
Anisotropic Behavior of Al1050 through Accumulative Roll Bonding

 ,
,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and ARB Process
2.2. Tensile Test
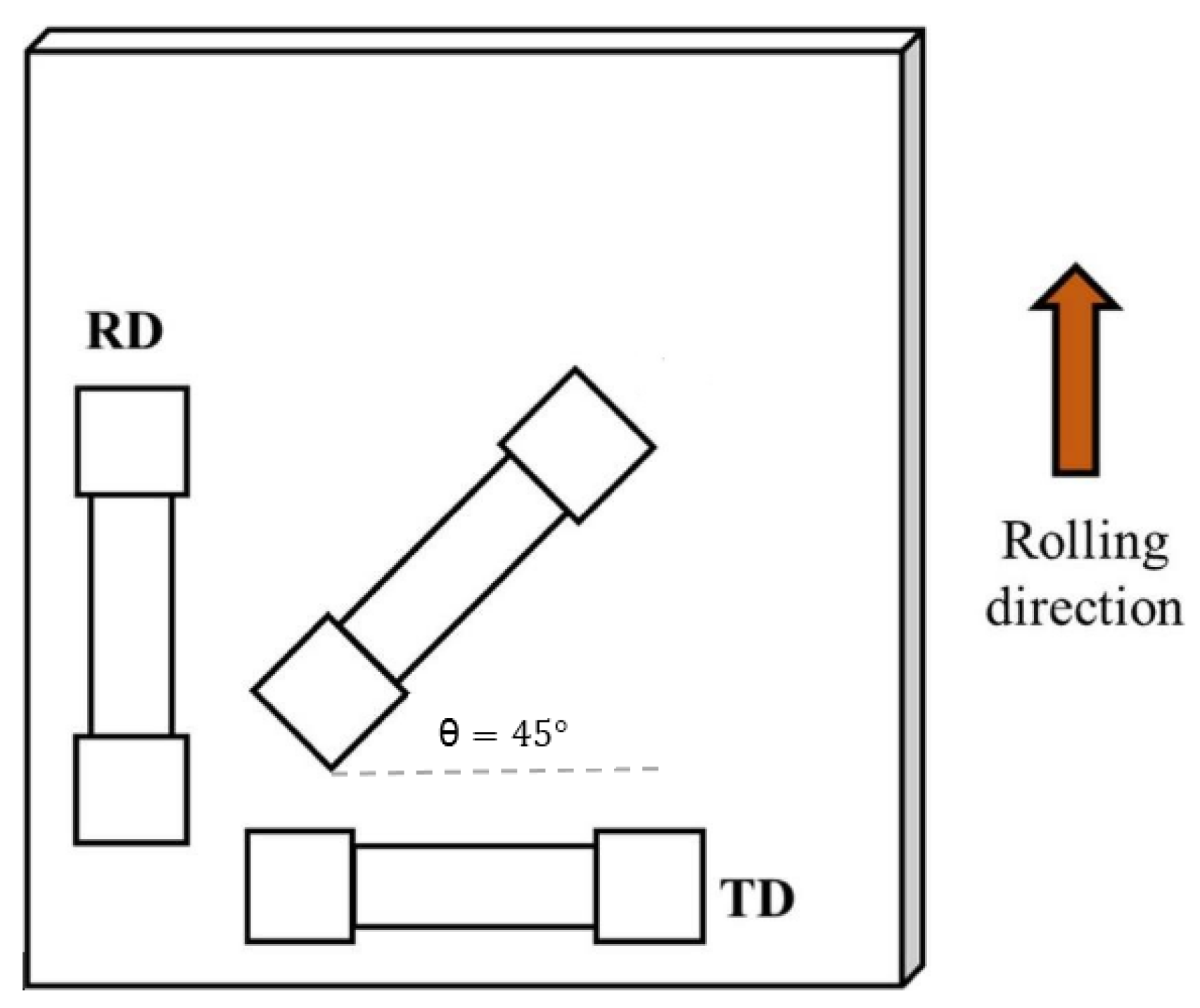
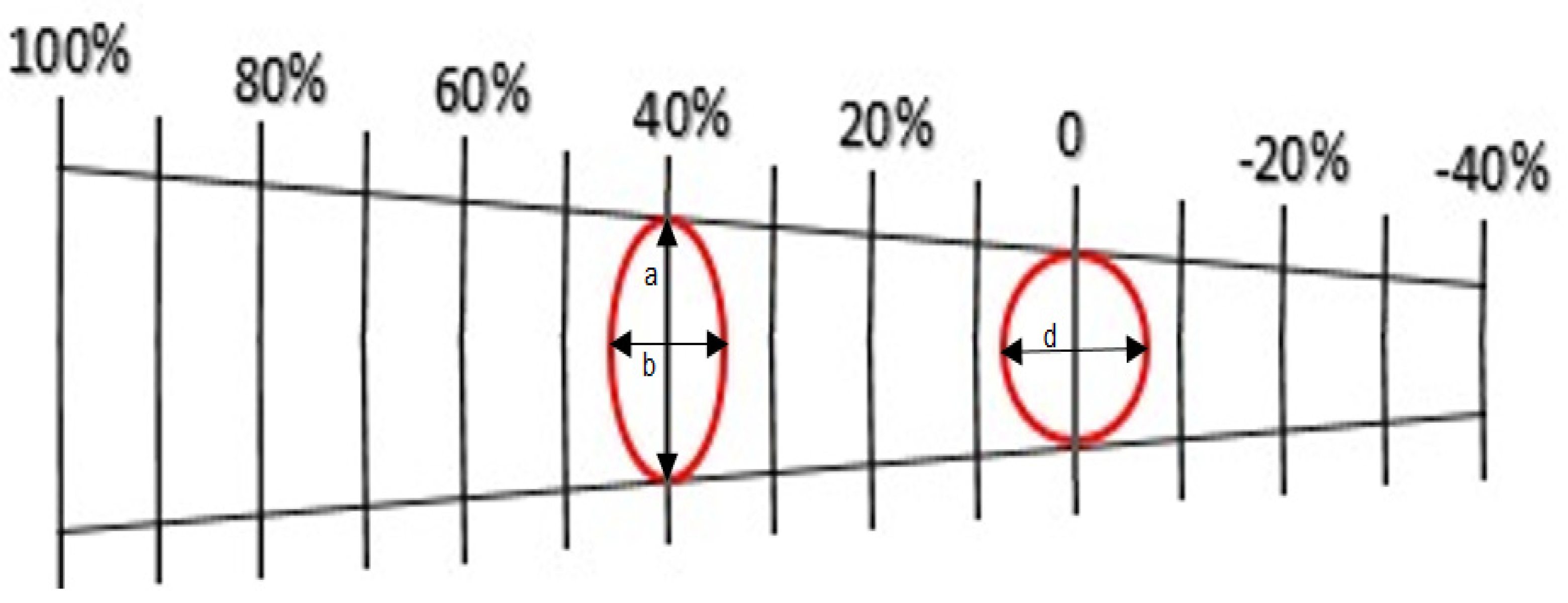
2.3. Anisotropy Evaluation
2.4. Vickers Microhardness Test
2.5. Fractography
3. Results and Discussion
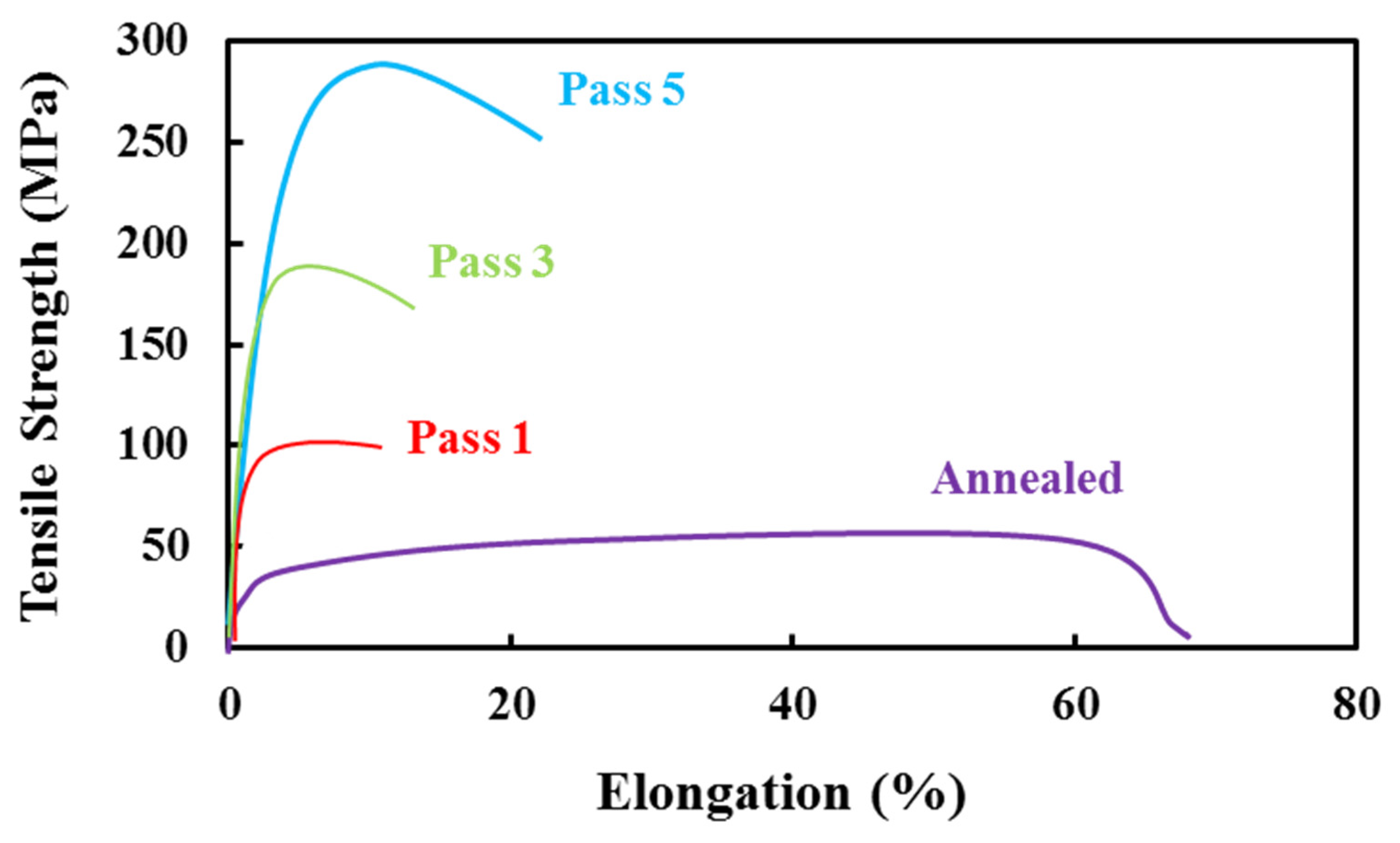
3.1. Tensile Strength
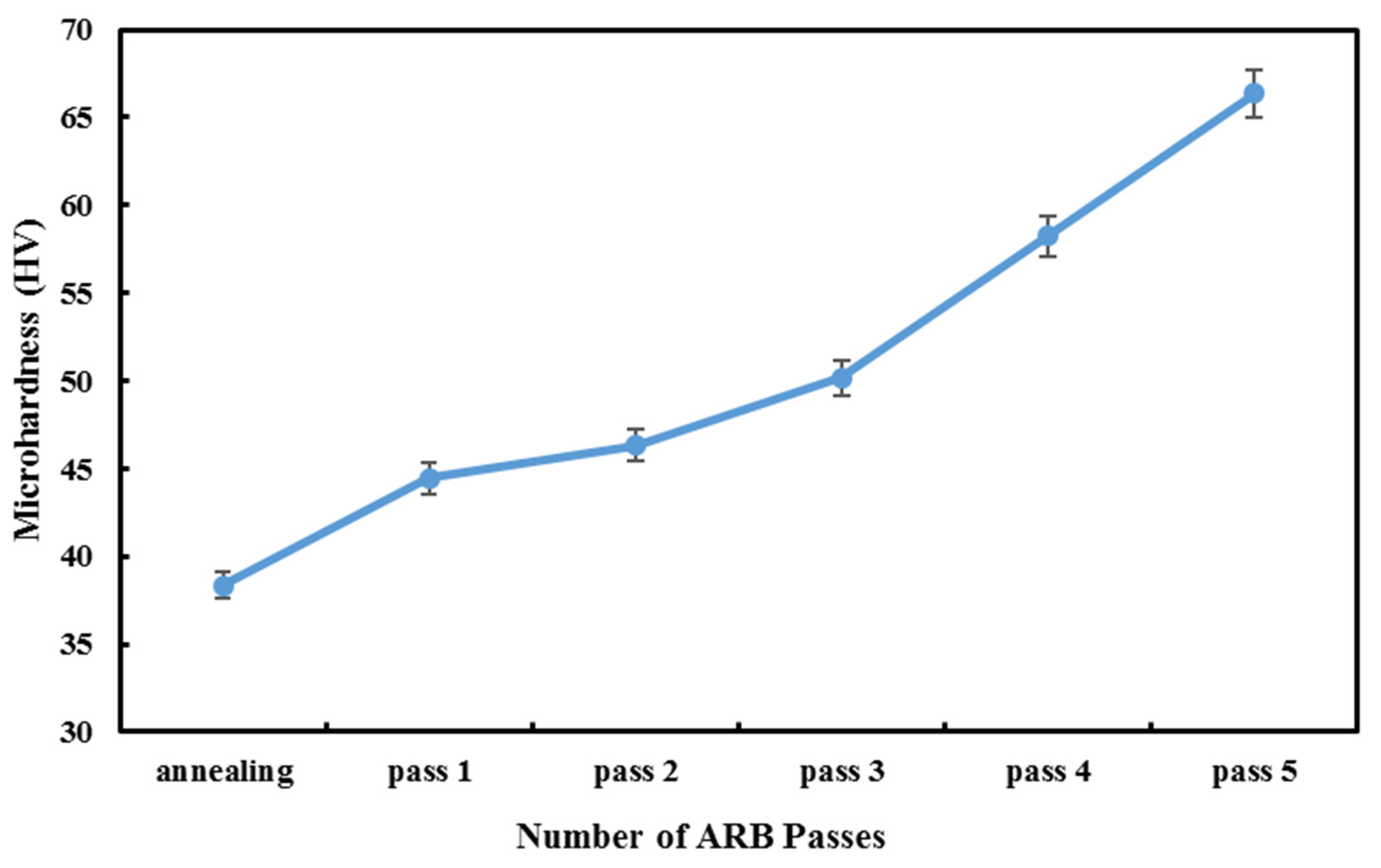
3.2. Microhardness
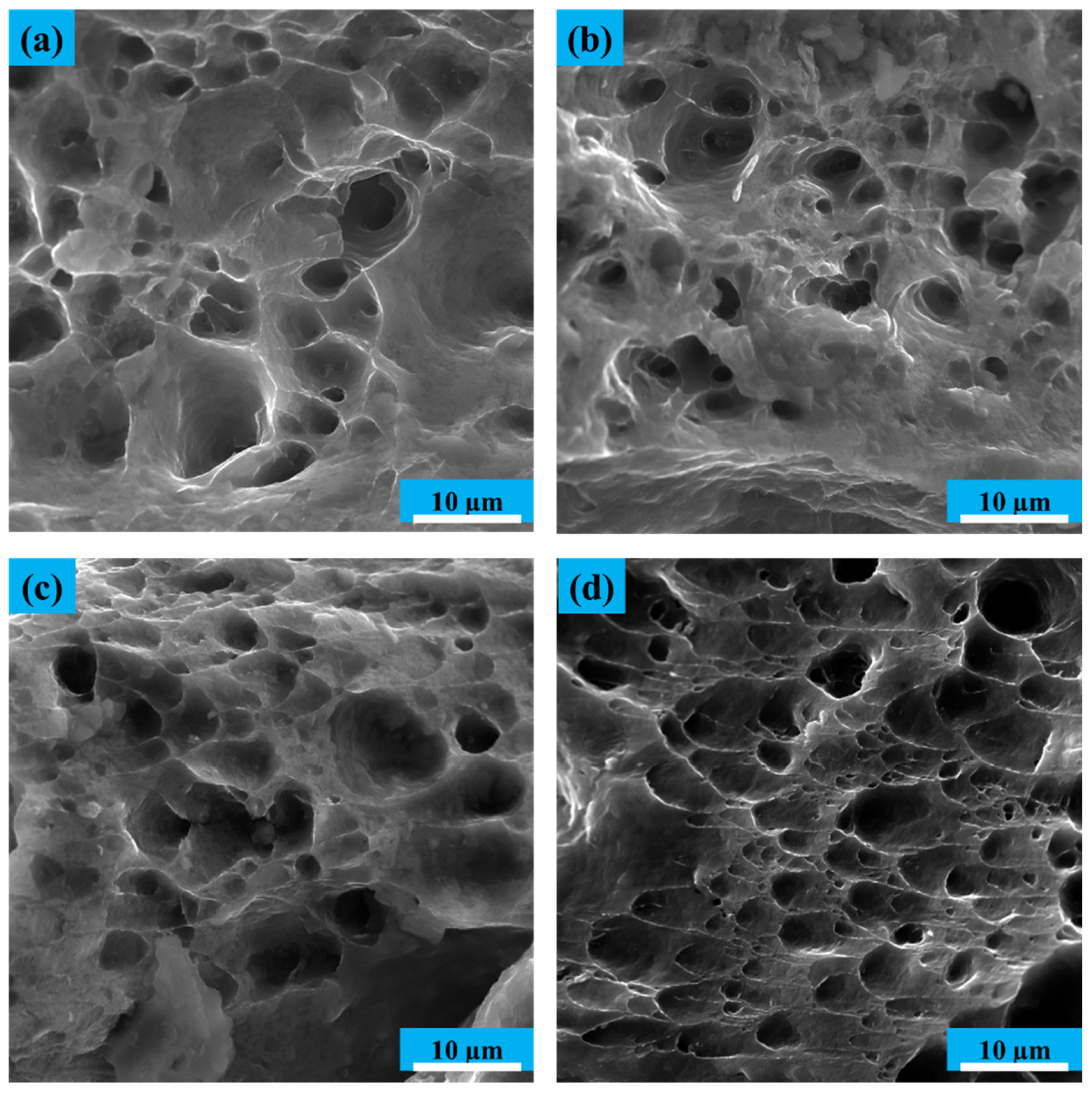
3.3. Fractography
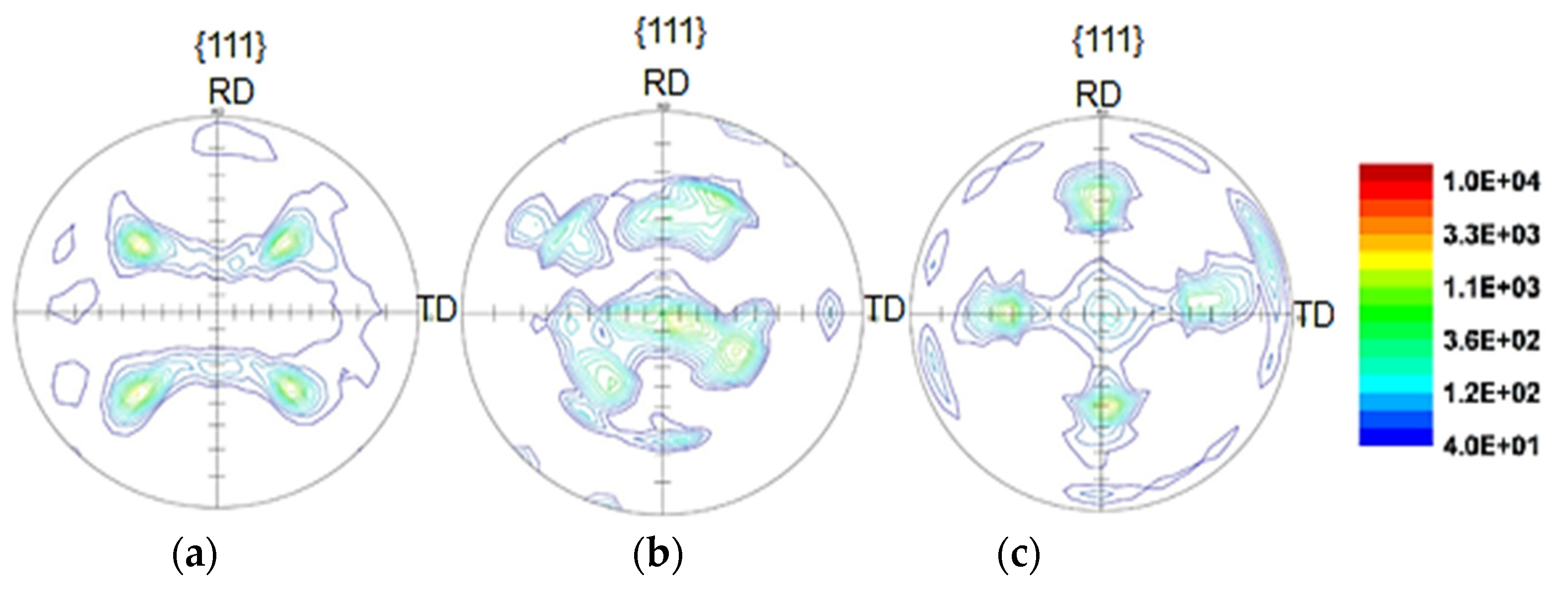
3.4. Texture
4. Conclusions
- For the annealed sample in the rolling direction, the final stress is 56 MPa, and the amount of length change is 47%, while these values for the ARBed sample after the third cycle are 181 MPa and 13.7%, respectively. It shows that the ARB improves the tensile strength of the samples but reduces their elongation. This is the case for the hardness and because of work hardening and high dislocations, the ARBed sample’s hardness is much higher than that of the annealed sample (65 HV for the ARBed and 39 HV for the annealed/initial sample).
- The fracture mechanism of the samples transforms from a ductile fracture with deep cavities in the annealed sample to a brittle failure in the shear state in the ARBed samples.
- Pole figure images show that the grain orientation is more uniform for the annealed sample and starts to be non-uniform by conducting the ARB process. After the first ARB cycle, grain orientation rotates slightly as compared with uniform grains of the annealed sample, and at the end of the fifth ARB pass, there is a 45-degree rotation in grain orientation.
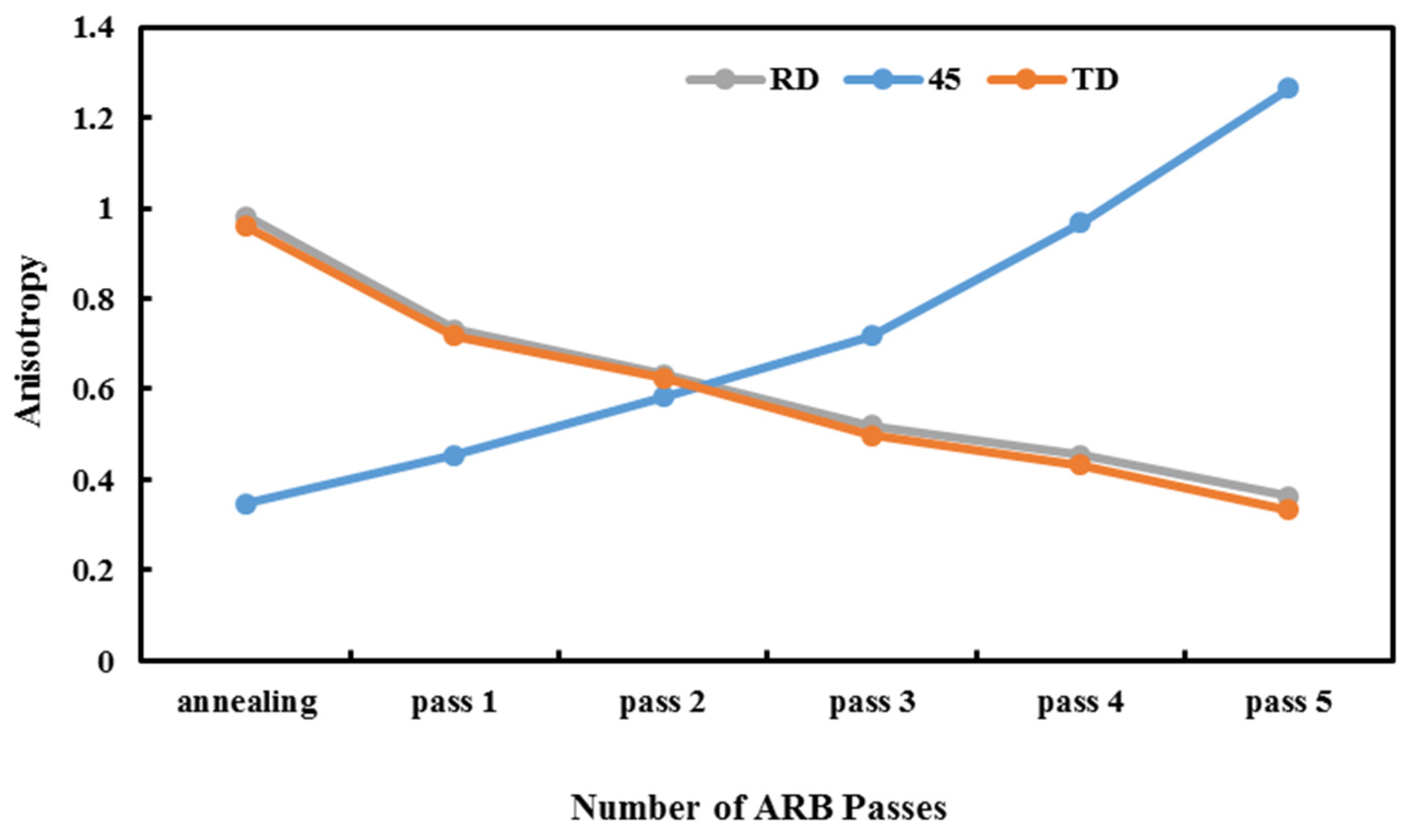
- While there is a direct relationship between the samples’ anisotropy in the 45-degree rolling direction and the number of ARB passes, there is a reverse relation between RD and TD samples’ anisotropic behaviors and the number of cycles. Normal and plane anisotropy increases and decreases, respectively, as the number of ARB passes increase and, in all ARBed samples, are higher than those of the annealed sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Faraji, G.; Kim, H.S.; Kashi, H.T. Severe Plastic Deformation: Methods, Processing and Properties; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Mohammadi, B.; Hashemi, R.; Shojaee, T. An Experimental Study of Fracture Toughness for Nano/Ultrafine Grained Al5052/Cu Multilayered Composite Processed by Accumulative Roll Bonding. J. Manuf. Sci. Eng. Trans. ASME 2018, 140, 101001. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Reshadi, F.; Faraji, G.; Baniassadi, M.; Tajeddini, M. Surface modification of severe plastically deformed ultrafine grained pure titanium by plasma electrolytic oxidation. Surf. Coat. Technol. 2017, 316, 113–121. [Google Scholar] [CrossRef] [Green Version]
- Kazemi, M.A.; Seifi, R. Effects of crack orientation on the fatigue crack growth rate and fracture toughness of AA6063 alloy deformed by ECAP. Mater. Sci. Eng. A 2018, 733, 71–79. [Google Scholar] [CrossRef]
- Ghalehbandi, S.M.; Malaki, M.; Gupta, M. Accumulative Roll Bonding—A Review. Appl. Sci. 2019, 9, 3627. [Google Scholar] [CrossRef] [Green Version]
- Rahmatabadi, D.; Pahlavani, M.; Gholami, M.D.; Marzbanrad, J.; Hashemi, R. Production of Al/Mg-Li composite by the accumulative roll bonding process. J. Mater. Res. Technol. 2020, 9, 7880–7886. [Google Scholar] [CrossRef]
- Rao, X.; Wu, Y.; Pei, X.; Jing, Y.; Luo, L.; Liu, Y.; Lu, J. Influence of rolling temperature on microstructural evolution and mechanical behavior of AZ31 alloy with accumulative roll bonding. Mater. Sci. Eng. A 2019, 754, 112–120. [Google Scholar] [CrossRef]
- Ivanov, K.V.; Fortuna, S.V.; Kalashnikova, T.A.; Glazkova, E.A. Effect of Alumina Nanoparticles on the Microstructure, Texture, and Mechanical Properties of Ultrafine-Grained Aluminum Processed by Accumulative Roll Bonding. Adv. Eng. Mater. 2019, 21, 1701135. [Google Scholar] [CrossRef] [Green Version]
- Ivanov, K.V.; Ovcharenko, V.E. Structural features of ultrafine-grained aluminum processed through accumulative roll bonding providing improved mechanical properties and thermal stability. Mater. Sci. Eng. A 2020, 775, 138988. [Google Scholar] [CrossRef]
- Lu, S.; Yin, D.; Zhao, Y.C.; Liu, C.; Zhao, M.-C.; Yu, Z.; Wang, H.; Atrens, A. Evolution of microstructure and texture for an Al-0.4 Er alloy during accumulative roll bonding. J. Alloys Compd. 2019, 811, 152005. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Shahmirzaloo, A.; Hashemi, R.; Farahani, M. Using digital image correlation for characterizing the elastic and plastic parameters of ultrafine-grained Al 1050 strips fabricated via accumulative roll bonding process. Mater. Res. Express 2019, 6, 086542. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Hashemi, R.; Tayyebi, M.; Bayati, A. Investigation of mechanical properties, formability, and anisotropy of dual phase Mg-7Li-1Zn. Mater. Res. Express 2019, 6, 096543. [Google Scholar] [CrossRef]
- Karimi, M.; Toroghinejad, M.R.; Asgari, H.; Szpunar, J.A. Texture evolution and plastic anisotropy of commercial purity titanium/SiC composite processed by accumulative roll bonding and subsequent annealing. Mater. Chem. Phys. 2018, 219, 182–188. [Google Scholar] [CrossRef]
- Raei, M.; Toroghinejad, M.R.; Jamaati, R.; Szpunar, J.A. Effect of ARB process on textural evolution of AA1100 aluminum alloy. Mater. Sci. Eng. A 2010, 527, 7068–7073. [Google Scholar] [CrossRef]
- Beausir, B.; Scharnweber, J.; Jaschinski, J. Study on Texture Evolution and Shear Behavior of an Al/Ni/Cu Composite. Adv. Eng. Mater. 2018, 527, 6004–6015. [Google Scholar]
- Habila, W.; Azzeddine, H.; Mehdi, B.; Tirsatine, K.; Baudin, T.; Helbert, A.-L.; Brisset, F.; Gautrot, S.; Mathon, M.-H.; Bradai, D. Investigation of microstructure and texture evolution of a Mg/Al laminated composite elaborated by accumulative roll bonding. Mater. Charact. 2019, 147, 242–252. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.J.; Ma, M.; Qiu, Z.X.; Zhang, J.; Liu, W. Microstructure, texture and mechanical properties of AA 1060 aluminum alloy processed by cryogenic accumulative roll bonding. Mater. Charact. 2018, 139, 269–278. [Google Scholar] [CrossRef]
- Jiang, S.; Peng, R.L.; Jia, N.; Zhao, X.; Zuo, L. Microstructural and textural evolutions in multilayered Ti/Cu composites processed by accumulative roll bonding. J. Mater. Sci. Technol. 2019, 35, 1165–1174. [Google Scholar] [CrossRef]
- Beausir, B.; Scharnweber, J.; Jaschinski, J.; Brokmeier, H.G.; Oertel, C.G.; Skrotzki, W. Plastic anisotropy of ultrafine grained aluminium alloys produced by accumulative roll bonding. Mater. Sci. Eng. A 2010, 527, 3271–3278. [Google Scholar] [CrossRef]
- Duan, J.Q.; Quadir, M.Z.; Xu, W.; Kong, C.; Ferry, M. Texture balancing in a fcc/bcc multilayered composite produced by accumulative roll bonding. Acta Mater. 2017, 123, 11–23. [Google Scholar] [CrossRef]
- Lee, S.H.; Saito, Y.; Sakai, T.; Utsunomiya, H. Microstructures and mechanical properties of 6061 aluminum alloy processed by accumulative roll-bonding. Mater. Sci. Eng. A 2002, 325, 228–235. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Shahmirzaloo, A.; Farahani, M.; Tayyebi, M.; Hashemi, R. Characterizing the elastic and plastic properties of the multilayered Al/Brass composite produced by ARB using DIC. Mater. Sci. Eng. A 2019, 753, 70–78. [Google Scholar] [CrossRef]
- Tayyebi, M.; Eghbali, B. Microstructure and mechanical properties of SiC-particle-strengthening tri-metal Al/Cu/Ni composite produced by accumulative roll bonding process. Int. J. Miner. Metall. Mater. 2018, 25, 357–364. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R.; Dutkiewicz, J.; Szpunar, J.A. Investigation of nanostructured Al/Al2O3 composite produced by accumulative roll bonding process. Mater. Des. 2012, 35, 37–42. [Google Scholar] [CrossRef]
- Gashti, S.O.; Fattah-alhosseini, A.; Mazaheri, Y.; Keshavarz, M. Microstructure, mechanical properties and electrochemical behavior of AA1050 processed by accumulative roll bonding (ARB). J. Alloys Compd. 2016, 688, 44–55. [Google Scholar] [CrossRef]
- Eizadjou, M.; Manesh, H.D.; Janghorban, K. Microstructure and mechanical properties of ultra-fine grains (UFGs) aluminum strips produced by ARB process. J. Alloys Compd. 2009, 474, 406–415. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Hashemi, R. Experimental evaluation of forming limit diagram and mechanical properties of nano/ultra-fine grained aluminum strips fabricated by accumulative roll bonding. Int. J. Mater. Res. 2017, 108, 1036–1044. [Google Scholar] [CrossRef]
- Aminzadeh, A.; Parvizi, A.; Moradi, M. Multi-objective topology optimization of deep drawing dissimilar tailor laser welded blanks; experimental and finite element investigation. Opt. Laser Technol. 2020, 125, 106029. [Google Scholar] [CrossRef]
- Aminzadeh, A.; Parvizi, A.; Safdarian, R.; Rahmatabadi, D. Comparison between laser beam and gas tungsten arc tailored welded blanks via deep drawing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 673–688. [Google Scholar] [CrossRef]
- Javidikia, M.; Hashemi, R. Mechanical anisotropy in ultra-fine grained aluminium tubes processed by parallel-tubular-channel angular pressing. Mater. Sci. Technol. 2017, 33, 2265–2273. [Google Scholar] [CrossRef]
- Pasebani, S.; Toroghinejad, M.R.; Hosseini, M.; Szpunar, J. Textural evolution of nano-grained 70/30 brass produced by accumulative roll-bonding. Mater. Sci. Eng. A 2010, 527, 2050–2056. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Si | Fe | Mn | Ti | Mg | Zn | Cu |
|---|---|---|---|---|---|---|---|---|
| Aluminum 1050 | 99.421 | 0.115 | 0.286 | 0.029 | 0.018 | 0.006 | 0.016 | 0.084 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sattarpanah Karganroudi, S.; Nasab, B.H.; Rahmatabadi, D.; Ahmadi, M.; Gholami, M.D.; Kasaeian-Naeini, M.; Hashemi, R.; Aminzadeh, A.; Ibrahim, H. Anisotropic Behavior of Al1050 through Accumulative Roll Bonding. Materials 2021, 14, 6910. https://doi.org/10.3390/ma14226910
Sattarpanah Karganroudi S, Nasab BH, Rahmatabadi D, Ahmadi M, Gholami MD, Kasaeian-Naeini M, Hashemi R, Aminzadeh A, Ibrahim H. Anisotropic Behavior of Al1050 through Accumulative Roll Bonding. Materials. 2021; 14(22):6910. https://doi.org/10.3390/ma14226910
Chicago/Turabian StyleSattarpanah Karganroudi, Sasan, Bahman Hatami Nasab, Davood Rahmatabadi, Mina Ahmadi, Mohammad Delshad Gholami, Mehdi Kasaeian-Naeini, Ramin Hashemi, Ahmad Aminzadeh, and Hussein Ibrahim. 2021. "Anisotropic Behavior of Al1050 through Accumulative Roll Bonding" Materials 14, no. 22: 6910. https://doi.org/10.3390/ma14226910
APA StyleSattarpanah Karganroudi, S., Nasab, B. H., Rahmatabadi, D., Ahmadi, M., Gholami, M. D., Kasaeian-Naeini, M., Hashemi, R., Aminzadeh, A., & Ibrahim, H. (2021). Anisotropic Behavior of Al1050 through Accumulative Roll Bonding. Materials, 14(22), 6910. https://doi.org/10.3390/ma14226910