
Influence of Process Parameters on Grain Size and Texture Evolution of Fe-3.2 wt.-% Si Non-Oriented Electrical Steels

 ,
,  , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
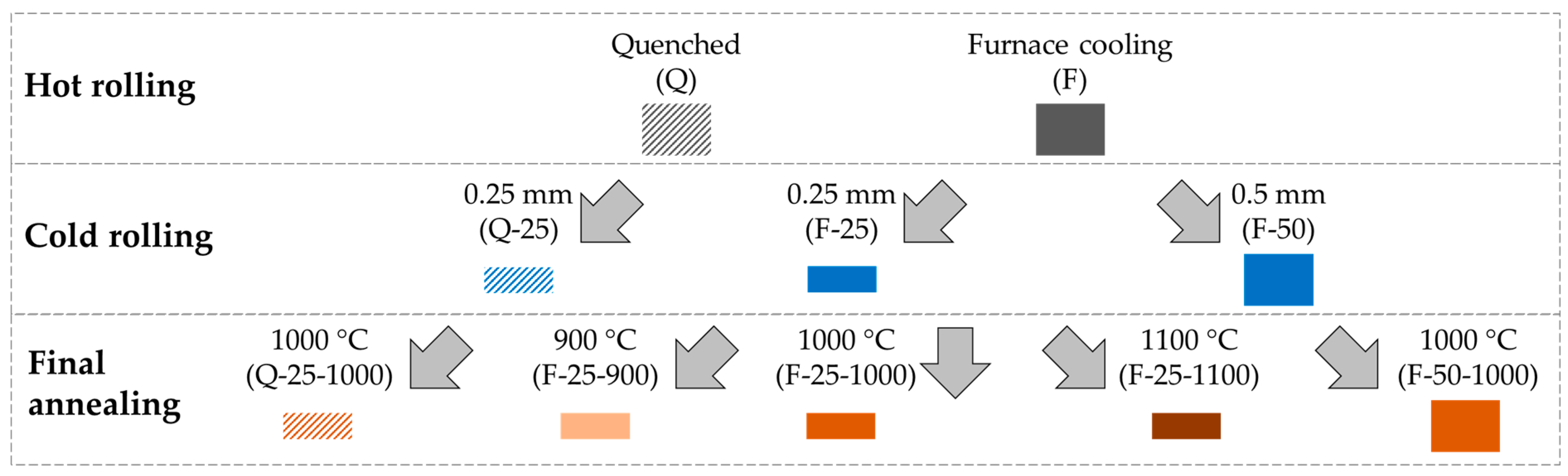
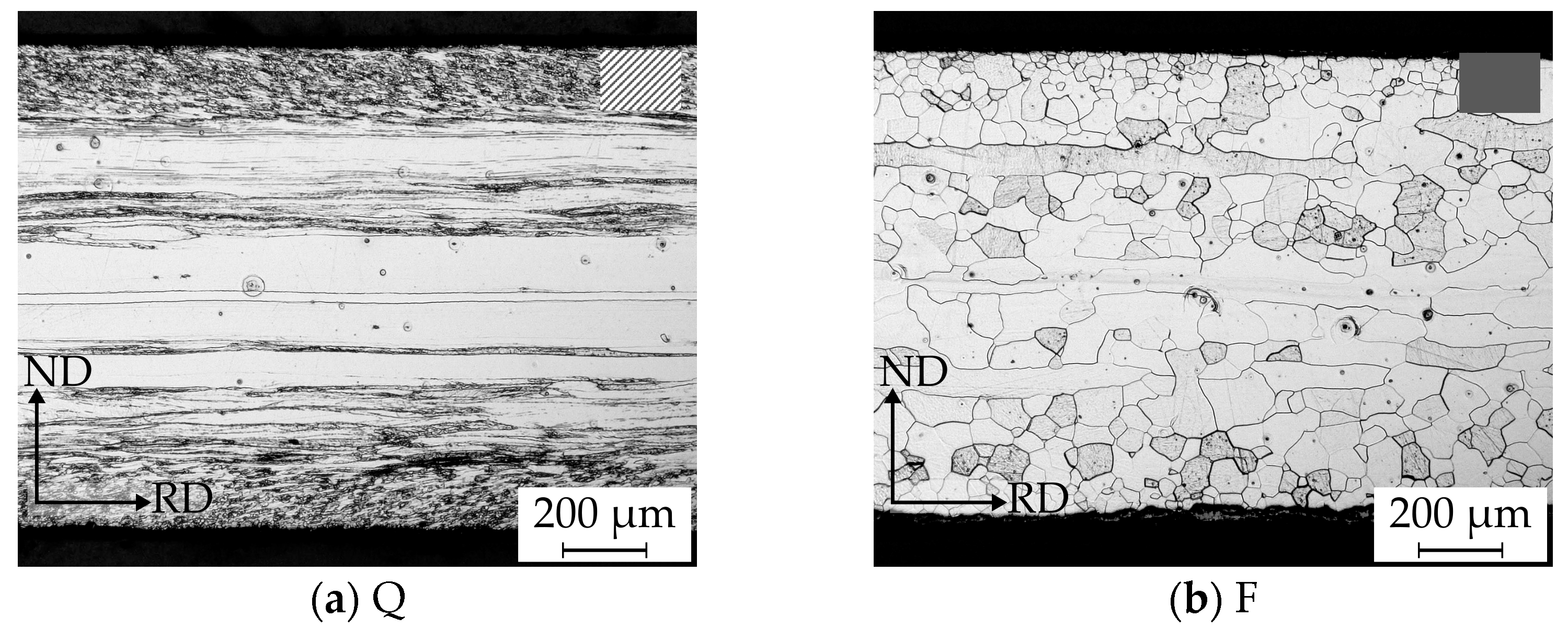
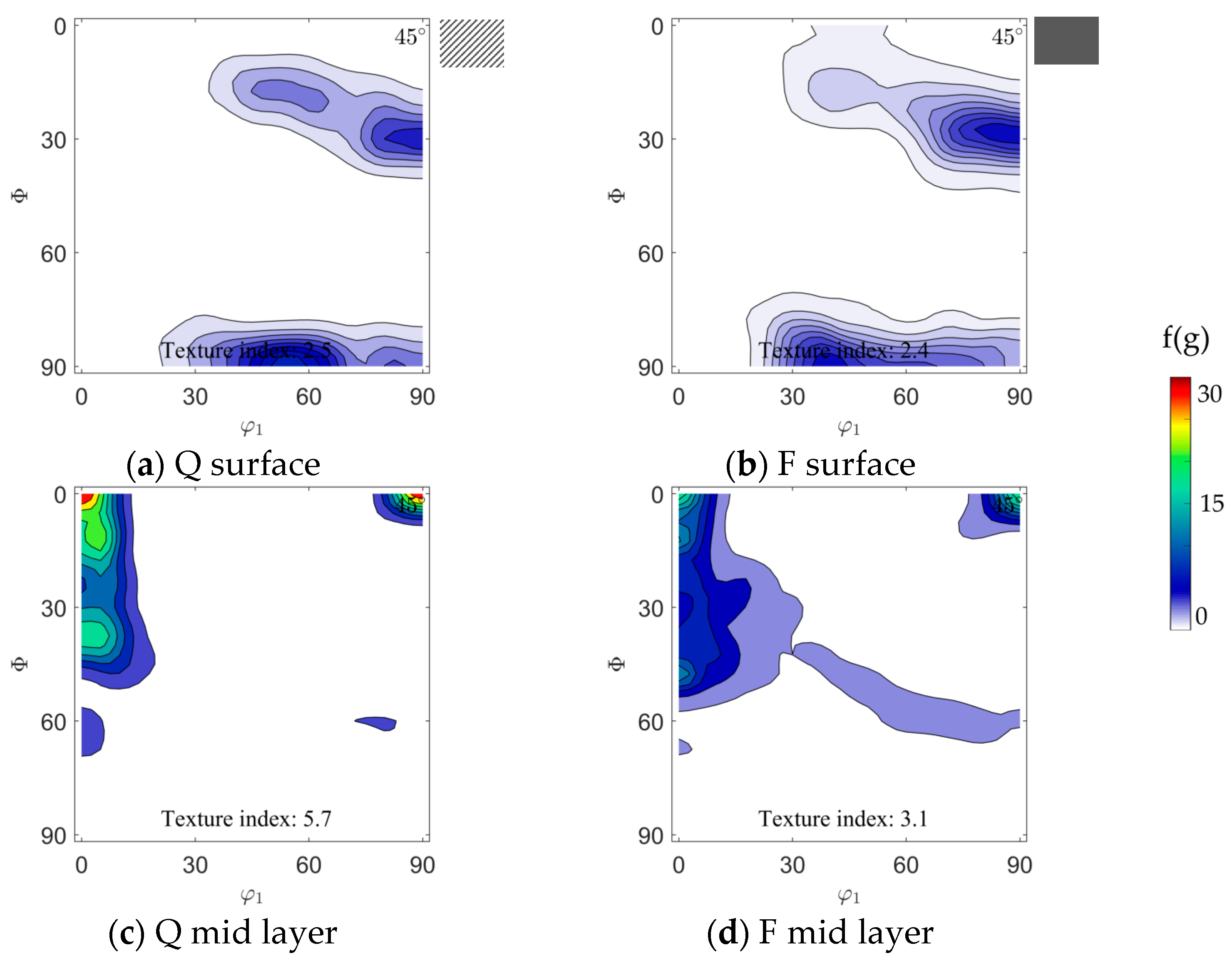
3.1. Hot Rolling
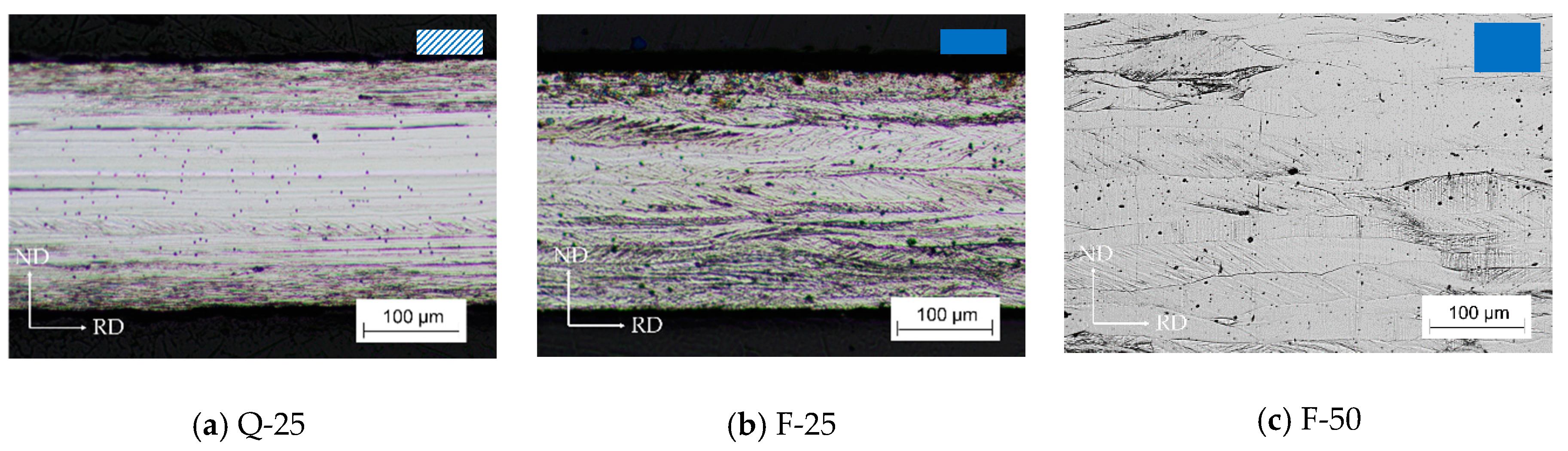
3.2. Cold Rolling
3.2.1. Influence of Hot Strip Microstructure
3.2.2. Influence of Thickness Reduction
3.3. Final Annealing
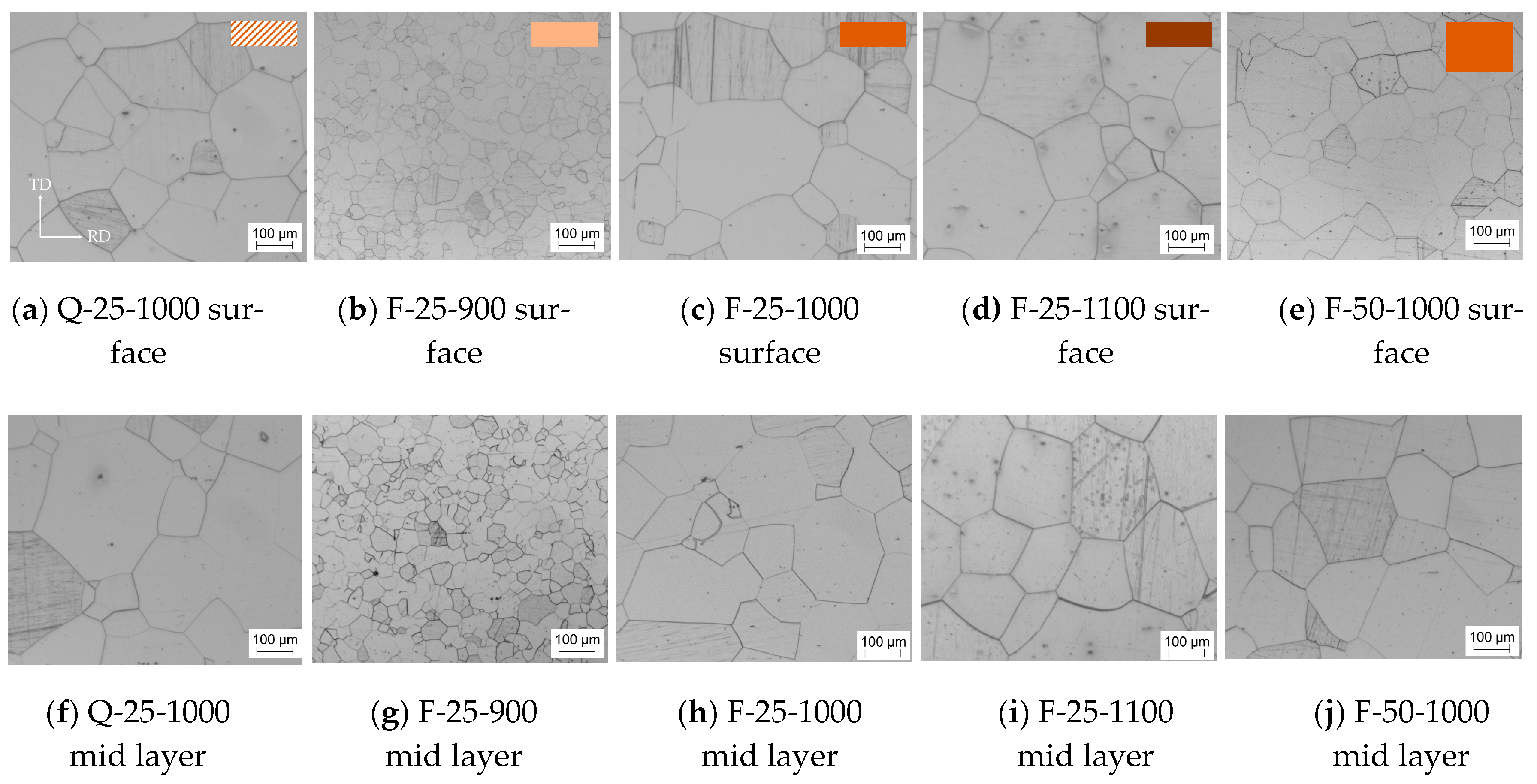
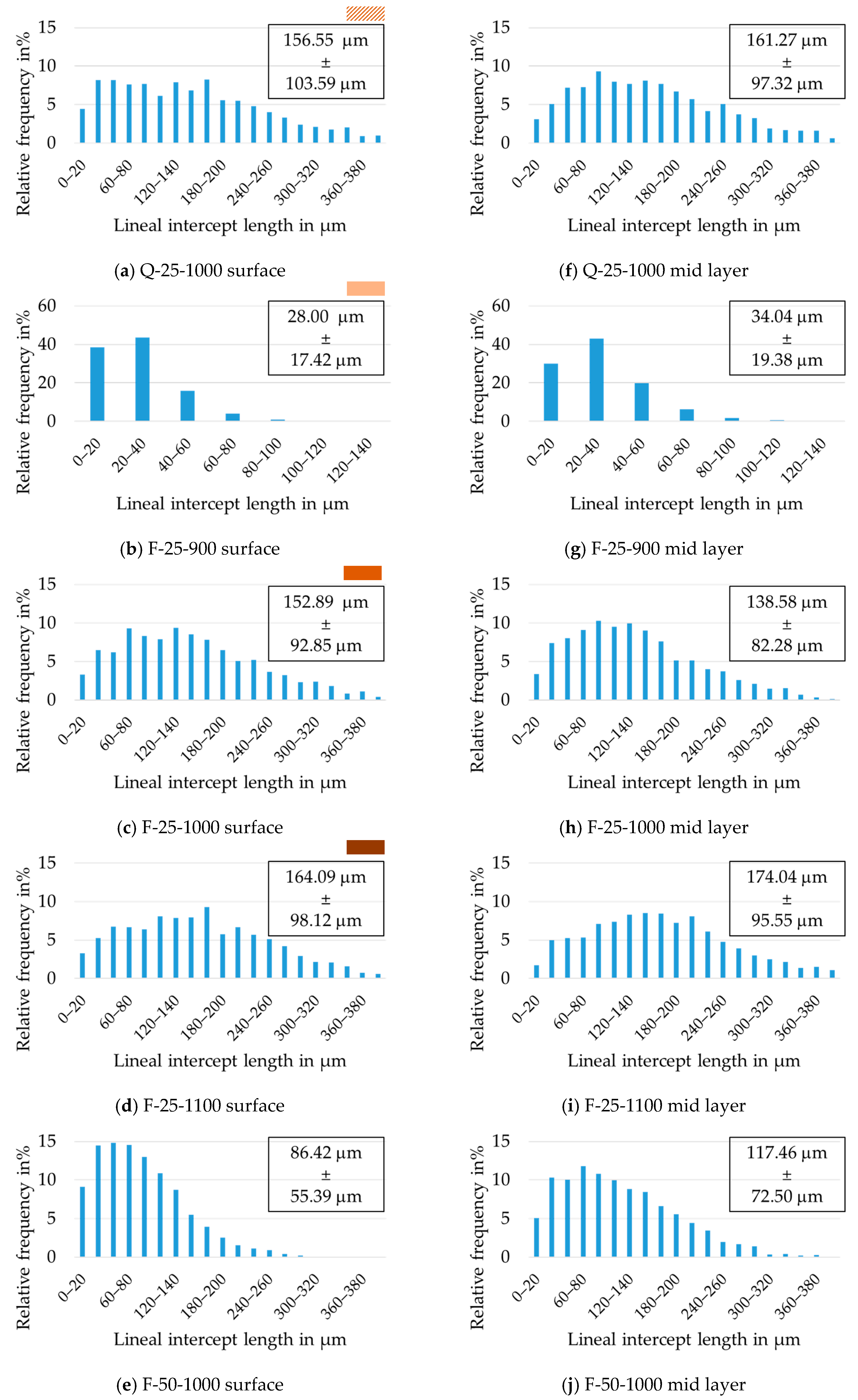
3.3.1. Influence on Grain Size
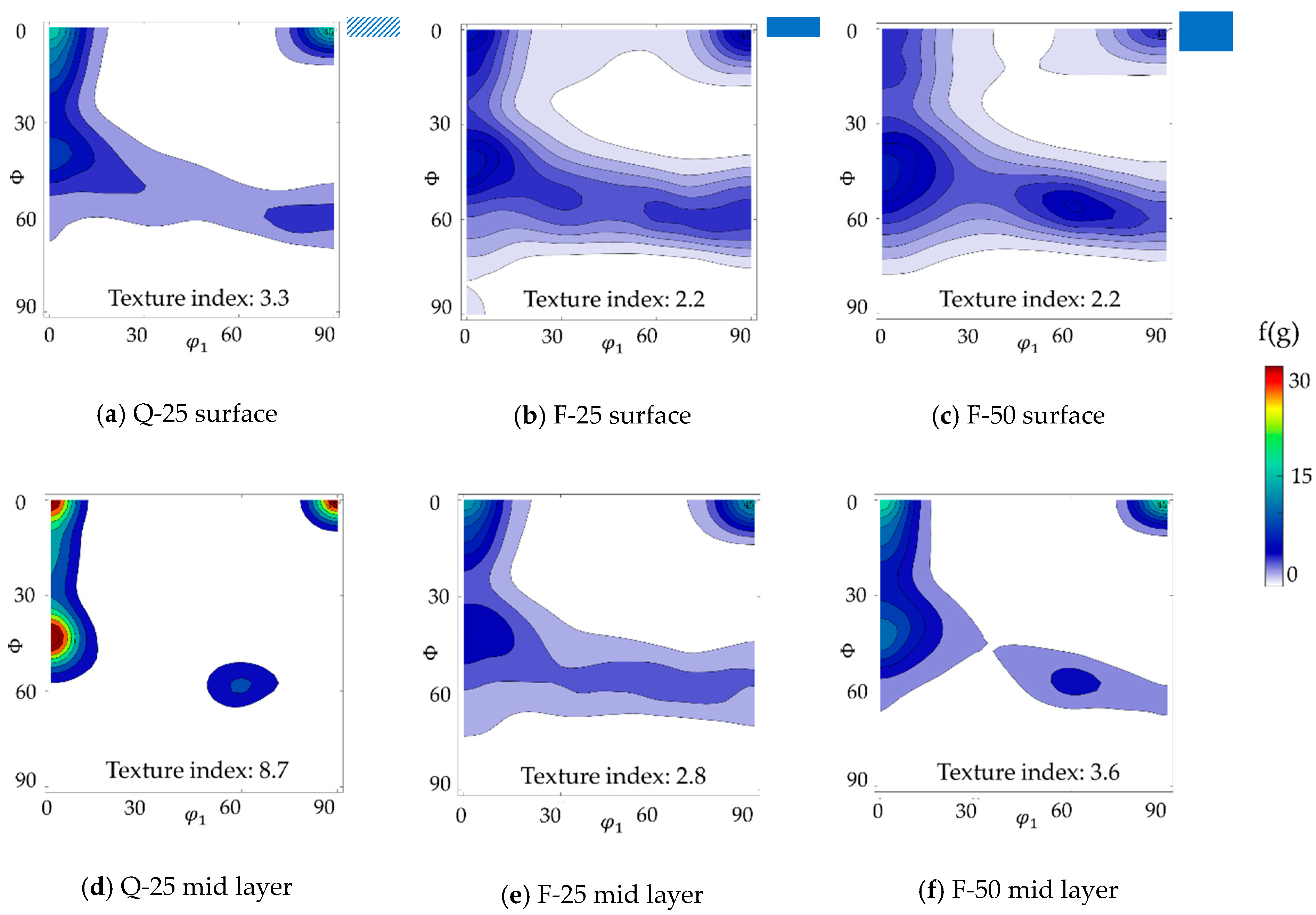
3.3.2. Influence on Texture
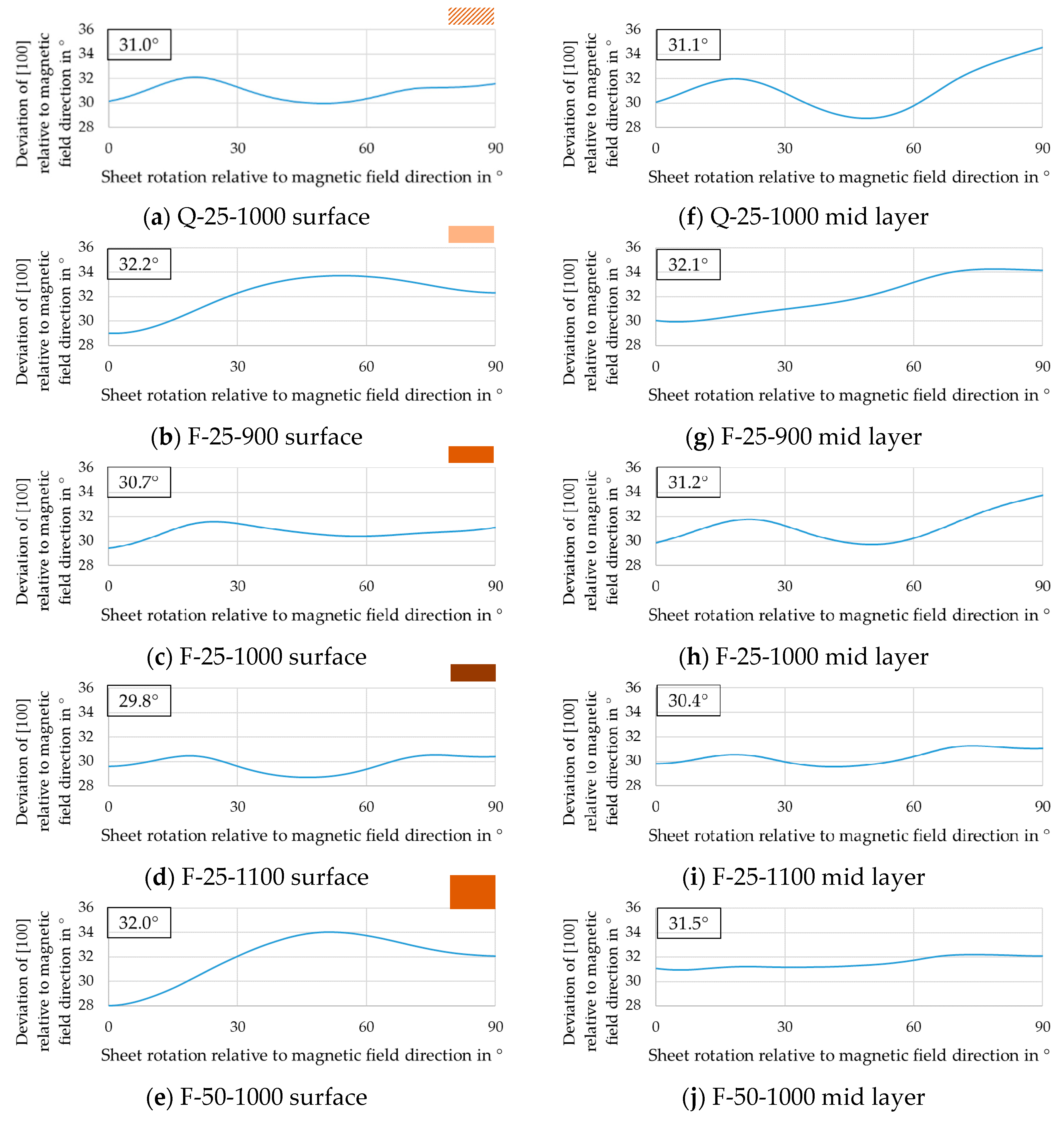
3.3.3. Influence on the A-Parameter
4. Discussion
5. Conclusions
- Substantial shares of favorable ND-cube components were generated in hot rolling. Therefore, a mainly rotated ND-cube texture was achieved via a low hot strip thickness of 1 mm and finishing temperatures of 880 °C and 850 °C in combination with quenching and furnace cooling, respectively.
- These favorable ND-cube texture components can be partially preserved in cold rolling. This is easier for quenched hot strips with a partially banded microstructure than for furnace cooled strips with more homogeneous microstructure.
- Generally, the annealed texture is weaker than the cold rolled texture. Only annealing at 1100 °C, which includes grain growth, strengthens the texture with maxima at φ1 = 20°, ϕ = 35°, φ2 = 45°.
- As expected, grain size is inversely proportional to the cold rolling degree and always differs between surface and mid layer. However, after final annealing this difference reduces for reduced sheet thickness.
- Annealing at 1100 °C results in the lowest mean A-parameter with the flattest curve, which correlates with good, isotropic magnetic properties for rotating electric machines. However, the A-parameter provides no information about the frequency dependence of the magnetic properties of the produced material and thus the grain size influence should be considered additionally.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Von Münch, W. Werkstoffe der Elektrotechnik; B.G. Teubner Verlag: Wiesbaden, Germany, 1989. [Google Scholar]
- Engler, O.; Randle, V. Introduction to Texture Analysis; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Lee, K.; Huh, M.Y.; Lee, H.; Park, J.; Kim, J.; Shin, E.; Engler, O. Effect of hot band grain size on development of textures and magnetic properties in 2.0% Si non-oriented electrical steel sheet. J. Magn. Magn. Mater. 2015, 396, 53–64. [Google Scholar] [CrossRef]
- Cheng, L.; Yang, P.; Fang, Y.; Mao, W. Preparation of non-oriented silicon steel with high magnetic induction using columnar grains. J. Magn. Magn. Mater. 2012, 324, 4068–4072. [Google Scholar] [CrossRef]
- Salih, M.; Weidenfeller, B.; Al-hamdany, N.; Brokmeier, H.-G.; Gan, W. Magnetic properties and crystallographic textures of Fe 2.6% Si after 90% cold rolling plus different annealing. J. Magn. Magn. Mater. 2014, 354, 105–111. [Google Scholar] [CrossRef]
- Kestens, L.; Jacobs, S. Texture Control during the Manufacturing of Nonoriented Electrical Steels. Texture Stress Microstruct. 2008, 2008, 1–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shiozaki, M.; Kurosaki, Y. The effects of grain size on the magnetic properties of nonoriented electrical steel sheets. J. Mater. Eng. 1989, 11, 37–43. [Google Scholar] [CrossRef]
- Cui, S.; Jung, I.-H. Critical reassessment of the Fe-Si system. Calphad 2017, 56, 108–125. [Google Scholar] [CrossRef]
- Mager, S.; Wieting, J. Influence of the hot rolling conditions on texture formation in Fe-Si sheets. J. Magn. Magn. Mater. 1994, 133, 170–173. [Google Scholar] [CrossRef]
- Chang, L.; Hwang, Y.S. Effect of finish rolling temperature on static recrystallisation in hot bands of electrical steel containing 1-3% silicon. Mater. Sci. Technol. 2002, 18, 151–159. [Google Scholar] [CrossRef]
- Lyudkovsky, G.; Southwick, P.D. The Effect of Thermomechanical History upon the Microstructure and Magnetic-Properties of Nonoriented Silicon Steels. Metall. Trans. A Phys. Metall. Mater. Sci. 1986, 17, 1267–1275. [Google Scholar] [CrossRef]
- Paepe, A.; de Eloot, K.; Dilewijns, J.; Standaert, C. Effect of hot rolling parameters on the magnetic properties of a low-silicon ultra-low-carbon steel. J. Magn. Magn. Mater. 1996, 160, 129–130. [Google Scholar] [CrossRef]
- Rodriguez-Calvillo, P.; Salazar, N.; Schneider, J.; Houbaert, Y. Microstructure characterization by EBSD of hot rolled high-silicon steel. Defect Diffus. Forum 2008, 273–276, 69–74. [Google Scholar] [CrossRef]
- Paolinelli, S.; Cunha, M.A.d.; Cota, A.B. The influence of shear bands on final structure and magnetic properties of 3% Si non-oriented silicon steel. J. Magn. Magn. Mater. 2008, 320, e641–e644. [Google Scholar] [CrossRef] [Green Version]
- Paolinelli, S.; Cunha, M.A.d.; de Dafe, S.S.F.; Cota, A.B. Study of the Simultaneous Effects of the Hot Band Grain Size and Cold Rolling Reduction on the Structure and Magnetic Properties of Nonoriented 3% Si Steel. IEEE Trans. Magn. 2012, 48, 1401–1404. [Google Scholar] [CrossRef]
- Paolinelli, S.; Cunha, M.A.d.; Cota, A.B. Effect of Hot Band Grain Size on the Texture Evolution of 2%Si Non-Oriented Steel during Final Annealing. IEEE Trans. Magn. 2015, 51, 6200904. [Google Scholar] [CrossRef]
- Raabe, D.; Lücke, K. Rolling and Annealing Textures of BCC Metals. Mater. Sci. Forum 1994, 157–162, 597–610. [Google Scholar] [CrossRef]
- Sha, Y.; Zhang, F.; Zhou, S.; Pei, W.; Zuo, L. Improvement of recrystallization texture and magnetic property in non-oriented silicon steel by asymmetric rolling. J. Magn. Magn. Mater. 2008, 320, 393–396. [Google Scholar] [CrossRef]
- Lee, S.; De Cooman, B.C. Effect of Warm Rolling on the Rolling and Recrystallization Textures of Non-oriented 3% Si Steel. ISIJ Int. 2011, 51, 1545–1552. [Google Scholar] [CrossRef] [Green Version]
- Inagaki, H. Fundamental Aspect of Texture Formation in Low Carbon Steel. ISIJ Int. 1994, 34, 313–321. [Google Scholar] [CrossRef] [Green Version]
- Schneider, J.; Franke, A.; Stöcker, A.; Liu, H.; Wang, G.; Kawalla, R. Evolution and Interaction of the Microstructure and Texture at the Different Processing Steps for Ferritic Nonoriented Electrical Steels. IEEE Trans. Magn. 2016, 52, 2002306. [Google Scholar] [CrossRef]
- Vanderschueren, D.; Kestens, L.; van Houtte, P.; Aernoudt, E.; Dilewijns, J.; Meers, U. The Effect of Cross Rolling on Texture and Magnetic Properties of Non-Oriented Electrical Steels. Textures Microstruct. 1991, 14, 921–926. [Google Scholar] [CrossRef]
- Silva, J.; Baêta Júnior, E.; Moraes, N.; Botelho, R.; Felix, R.; Brandao, L. Influence of different kinds of rolling on the crystallographic texture and magnetic induction of a NOG 3 wt% Si steel. J. Magn. Magn. Mater. 2017, 421, 103–107. [Google Scholar] [CrossRef]
- Singh, A.; Schwarzer, R. Effect of mode of deformation by rolling on the development of texture in binary Ti-Mn alloys. Scr. Mater. 2001, 44, 375–380. [Google Scholar] [CrossRef]
- Gurao, N.; Sethuraman, S.; Suwas, S. Effect of strain path change on the evolution of texture and microstructure during rolling of copper and nickel. Mater. Sci. Eng. A 2011, 528, 7739–7750. [Google Scholar] [CrossRef]
- Zhang, N.; Yang, P.; Mao, W. Effect of rolling methods on microstructure, recrystallization texture and magnetic properties in a Fe-0.52%Al non-oriented electrical steel. Mater. Charact. 2015, 108, 85–93. [Google Scholar] [CrossRef]
- Sha, Y.; Zhou, S.; Pei, W.; Zuo, L. Application of Asymmetric Rolling to Texture Control of Silicon Steel. Mater. Sci. Forum 2007, 539–543, 3424–3429. [Google Scholar] [CrossRef]
- Doherty, R.; Hughes, D.; Humphreys, F.; Jonas, J.; Juul Jensen, D.; Kassner, M.; King, W.; McNelley, T.; McQueen, H.; Rollett, A. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Alaneme, K.K.; Okotete, E.A. Recrystallization mechanisms and microstructure development in emerging metallic materials: A review. J. Sci. Adv. Mater. Devices 2019, 4, 19–33. [Google Scholar] [CrossRef]
- Hansen, N.; Mehl, R.; Medalist, A. New discoveries in deformed metals. Metall. Mater. Trans. A 2001, 32, 2917–2935. [Google Scholar] [CrossRef]
- Raabe, D. Recovery and Recrystallization: Phenomena, Physics, Models, Simulation. In Physical Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 2291–2397. [Google Scholar]
- Gottstein, G. Physical Foundations of Materials Science; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Mießen, C.; Liesenjohann, M.; Barrales-Mora, L.; Shvindlerman, L.; Gottstein, G. An advanced level set approach to grain growth—Accounting for grain boundary anisotropy and finite triple junction mobility. Acta Mater. 2015, 99, 39–48. [Google Scholar] [CrossRef]
- Rollett, A.D.; Brahme, A.P.; Roberts, C. An Overview of Accomplishments and Challenges in Recrystallization and Grain Growth. Mater. Sci. Forum 2007, 558–559, 33–42. [Google Scholar] [CrossRef]
- Mehdi, M.; He, Y.; Hilinski, E.J.; Kar, N.C.; Edrisy, A. Non-oriented electrical steel with core losses comparable to grain-oriented electrical steel. J. Magn. Magn. Mater. 2019, 491, 165597. [Google Scholar] [CrossRef]
- Fang, F.; Zhang, Y.; Lu, X.; Wang, Y.; Lan, M.; Yuan, G.; Misra, R.; Wang, G. Abnormal growth of 51006 grains and strong Cube texture in strip cast Fe-Si electrical steel. Scr. Mater. 2018, 147, 33–36. [Google Scholar] [CrossRef]
- Pedrosa, J.; Paolinelli, S.; Cota, A. Influence of initial annealing on structure evolution and magnetic properties of 3.4% Si non-oriented steel during final annealing. J. Magn. Magn. Mater. 2015, 393, 146–150. [Google Scholar] [CrossRef]
- Tong, C. Introduction to Materials for Advanced Energy Systems; Springer International Publishing: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Hielscher, R.; Schaeben, H. A novel pole figure inversion method: Specification of the MTEX algorithm. J Appl Cryst. 2008, 41, 1024–1037. [Google Scholar] [CrossRef]
- Leuning, N.; Jaeger, M.; Schauerte, B.; Stöcker, A.; Kawalla, R.; Wei, X.; Hirt, G.; Heller, M.; Korte-Kerzel, S.; Böhm, L.; et al. Material Design for Low-Loss Non-Oriented Electrical Steel for Energy Efficient Drives. Materials 2021, 14, 6588. [Google Scholar] [CrossRef]
- Leuning, N.; Steentjes, S.; Heller, M.; Korte-Kerzel, S.; Hameyer, K. On the correlation of crystallographic macro-texture and magnetic magnetization anisotropy in non-oriented electrical steel. J. Magn. Magn. Mater. 2019, 490, 165485. [Google Scholar] [CrossRef]
- Beck, P.A.; Sperry, P.R.; Hu, H. The Orientation Dependence of the Rate of Grain Boundary Migration. J. Appl. Phys. 1950, 21, 420–425. [Google Scholar] [CrossRef]
- Furtkamp, M.; Gottstein, G.; Molodov, D.; Semenov, V.; Shvindlerman, L. Grain boundary migration in Fe-3.5% Si bicrystals with [001] tilt boundaries. Acta Mater. 1998, 46, 4103–4110. [Google Scholar] [CrossRef]
- Winning, M.; Gottstein, G.; Shvindlerman, L. Stress induced grain boundary motion. Acta Mater. 2001, 49, 211–219. [Google Scholar] [CrossRef]
- Leuning, N.; Steentjes, S.; Stöcker, A.; Kawalla, R.; Wei, X.; Dierdorf, J.; Hirt, G.; Roggenbuck, S.; Korte-Kerzel, S.; Weiss, H.A.; et al. Impact of the interaction of material production and mechanical processing on the magnetic properties of non-oriented electrical steel. AIP Adv. 2018, 8, 47601. [Google Scholar] [CrossRef] [Green Version]
- Stöcker, A.; Leuning, N.; Hameyer, K.; Wei, X.; Hirt, G.; Korte-Kerzel, S.; Prahl, U.; Kawalla, R. Correlating magnetic properties of ferritic NO electrical steel containing 2.4 m.%Si with hot strip microstructure. J. Magn. Magn. Mater. 2020, 501, 166431. [Google Scholar] [CrossRef]
- Wei, X.; Heller, M.; Krämer, A.; Korte-Kerzel, S.; Hirt, G. Einfluss des Kaltwalz- und Wärmebehandlungsprozesses auf die Mikrostruktur und Textur von nicht kornorientiertem Elektroblech. In 33. Aachener Stahlkolloquium-Umformtechnik; Hirt, G., Ed.; Verlagshaus Mainz GmbH Aachen: Aachen, Germany, 2019; pp. 189–197. ISBN 3958862713. [Google Scholar]
- Rios, P.R.; Siciliano, F., Jr.; Sandim, H.R.Z.; Plaut, R.L.; Padilha, A.F. Nucleation and growth during recrystallization. Mat. Res. 2005, 8, 225–238. [Google Scholar] [CrossRef] [Green Version]
- Barros, J.; Schneider, J.; Verbeken, K.; Houbaert, Y. On the correlation between microstructure and magnetic losses in electrical steel. J. Magn. Magn. Mater. 2008, 320, 2490–2493. [Google Scholar] [CrossRef]
- Leuning, N.; Steentjes, S.; Hameyer, K. Effect of grain size and magnetic texture on iron-loss components in NO electrical steel at different frequencies. J. Magn. Magn. Mater. 2019, 469, 373–382. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | C | Mn | Si | Al | S | N | P | Fe |
|---|---|---|---|---|---|---|---|---|
| Weight Percent (wt.-%) | * 0.002 | 0.17 | 3.16 | 0.89 | * 0.003 | * 0.006 | * 0.07 | balance |
| Hot Rolling Pass Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| Reverse Rolling | Continuous Rolling | ||||||
| Final thickness in mm | 15.0 | 7.5 | 3.9 | 2.1 | 1.3 | 1.15 | 1.0 |
| Reduction in % | 55 | 50 | 48 | 46 | 38 | 12 | 13 |
| Roll diameter in mm | 340 | 340 | 340 | 340 | 200 | 200 | 195 |
| Cold Rolling Pass Number | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Final thickness in mm | 0.75 | 0.57 | 0.48 | 0.33 | 0.26 | 0.25 |
| Reduction in % | 25 | 24 | 16 | 31 | 21 | 4 |
| Name. | Description | ||
|---|---|---|---|
| Hot Rolling | Cold Rolling | Final Annealing | |
| Q-25-1000 | 1 mm, water quenching | 0.25 mm | 1000 °C, 1 min |
| F-25-900 | 1 mm, furnace cooling | 0.25 mm | 900 °C, 2 min |
| F-25-1000 | 1 mm, furnace cooling | 0.25 mm | 1000 °C, 1 min |
| F-25-1100 | 1 mm, furnace cooling | 0.25 mm | 1100 °C, 1 min |
| F-50-1000 | 1 mm, furnace cooling | 0.50 mm | 1000 °C, 1 min |
| Name | ||||||
|---|---|---|---|---|---|---|
| Q-25-1000 | F-25-900 | F-25-1000 | F-25-1100 | F-50-1000 | ||
| Sheet layer | surface | 156.55 µm ± 103.59 µm | 28 µm ± 17.42 µm | 152.89 µm ± 92.85 µm | 164.09 µm ± 98.12 µm | 86.42 µm ± 55.39 µm |
| mid layer | 161.27 µm ± 97.32 µm | 34.04 µm ± 19.38 µm | 138.58 µm ± 82.28 µm | 174.04 µm ± 95.55 µm | 117.46 µm ± 72.5 µm | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, X.; Krämer, A.; Hirt, G.; Stöcker, A.; Kawalla, R.; Heller, M.; Korte-Kerzel, S.; Böhm, L.; Volk, W.; Leuning, N.; et al. Influence of Process Parameters on Grain Size and Texture Evolution of Fe-3.2 wt.-% Si Non-Oriented Electrical Steels. Materials 2021, 14, 6822. https://doi.org/10.3390/ma14226822
Wei X, Krämer A, Hirt G, Stöcker A, Kawalla R, Heller M, Korte-Kerzel S, Böhm L, Volk W, Leuning N, et al. Influence of Process Parameters on Grain Size and Texture Evolution of Fe-3.2 wt.-% Si Non-Oriented Electrical Steels. Materials. 2021; 14(22):6822. https://doi.org/10.3390/ma14226822
Chicago/Turabian StyleWei, Xuefei, Alexander Krämer, Gerhard Hirt, Anett Stöcker, Rudolf Kawalla, Martin Heller, Sandra Korte-Kerzel, Lucas Böhm, Wolfram Volk, Nora Leuning, and et al. 2021. "Influence of Process Parameters on Grain Size and Texture Evolution of Fe-3.2 wt.-% Si Non-Oriented Electrical Steels" Materials 14, no. 22: 6822. https://doi.org/10.3390/ma14226822
APA StyleWei, X., Krämer, A., Hirt, G., Stöcker, A., Kawalla, R., Heller, M., Korte-Kerzel, S., Böhm, L., Volk, W., Leuning, N., Hameyer, K., & Lohmar, J. (2021). Influence of Process Parameters on Grain Size and Texture Evolution of Fe-3.2 wt.-% Si Non-Oriented Electrical Steels. Materials, 14(22), 6822. https://doi.org/10.3390/ma14226822