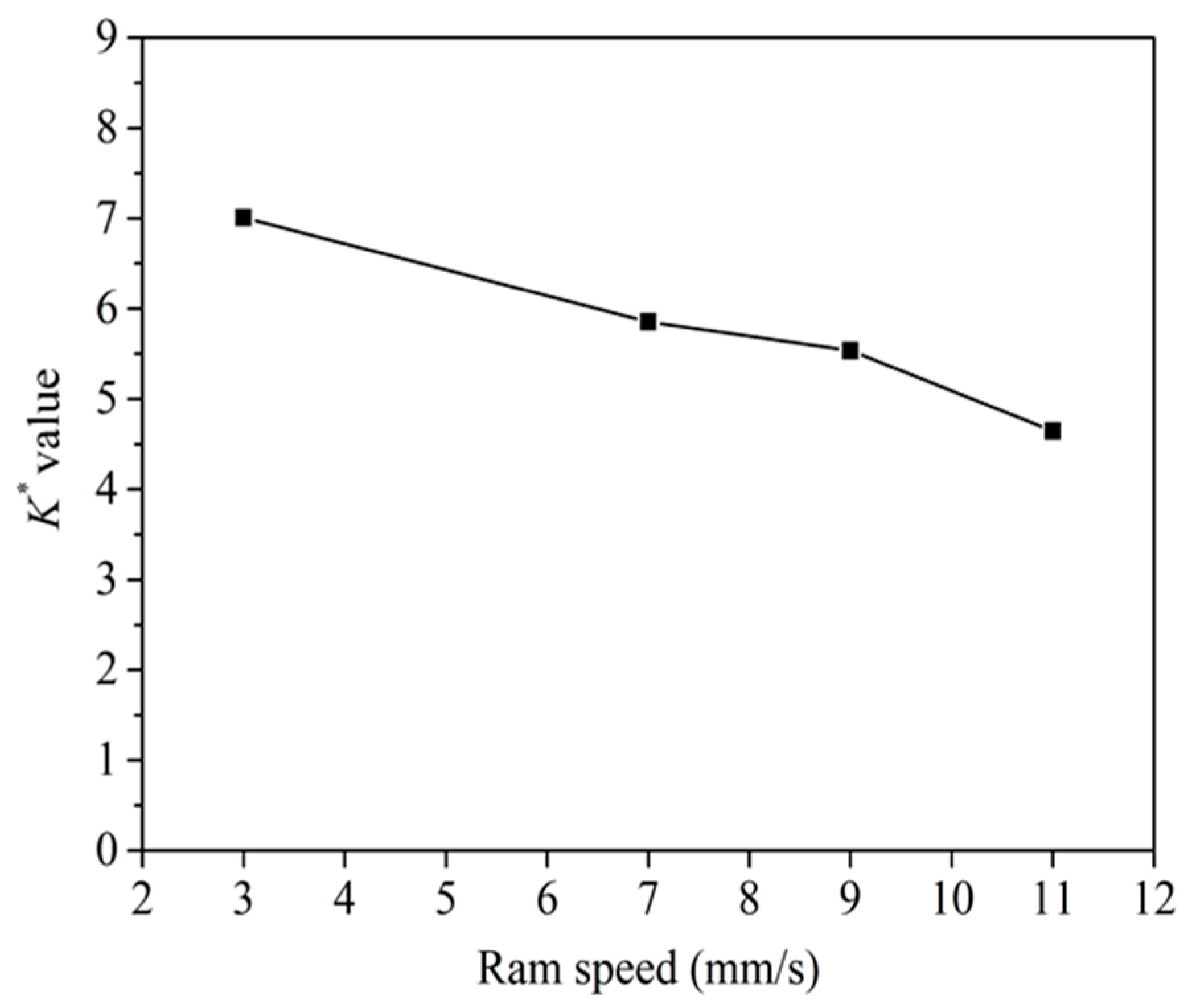
3.1. Theoretical Analysis of the Welding Quality
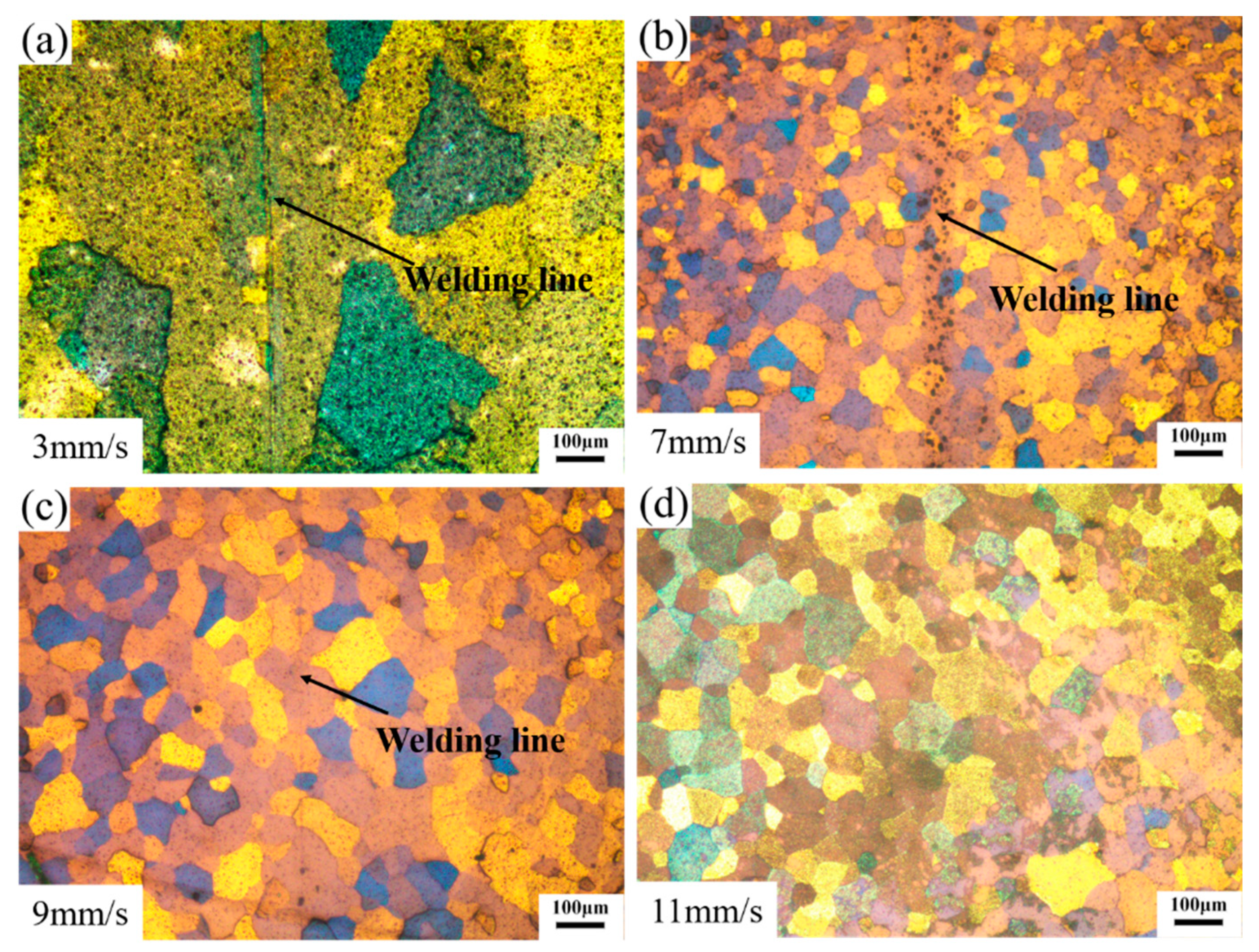
3.2. Microstructure of the Extrudate Profiles
3.3. Evolution of the Welding Quality
4. Conclusions
- According to the K criterion and microstructures in the welding zones, good solid-state welding was achieved in all conditions;
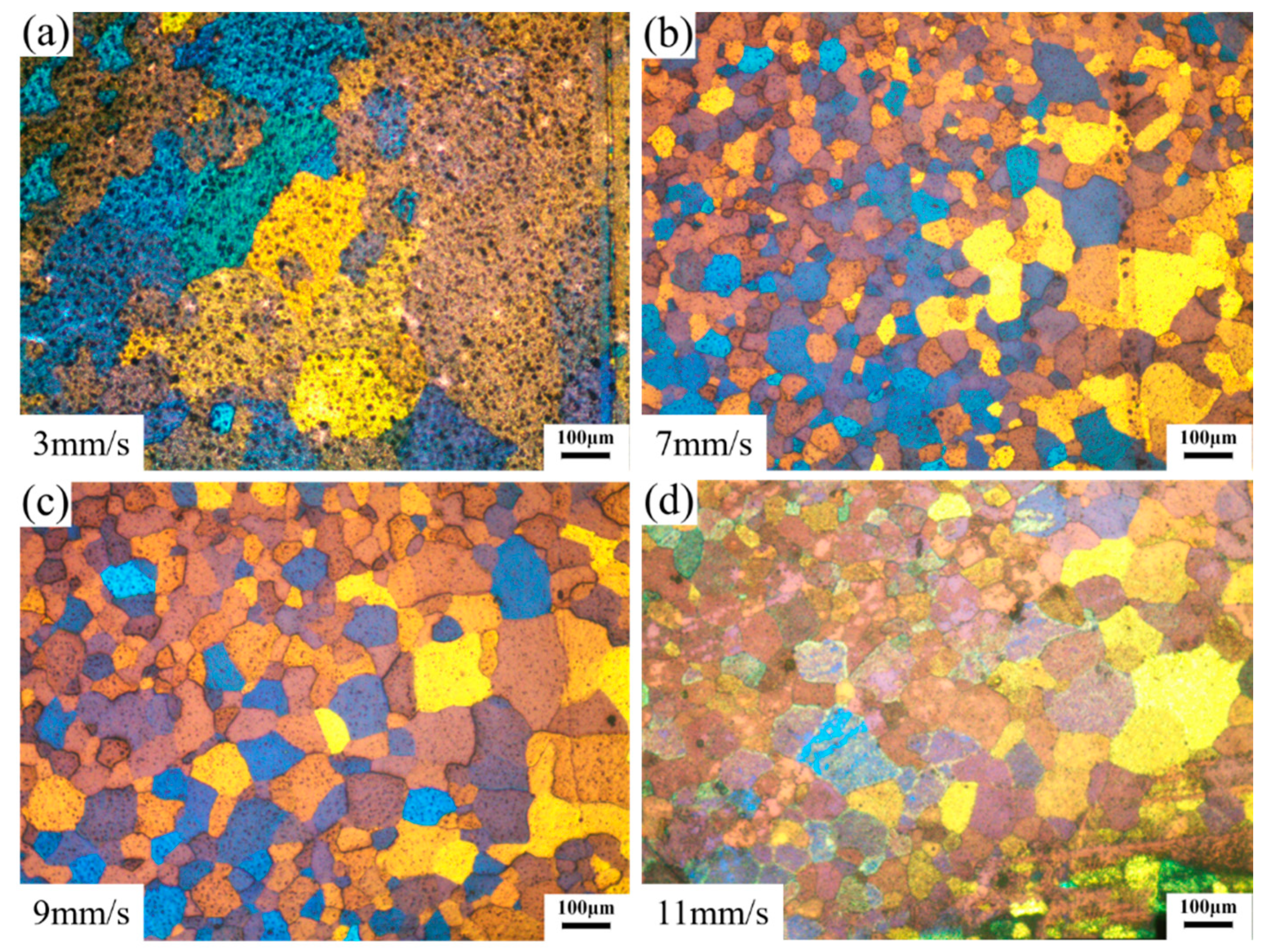
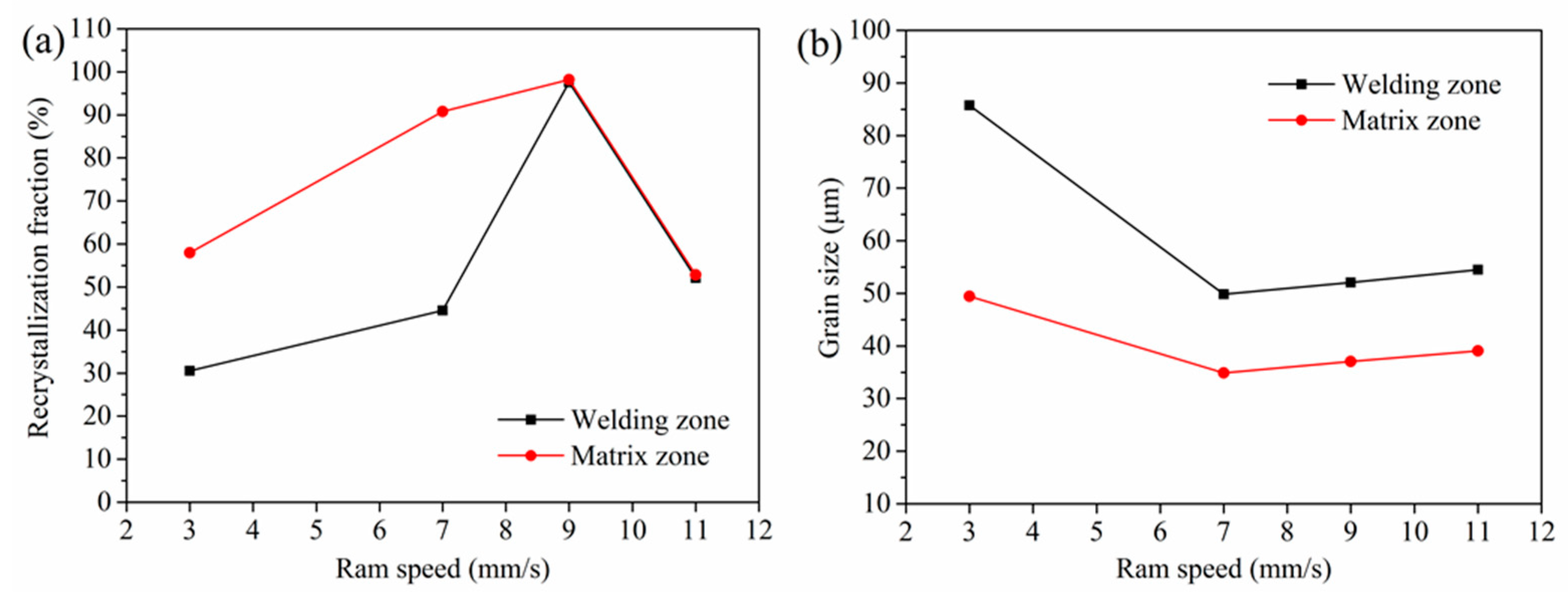
- The fraction of DRX first increased with the increase in ram speed from 3 mm/s to 9 mm/s and then decreased with further increasing ram speed to 11 mm/s. The fraction of DRX in the matrix zone was higher than that in the welding zone, resulting in a smaller grain size in the matrix zone;
- The expansion ratio first decreased from 1.25 at the ram speed of 3 mm/s to 1.15 at the ram speed of 7 mm/s due to the decrease in K* values, and then increased to 1.20 with the ram speed increasing to 11 mm/s, due to the uniform microstructure;
- The welding qualities were determined not only by the thermodynamic parameters on the welding surface but also by the uniformity of the microstructure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Q.; Shen, Y.; Jiang, B.; Tang, A.; Song, J.; Jiang, Z.; Yang, T.; Huang, G.; Pan, F. Enhanced stretch formability at room temperature for Mg-Al-Zn/Mg-Y laminated composite via porthole die extrusion. Mater. Sci. Eng. A 2018, 731, 184–194. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, J.; Zhao, G.; Wang, Z.; Zhang, C. Microstructure and mechanical properties of Mg-Al-Zn alloy extruded by porthole die with different initial billets. Mater. Sci. Eng. A 2018, 718, 390–397. [Google Scholar] [CrossRef]
- Akeret, R. Properties of pressure welds in extruded aluminium alloy sections. J. Inst. Met. 1972, 10, 202–210. [Google Scholar]
- Plata, M.; Piwnik, J. Theoretical and experimental analysis of seam weld formation in hot extrusion of aluminum alloys. Proc. Int. Alum. Extrus. Technol. Semin. 2000, 1, 205–211. [Google Scholar]
- Donati, L.; Tomesani, L. The effect of die design on the production and seam weld quality of extruded aluminum profiles. J. Mater. Process. Technol. 2005, 164–165, 1025–1031. [Google Scholar] [CrossRef]
- Chen, G.; Chen, L.; Zhao, G.; Zhang, C.; Cui, W. Microstructure analysis of an Al-Zn-Mg alloy during porthole die extrusion based on modeling of constitutive equation and dynamic recrystallization. J. Alloys Compd. 2017, 710, 80–91. [Google Scholar] [CrossRef]
- Chen, L.; Tang, J.; Zhao, G.; Zhang, C.; Chu, X. Fabrication of Al/Mg/Al laminate by a porthole die co-extrusion process. J. Mater. Process. Technol. 2018, 258, 165–173. [Google Scholar] [CrossRef]
- Fan, X.; Tang, D.; Fang, W.; Li, D.; Peng, Y. Microstructure development and texture evolution of aluminum multi-port extrusion tube during the porthole die extrusion. Mater. Charact. 2016, 118, 468–480. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, G. Interfacial structure and bonding mechanism of weld seams during porthole die extrusion of aluminum alloy profiles. Mater. Charact. 2018, 138, 56–66. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, G.; Zhang, C.; Chen, L. Dynamic evolution of grain structure and micro-texture along a welding path of aluminum alloy profiles extruded by porthole dies. Mater. Sci. Eng. A 2017, 682, 679–690. [Google Scholar] [CrossRef]
- Yuan, S.; Chen, L.; Tang, J.; Zhao, G.; Zhang, C.; Yu, J. Correlation between homogenization treatment and subsequent hot extrusion of Al-Mg-Si alloy. J. Mater. Sci. 2019, 54, 9843–9856. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, L.; Zhao, G.; Zhou, J. Study on solid bonding behavior of AZ31 Mg alloy during porthole die extrusion process. Int. J. Adv. Manuf. Technol. 2017, 93, 2791–2799. [Google Scholar] [CrossRef]
- Li, L.; Zhang, H.; Zhou, J.; Duszczyk, J.; Li, G.; Zhong, Z. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams. Mater. Des. 2008, 29, 1190–1198. [Google Scholar] [CrossRef]
- Güley, V.; Güzel, A.; Jäger, A.; Ben Khalifa, N.; Tekkaya, A.; Misiolek, W. Effect of die design on the welding quality during solid state recycling of AA6060 chips by hot extrusion. Mater. Sci. Eng. A 2013, 574, 163–175. [Google Scholar] [CrossRef]
- Lu, X.; Zhang, C.; Zhao, G.; Guan, Y.; Chen, L.; Gao, A. State-of-the-art of extrusion welding and proposal of a method to evaluate quantitatively welding quality during three-dimensional extrusion process. Mater. Des. 2016, 89, 737–748. [Google Scholar] [CrossRef]
- Valberg, H. Extrusion welding in aluminium extrusion. Int. J. Mater. Prod. Technol. 2002, 17, 497. [Google Scholar] [CrossRef]
- Donati, L.; Tomesani, L. The prediction of seam welds quality in aluminum extrusion. J. Mater. Process. Technol. 2004, 153–154, 366–373. [Google Scholar] [CrossRef]
- Zhong, L.; Gao, W.; Feng, Z.; Lu, Z.; Mao, G. Microstructure characteristics and constitutive modeling for elevated temperature flow behavior of Al–Cu–Li X2A66 alloy. J. Mater. Res. 2018, 33, 912–922. [Google Scholar] [CrossRef]
- Wu, H.-Y.; Lee, S.; Wang, J.-Y. Solid-state bonding of iron-based alloys, steel–brass, and aluminum alloys. J. Mater. Process. Technol. 1998, 75, 173–179. [Google Scholar] [CrossRef]
- He, J.; Jin, L.; Wang, F.H.; Dong, S.; Dong, J. Mechanical properties of Mg-8Gd-3Y-0.5Zr alloy with bimodal grain size distributions. J. Magnes. Alloys 2017, 5, 423–429. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Stathers, P.A.; Hellier, A.K.; Harrison, R.P.; Ripley, M.I.; Norrish, J. Hardness-Tensile Property Relationships for HAZ in 6061-T651 Aluminum. Weld. J. 2014, 93, 301–311. [Google Scholar]
- Zheng, R.; Hao, X.; Yuan, Y.; Wang, Z.; Ameyama, K.; Ma, C. Effect of high volume fraction of B4C particles on the microstructure and mechanical properties of aluminum alloy based composites. J. Alloys Compd. 2013, 576, 291–298. [Google Scholar] [CrossRef]
- Besel, M.; Besel, Y.; Mercado, U.A.; Kakiuchi, T.; Uematsu, Y. Fatigue behavior of friction stir welded Al–Mg–Sc alloy. Int. J. Fatigue 2015, 77, 1–11. [Google Scholar] [CrossRef]
- Xu, W.; Wang, H.; Luo, Y.; Li, W.; Fu, M. Mechanical behavior of 7085-T7452 aluminum alloy thick plate joint produced by double-sided friction stir welding: Effect of welding parameters and strain rates. J. Manuf. Process. 2018, 35, 261–270. [Google Scholar] [CrossRef]
- Flipon, B.; Keller, C.; de la Cruz, L.G.; Hug, E.; Barbe, F. Tensile properties of spark plasma sintered AISI 316L stainless steel with unimodal and bimodal grain size distributions. Mater. Sci. Eng. A 2018, 729, 249–256. [Google Scholar] [CrossRef]
- Lin, Y.; Pan, J.; Zhou, H.; Gao, H. Mechanical properties and optimal grain size distribution profile of gradient grained nickel. Acta Mater. 2018, 153, 279–289. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ram Speed (mm/s) | Distance (mm) | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | Average | |
| 7 | 0.75 | 0.93 | 0.68 | 0.87 | 0.81 |
| 9 | 0.73 | 0.79 | 0.67 | 0.63 | 0.71 |
| 11 | 0.65 | 0.60 | 0.70 | 0.68 | 0.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Li, L.; Liu, Z.; Wang, G. Microstructure and Its Influence on the Welding Quality of 6063 Aluminum Alloy Porthole Die Extrusion. Materials 2021, 14, 6584. https://doi.org/10.3390/ma14216584
Li S, Li L, Liu Z, Wang G. Microstructure and Its Influence on the Welding Quality of 6063 Aluminum Alloy Porthole Die Extrusion. Materials. 2021; 14(21):6584. https://doi.org/10.3390/ma14216584
Chicago/Turabian StyleLi, Shikang, Luoxing Li, Zhiwen Liu, and Guan Wang. 2021. "Microstructure and Its Influence on the Welding Quality of 6063 Aluminum Alloy Porthole Die Extrusion" Materials 14, no. 21: 6584. https://doi.org/10.3390/ma14216584
APA StyleLi, S., Li, L., Liu, Z., & Wang, G. (2021). Microstructure and Its Influence on the Welding Quality of 6063 Aluminum Alloy Porthole Die Extrusion. Materials, 14(21), 6584. https://doi.org/10.3390/ma14216584