

Influence of Microfibrillated Cellulose Additive on Strength, Elastic Modulus, Heat Release, and Shrinkage of Mortar and Concrete


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
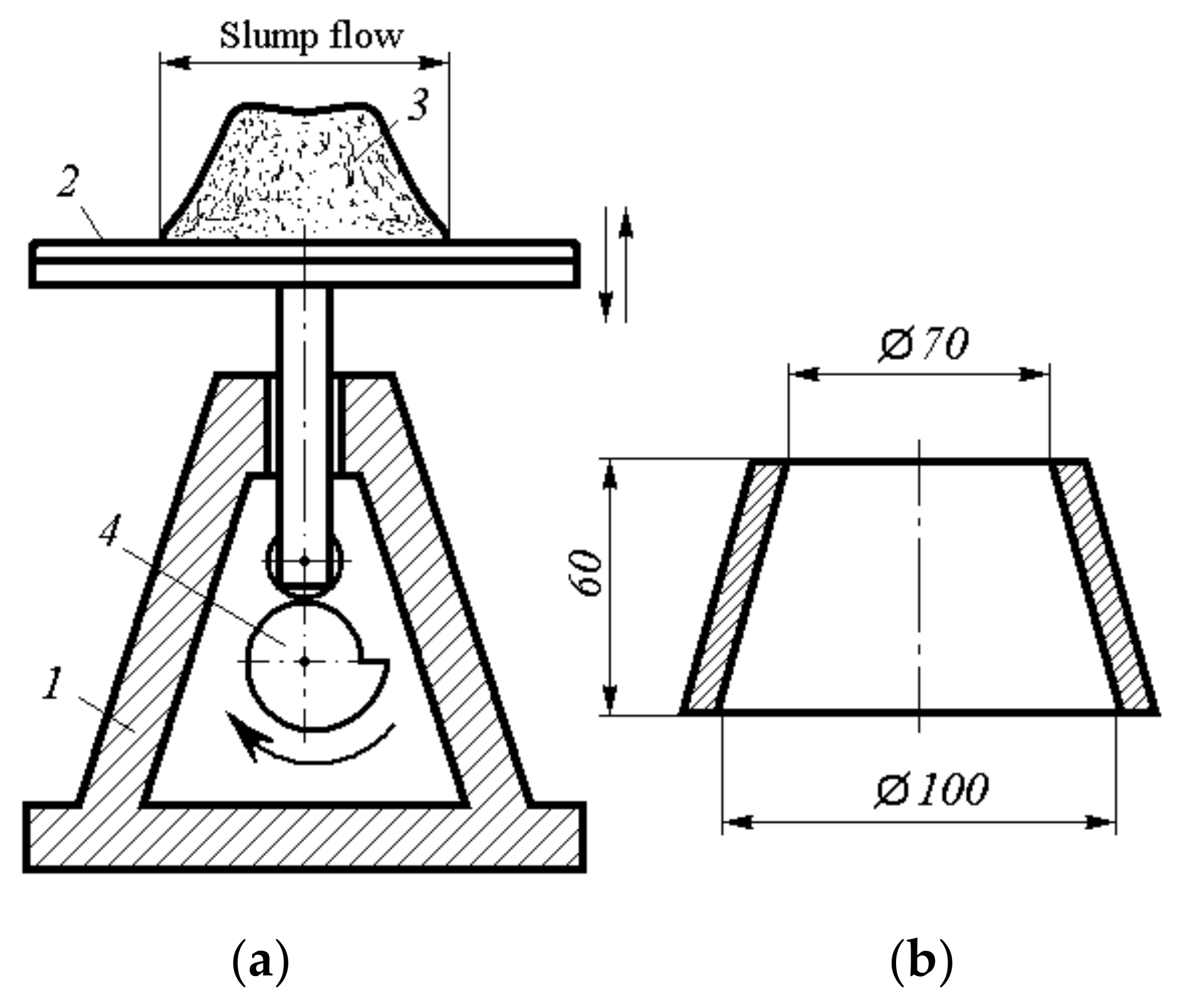
2.2.1. Mortar Testing
2.2.2. Concrete Testing
3. Results and Discussion
3.1. Determination of Fexural and Compressive Strength of Cement-Sand Prism Specimens
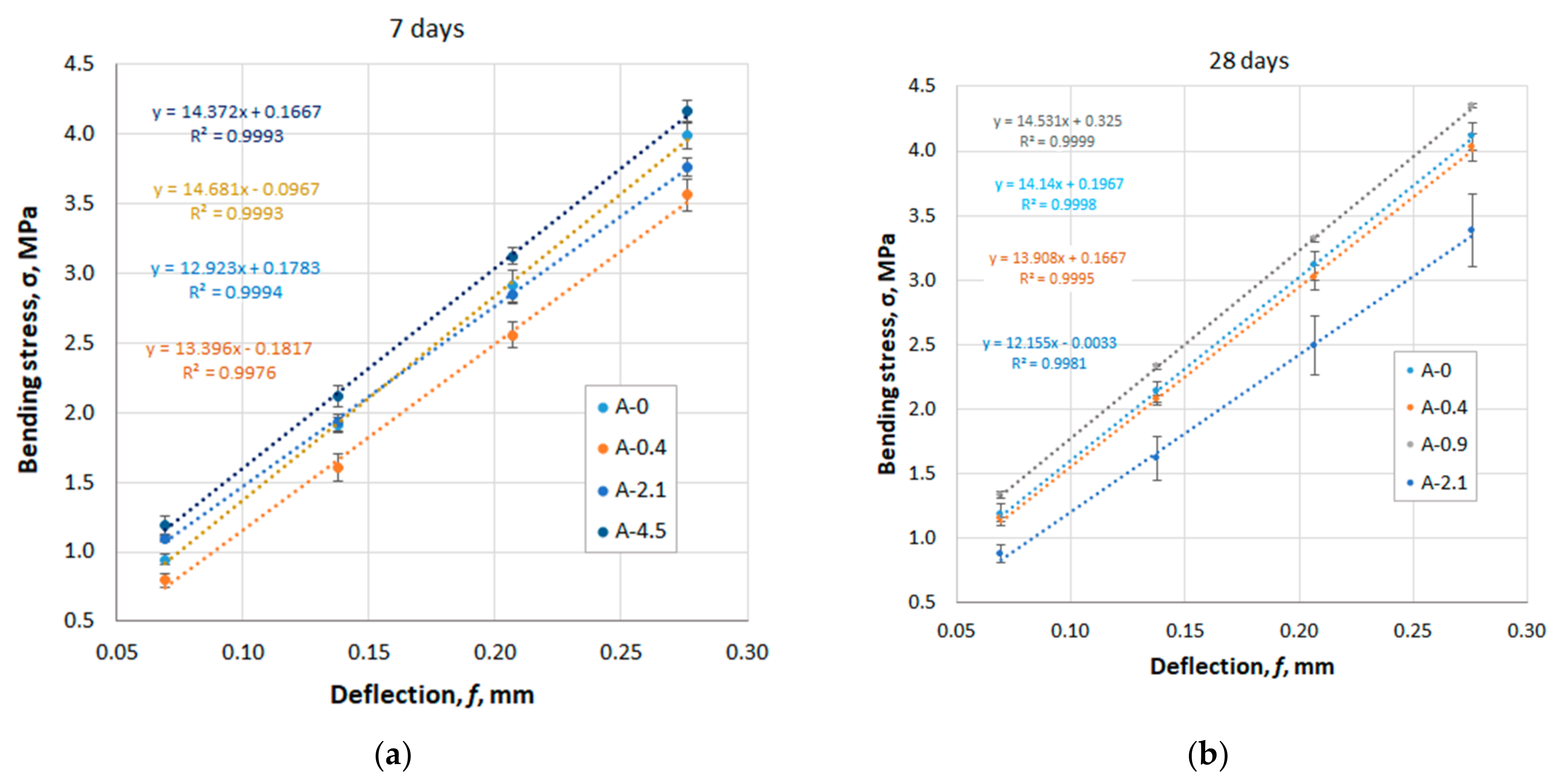
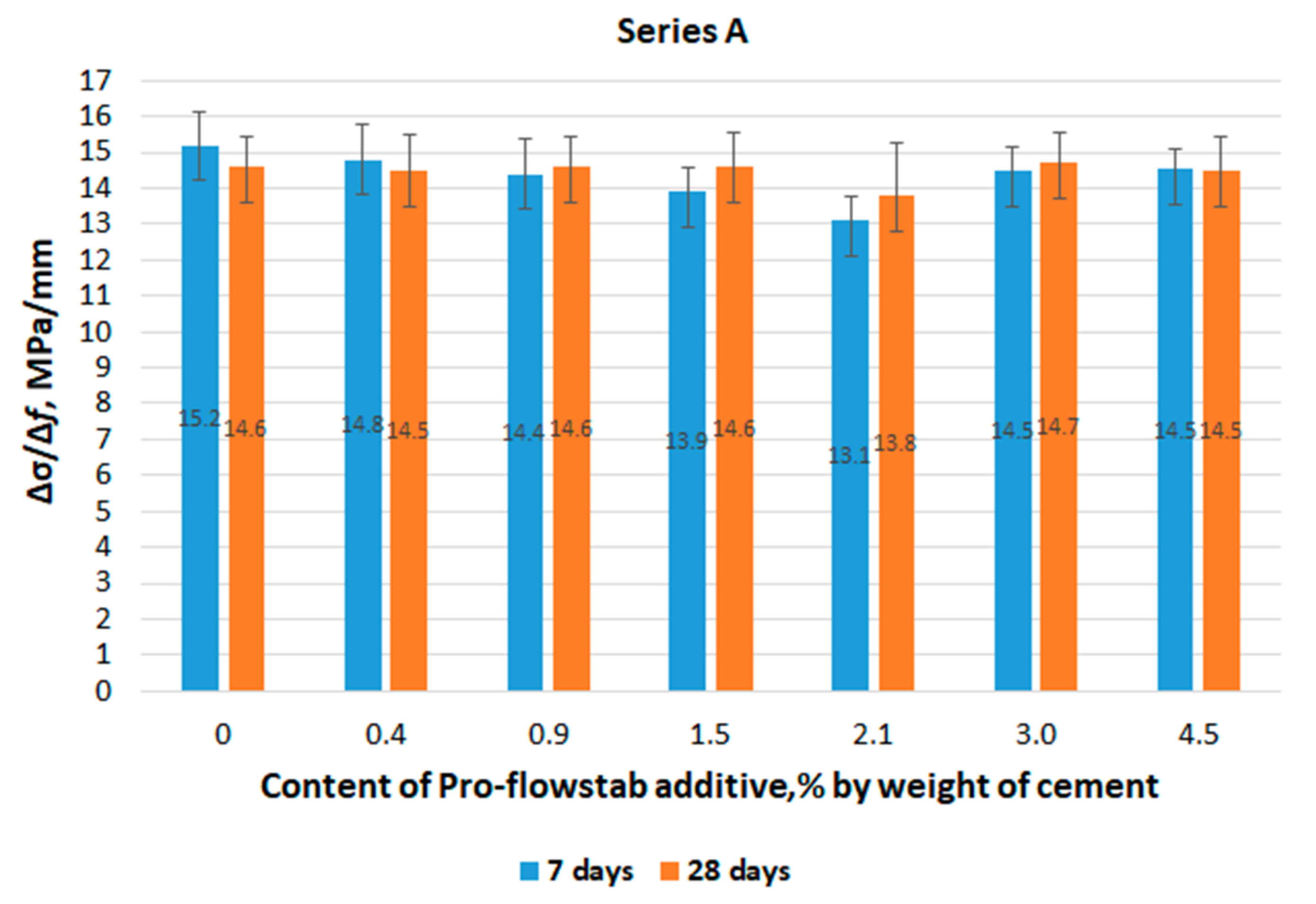
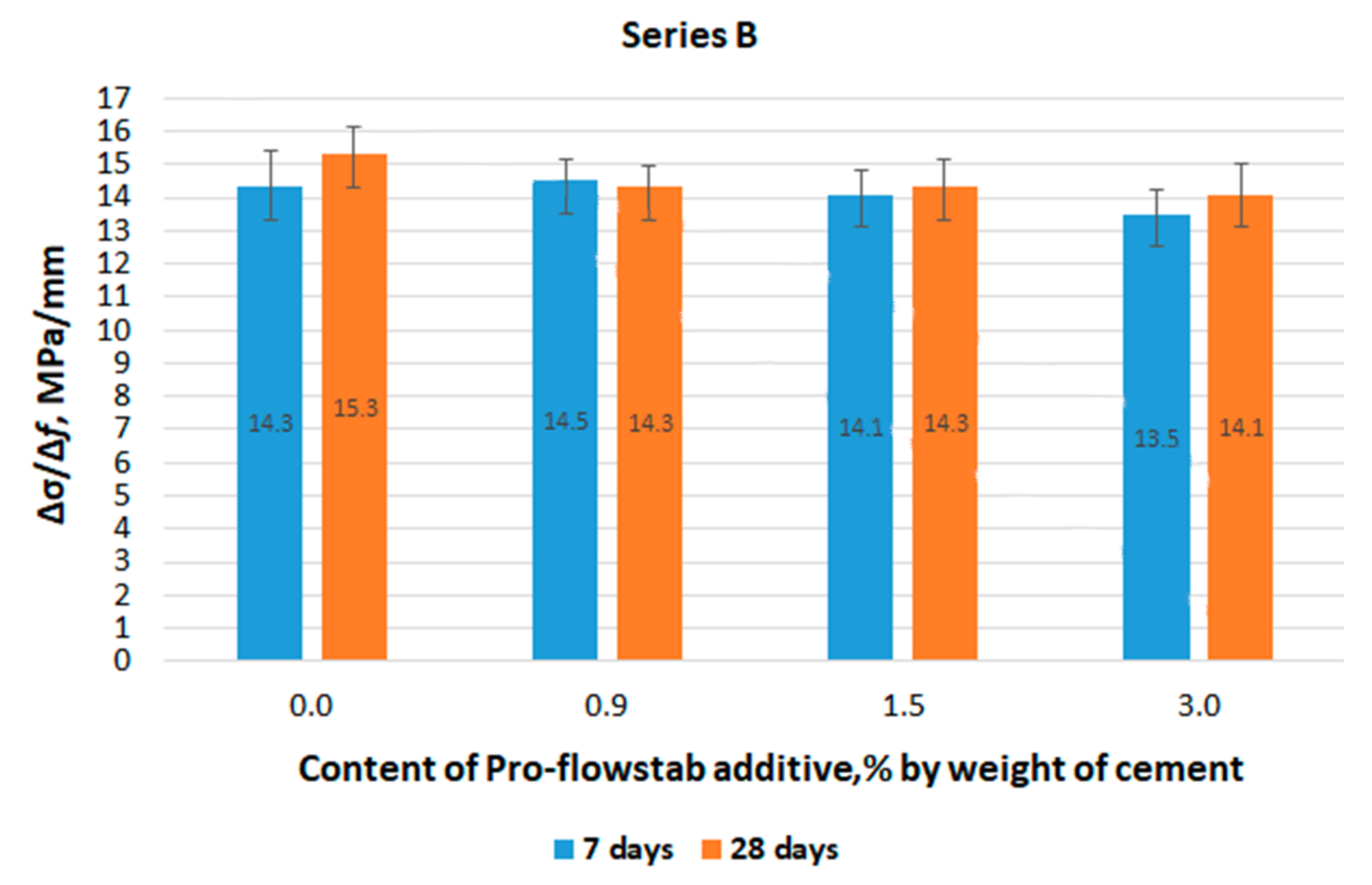
3.2. Determination of the Deflection in Bending of Cement-Sand Specimen Prisms
- Taking into account that the water contained in the additive in the W/C value had practically no effect on the test results;
- The deformation capacity decreases insignificantly with the age of the specimens (at the same load ∆σ = const with an increase in ∆σ/∆f, the deformation ∆f decreases). This occurs as a result of an increase in the stiffness of the internal bonds.
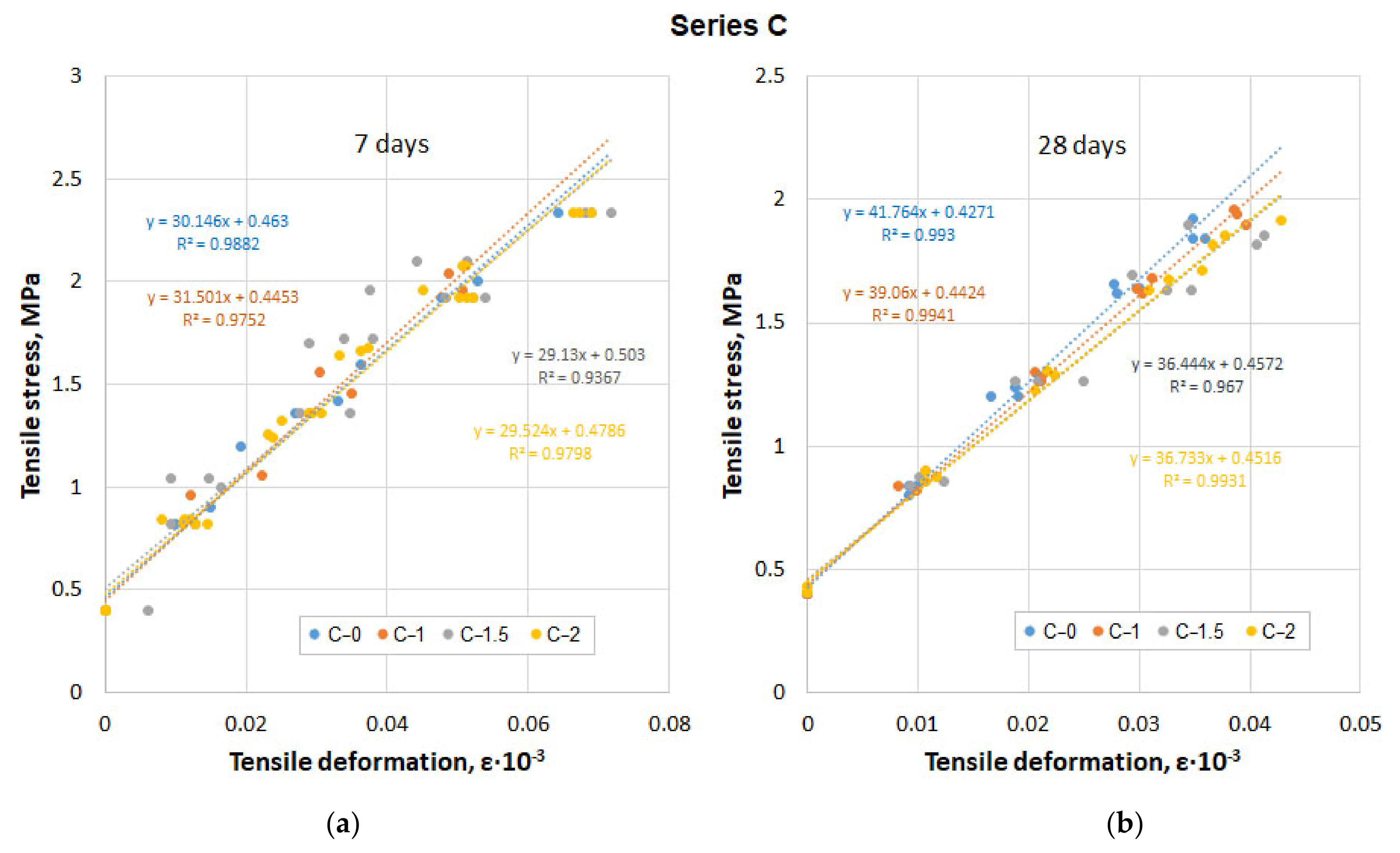
3.3. Determination of Strength and Elastic Modulus of Concrete Specimens
3.3.1. Strength
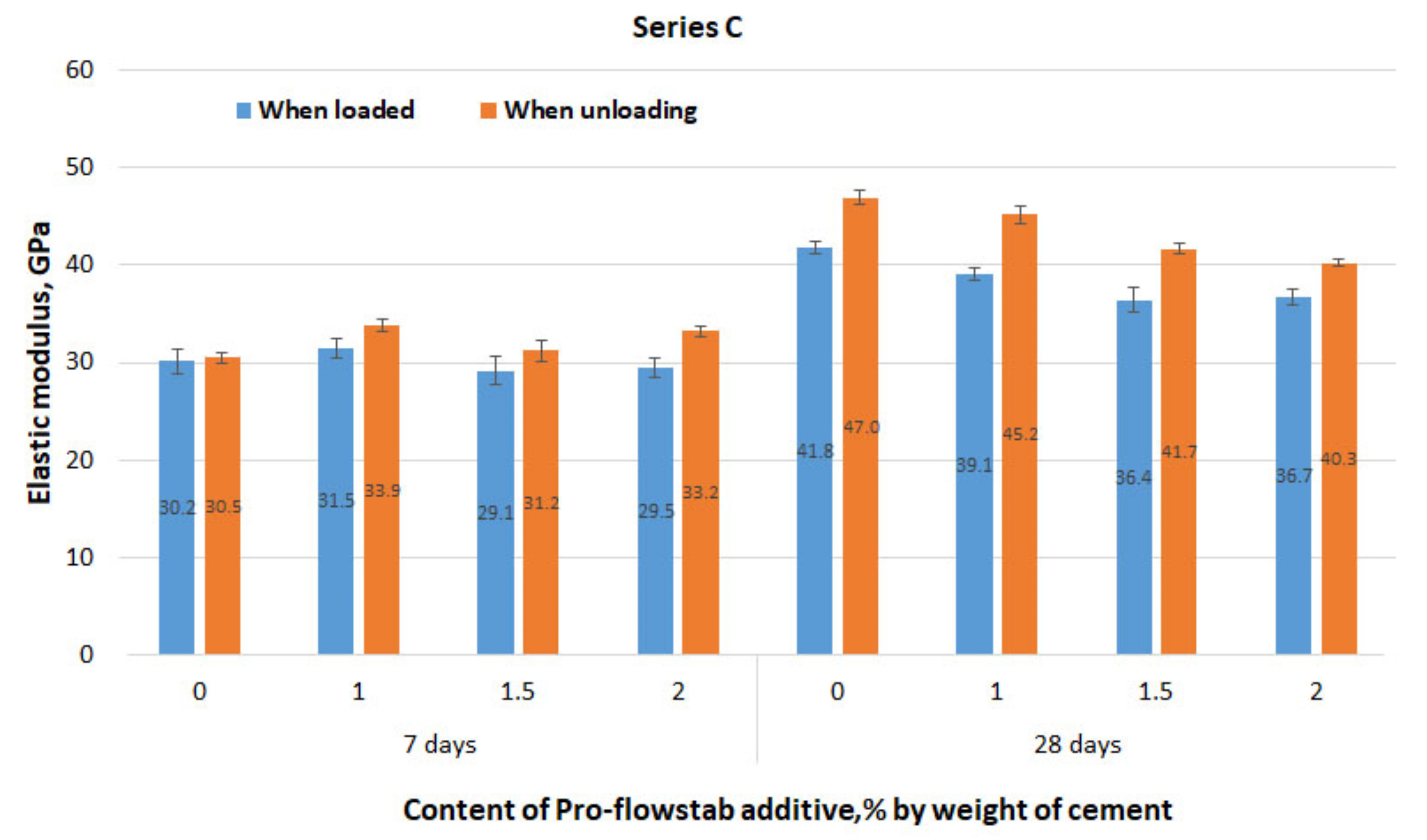
3.3.2. Modulus of Elasticity
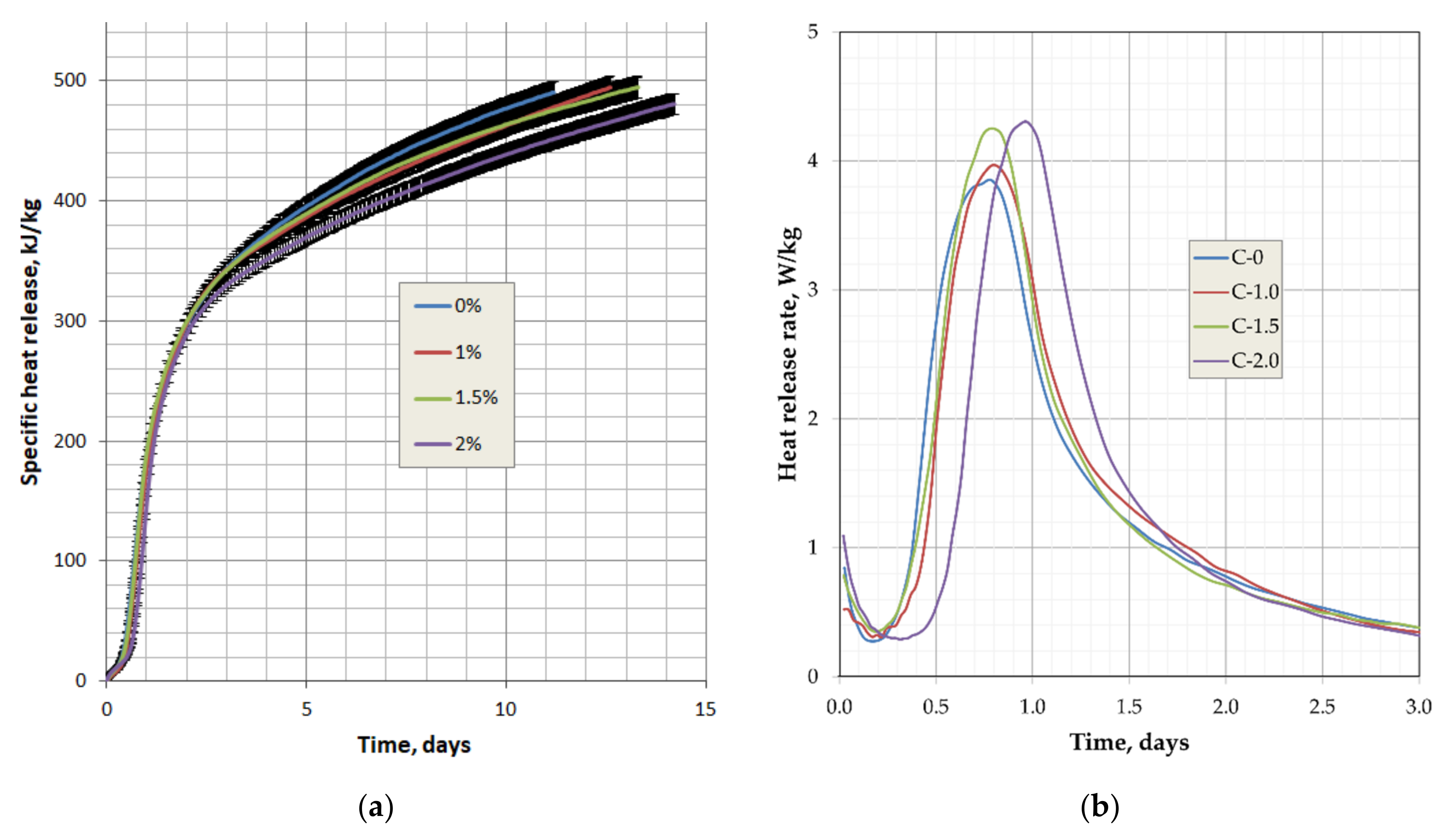
3.4. Determining the Effect of Pro-Flowstab Additive on the Heat Release of Concrete
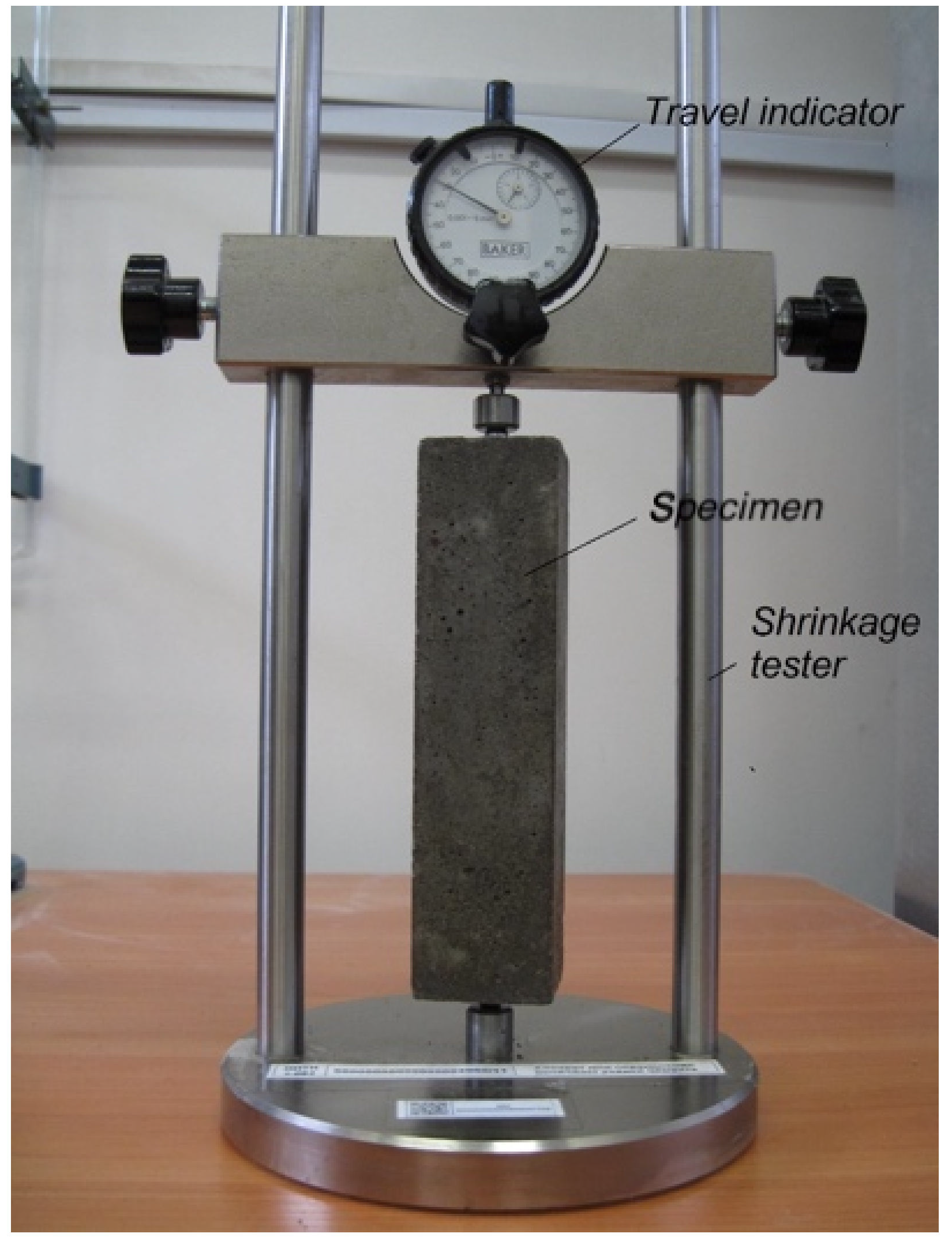
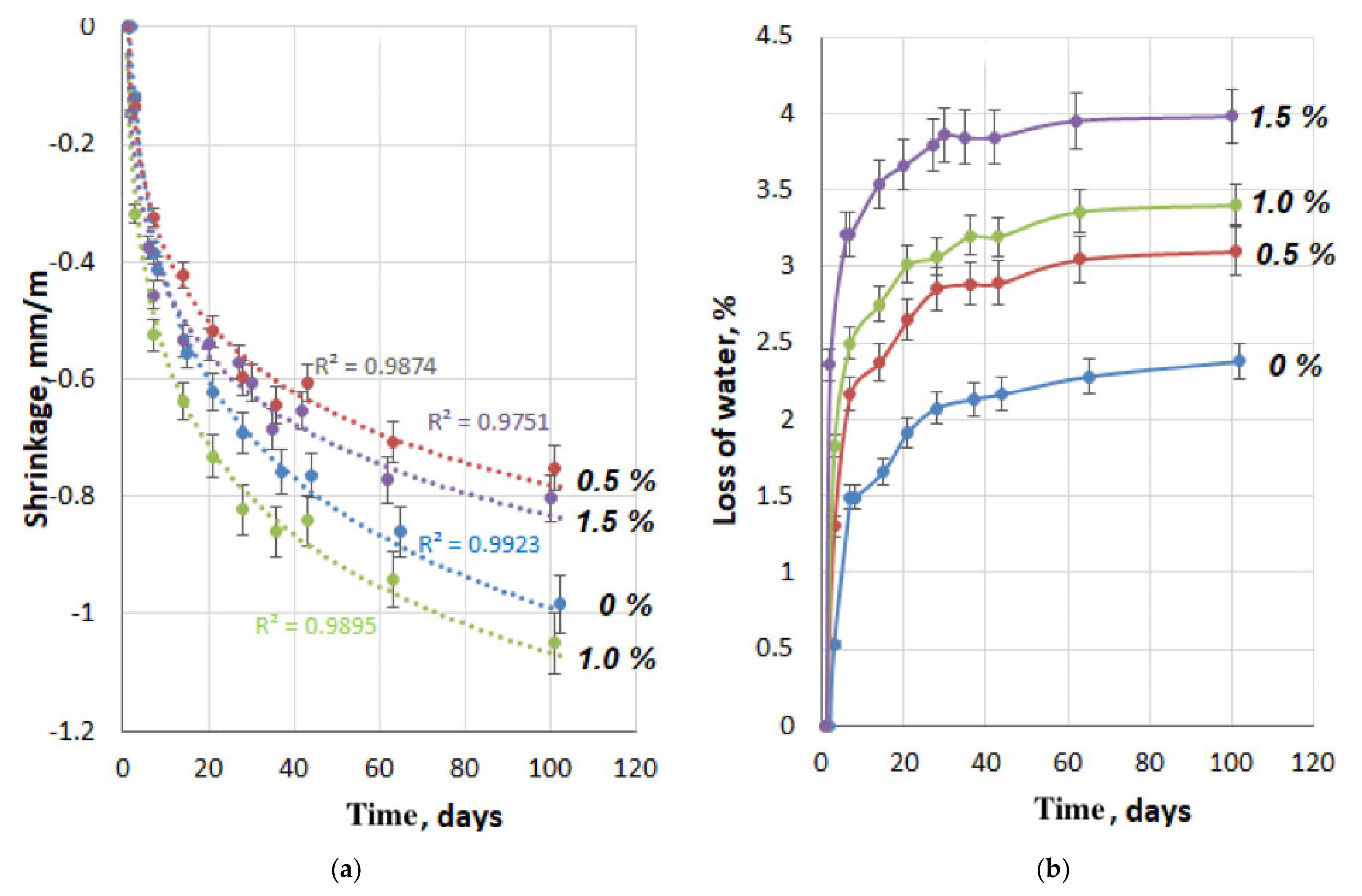
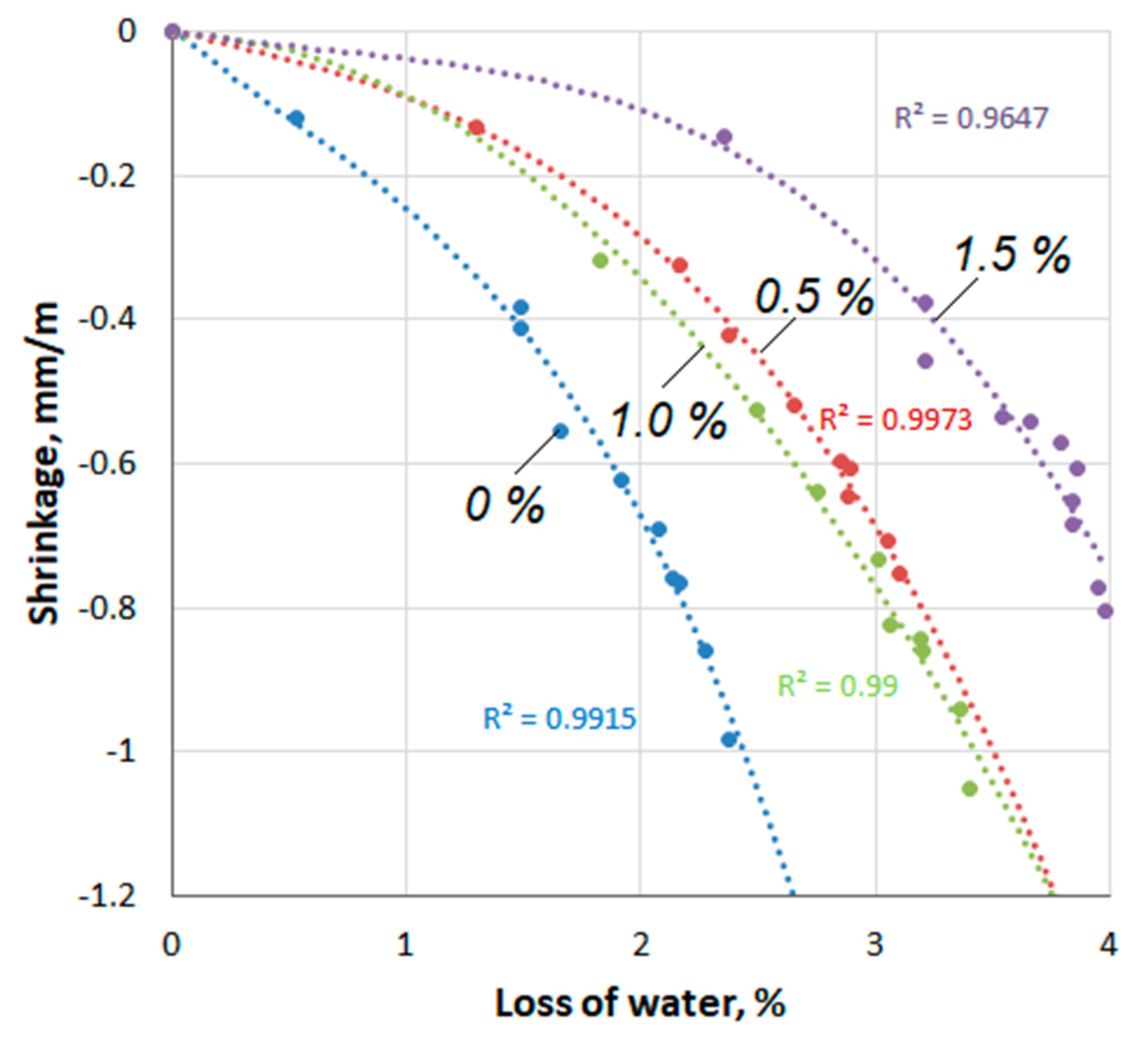
3.5. Determining the Effect of Pro-Flowstab Additive on Concrete Shrinkage
4. Discussion
5. Conclusions
- For mortar with an increase in the content of additive Pro-Flowstab, a decrease in strength was observed, both in bending and in compression. Similar results were obtained in the case of concrete tests. Compression, tensile, and flexural tests of concrete showed a decrease in strength in the presence of Pro-Flowstab additive. Compressive strength decreases more significantly than tensile strength.
- The addition of Pro-Flowstab to cementitious composites requires reducing either the amount of superplasticizer or the water/cement ratio to obtain equal flow. Adjustment of the workability of the mixture in one and the other way did not show significant differences in strength and deformation properties.
- Adding Pro-Flowstab additive does not significantly affect the deformation properties of mortar. For concrete, the presence of Pro-Flowstab admixture significantly affects the modulus of elasticity. An increase in the dosage of the Pro-Flowstab additive by 0.5% of the cement mass reduces the elastic modulus of concrete by 1.75 GPa. From the point of view of the crack resistance of concrete, this circumstance is positive, provided that the strength remains unchanged.
- Pro-Flowstab additive reduces the integral heat released by cement during hydration, and, at the same time, delays this process. However, the higher hydration peak value may mean the general tendency is that the Pro-Flowstab enhances hydration.
- Pro-Flowstab additive has a positive effect on the air shrinkage of concrete. The higher the content of Pro-Flowstab, the higher the concrete shrinkage, with the same amount of lost water. On the other hand, the specimens with the additive must lose more water to achieve the same shrinkage value.
- Thus, the Pro-Flowstab additive, providing concrete with lower elastic modulus values, heat release, and shrinkage, can be recommended for use in concretes with increased crack resistance during the hardening period. The recommended additive content is 0.5% by weight of cement. There is an insignificant loss in strength with this content but a significant decrease in concrete shrinkage with moderate heat release. At the specified dosage, it is possible to provide the class of concrete in terms of compressive strength C35/45 following Russian State Standard GOST 57345-2016 /EN 206-1:2013 “Concrete. General specifications”.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Batiston, E.; De Matos, P.R.; Jean, P.; Gleize, P.; Fediuk, R.; Klyuev, S.; Vatin, N.; Karelina, M. Combined functionalization of carbon nanotubes (CNT) fibers with H2SO4/HNO3 and Ca(OH)2 for addition in cementitious matrix. Fiber 2021, 9, 14. [Google Scholar] [CrossRef]
- Pukharenko, Y.; Staroverov, V.; Ryzhov, D. Nanomodified concrete mixes for form-free moulding. Mater. Today Proc. 2019, 19, 2189–2192. [Google Scholar] [CrossRef]
- Potapov, V.V.; Tumanov, A.V.; Zakurazhnov, M.S.; Cerdan, A.A.; Kashutin, A.N.; Shalaev, K.S. Enhancement of concrete durability by introducing SiO2 nanoparticles. Glas. Phys. Chem. 2013, 39, 425–430. [Google Scholar] [CrossRef]
- Potapov, V.; Efimenko, Y.; Fediuk, R.; Gorev, D. Effect of hydrothermal nanosilica on the performances of cement concrete. Constr. Build. Mater. 2021, 269, 121307. [Google Scholar] [CrossRef]
- Barabanshchikov, Y.; Usanova, K.; Akimov, S.; Uhanov, A.; Kalachev, A. Influence of electrostatic precipitator ash “Zolest-Bet” and silica fume on sulfate resistance of portland cement. Materials 2020, 13, 4917. [Google Scholar] [CrossRef]
- Weilbel, M.K. Well drilling and production fluids employing parenchymal cell cellulose. Syst. Methods Robot. Gutter Clean. Axis Rotat. 2002, 1, 14. [Google Scholar]
- Dinand, E.; Chanzy, H.; Vignon, M.R. Parenchymal cell cellulose from sugar beet pulp: Preparation and properties. Cellulose 1996, 3, 183–188. [Google Scholar] [CrossRef]
- Tan, T.; Santos, S.F.; Savastano, H.; Soboyejo, W.O. Fracture and resistance-curve behavior in hybrid natural fiber and polypropylene fiber reinforced composites. J. Mater. Sci. 2012, 47, 2864–2874. [Google Scholar] [CrossRef]
- Nakagaito, A.N.; Yano, H. The effect of morphological changes from pulp fiber towards nano-scale fibrillated cellulose on the mechanical properties of high-strength plant fiber based composites. Appl. Phys. A Mater. Sci. Process. 2004, 78, 547–552. [Google Scholar] [CrossRef]
- Shepelenko, T.S.; Sarkisov, U.S.; Gorlenko, N.P.; Tsvetkov, N.A.; Zubkova, O.A. Structure-forming processes of cement composites, modified by sucrose additions. Mag. Civ. Eng. 2016, 66, 3–11. [Google Scholar] [CrossRef] [Green Version]
- Zibarev, P.V.; Zubkova, O.A.; Shepelenko, T.S.; Nedavnii, O.I. Gas chromatographic control of toxic organic microimpurities in water via the method of concentration on modified porous polymer sorbents. Russ. J. Nondestruct. Test. 2006, 42, 418–423. [Google Scholar] [CrossRef]
- Bilba, K.; Arsene, M.A.; Ouensanga, A. Sugar cane bagasse fibre reinforced cement composites. Part I. Influence of the botanical components of bagasse on the setting of bagasse/cement composite. Cem. Concr. Compos. 2003, 25, 91–96. [Google Scholar] [CrossRef]
- Sudin, R.; Swamy, N. Bamboo and wood fibre cement composites for sustainable infrastructure regeneration. J. Mater. Sci. 2006, 41, 6917–6924. [Google Scholar] [CrossRef]
- Sedan, D.; Pagnoux, C.; Smith, A.; Chotard, T. Mechanical properties of hemp fibre reinforced cement: Influence of the fibre/matrix interaction. J. Eur. Ceram. Soc. 2008, 28, 183–192. [Google Scholar] [CrossRef]
- Fan, M.; Ndikontar, M.K.; Zhou, X.; Ngamveng, J.N. Cement-bonded composites made from tropical woods: Compatibility of wood and cement. Constr. Build. Mater. 2012, 36, 135–140. [Google Scholar] [CrossRef]
- Filho, J.D.A.M.; Silva, F.D.A.; Toledo Filho, R.D. Degradation kinetics and aging mechanisms on sisal fiber cement composite systems. Cem. Concr. Compos. 2013, 40, 30–39. [Google Scholar] [CrossRef]
- da Costa Correia, V.; Santos, S.F.; Soares Teixeira, R.; Savastano Junior, H. Nanofibrillated cellulose and cellulosic pulp for reinforcement of the extruded cement based materials. Constr. Build. Mater. 2018, 160, 376–384. [Google Scholar] [CrossRef] [Green Version]
- Puharenko, Y.V.; Aubakirova, I.U.; Khirkhasova, V.I. Cellulose in Concrete: A New Direction of Development of Construction Nanotechnology. Constr. Mater. 2020, 782, 39–44. [Google Scholar] [CrossRef]
- Chinga-Carrasco, G. Cellulose fibres, nanofibrils and microfibrils: The morphological sequence of MFC components from a plant physiology and fibre technology point of view. Nanoscale Res. Lett. 2011, 6, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Nolles, R.; Staps, F. The unbeatable beet: The power of microcellulosic fibers unraveled. Adv. Mater.—TechConnect Briefs 2016 2016, 1, 188–191. [Google Scholar]
- Svagan, A.J.; Azizi Samir, M.A.S.; Berglund, L.A. Biomimetic polysaccharide nanocomposites of high cellulose content and high toughness. Biomacromolecules 2007, 8, 2556–2563. [Google Scholar] [CrossRef]
- Jiao, L.; Su, M.; Chen, L.; Wang, Y.; Zhu, H.; Dai, H. Natural cellulose nanofibers as sustainable enhancers in construction cement. PLoS ONE 2016, 11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nechyporchuk, O.; Belgacem, M.N.; Bras, J. Production of cellulose nanofibrils: A review of recent advances. Ind. Crops Prod. 2016, 93, 2–25. [Google Scholar] [CrossRef]
- Abitbol, T.; Rivkin, A.; Cao, Y.; Nevo, Y.; Abraham, E.; Ben-Shalom, T.; Lapidot, S.; Shoseyov, O. Nanocellulose, a tiny fiber with huge applications. Curr. Opin. Biotechnol. 2016, 39, 76–88. [Google Scholar] [CrossRef]
- Peters, S.J.; Rushing, T.S.; Landis, E.N.; Cummins, T.K. Nanocellulose and microcellulose fibers for concrete. Transp. Res. Rec. 2010, 25–28. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Panesar, D.K.; Sain, M. Properties of nanofibre reinforced cement composites. Constr. Build. Mater. 2014, 63, 119–124. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Russian State Standard GOST 31108-2016 Common Cements. Specifications. Available online: https://docs.cntd.ru/document/1200140199 (accessed on 12 October 2021).
- Russian State Standard GOST 8736-2014 Sand for Construction Works. Specifications. Available online: https://docs.cntd.ru/document/1200114239 (accessed on 12 October 2021).
- Russian State Standard GOST 8267-93 Crushed Stone and Gravel of Solid Rocks for Construction Works. Specifications. Available online: https://docs.cntd.ru/document/1200000314 (accessed on 12 October 2021).
- Russian State Standard GOST 24452-80 Concretes. Methods of Prismatic, Compressive Strength, Modulus of Elasticity and Poisson’s Ratio Determination. Available online: https://docs.cntd.ru/document/9056198 (accessed on 12 October 2021).
- Russian State Standard GOST 10180-2012 Concretes. Methods for Strength Determination Using Reference Specimens. 2012. Available online: https://docs.cntd.ru/document/1200100908 (accessed on 12 October 2021).
- Russian State Standard GOST 30744-2001 Cements. Methods of Testing with Using Polyfraction Standard Sand. 2001. Available online: https://docs.cntd.ru/document/1200011363 (accessed on 12 October 2021).
- Monreal, P.; Mboumba-Mamboundou, L.B.; Dheilly, R.M.; Quéneudec, M. Effects of aggregate coating on the hygral properties of lignocellulosic composites. Cem. Concr. Compos. 2011, 33, 301–308. [Google Scholar] [CrossRef]
- Pehanich, J.L.; Blankenhorn, P.R.; Silsbee, M.R. Wood fiber surface treatment level effects on selected mechanical properties of wood fiber-cement composites. Cem. Concr. Res. 2004, 34, 59–65. [Google Scholar] [CrossRef]
- CEN. BS EN 196-9:2010 Methods of Testing Cement, Part 9: Heat of Hydration—Semi-Adiabatic Method ICS 91.100.10; CEN: Brussels, Belgium, 2010. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | MFC Content | Consumption of Materials, kg/m3 | Slump Flow, mm | |||||
|---|---|---|---|---|---|---|---|---|
| In % of Suspension from Cement Consumption | In % Dry Matter by Volume | C | W | S | SP | MFC | ||
| A-0 | 0 | 0 | 543 | 217 | 1629 | 5.4 | 0.0 | 129 |
| A-0.4 | 0.4 | 0.005 | 542 | 217 | 1624 | 5.4 | 2.4 | 137 |
| A-0.9 | 0.9 | 0.011 | 541 | 216 | 1619 | 5.4 | 4.8 | 125 |
| A-1.5 | 1.5 | 0.018 | 540 | 216 | 1612 | 5.4 | 8.1 | 133 |
| A-2.1 | 2.1 | 0.025 | 539 | 216 | 1606 | 4.8 | 11.4 | 126 |
| A-3.0 | 3.0 | 0.035 | 537 | 215 | 1596 | 5.4 | 16.1 | 126 |
| A-4.5 | 4.5 | 0.053 | 537 | 215 | 1576 | 4.5 | 24.2 | 134 |
| B-0 | 0 | 0 | 542 | 217 | 1627 | 6.3 | 0 | 120 |
| B-0.9 | 0.9 | 0.011 | 544 | 213 | 1627 | 5.0 | 4.8 | 120 |
| B-1.5 | 1.5 | 0.018 | 545 | 210 | 1625 | 5.2 | 8.2 | 118 |
| B-3.0 | 3.0 | 0.036 | 546 | 202 | 1621 | 5.5 | 16.4 | 122 |
| Designation | Slump Flow, mm | Flexural Strength, MPa, Age, Day | Standard Deviation | Compressive Strength, MPa, Age, Day | Standard Deviation | ||||
|---|---|---|---|---|---|---|---|---|---|
| 7 | 28 | 7 | 28 | 7 | 28 | 7 | 28 | ||
| B-0 | 120 | 5.89 | 6.76 | 0.292 | 0.115 | 46.4 | 52.5 | 0.99 | 1.14 |
| B-0.9 | 120 | 5.79 | 7.05 | 0.232 | 0.177 | 46.5 | 51.4 | 1.72 | 1.87 |
| B-1.5 | 118 | 6.42 | 5.96 | 0.202 | 0.072 | 43.8 | 45.3 | 1.56 | 0.65 |
| B-3.0 | 122 | 5.54 | 6.16 | 0.176 | 0.29 | 36.8 | 44.2 | 0.95 | 2.24 |
| Specimen Age, Days | The Values of the Angular Coefficient Δσ/Δf, MPa/mm | |
|---|---|---|
| Serie A | Serie B | |
| 7 | 14.3 | 14.1 |
| 28 | 14.5 | 14.5 |
| Specimen Age, Days | Designation | MFC Content, % by Weight of Cement | Ultimate Strength, MPa | |||
|---|---|---|---|---|---|---|
| Tensile | Standard Deviation | Compression | Standard Deviation | |||
| 7 | C-0 | 0 | 3.81 | 0.36 | 46.08 | 1.41 |
| C-1 | 1 | 3.94 | 0.42 | 44.61 | 0.78 | |
| C-1.5 | 1.5 | 3.88 | 0.21 | 41.67 | 1.39 | |
| C-2 | 2 | 3.67 | 0.38 | 39.44 | 1.10 | |
| 28 | C-0 | 0 | 4.87 | 0.37 | 57.80 | 1.69 |
| C-1 | 1 | 4.56 | 0.12 | 56.00 | 1.68 | |
| C-1.5 | 1.5 | 4.51 | 0.49 | 51.05 | 1.47 | |
| C-2 | 2 | 3.95 | 0.17 | 44.89 | 1.65 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barabanshchikov, Y.; Pham, H.; Usanova, K. Influence of Microfibrillated Cellulose Additive on Strength, Elastic Modulus, Heat Release, and Shrinkage of Mortar and Concrete. Materials 2021, 14, 6933. https://doi.org/10.3390/ma14226933
Barabanshchikov Y, Pham H, Usanova K. Influence of Microfibrillated Cellulose Additive on Strength, Elastic Modulus, Heat Release, and Shrinkage of Mortar and Concrete. Materials. 2021; 14(22):6933. https://doi.org/10.3390/ma14226933
Chicago/Turabian StyleBarabanshchikov, Yurii, Hien Pham, and Kseniia Usanova. 2021. "Influence of Microfibrillated Cellulose Additive on Strength, Elastic Modulus, Heat Release, and Shrinkage of Mortar and Concrete" Materials 14, no. 22: 6933. https://doi.org/10.3390/ma14226933
APA StyleBarabanshchikov, Y., Pham, H., & Usanova, K. (2021). Influence of Microfibrillated Cellulose Additive on Strength, Elastic Modulus, Heat Release, and Shrinkage of Mortar and Concrete. Materials, 14(22), 6933. https://doi.org/10.3390/ma14226933