
Rapid Calculation of Residual Stresses in Dissimilar S355–AA6082 Butt Welds




Abstract
:1. Introduction
2. Materials and Methods
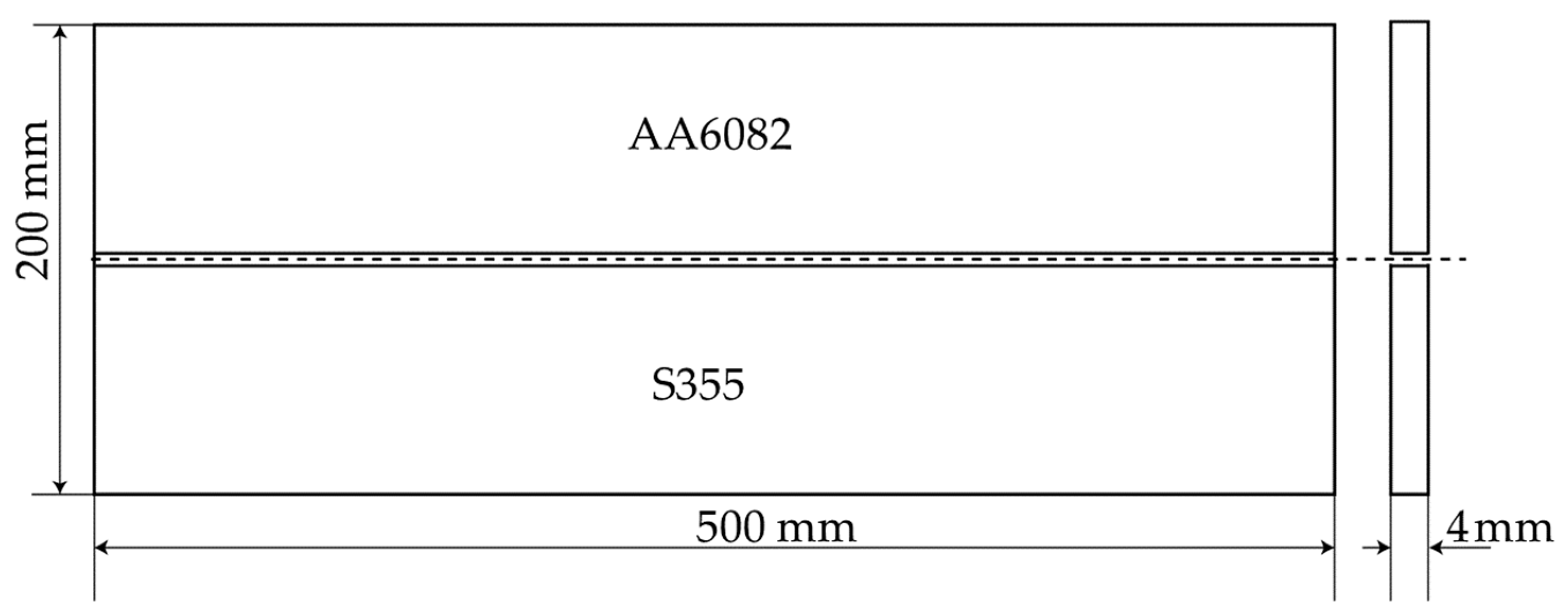
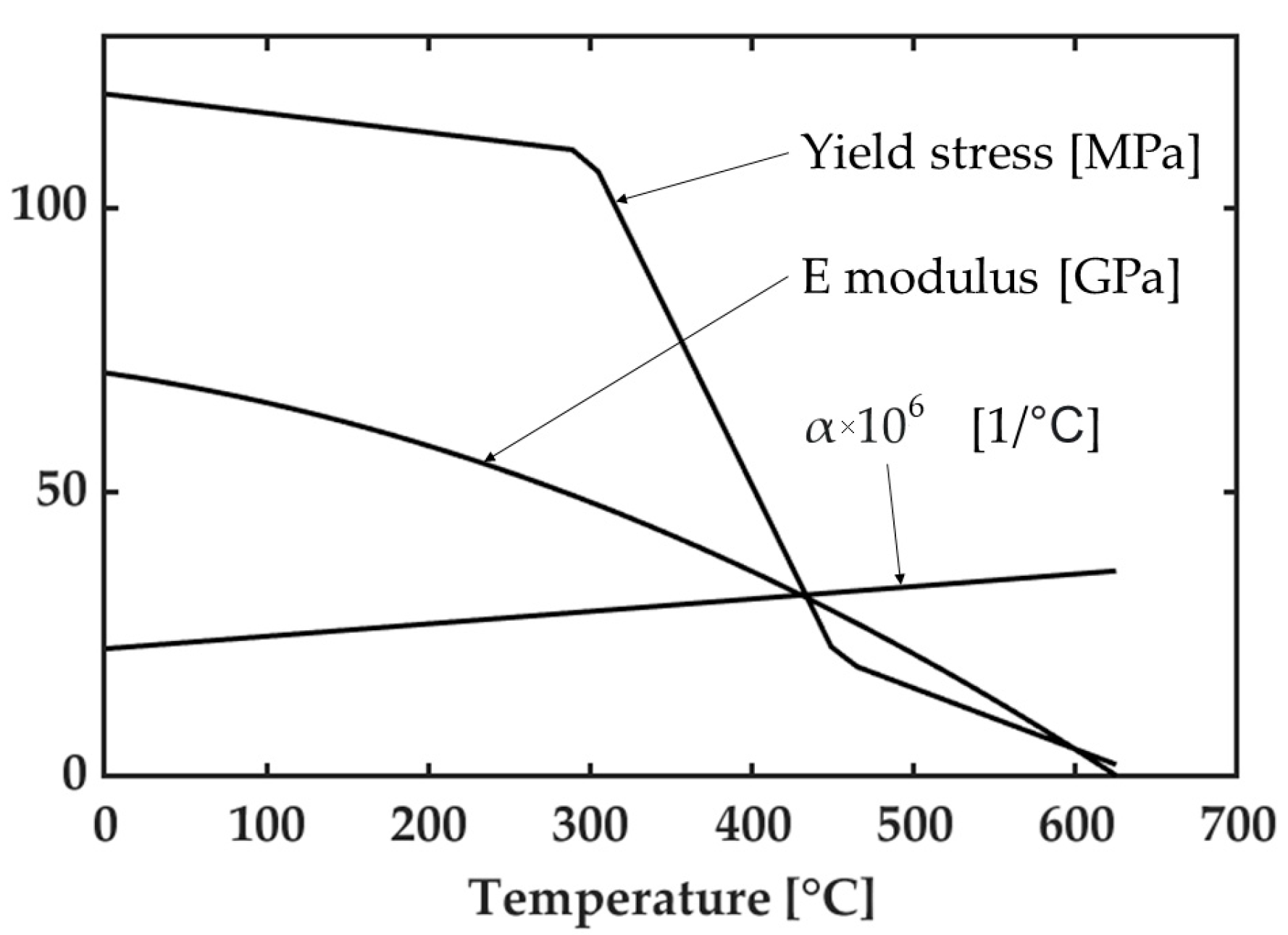
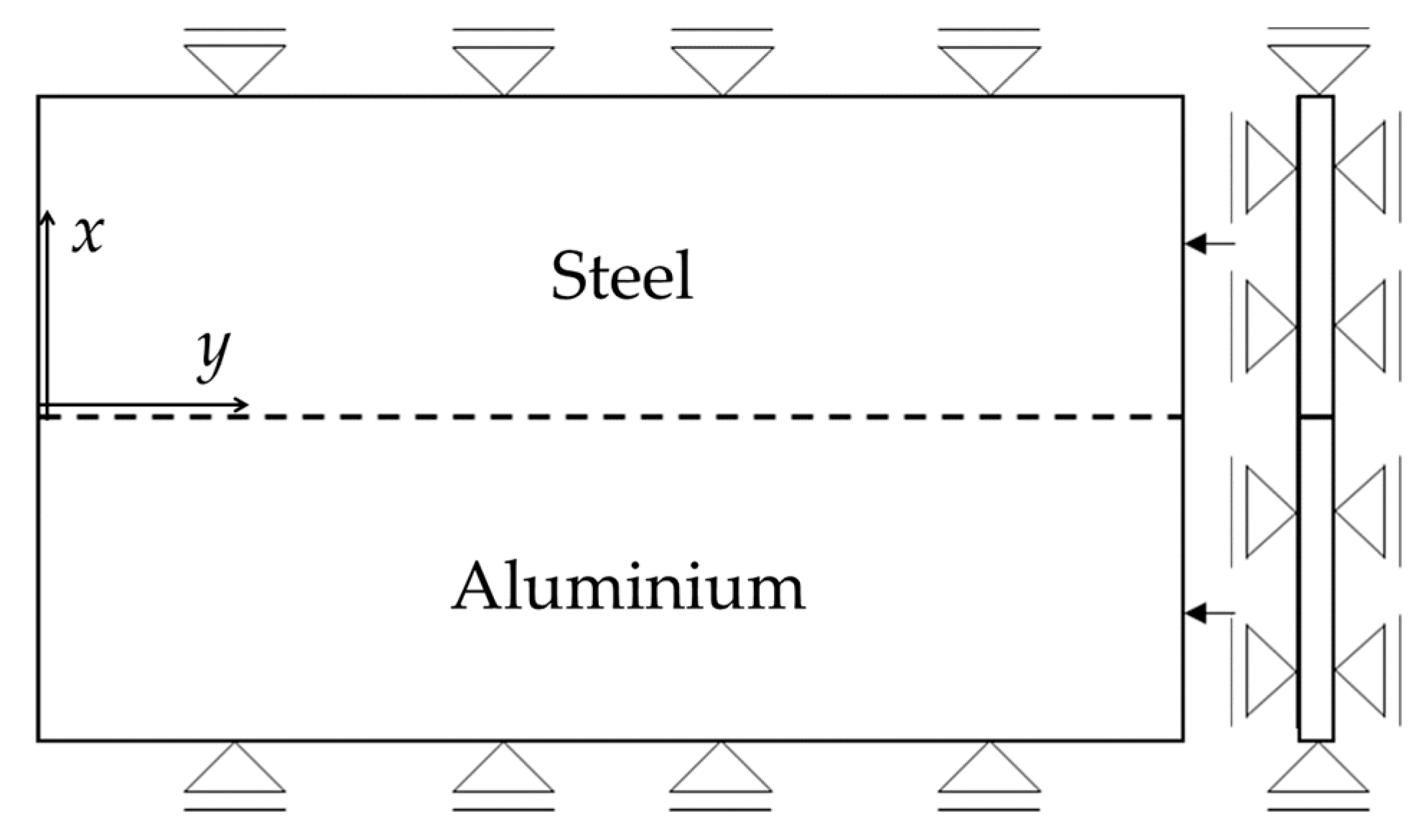
2.1. Geometry and Materials
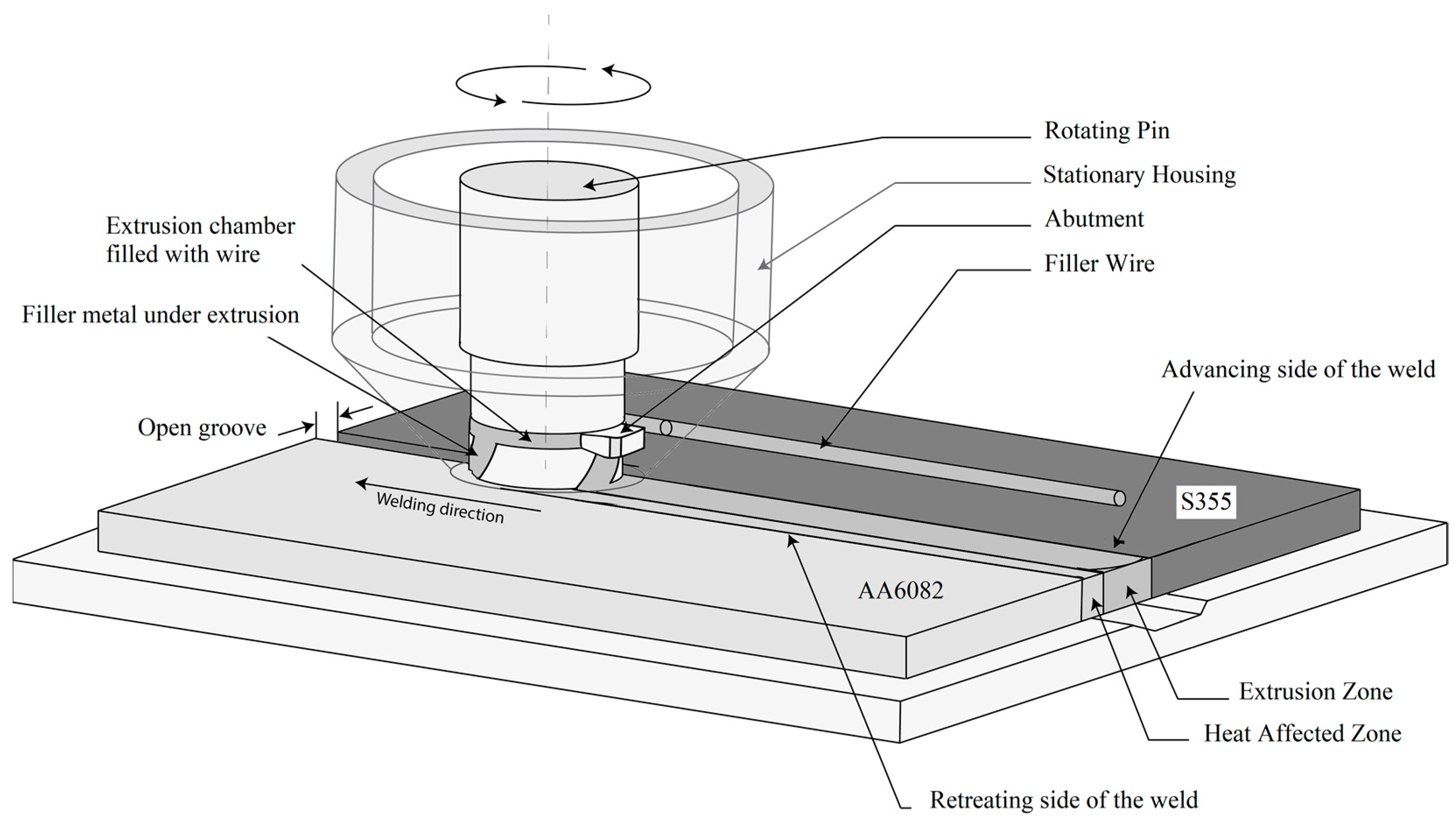
2.2. The HYB Process
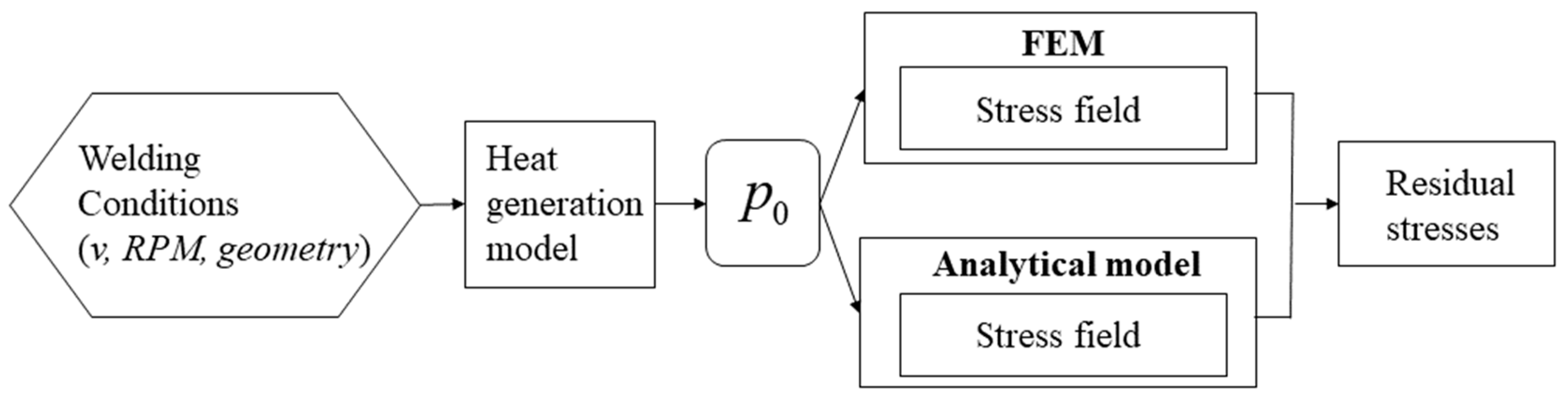
3. Modelling
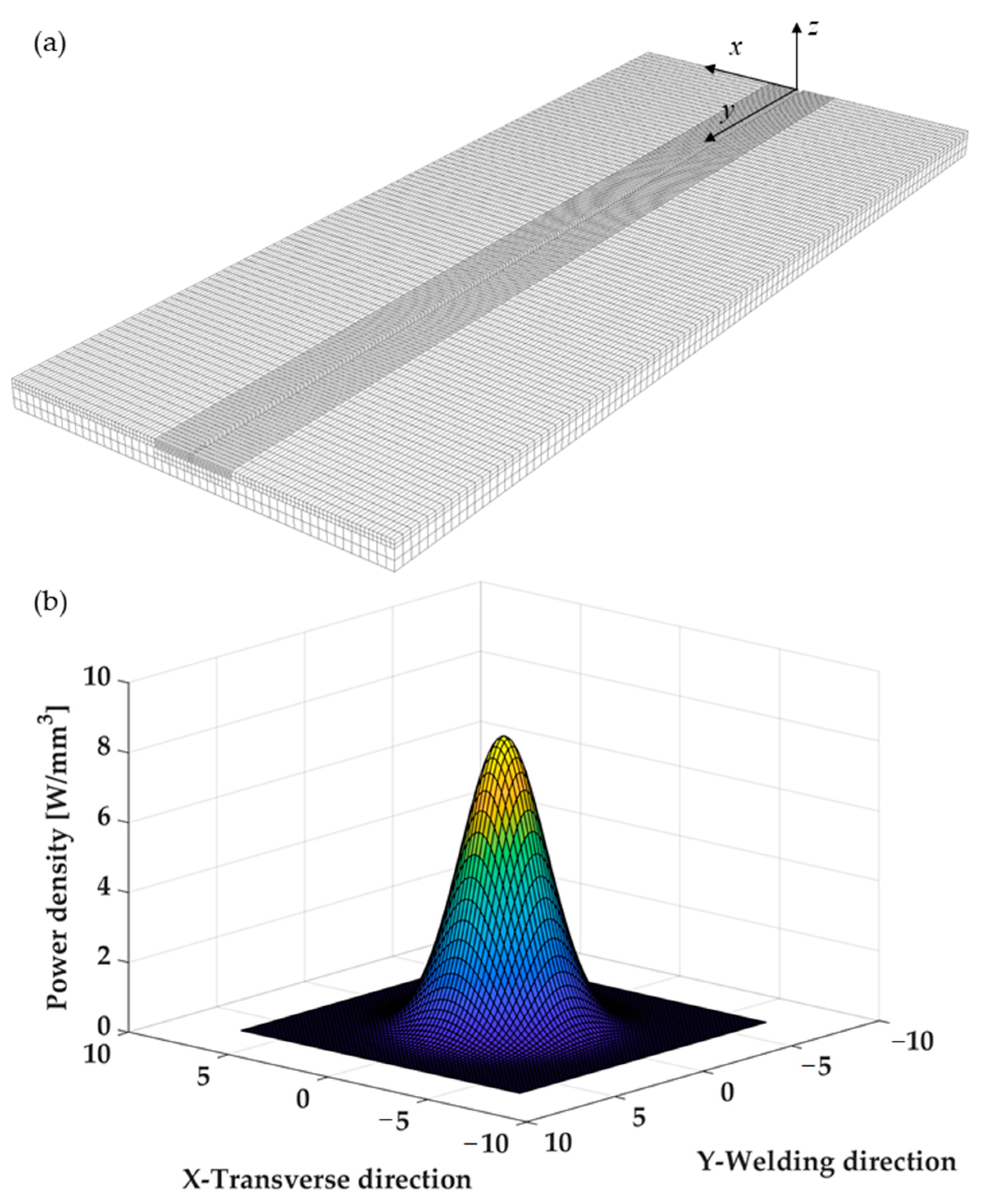
3.1. Thermal FE Model
3.2. Thermal Analytical Model
- the plates are considered semi-infinite and of thin thickness;
- the equation describes the temperature range induced by a linear source: temperature gradient along the thickness of the plates is neglected;
- the thermal field refers to a quasi-stationary condition of the welding process.
4. Residual Stress Assessment
4.1. Finite Element Analysis
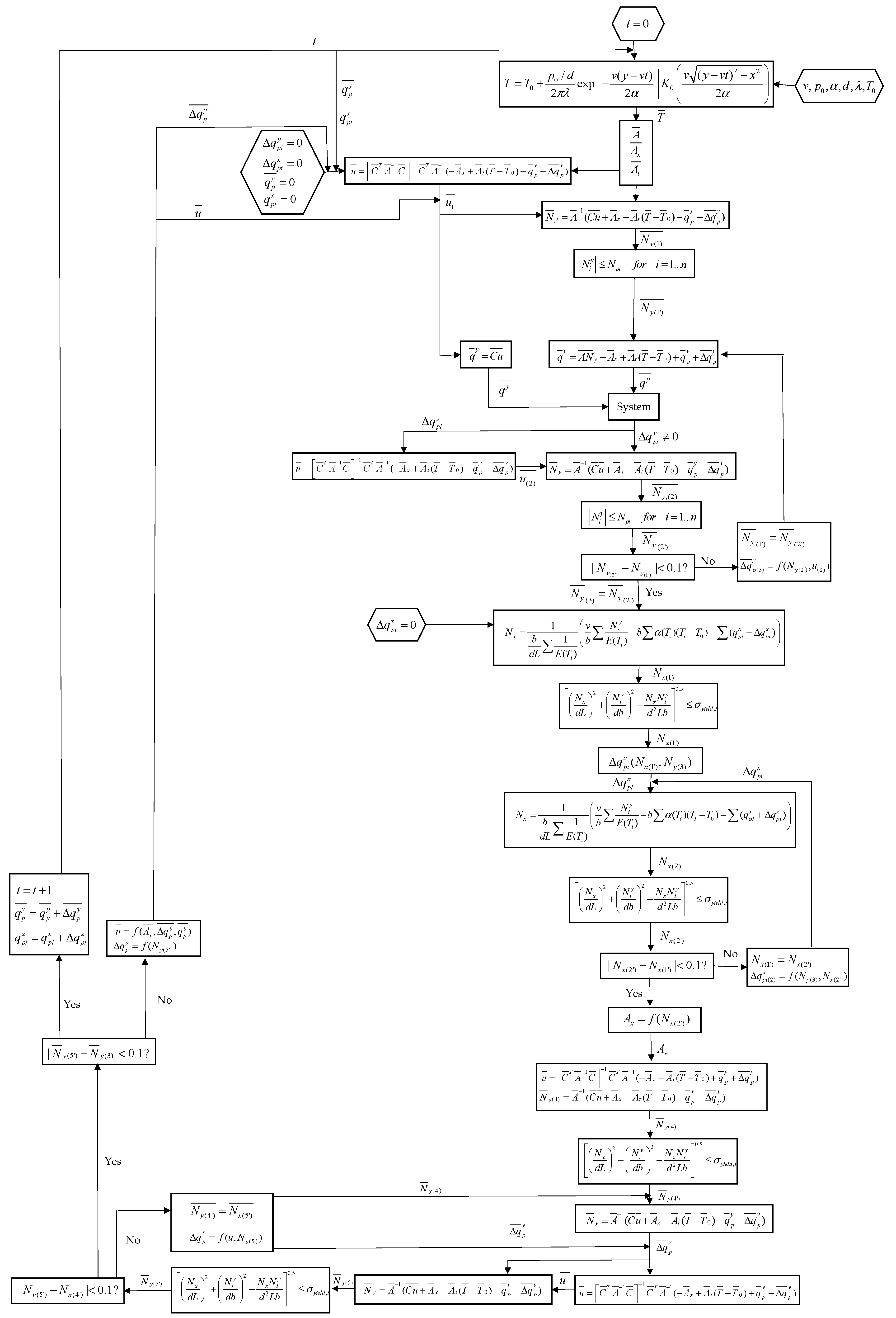
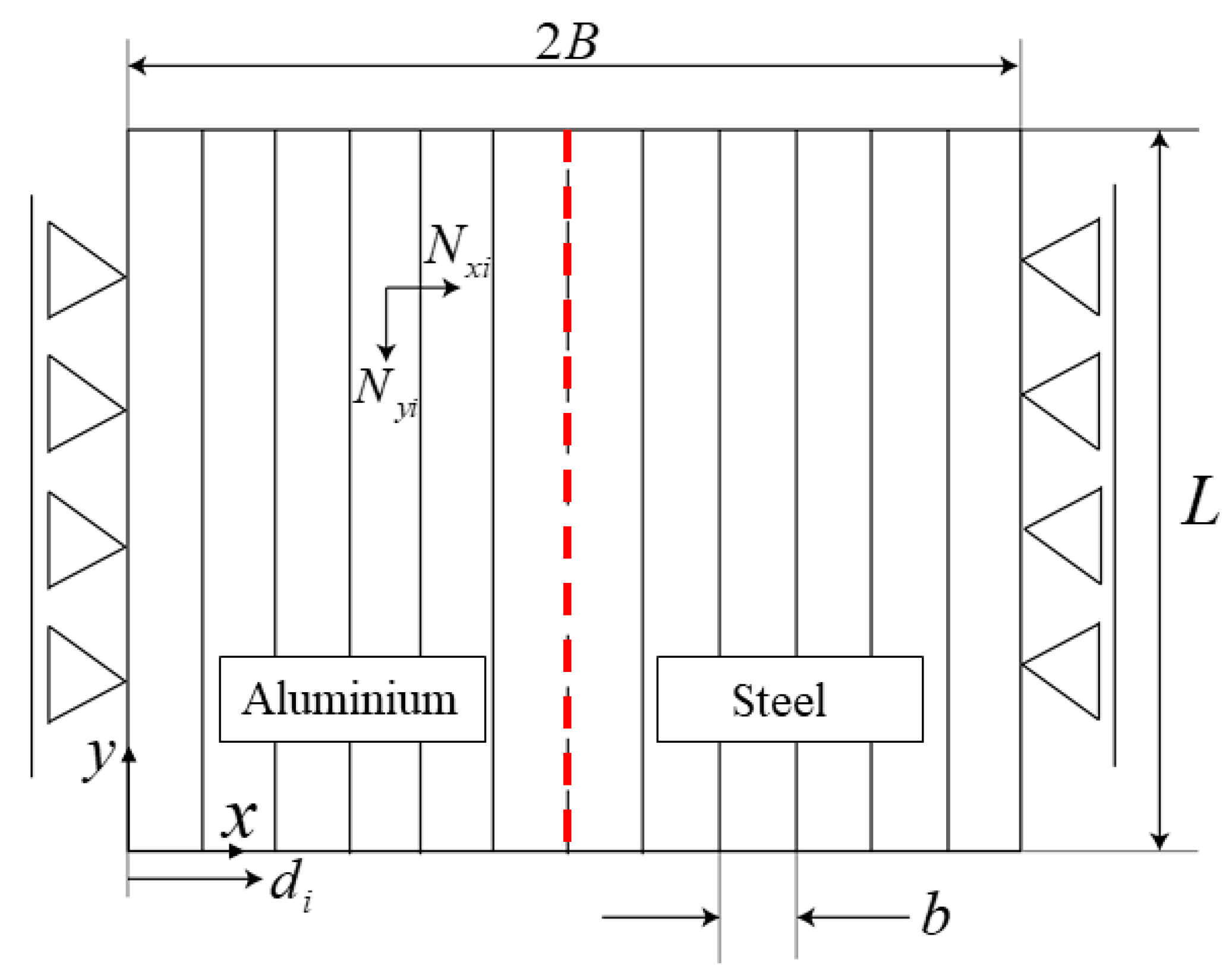
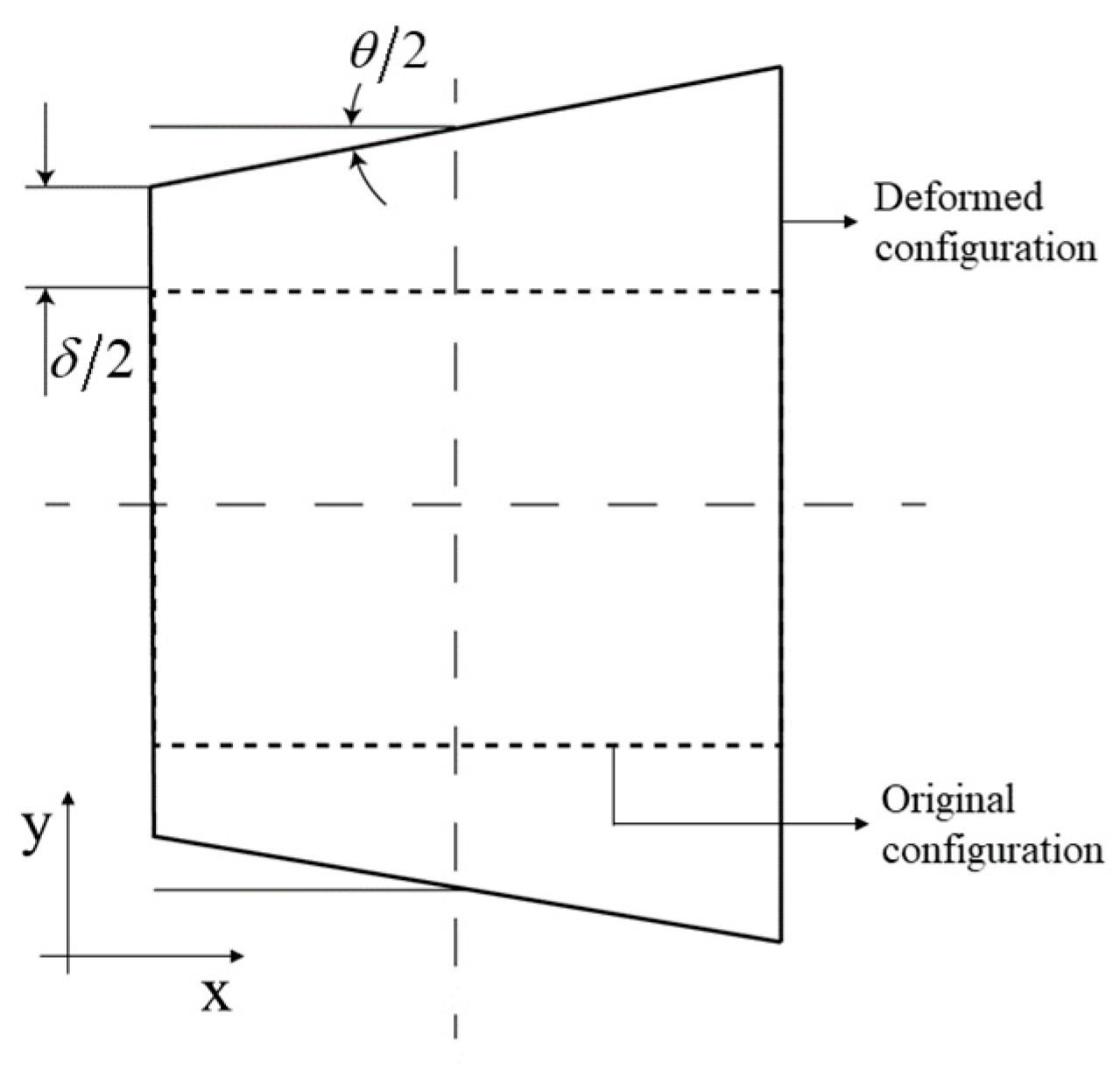
4.2. Analytical Model
5. Results
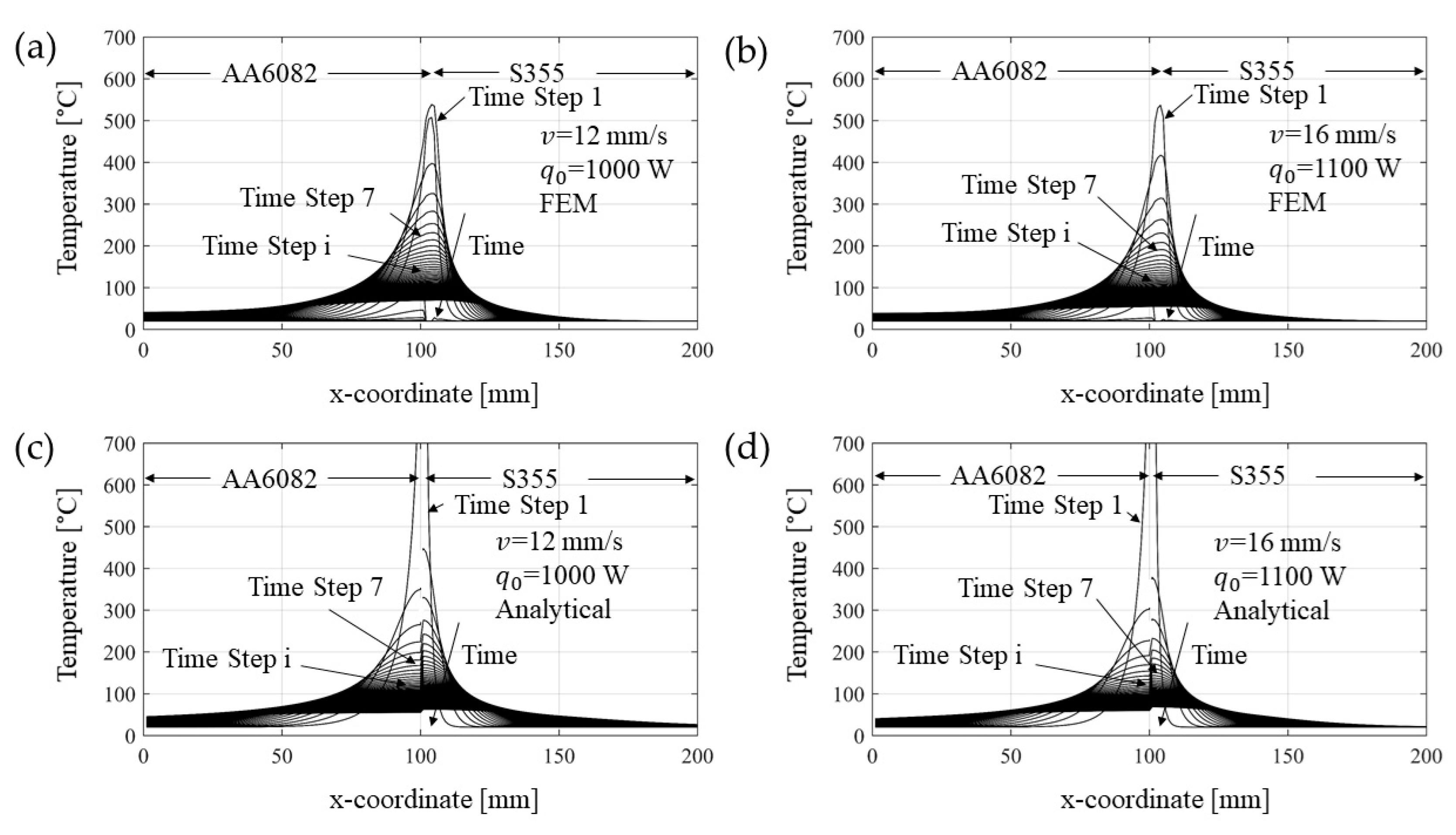
5.1. Temperature Results
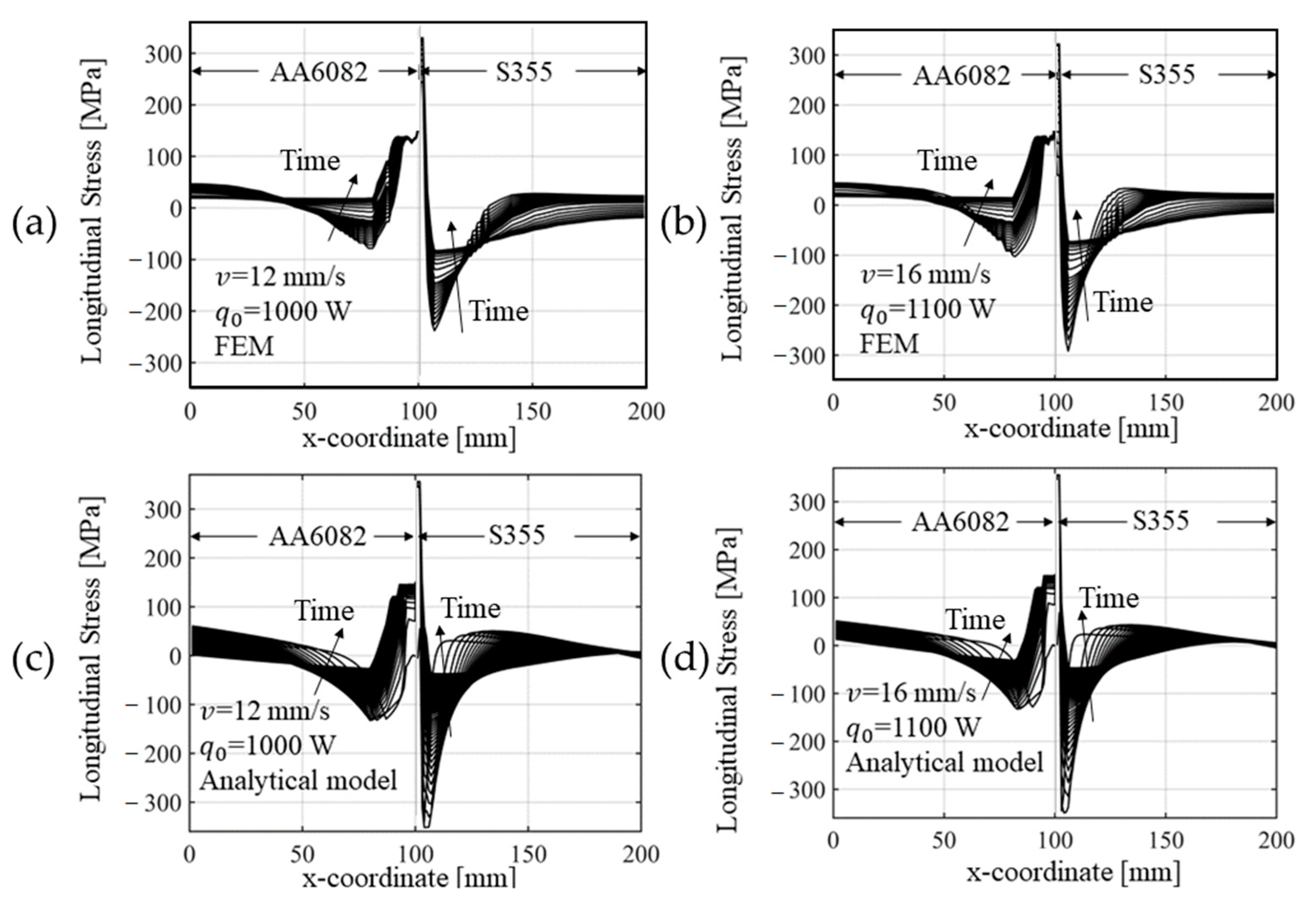
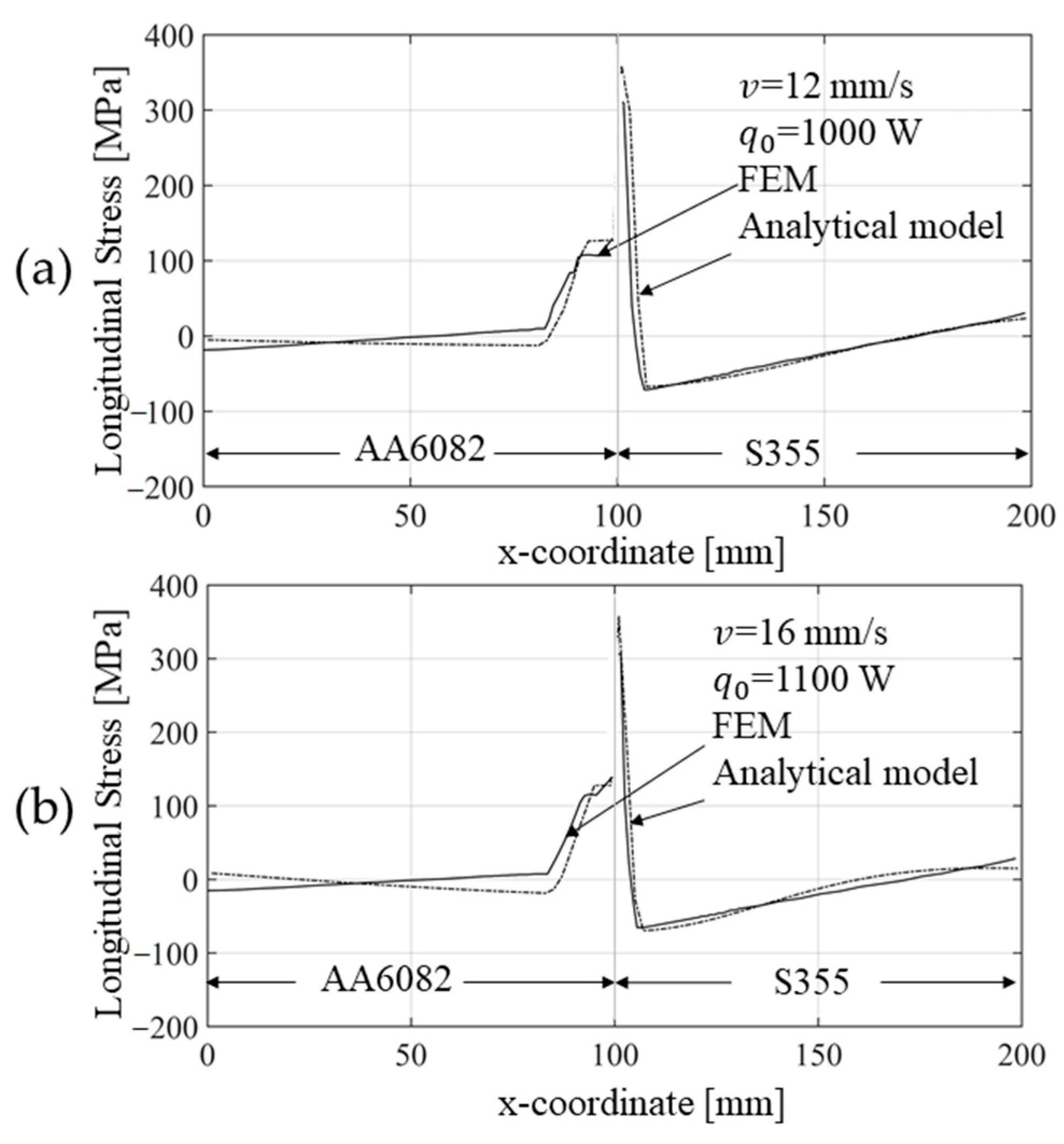
5.2. Thermal and Residual Stress Results
6. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
List of Symbols
| Symbol | Value | Description |
| E from Equations (A5)–(A8), Equation (A13), L = 500 mm d = 4 mm b = 1 mm | Diagonal matrix containing () terms | |
| L = 500 mm α from Equations (A9) and (A14) T from Equation (3) | Diagonal matrix containing () terms | |
| υsteel = 0.28 υalu = 0.34 E from Equations (A5)–(A8) and (A13) d = 4 mm | Diagonal matrix containing () terms | |
| 100 mm | Width of the plate, mm | |
| 1 mm | Width of the discrete bars used in the analytical model, mm | |
| Equation (7) | Vector containing the values of the distance of each bar from the origin | |
| 4 mm | Plates thickness, mm | |
| Equation (A13) | Elastic modulus of aluminum, MPa | |
| Equations (A5)–(A8) | Elastic modulus of steel, MPa | |
| 0.75 mm | Difference between the radius of the tip of the tool and half width of the groove, mm | |
| 3.5 mm | Difference between the radius of the shoulder of the tool and half width of the groove, mm | |
| Function | Bessel function of the second kind and zero order | |
| 4 mm | Half-width of welding pool for the Goldak’s equation, mm | |
| 4 mm | Depth of welding pool for the Goldak’s equation, mm | |
| 5 mm | Half-length of welding pool for the Goldak’s equation, mm | |
| 5 mm | Half-length of welding pool for the Goldak’s equation, mm | |
| 500 mm | Length of the plates, mm | |
| 5.2 × 10−4 kg/s 6.9 × 10−4 kg/s | Mass flow of the extrudate, kg/s | |
| 200 | Number of discrete bars | |
| Equation (17) | Force in x direction, N | |
| Equation (15) | Vector containing the forces in y direction for each bar, N | |
| 1000 and 1100 W | Power input, W | |
| Equation (1) | Power density of the double-ellipsoid heat source, front, W/mm3 | |
| Equation (2) | Power density of the double-ellipsoid heat source, rear, W/mm3 | |
| Calculated | Elastic deformation of i-th bar in the x direction, mm | |
| Calculated | Vector containing the elastic deformations in the y direction, mm | |
| Calculated | Deformation of i-th bar in the x direction, mm | |
| Calculated | Plastic deformation of the i-th bar in the x direction, mm | |
| Calculated | Vector containing plastic deformations in the y direction, mm | |
| Calculated | Thermal deformation of the i-th bar in the x direction, mm | |
| Calculated | Vector containing the thermal deformations in the y direction, mm | |
| Calculated | Vector containing the deformations in the y direction, mm | |
| Generic point | Distance of a generic point from the heat source center, mm | |
| 5.5 mm | Pin shoulder radius, m | |
| 2.75 mm | Pin tip radius, m | |
| Equation (3) | Temperature, °C | |
| From Equation (3) | Vector containing the temperature of each bar, °C | |
| 20 °C | Reference temperature, °C | |
| Vector of T0 | Vector containing the reference temperature of each bar, °C | |
| 450 °C | Temperature of the hot extrudate, °C | |
| Variable | Time, s | |
| Vector with and | Vector of the degrees of freedom in the compatibility equation | |
| 0 mm | Displacement in x direction | |
| 12 and 16 mm/s | Welding speed, mm/s | |
| - | x-coordinate, transverse direction, mm | |
| - | coordinate in the local heat source reference system, mm | |
| - | y-coordinate, welding direction, mm | |
| - | coordinate in the local heat source reference system, mm | |
| - | z-coordinate, mm | |
| Equations (A9) and (A14) | Thermal diffusivity, mm2/s | |
| Equation (A9) | Thermal diffusivity of steel, mm2/s | |
| Equation (A14) | Thermal diffusivity of aluminum, mm2/s | |
| Calculated | First degree of freedom of the compatibility equation, mm | |
| 1 s | Time step, s | |
| Calculated | Plastic deformation in x direction at the current time step, mm | |
| Calculated | Vector of plastic deformation in y direction at the current time step, mm | |
| See below | Thermal conductivity, W/mm°C | |
| 170 W/mm°C | Thermal conductivity of aluminum, W/mm°C | |
| 44 W/mm°C | Thermal conductivity of steel, W/mm°C | |
| 37 rad/s | Angular rotation speed, rad/s | |
| Equations (A10)–(A12) | Yield stress of aluminum, MPa | |
| Equations (A1)–(A4) | Yield stress of steel, MPa | |
| Calculated | Von Mises stress, MPa | |
| 20.8 and 15.6 s | Lag factor in Goldak’s equation, s | |
| Calculated | Shear stress at tool-matrix interface, MPa | |
| Calculated | Second degree of freedom of the compatibility equation, rad | |
| Poisson ratio |
Appendix A
References
- Leggatt, R.H. Residual stresses in welded structures. Int. J. Press. Vessel. Pip. 2008, 85, 144–151. [Google Scholar] [CrossRef]
- Masubuchi, K. Analysis of Welded Structures: Residual Stresses, Distortion, and Their Consequences; Elsevier: Amsterdam, The Netherlands, 2013; Volume 33, ISBN 1483188434. [Google Scholar]
- Pang, H.L.; Pukas, S.R. Residual stress measurements in a cruciform welded joint using hole drilling and strain gauges. Strain 1989, 25, 7–14. [Google Scholar] [CrossRef]
- Niku-Lari, A.; Lu, J.; Flavenot, J.F. Measurement of residual-stress distribution by the incremental hole-drilling method. J. Mech. Work. Technol. 1985, 11, 167–188. [Google Scholar] [CrossRef]
- Schajer, G.S. Advances in hole-drilling residual stress measurements. Exp. Mech. 2010, 50, 159–168. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H. Residual stress. Part 1–measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Chu, S.L.; Peukrt, H.; Schnider, E. Residual stress in a welded steel plate and their measurement using ultrasonic techniques. MRL Bull. Res. Dev. 1987, 1, 45–50. [Google Scholar]
- Turan, M.E.; Aydin, F.; Sun, Y.; Cetin, M. Residual stress measurement by strain gauge and X-ray diffraction method in different shaped rails. Eng. Fail. Anal. 2019, 96, 525–529. [Google Scholar] [CrossRef]
- Leoni, M.; Scardi, P.; Rossi, S.; Fedrizzi, L.; Massiani, Y. (Ti, Cr) N and Ti/TiN PVD coatings on 304 stainless steel substrates: Texture and residual stress. Thin Solid Films 1999, 345, 263–269. [Google Scholar] [CrossRef]
- Suh, C.-M.; Hwang, B.-W.; Murakami, R.-I. Behaviors of residual stress and high-temperature fatigue life in ceramic coatings produced by PVD. Mater. Sci. Eng. A 2003, 343, 1–7. [Google Scholar] [CrossRef]
- Deng, D. FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects. Mater. Des. 2009, 30, 359–366. [Google Scholar] [CrossRef]
- Chen, C.M.; Kovacevic, R. Finite element modeling of friction stir welding—thermal and thermomechanical analysis. Int. J. Mach. Tools Manuf. 2003, 43, 1319–1326. [Google Scholar] [CrossRef]
- D’Ostuni, S.; Leo, P.; Casalino, G. FEM simulation of dissimilar aluminum titanium fiber laser welding using 2D and 3D Gaussian heat sources. Metals 2017, 7, 307. [Google Scholar] [CrossRef] [Green Version]
- Obeid, O.; Alfano, G.; Bahai, H.; Jouhara, H. Experimental and numerical thermo-mechanical analysis of welding in a lined pipe. J. Manuf. Process. 2018, 32, 857–872. [Google Scholar] [CrossRef]
- Goff, R.F.D.P. A simplified analysis of the residual longitudinal stresses and strains due to the gas-cutting and welding of thin steel plate. Int. J. Mech. Sci. 1979, 21, 287–300. [Google Scholar] [CrossRef]
- Tall, L. Residual Stresses in Welded Plates: A Theoretical Study; Fritz Engineering Laboratory, Department of Civil Engineering, Lehigh University: Bethlehem, PA, USA, 1961. [Google Scholar]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Agapakis, J.E.; Masubuchi, K. Analytical Modeling of Thermal Stress Relieving in Stainless and High-Strength Steel Weldments. Weld. J. 1984, 63, 187. [Google Scholar]
- Cañas, J.; Picòn, R.; París, F.; Del Río, J.I. A one-dimensional model for the prediction of residual stress and its relief in welded plates. Int. J. Mech. Sci. 1996, 38, 735–751. [Google Scholar] [CrossRef]
- Canas, J.; Picon, R.; Pariis, F.; Blazquez, A.; Marin, J.C. A simplified numerical analysis of residual stresses in aluminum welded plates. Comput. Struct. 1996, 58, 59–69. [Google Scholar] [CrossRef]
- Ferro, P.; Tiziani, A.; Bonollo, F. Analisi numerica e teorica del campo di tensioni residue indotte dal processo di saldatura in piastre in lega leggera. In Proceedings of the AIAS, Parma, Italy, 18–21 September 2002. [Google Scholar]
- Sandnes, L.; Grong, Ø.; Torgersen, J.; Welo, T.; Berto, F. Exploring the hybrid metal extrusion and bonding process for butt welding of Al–Mg–Si alloys. Int. J. Adv. Manuf. Technol. 2018, 98, 1059–1065. [Google Scholar] [CrossRef] [Green Version]
- Leoni, F.; Grong, Ø.; Fjær, H.G.; Ferro, P.; Berto, F. A First Approach on Modelling the Thermal and Microstructure Fields During Aluminium Butt Welding Using the HYB PinPoint Extruder. Procedia Struct. Integr. 2020, 28, 2253–2260. [Google Scholar] [CrossRef]
- Leoni, F.; Grong, Ø.; Ferro, P.; Berto, F. A Semi-Analytical Model for the Heat Generation during Hybrid Metal Extrusion and Bonding (HYB). Materials 2021, 14, 170. [Google Scholar] [CrossRef]
- Berto, F.; Sandnes, L.; Abbatinali, F.; Grong, Ø.; Ferro, P. Using the Hybrid Metal Extrusion & Bonding (HYB) Process for Dissimilar Joining of AA6082-T6 and S355. Procedia Struct. Integr. 2018, 13, 249–254. [Google Scholar]
- Bergh, T.; Sandnes, L.; Johnstone, D.N.; Grong, Ø.; Berto, F.; Holmestad, R.; Midgley, P.A.; Vullum, P.E. Microstructural and mechanical characterisation of a second generation hybrid metal extrusion & bonding aluminium-steel butt joint. Mater. Charact. 2021, 173, 110761. [Google Scholar]
- Sandnes, L.; Bergh, T.; Grong, Ø.; Holmestad, R.; Vullum, P.E.; Berto, F. Interface microstructure and tensile properties of a third generation aluminium-steel butt weld produced using the Hybrid Metal Extrusion & Bonding (HYB) process. Mater. Sci. Eng. A 2021, 809, 140975. [Google Scholar]
- Outinen, J.; Kesti, J.; Mäkeläinen, P. Fire design model for structural steel S355 based upon transient state tensile test results. J. Constr. Steel Res. 1997, 42, 161–169. [Google Scholar] [CrossRef]
- Grong, Ø. Recent Advances in Solid-State Joining of Aluminium. Weld. J. 2012, 91, 26–33. [Google Scholar]
- Grong, Ø.; Sandnes, L.; Berto, F. A status report on the hybrid metal extrusion & bonding (HYB) process and its applications. Mat. Des. Process 2019, 1, e41. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Goyal, R.; Johnson, E.; El-Zein, M.; Goldak, J.; Coulombe, M.; Tchernov, S. A model equation for the convection coefficient for thermal analysis of welded structures. In Trends in Welding Research, Proceedings of the 8th International Conference on Trends in Welding Research, Pine Mountain, GA, USA, 1–6 June 2008; ASM International: Materials Park, OH, USA, 2009; pp. 321–327. [Google Scholar]
- Grong, Ø. Metallurgical Modelling of Welding; Institute of Materials: London, UK, 1997. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Welding Technique | Welding Speed | Pin Rotational Speed |
|---|---|---|---|
| AA6082–SS355 | HYB | 12 and 16 mm/s | 350 RPM |
| FEM | Analytical |
|---|---|
| 64,111 s (~18 h) | ~10 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leoni, F.; Fjær, H.G.; Ferro, P.; Berto, F. Rapid Calculation of Residual Stresses in Dissimilar S355–AA6082 Butt Welds. Materials 2021, 14, 6644. https://doi.org/10.3390/ma14216644
Leoni F, Fjær HG, Ferro P, Berto F. Rapid Calculation of Residual Stresses in Dissimilar S355–AA6082 Butt Welds. Materials. 2021; 14(21):6644. https://doi.org/10.3390/ma14216644
Chicago/Turabian StyleLeoni, Francesco, Hallvard Gustav Fjær, Paolo Ferro, and Filippo Berto. 2021. "Rapid Calculation of Residual Stresses in Dissimilar S355–AA6082 Butt Welds" Materials 14, no. 21: 6644. https://doi.org/10.3390/ma14216644