
Effects of Composite Coatings Functionalized with Material Additives Applied on Textile Materials for Cut Resistant Protective Gloves

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
- (1)
- Step 1: Selection of a homogeneous textile carrier—the selected carrier was a commercially available knitted aramid fabric designed for use in commercial gloves. Textile carrier samples measuring 210 × 297 mm were positioned horizontally.
- (2)
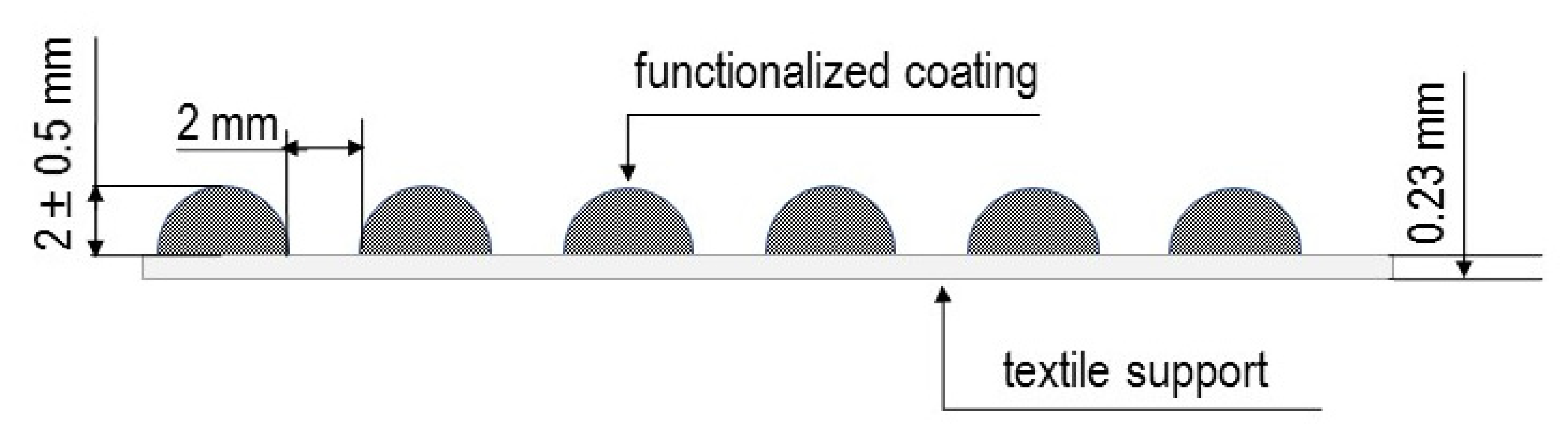
- Step 2: Selection of a coating method—coating was carried out by screen printing using a geometric stencil (Figure 1). Convex structures were made using an acrylic-styrene polymer with a foaming agent.
- (3)
- Step 3: Preparation of composite paste—reinforcing additives were added to the polymer paste at 20% w/w (the paste to reinforcing agent ratio was 4:1—one sample was prepared using 25 g of the polymer paste and 6.25 g of an additive).
- (4)
- Step 4: Functionalization of the textile carrier—a metal geometric stencil was placed on a horizontal aramid fabric (Figure 1) and pressed with a force of 50 N. A composite paste was transferred onto the textile carrier using an elastic spatula, and then the stencil was removed.
- (5)
- Step 5: Fixing of the coating elements—the samples were heated in a circulating air laboratory oven (Zalmed, Lublin, Poland) at 140 °C for 10 min. Subsequently, the samples were removed from the oven and the homogeneity of the coating elements was evaluated. A schematic view of the resulting samples is given in Figure 2.
2.3. Testing Methods
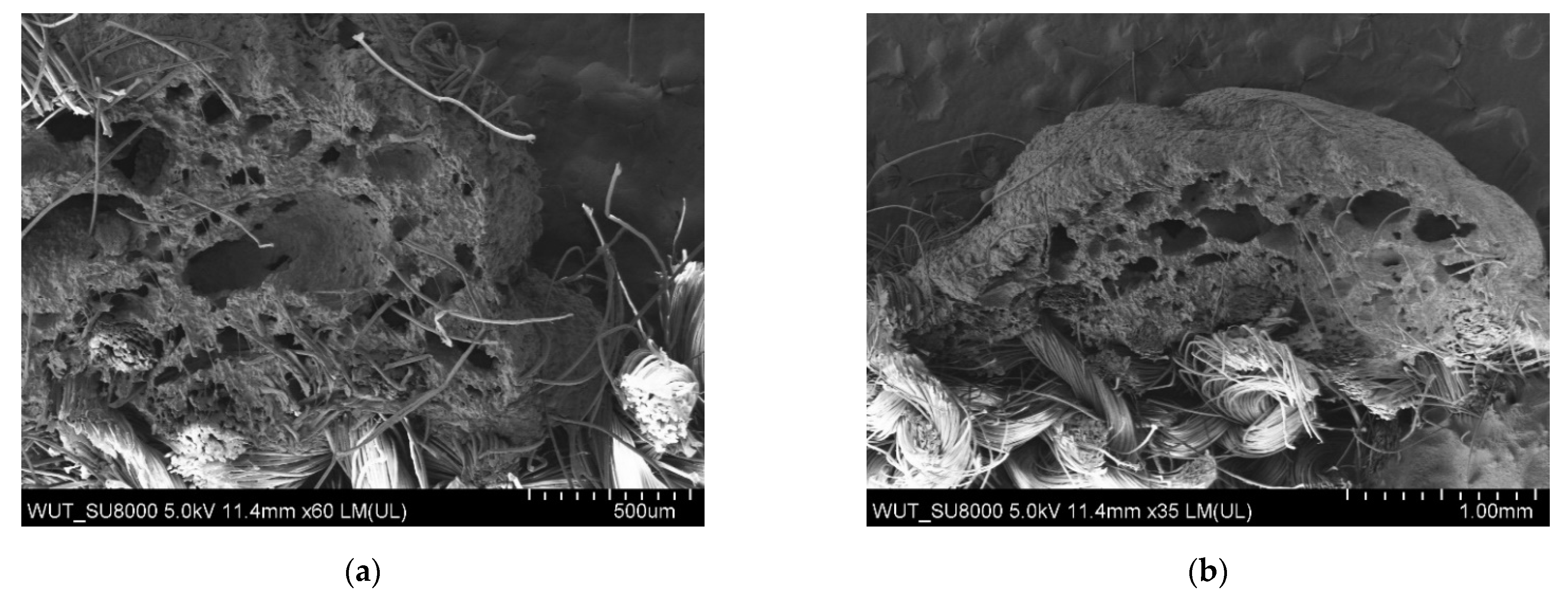
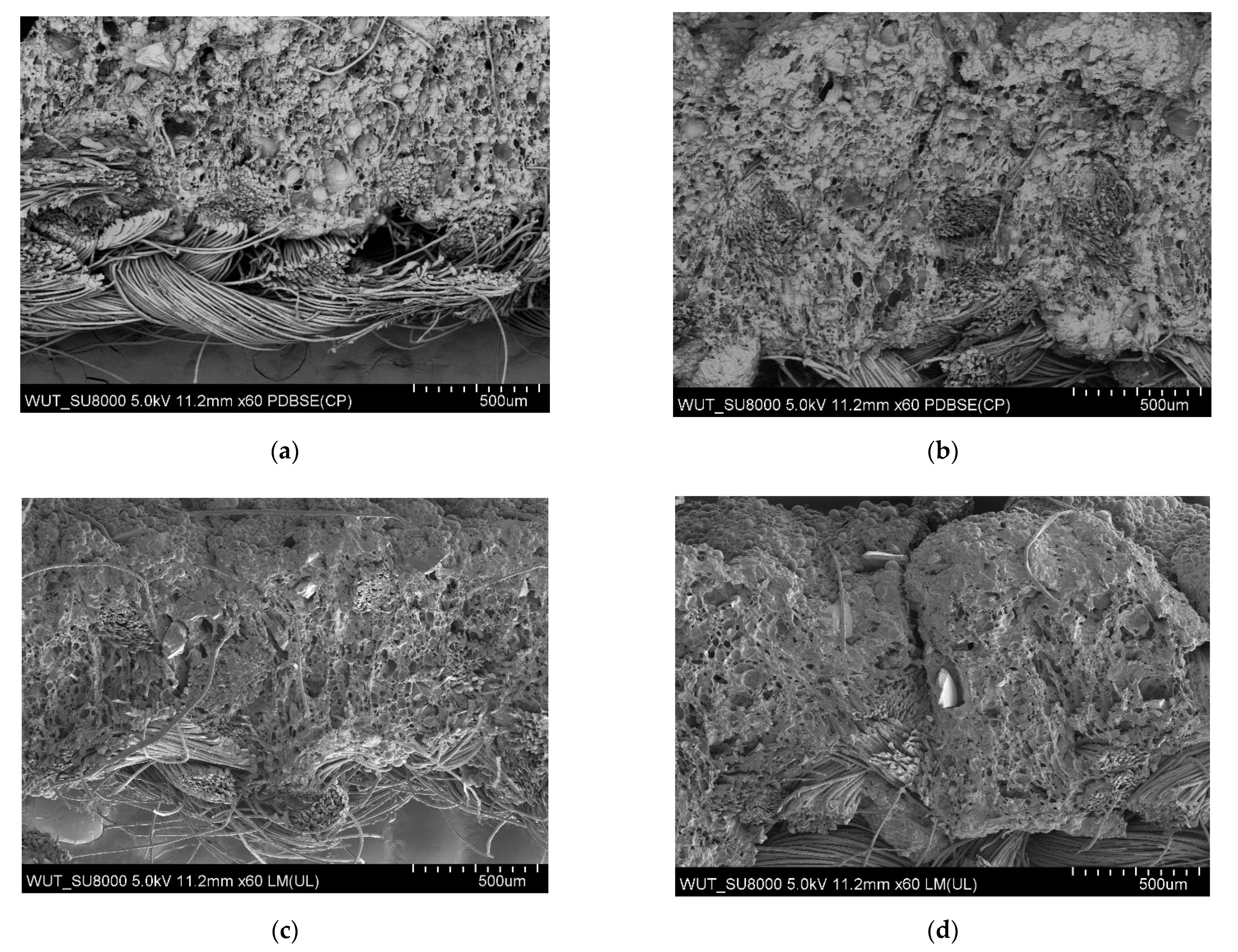
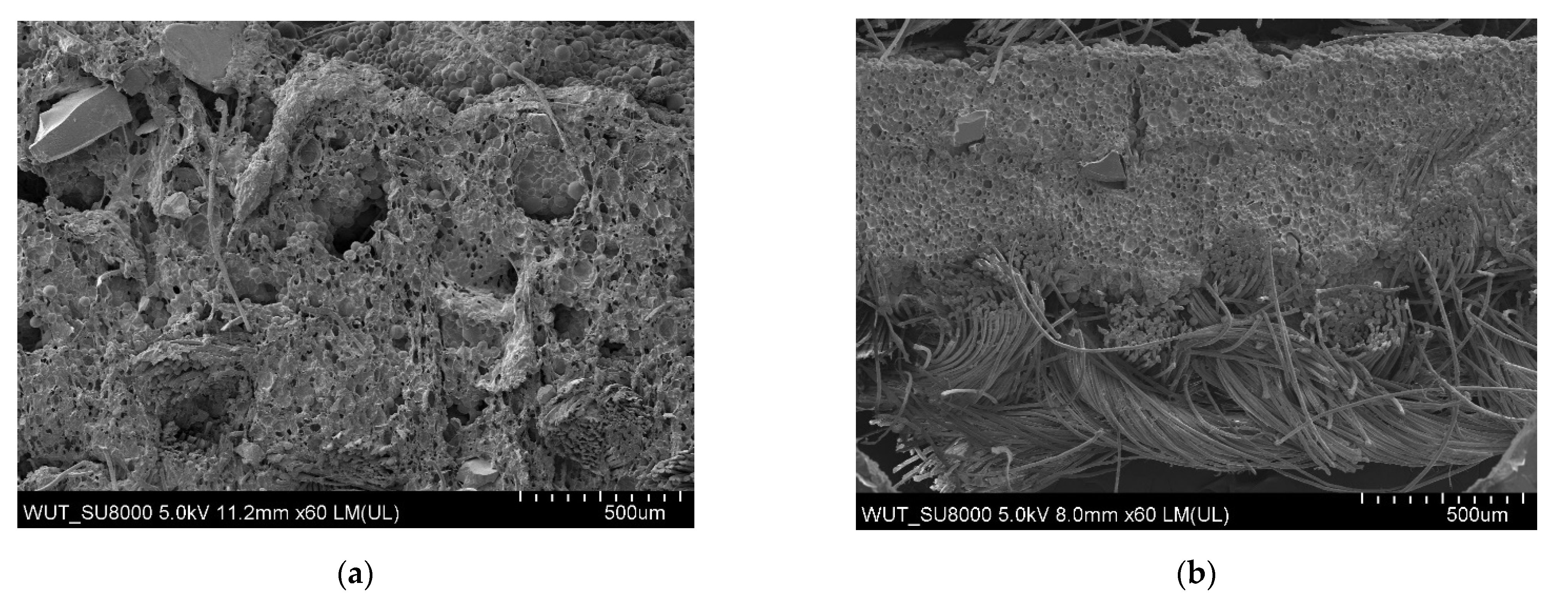
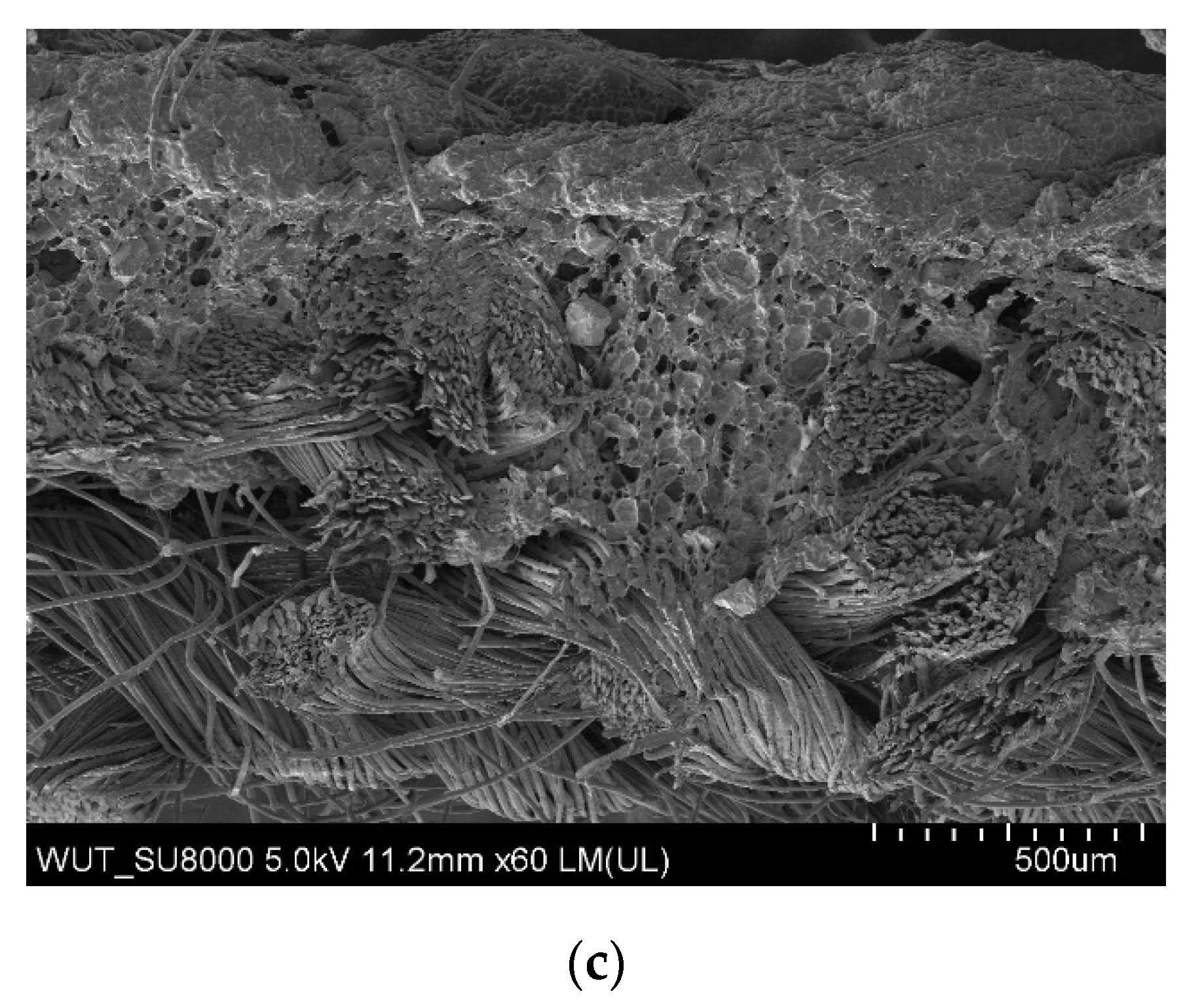
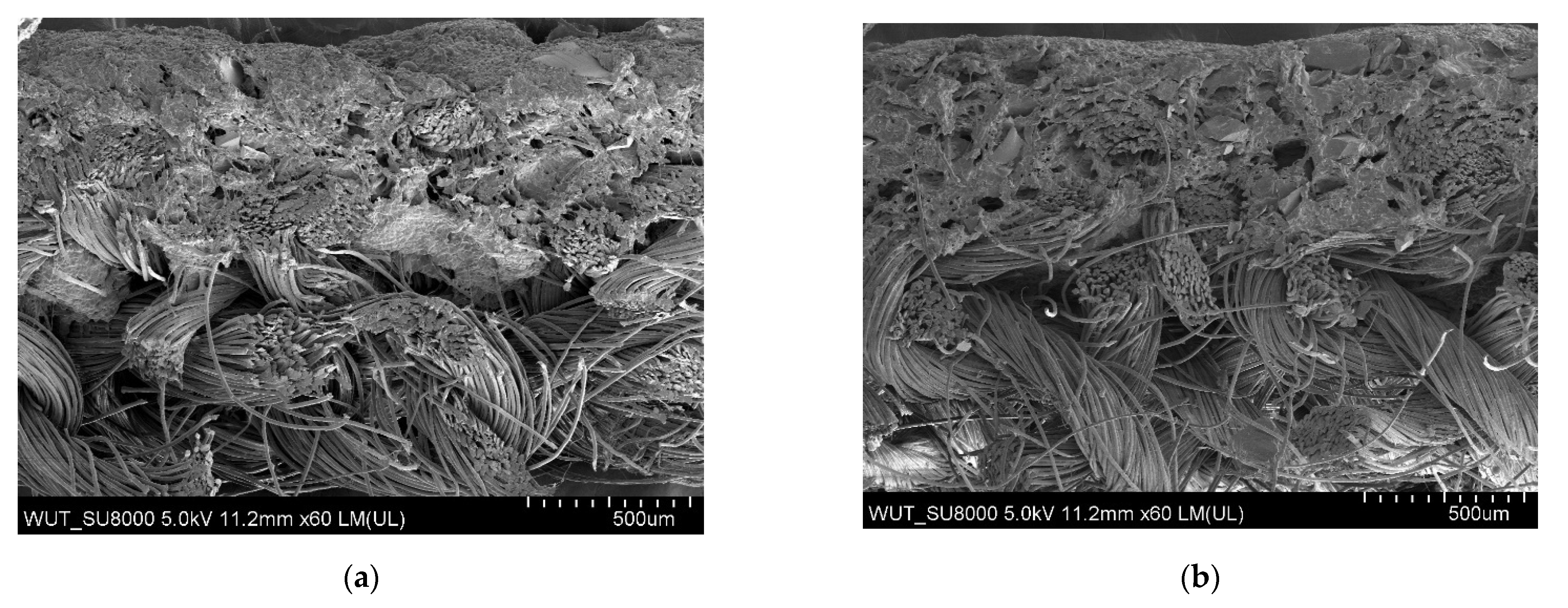
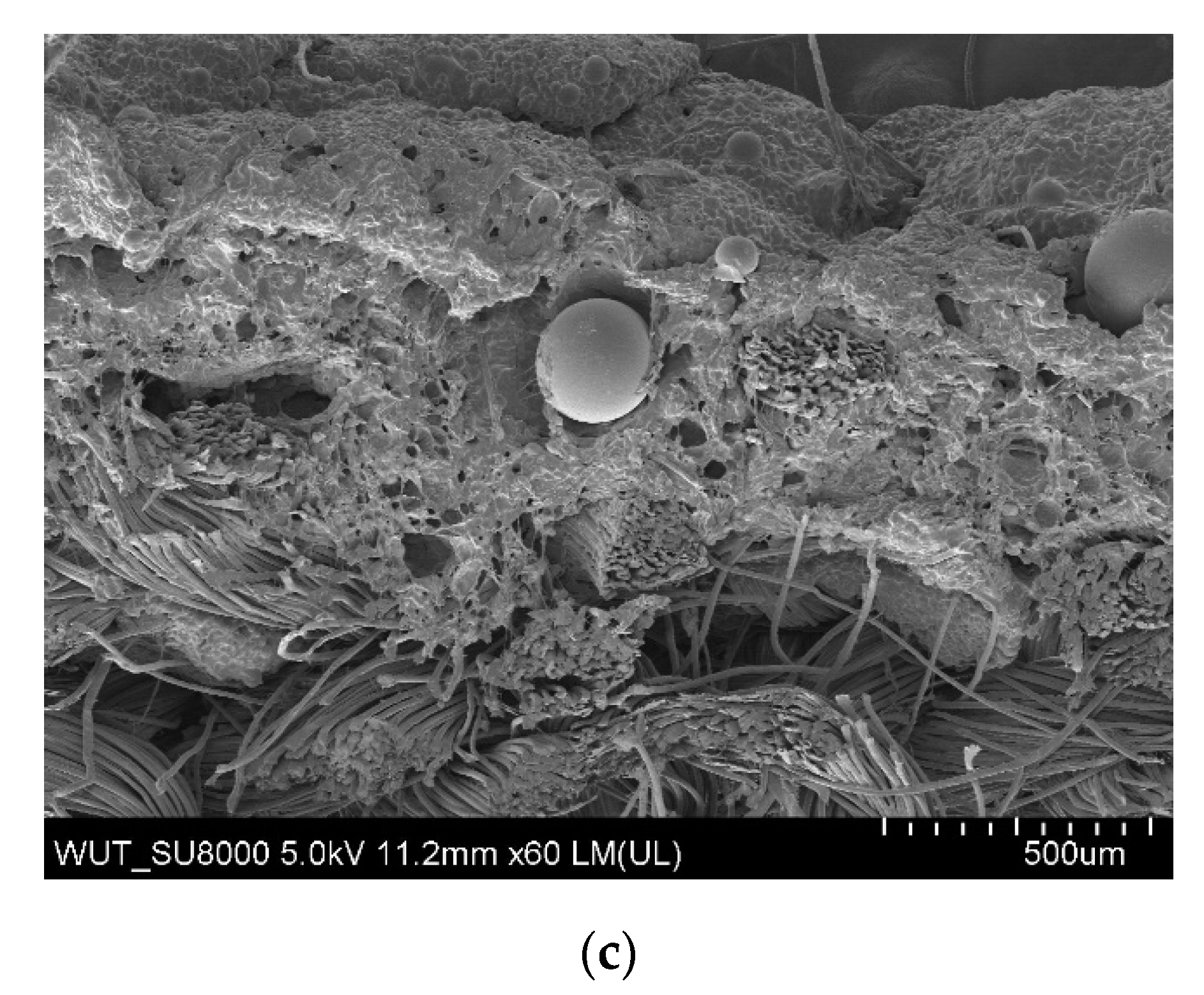
2.3.1. Morphology Evaluation
2.3.2. Cut Resistance Testing
2.3.3. Statistical Analysis
3. Results
3.1. Morphology
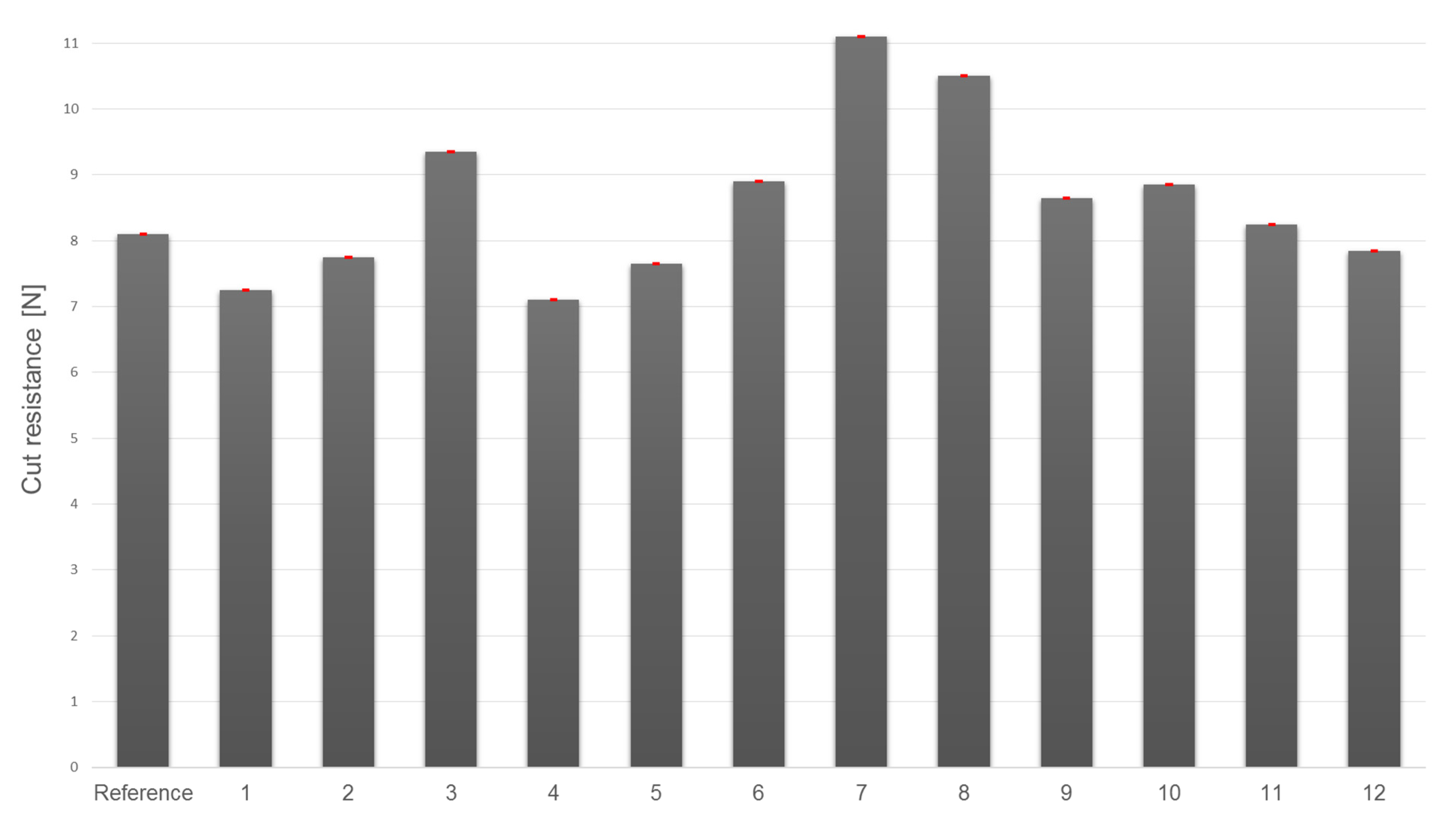
3.2. Cut Resistance Results
3.3. Statistical Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Claudon, L. Influence on grip of knife handle surface characteristics and wearing protective gloves. Appl. Ergon. 2006, 37, 729–735. [Google Scholar] [CrossRef]
- Yu, A.; Yick, K.L.; Ng, S.; Yip, J. Case study on the effect of fit and material of sports gloves on hand performance. Appl. Ergon. 2019, 75, 17–26. [Google Scholar] [CrossRef]
- EN 388:2016+A1:2018-Protective Gloves against Mechanical Risks; European Committee for Standardization: Brussels, Belgium, 2018.
- EN ISO 13997:1999-Protective Clothing-Mechanical Properties-Determination of Resistance to Cutting by Sharp Objects; European Committee for Standardization: Brussels, Belgium, 1999.
- Li, D. Cut Protective Textiles, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Lara, J.; Turcot, D.; Daigle, R.; Paylot, F. Comparison of Two Methods to Evaluate the Resistance of Protective Gloves to Cutting by Sharp Blades. In Performance of Protective Lothing; ASTM International: West Conshohocken, PA, USA, 1996; Volume 5, pp. 32–42. [Google Scholar]
- Rebouillat, S.; Steffenino, B.; Miret-Casas, A. Aramid, steel, and glass: Characterization via cut performance testing, of composite knitted fabrics and their constituent yarns, with a review of the art. J. Mater. Sci. 2010, 45, 5378–5392. [Google Scholar] [CrossRef]
- Dianat, I.; Haslegrave, C.M.; Stedmon, A.W. Methodology for evaluating gloves in relation to the effects on hand performance capabilities: A literature review. Ergonomics 2012, 55, 1429–1451. [Google Scholar] [CrossRef] [PubMed]
- Dianat, I.; Haslegrave, C.M.; Stedmon, A.W. Design options for improving protective gloves for industrial assembly work. Appl. Ergon. 2014, 45, 1208–1217. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rebouillat, S.; Steffenino, B. High performance fibres and the mechanical attributes of cut resistant structures made therewith. In High Performance Structures and Materials III; WIT Press: New Forest, UK, 2006; Volume 85, pp. 279–299. [Google Scholar]
- Ballato, J.; Dragic, P. Materials Development for Next Generation Optical Fiber. Materials 2014, 7, 4411–4430. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Colson, P.; Henrist, C.; Cloots, R. Nanosphere Lithography: A Powerful Method for the Controlled Manufacturing of Nanomaterials. J. Nanomater. 2013, 5, 19. [Google Scholar] [CrossRef] [Green Version]
- Galvin, C.J.; Genzer, J. Applications of surface-grafted macromolecules derived from postpolymerization modification reactions. Prog. Polym. Sci. 2012, 37, 871–906. [Google Scholar] [CrossRef]
- Bryjak, M.; Gancarz, I.; Smolinska, K. Plasma nanostructuring of porous polymer membranes. Adv. Colloid Interface Sci. 2010, 161, 2–9. [Google Scholar] [CrossRef]
- Brzeziński, S.; Połowiński, S.; Kowalczyk, D.; Karbownik, I.; Malinowska, G. Effect of the Corona Discharge Treatment of Polyester Fabrics on their Adhesive Properties. Fibres Text. East. Eur. 2009, 4, 98–102. [Google Scholar]
- Bucheńska, J.; Słomkowski, S.; Tazbir, J.W.; Sobolewska, E. Poly(ethylene terephthalate) yarn with antibacterial properties. J. Biomater. Sci. Polym. Ed. 2001, 12, 55–62. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.Y.; Sun, L.; Jiang, W.; Lynch, V.M. Antimicrobial regenerated cellulose/nano-silver fiber without leaching. J. Bioact. Compat. Polym. 2014, 30, 17–33. [Google Scholar] [CrossRef]
- Baunhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Boguń, M.; Mikołajczyk, T.; Szparaga, G.; Kurzak, A.; Wójcik, M. Comparative Analysis of the Influence of the Kind and Amount of Two Ferromagnetic Nanoadditives on the Structural Properties of Precursor Polyacrylonitrile Fibres. Fibres Text. East. Eur. 2008, 5, 48–53. [Google Scholar]
- Thilagavathi, G.; Rajendrakumar, K.; Kannaian, T. Development of Textile Laminates for Improved Cut Resistance. J. Eng. Fibers Fabr. 2010, 5, 40–44. [Google Scholar] [CrossRef] [Green Version]
- Harrabi, L.; Dolez, P.I.; Vu-Khanh, T.; Lara, J. Evaluation of the Flexibility of Protective Gloves. Int. J. Occup. Saf. Ergon. 2008, 14, 61–68. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Roda-Sales, A.; Sancho-Bru, J.L.; Vergara, M.; Gracia-Ibáñez, V.; Jarque-Bou, N. Effect on manual skills of wearing instrumented gloves during manipulation. J. Biomech. 2020, 98, 109512. [Google Scholar] [CrossRef]
- Yoo, I.-G.; Lee, J.; Jung, M.; Lee, J.-H. Effects of Wearing the Wrong Glove Size on Shoulder and Forearm Muscle Activities during Simulated Assembly Work. Ind. Health 2011, 49, 575–581. [Google Scholar] [CrossRef] [Green Version]
- Irzmańska, E.; Stefko, A. Comparative Evaluation of Test Methods for Cut Resistance of Protective Gloves According to Polish Standards. Fibres Text. East. Eur. 2012, 5, 99–103. [Google Scholar]
- Matkowić, P.; Marija, V.; Skenderi, Z. Mechanical Properties of Polyurethane Coated Knitted Fabrics. Fibres Text. East. Eur. 2013, 4, 86–91. [Google Scholar]
- Payot, F. Measurement and control method for cutting resistance of protective gloves. In Performance of Protective Clothing; McBriarty, J.P., Henry, N.W., Eds.; American Society for Testing and Materials: Philadelphia, PA, USA, 1992; Volume 4, pp. 17–25. [Google Scholar]
- Mayo, J.B.; Wetzel, E.D.; Hosur, M.V.; Jeelani, S. Stab and Puncture Characterization of Thermoplastic-Impregnated Aramid Fabrics. Int. J. Impact Eng. 2009, 36, 1095–1105. [Google Scholar] [CrossRef]
- Al-Mosawi, A.I.; Al-Maamori, M.H.; Abdulsada, S.A. Mechanical Properties of Hybrid Elastomer Blends. J. Thin Films Coat. Sci. Technol. Appl. 2017, 4, 13–17. [Google Scholar] [CrossRef]
- Nunes, R.C.R.; Fonseca, J.L.C.; Pereira, M.R. Polymer-Filler Interactions and Mechanical Properties of a Polyurethane Elastomer. Polym. Test. 2000, 19, 93–103. [Google Scholar] [CrossRef]
- Xia, M.; Quan, Z.; Wang, X.; Yu, J. Preparation and Characterization of B4C Particle Coated Composites for Stab-Resistance. Compos. Struct. 2019, 228, 111370. [Google Scholar] [CrossRef]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Gloc, M.; Kulesza, M.; Kowalski, M.; Krauze, S.; Lewandowska, M. Flammability, Mechanical Properties and Structure of Rigid Polyurethane Foams with Different Types of Carbon Reinforcing Materials. Compos. Struct. 2016, 140, 67–76. [Google Scholar] [CrossRef]
- Chaireh, S.; Ngasatool, P.; Kaewtatip, K. Novel composite foam made from starch and water hyacinth with beeswax coating for food packaging applications. Int. J. Biol. Macromol. 2020, 165, 1382–1391. [Google Scholar] [CrossRef] [PubMed]
- Huang, W.; Xu, H.; Fan, Z.; Ao, Y.; Liu, J. Compressive response of composite ceramic particle-reinforced polyurethane foam. Polym. Test. 2020, 87, 106514. [Google Scholar] [CrossRef]
- Mayo, J.B.; Wetzel, E.D. Cut resistance and failure of high-performance single fibers. Text. Res. J. 2014, 84, 1233–1246. [Google Scholar] [CrossRef]
- Tennebroek, R.; van der Hoeven-van Casteren, I.; Swaans, R.; van der Slot, S.; Stals, P.J.M.; Tuijtelaars, B.; Koning, C. Water-based polyurethane dispersion. Polym. Int. 2019, 68, 832–842. [Google Scholar] [CrossRef]
- Ertekin, M.; Kirtay, H.E. Cut resistance of hybrid para-aramid fabrics for protective gloves. J. Text. Inst. 2016, 107, 1276–1283. [Google Scholar] [CrossRef]
- Kim, B.K. Aqueous polyurethane dispersions. Colloid Polym. Sci. 1996, 274, 599–611. [Google Scholar] [CrossRef]
- Yang, W.Q.; Liu, X.Y.; Yu, Y.P.; Yu, W.D. Evaluation of Stab Resistance of Coated UHMWPE Fabric. Fibres Text. East. Eur. 2020, 2, 76–79. [Google Scholar]
- Rubin, W.; Wen, Z.; Feng, L.; Yingjian, L.; Wenting, Z.; Yongfang, L.; Bin, D.; Xiaowei, W. Enhancing Stab Resistance of Thermoset-Aramid Composite Fabrics by Coating with SiC Particles. J. Ind. Text. 2019, 48, 1228–1241. [Google Scholar] [CrossRef]
- Gent, A.N.; Wang, C. Cutting Resistance of Polyethylene. J. Polym. Sci. Part B Polym. Phys. 1996, 34, 2231–2237. [Google Scholar] [CrossRef]
- Vu Thi, B.N.; Vu-Khanh, T.; Lara, J. Effect of Friction on Cut Resistance of Polymers. J. Thermoplast. Compos. Mater. 2005, 18, 23–35. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Additive No. | SEM Images (Magnification ×50) | Chemical Composition | Physical Properties (Particle Size) |
|---|---|---|---|
| 1 | 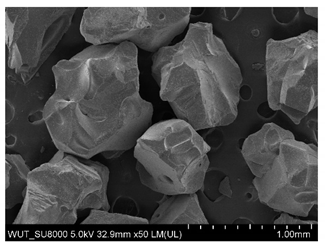 | Al2O3 | 710–750 µm |
| 2 |  | Al2O3 | 180–250 µm |
| 3 |  | Al2O3 | 100–500 µm |
| 4 | 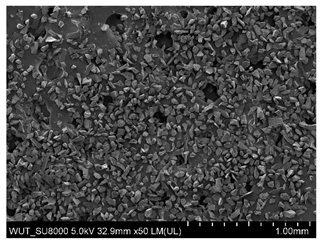 | Al2O3 | 50–56 µm |
| 5 | 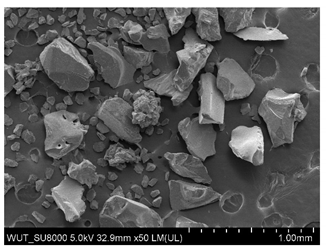 | SiC | 100–450 µm |
| 6 |  | SiC | 50–450 µm |
| 7 | 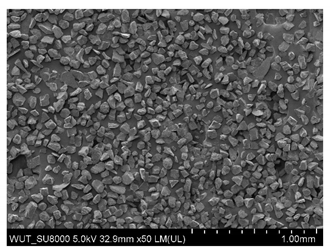 | SiC | 53–75 µm |
| 8 | 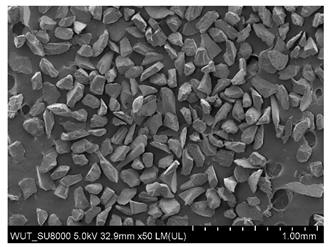 | SiO2 CaO | 50–200 µm |
| 9 | 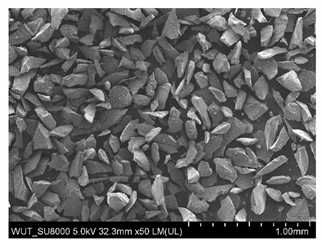 | SiO2 CaO | 10–250 µm |
| 10 | 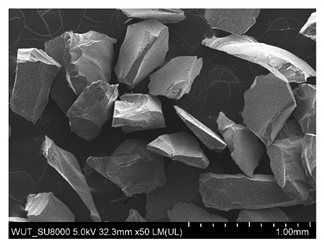 | SiO2 > 65% Na2O > 14% CaO > 8.0% MgO < 4.0% Al2O3 0.5–2.0% Fe2O3 < 0.2% | 315–500 µm |
| 11 |  | SiO2 > 65% Na2O >14% CaO > 8.0% MgO < 4.0% Al2O3 0.5–2% Fe2O3 < 0.2% | 250–350 µm |
| 12 |  | SiO2 70–73% Na2O + K2O 13–15% CaO 7–11% MgO 3–5% Al2O3 0.5–2.0% TiO2 ≤ 0.1% | 125–630 µm |
| Performance Level | Level A | Level B | Level C | Level D | Level E | Level F |
|---|---|---|---|---|---|---|
| Cutting force [N] | 2 | 5 | 10 | 15 | 22 | 30 |
| Parameter | Additive | N | Min | Max | M | SD |
|---|---|---|---|---|---|---|
| Cut resistance [N] | Reference material (without additives) | 2 | 8.20 | 8.10 | 8.15 | 0.07 |
| 1 | 2 | 7.40 | 7.10 | 7.25 | 0.21 | |
| 2 | 2 | 7.90 | 7.60 | 7.75 | 0.21 | |
| 3 | 2 | 9.50 | 9.20 | 9.35 | 0.21 | |
| 4 | 2 | 7.30 | 6.90 | 7.10 | 0.28 | |
| 5 | 2 | 7.80 | 7.50 | 7.65 | 0.21 | |
| 6 | 2 | 9.00 | 8.80 | 8.90 | 0.14 | |
| 7 | 2 | 11.20 | 11.00 | 11.10 | 0.14 | |
| 8 | 2 | 10.80 | 10.20 | 10.50 | 0.42 | |
| 9 | 2 | 8.90 | 8.40 | 8.65 | 0.35 | |
| 10 | 2 | 9.10 | 8.60 | 8.85 | 0.35 | |
| 11 | 2 | 8.40 | 8.10 | 8.25 | 0.21 | |
| 12 | 2 | 8.10 | 7.60 | 7.85 | 0.35 |
| Parameter | F (12, 13) | p | η2 | Post-Hoc Test |
|---|---|---|---|---|
| 0 < 3,7,8; 0 > 4 | ||||
| Cut resistance | 1 < 8,11,10,9; 2 < 3,6,7,8,10; | |||
| 41.05 | 0.001 | 0.97 | 2 > 3,4,1,8; 3 < 7,8; 4 < 6,7,8,11,10,9; | |
| 5 < 6,7,8,10; 6 < 7,8; 6 > 1,12; | ||||
| 7 > 1,11,10,9,12; 8 > 11,10,9,12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kropidłowska, P.; Jurczyk-Kowalska, M.; Irzmańska, E.; Płociński, T.; Laskowski, R. Effects of Composite Coatings Functionalized with Material Additives Applied on Textile Materials for Cut Resistant Protective Gloves. Materials 2021, 14, 6876. https://doi.org/10.3390/ma14226876
Kropidłowska P, Jurczyk-Kowalska M, Irzmańska E, Płociński T, Laskowski R. Effects of Composite Coatings Functionalized with Material Additives Applied on Textile Materials for Cut Resistant Protective Gloves. Materials. 2021; 14(22):6876. https://doi.org/10.3390/ma14226876
Chicago/Turabian StyleKropidłowska, Paulina, Magdalena Jurczyk-Kowalska, Emilia Irzmańska, Tomasz Płociński, and Radosław Laskowski. 2021. "Effects of Composite Coatings Functionalized with Material Additives Applied on Textile Materials for Cut Resistant Protective Gloves" Materials 14, no. 22: 6876. https://doi.org/10.3390/ma14226876