
Surface Integrity and Corrosion Resistance of 42CrMo4 High-Strength Steel Strengthened by Hard Turning


Abstract
:1. Introduction
2. Materials and Methods
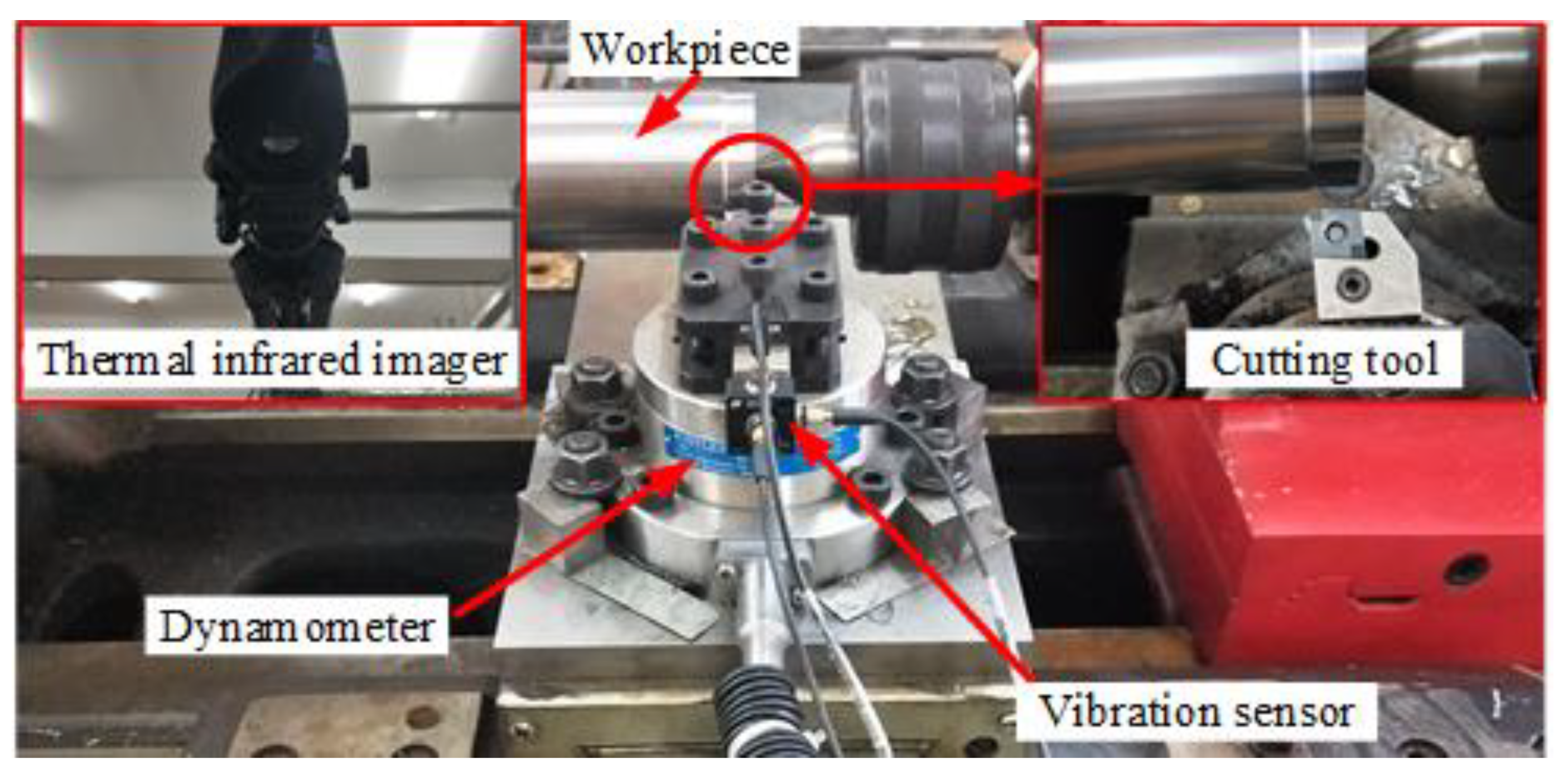
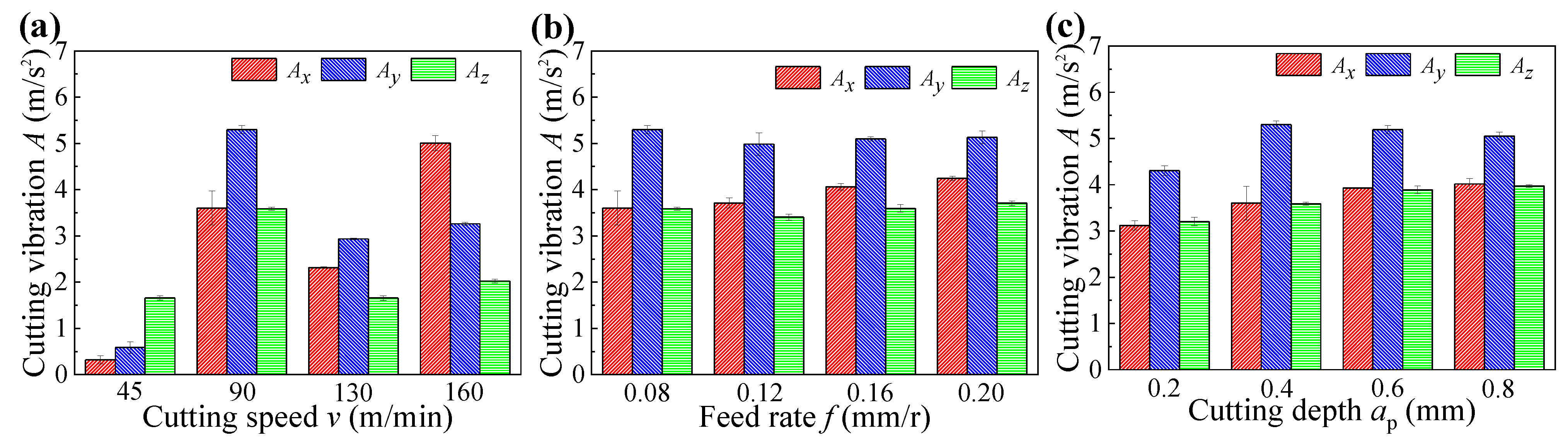
2.1. Hard Turning Experiment
2.2. Finite Element (FE) Model
2.3. Sample Preparation and Characterization
2.4. Electrochemical Experiment
3. Results and Discussions
3.1. Effect of Hard Turning on the Surface Integrity
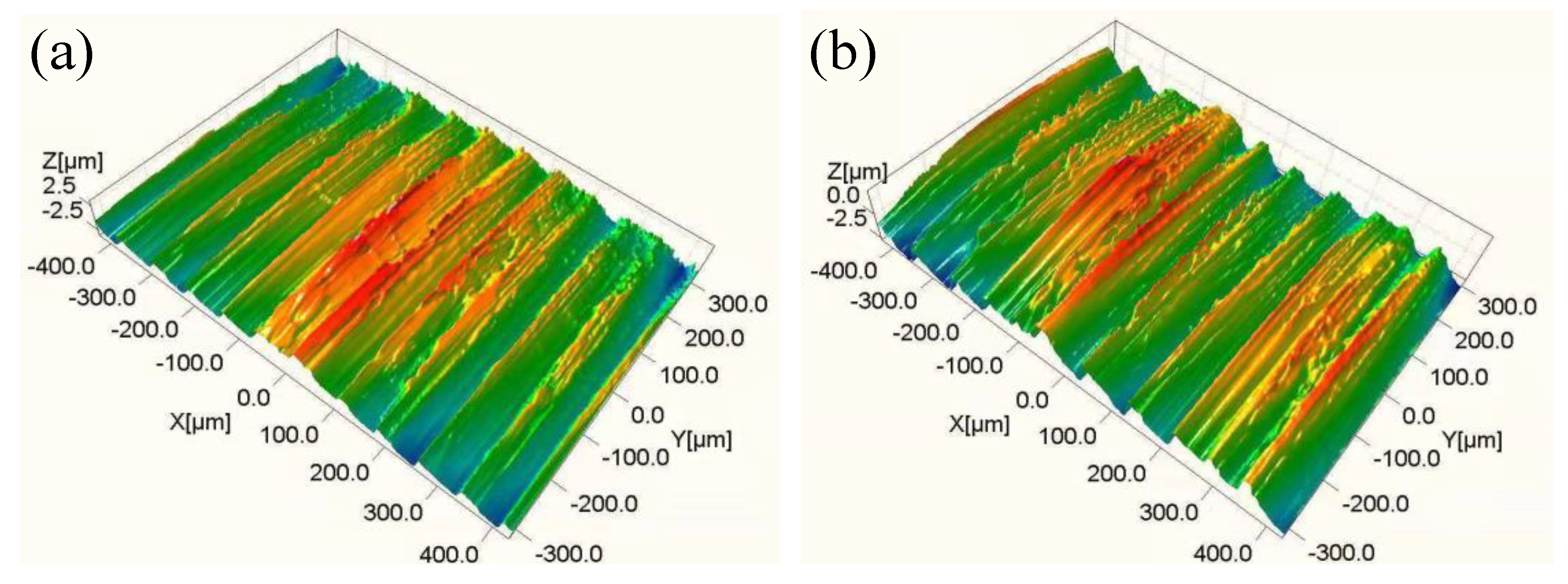
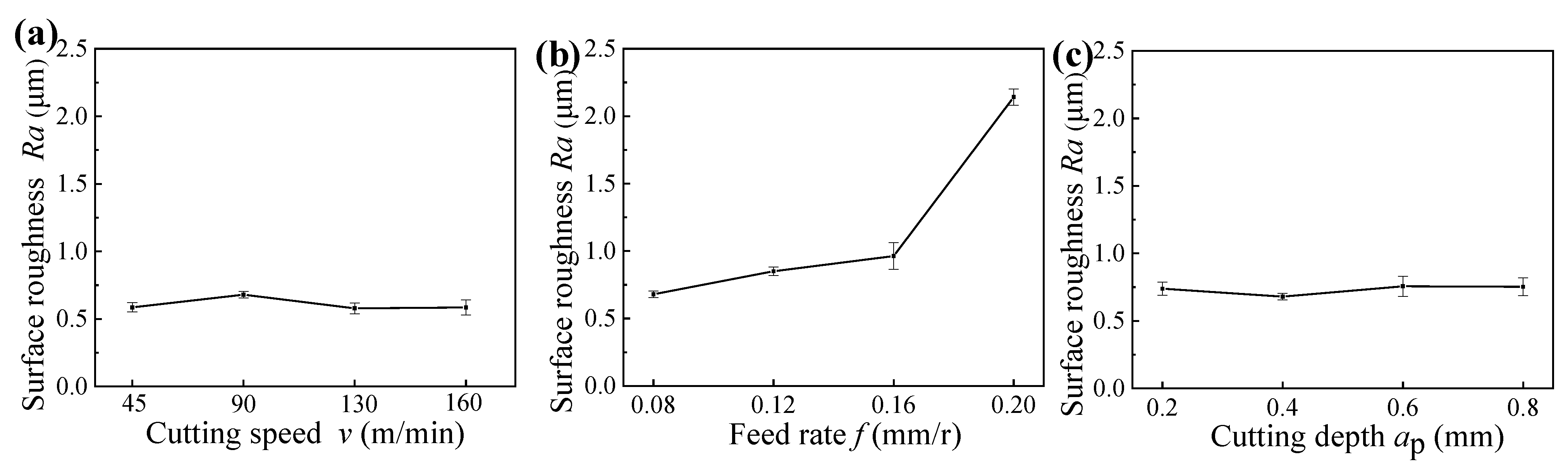
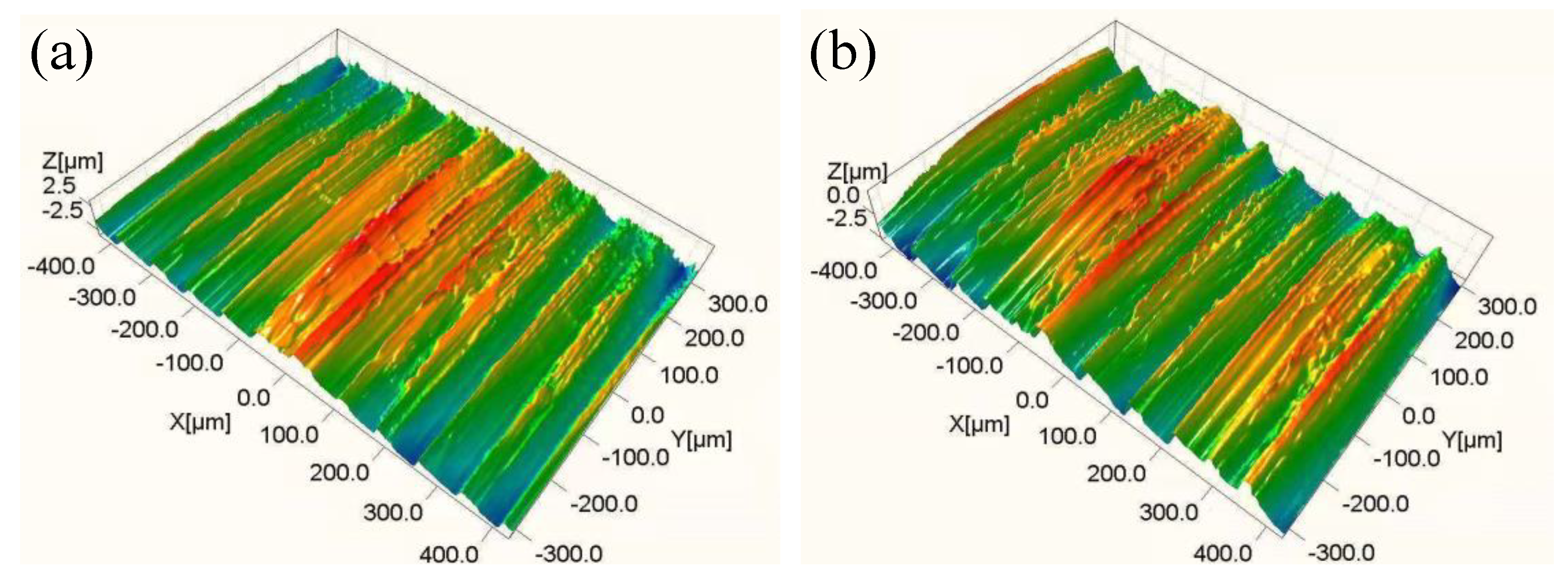
3.1.1. Surface Roughness
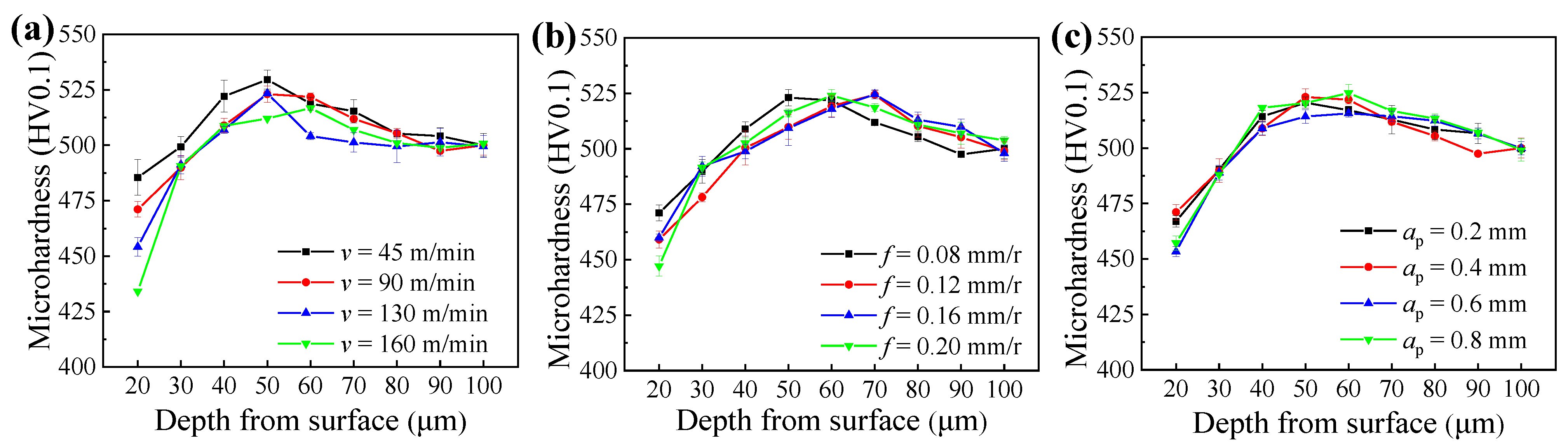
3.1.2. Microhardness
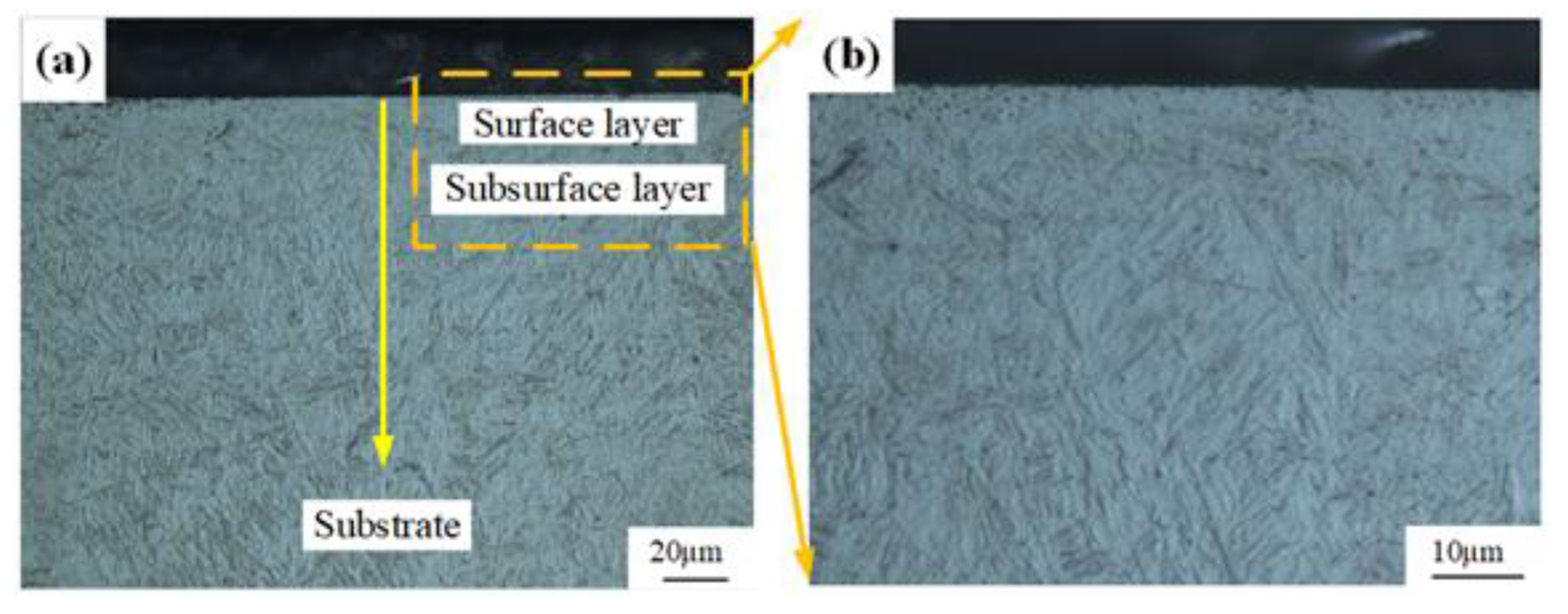
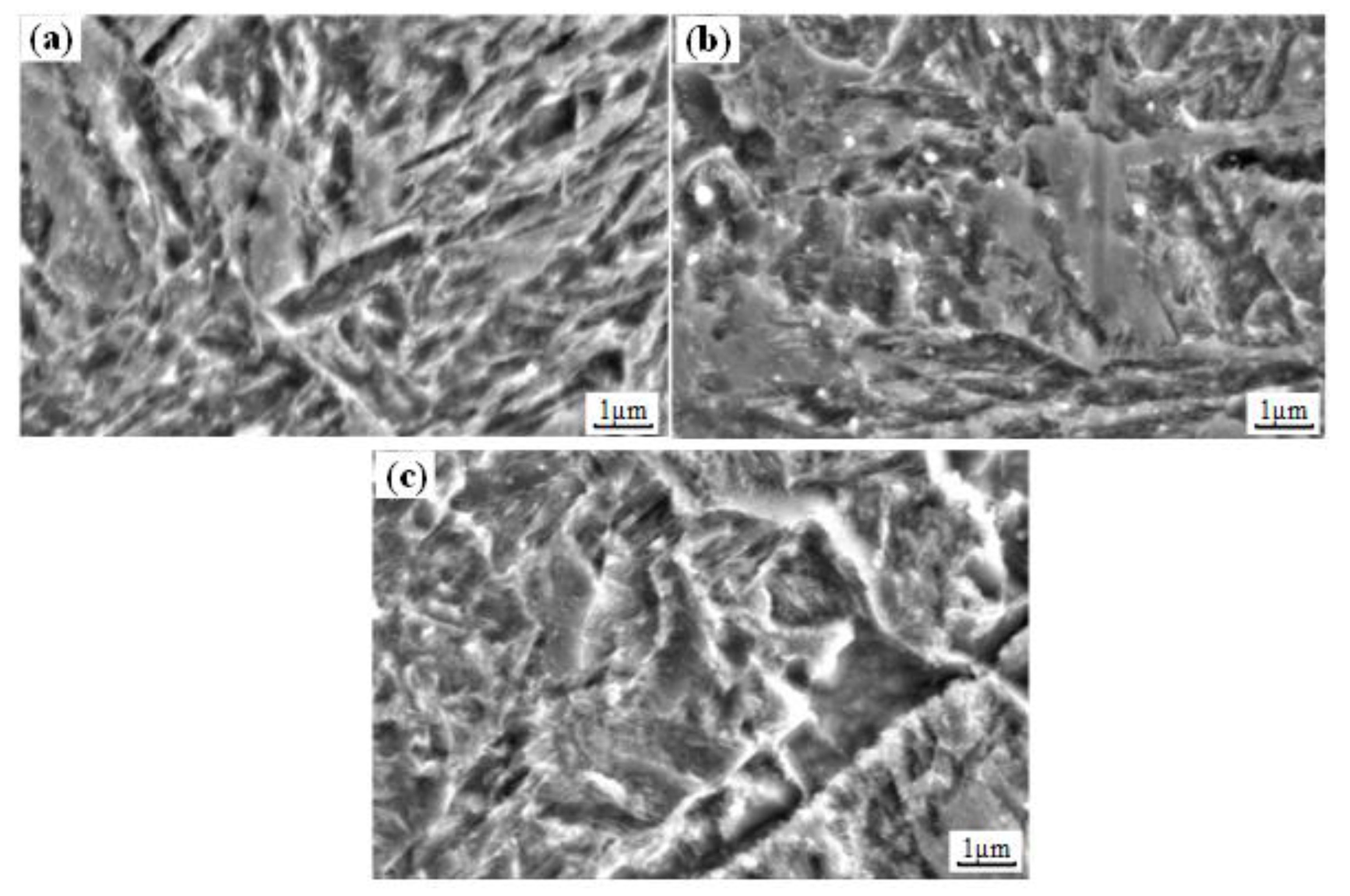
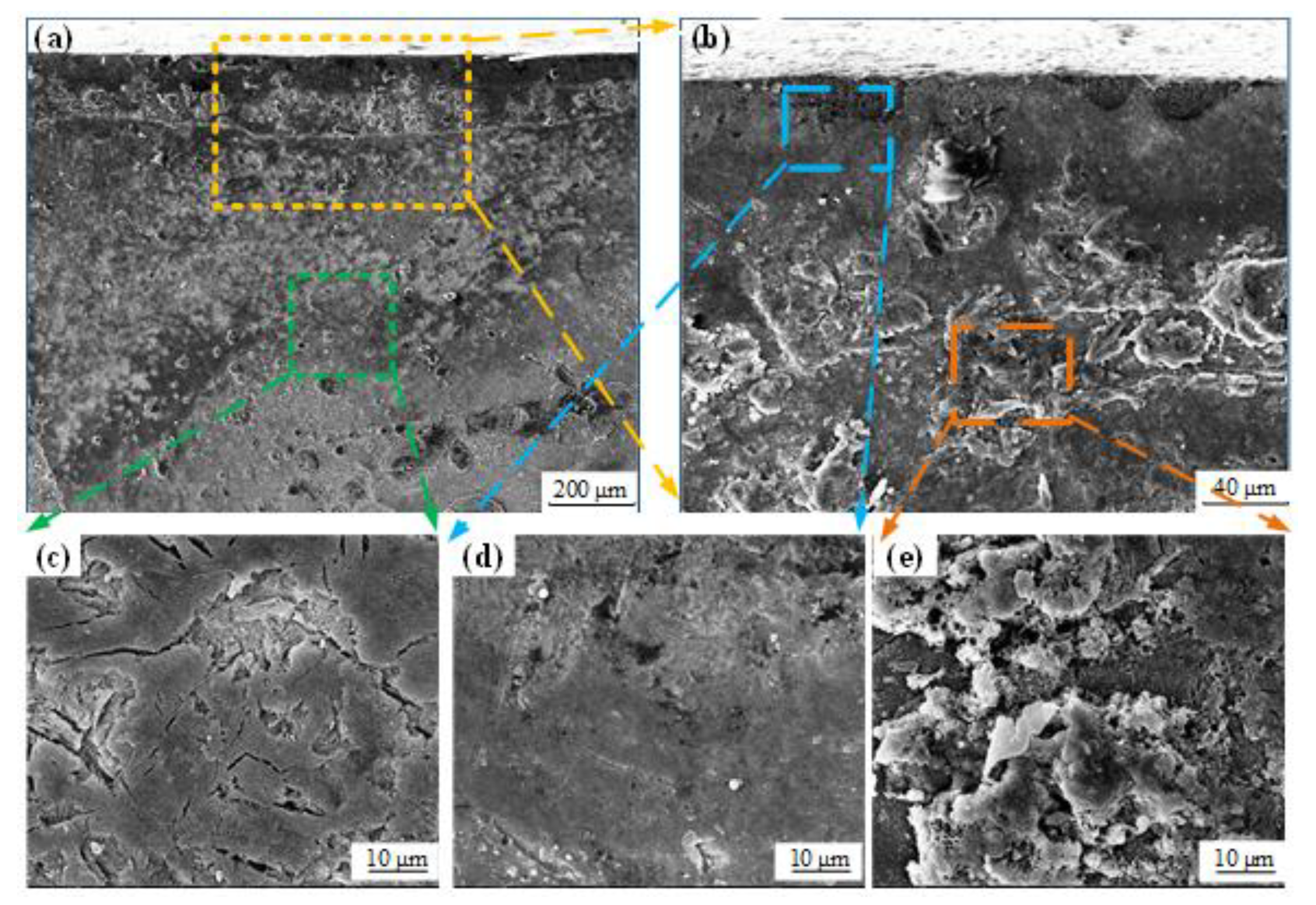
3.1.3. Microstructure
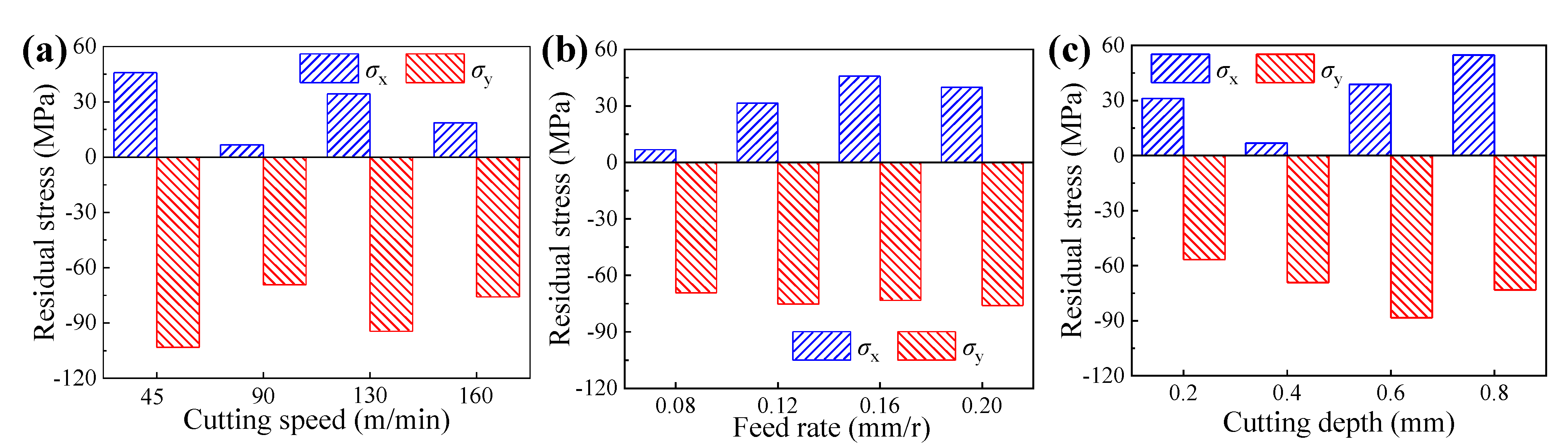
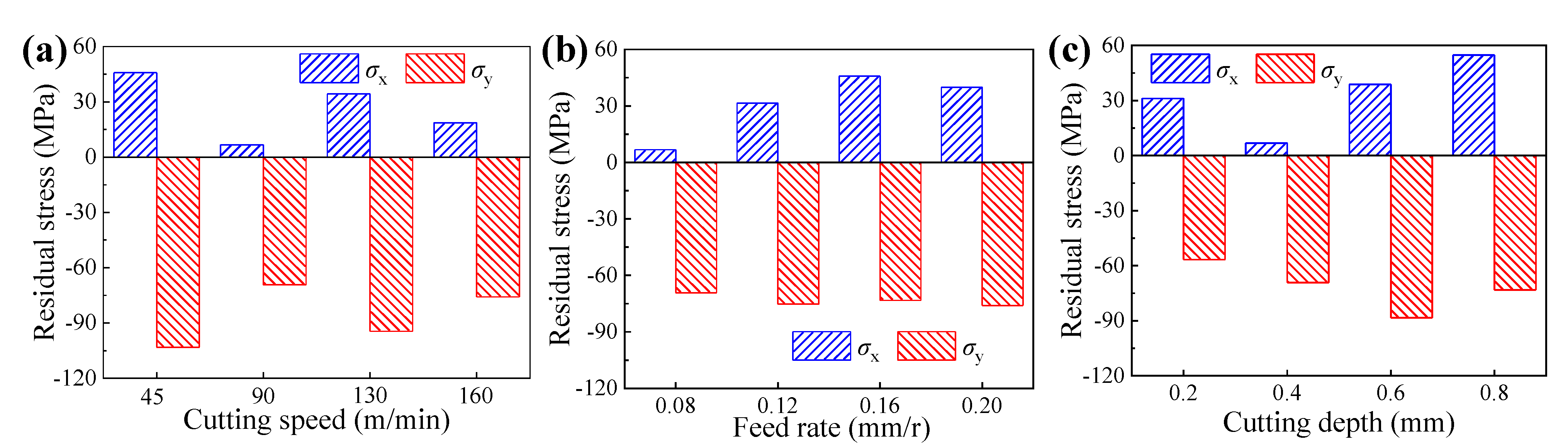
3.1.4. Surface Residual Stress
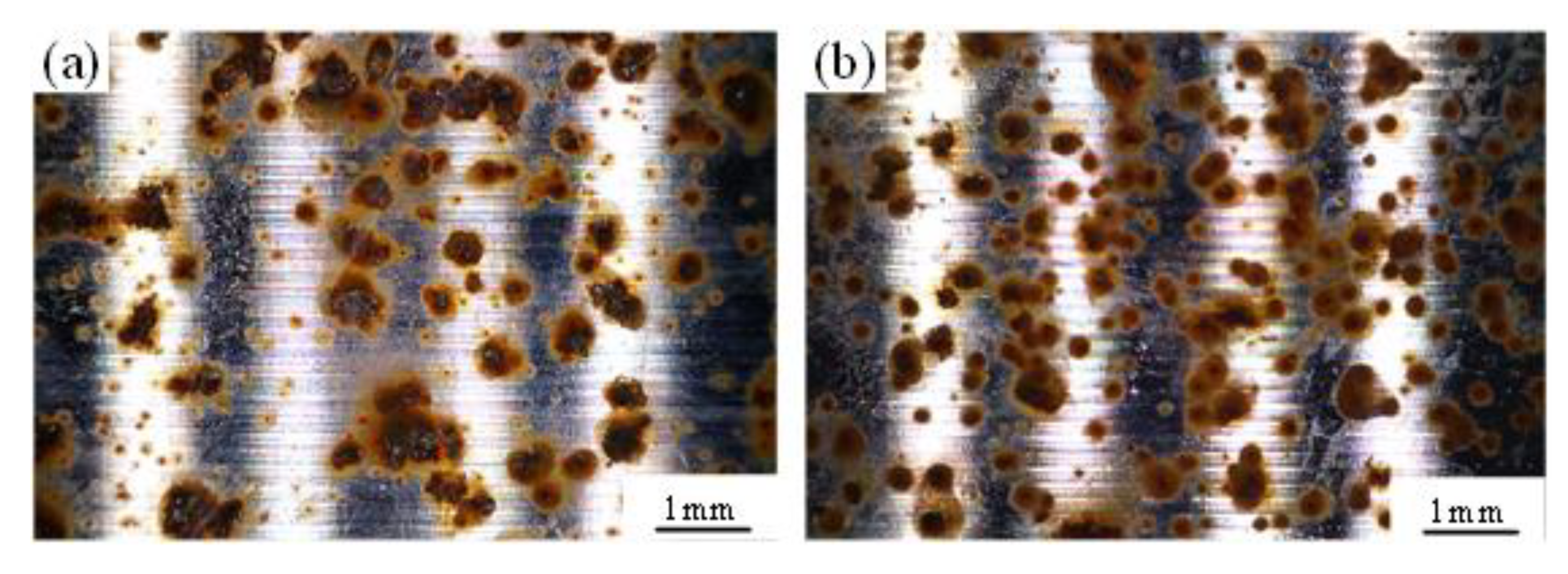
3.2. Effect of Hard Turning on Corrosion Resistance
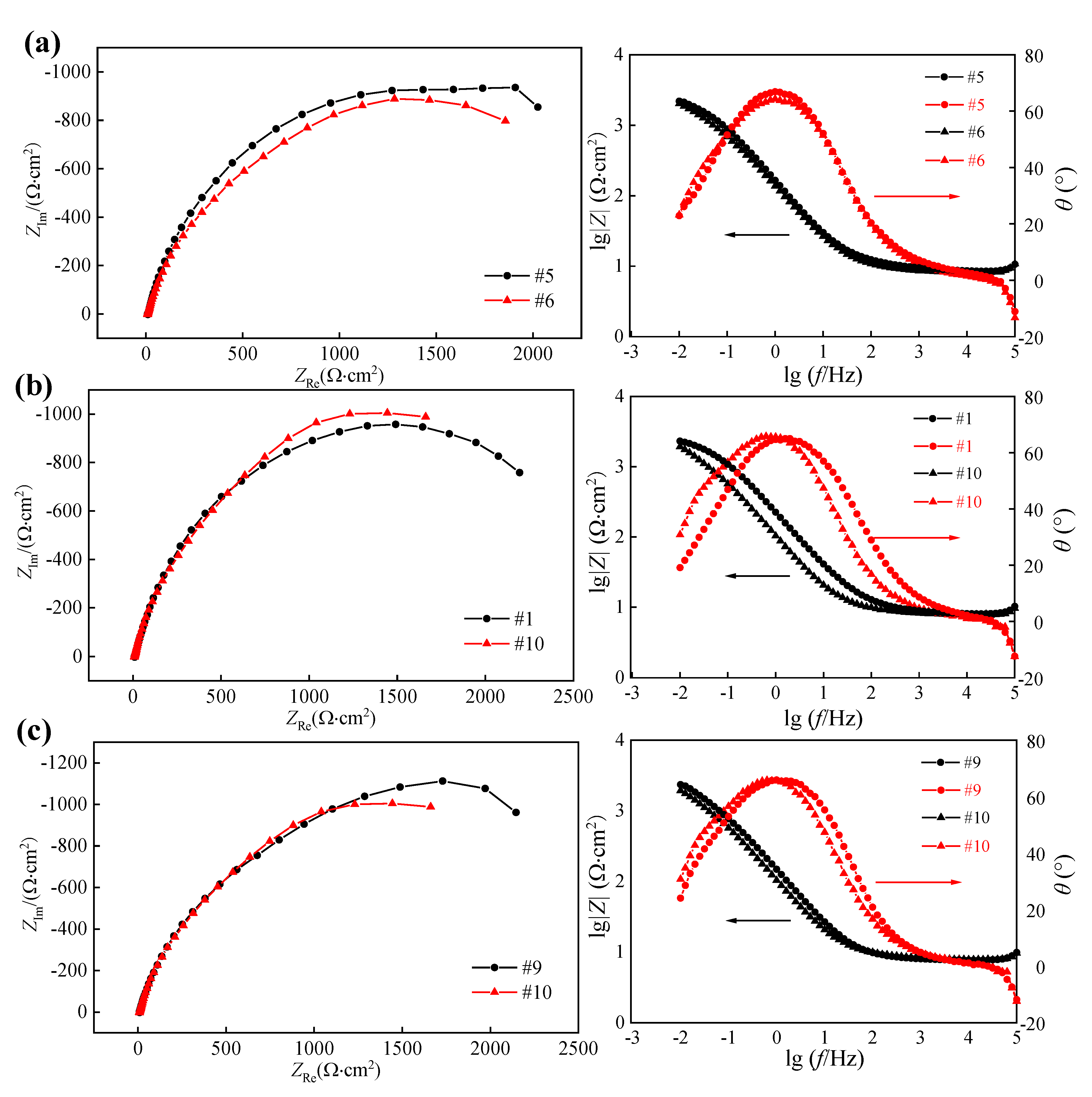
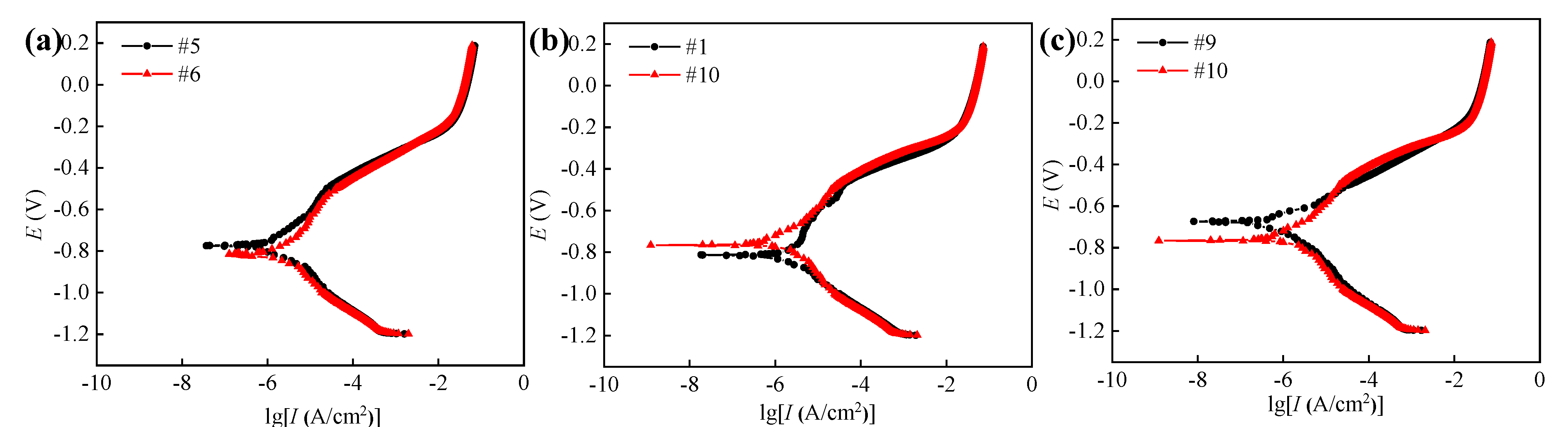
3.2.1. Effect of Hard Turning Process on Corrosion Resistance
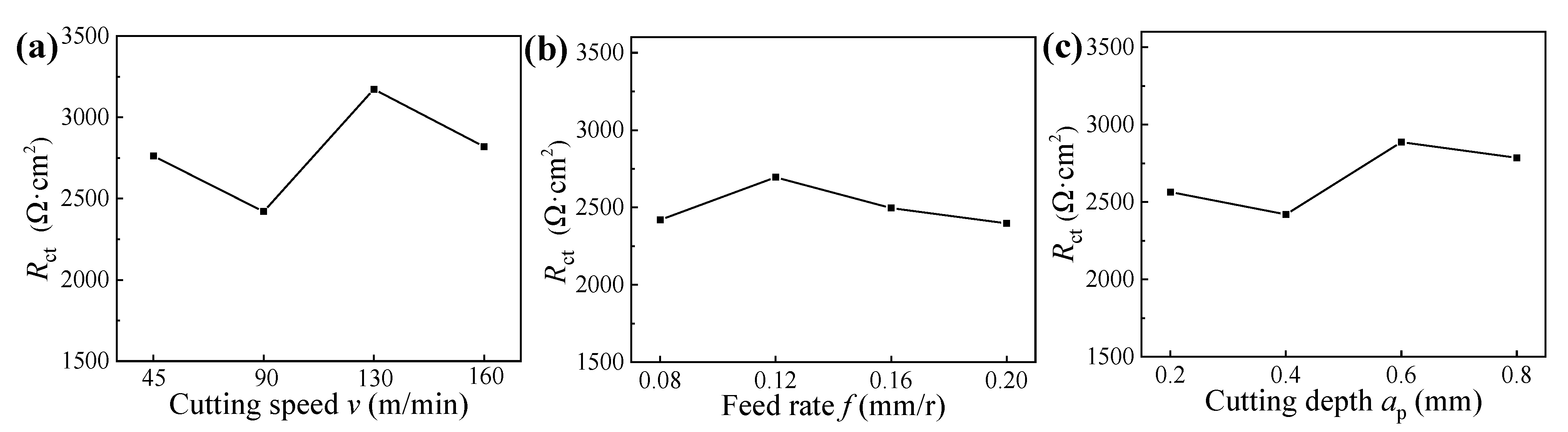
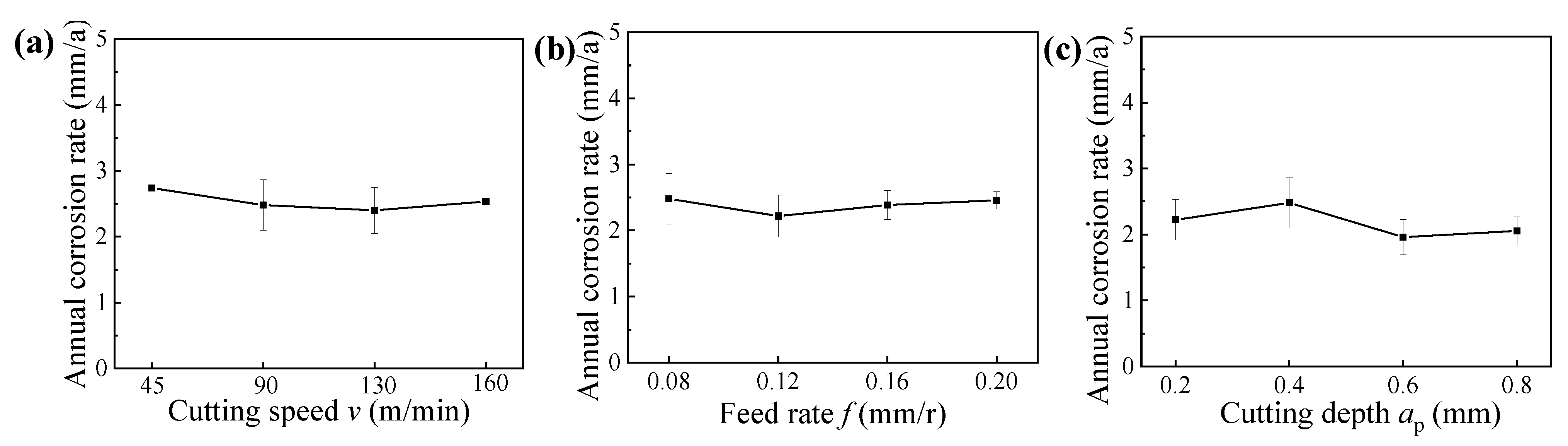
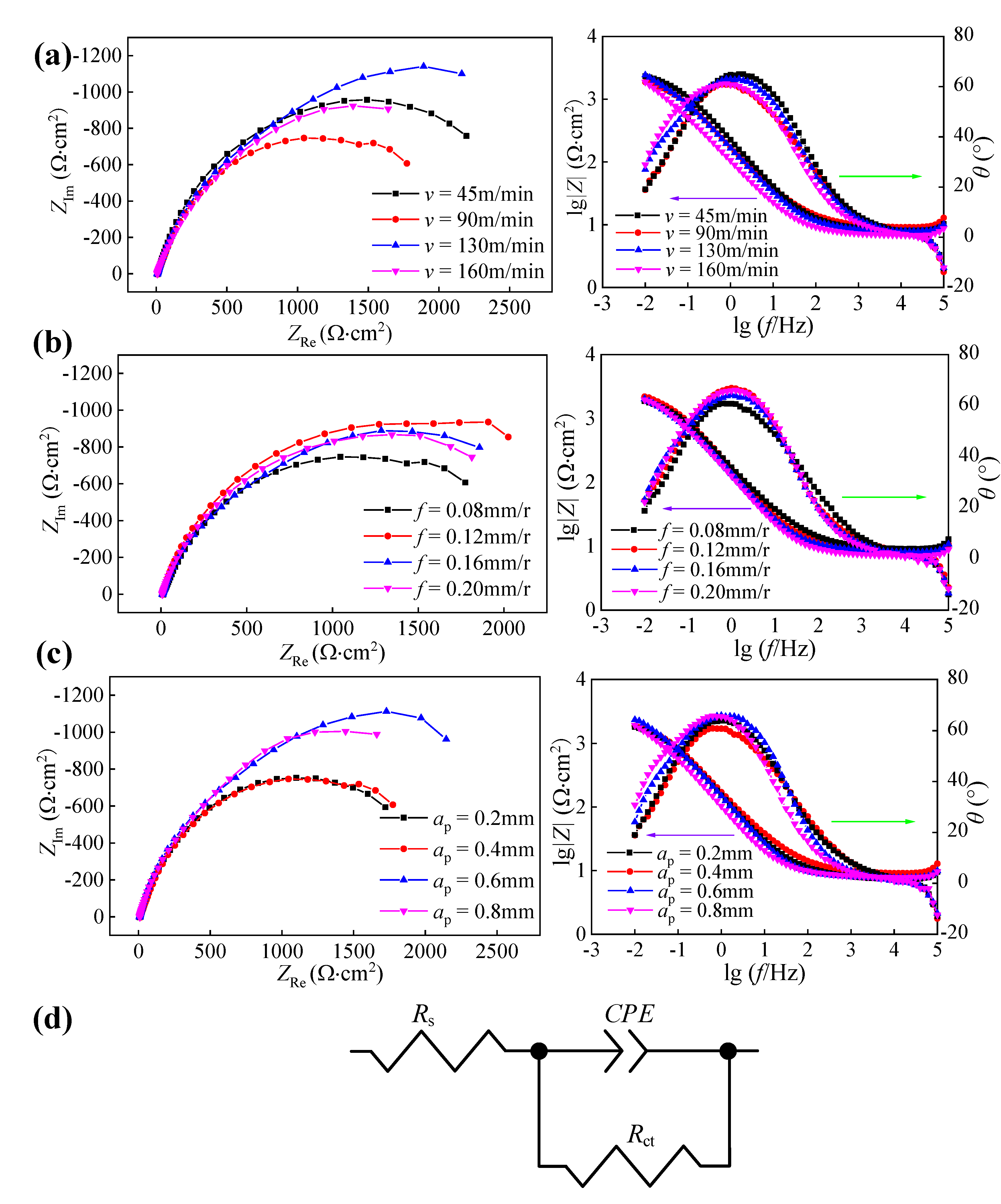
3.2.2. Effect of Hard Cutting Parameters on Corrosion Resistance
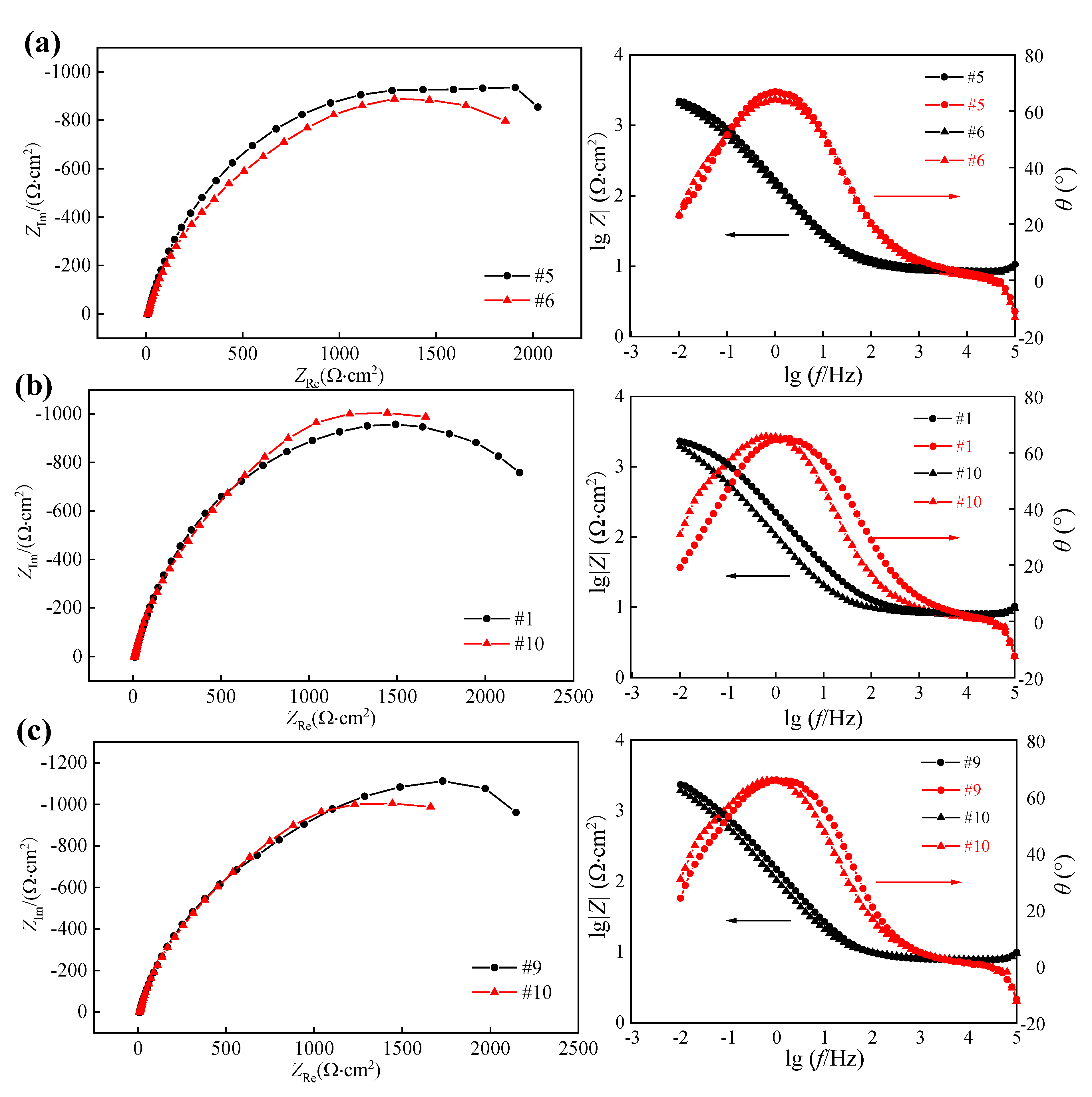
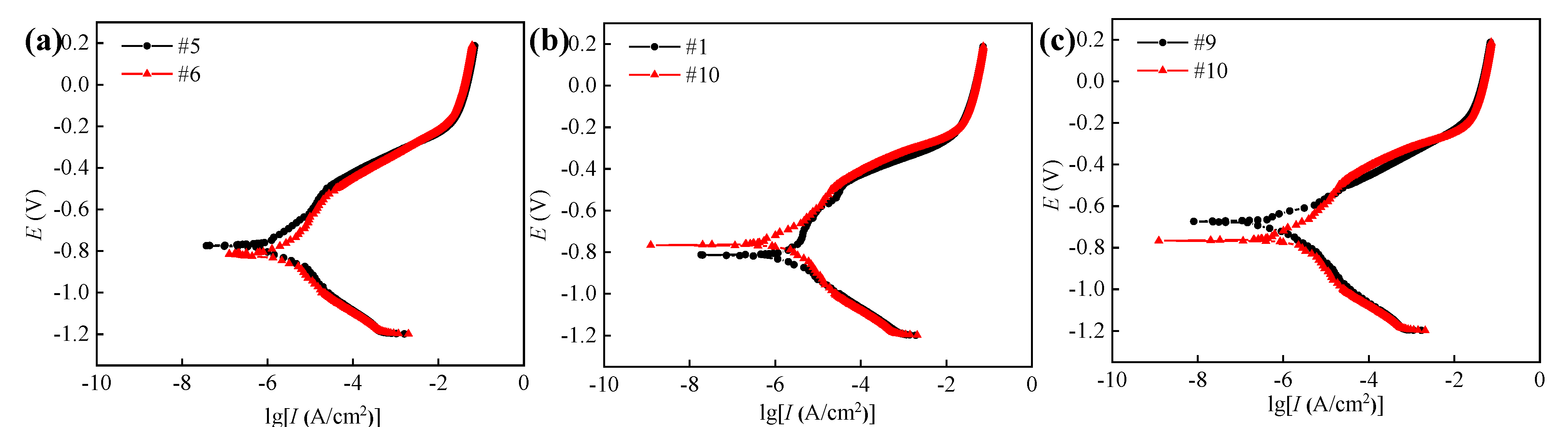
3.3. Effect of Hard Cutting Surface Integrity on Corrosion Resistance
4. Conclusions
- (1)
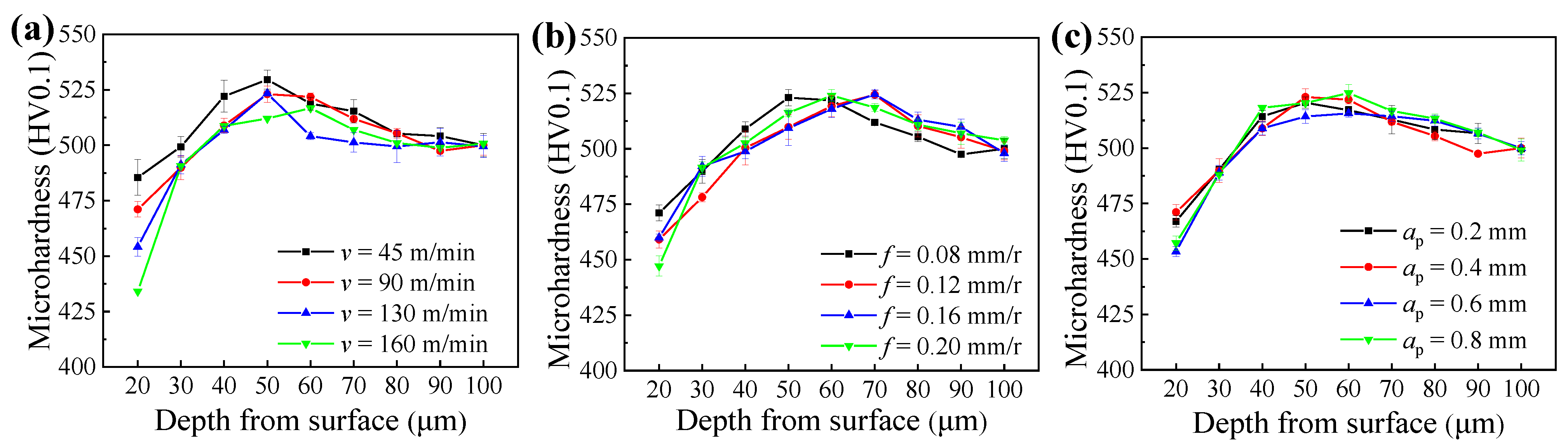
- Hard turning can obtain a surface roughness lower than Ra 0.8 μm. The microhardness of the surface layer was lower than that of the substrate due to the softening effect.
- (2)
- Due to the different precipitation behaviours of carbides under the high cutting temperature, the microstructure of the surface layer was fine and uniform, whereas that of the subsurface layer was coarse and uneven. The dominant surface residual stress was residual compressive stress.
- (3)
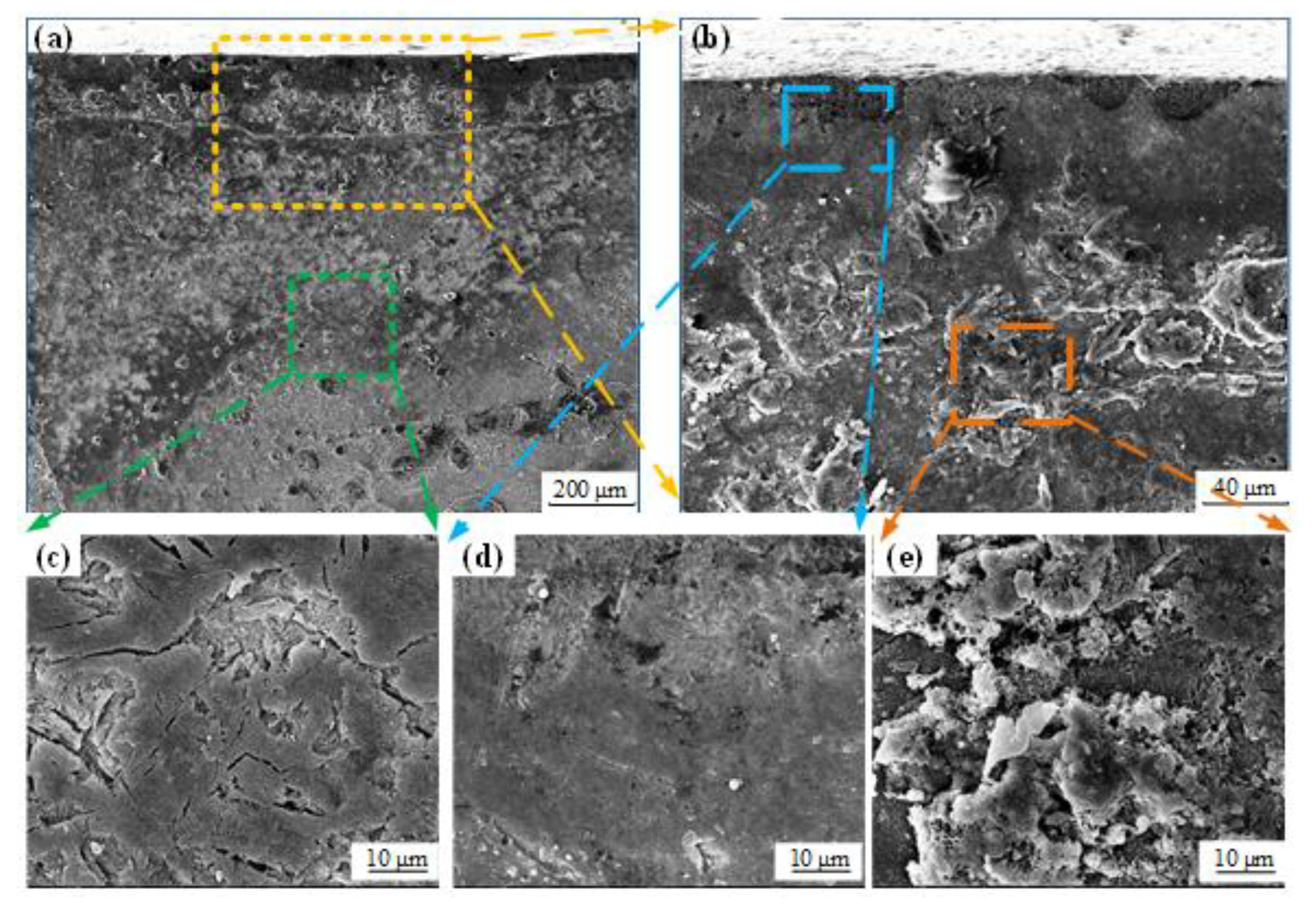
- The hard turning process is feasible to strengthen the corrosion resistance of 42CrMo4 steel. The good corrosion resistance of the surface layer can be ascribed to the uniform carbides and the compact microstructure caused by the compressive residual stress.
- (4)
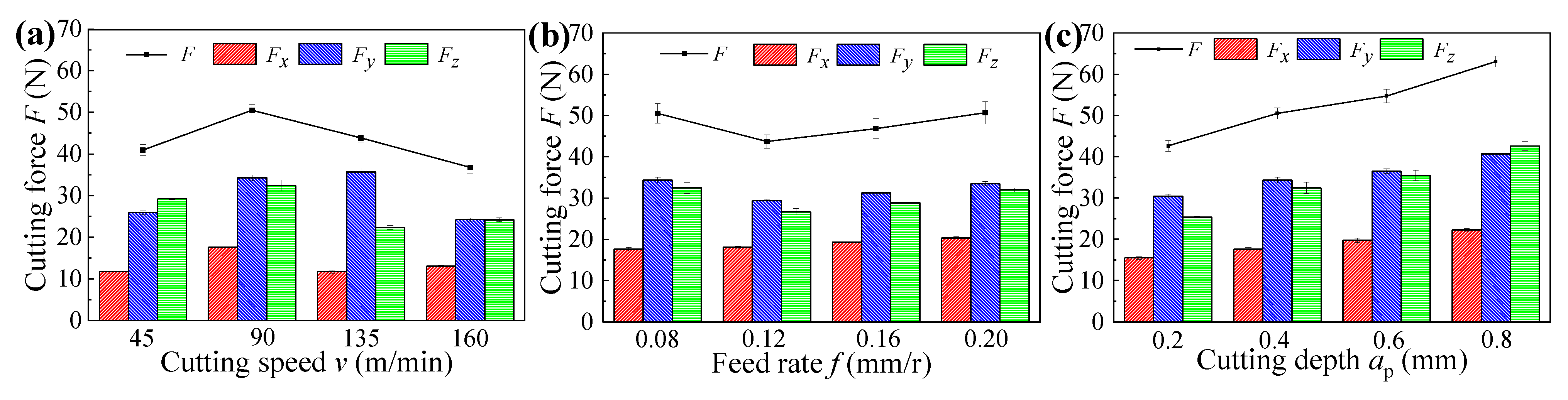
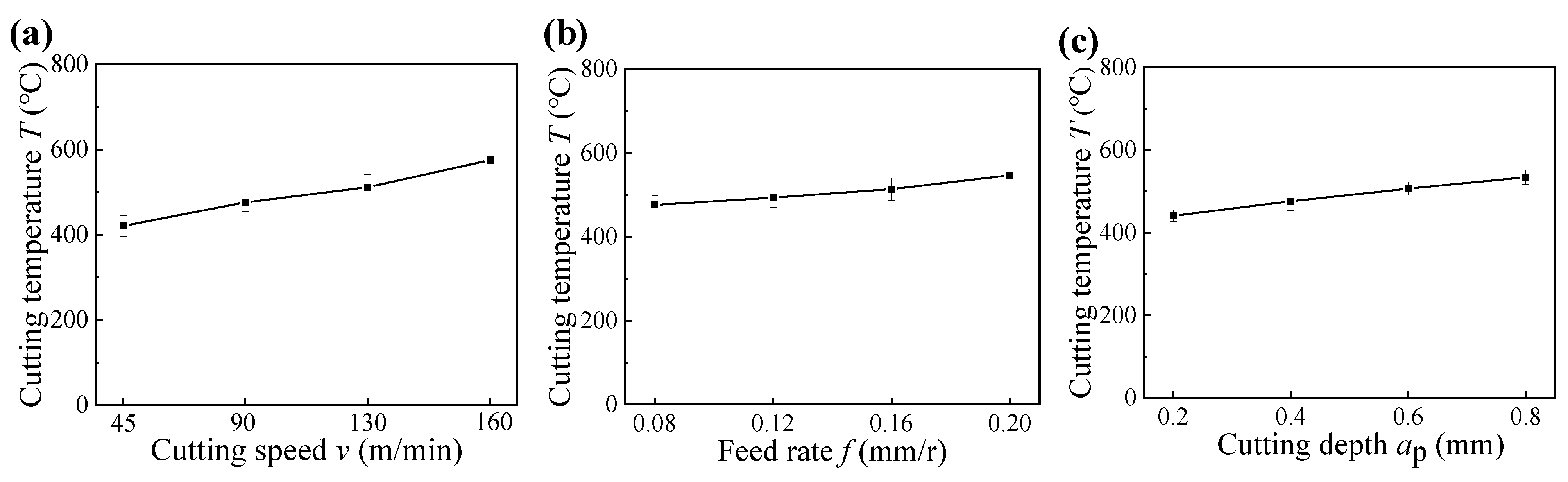
- The cutting speeds affected the corrosion resistances of machined samples mainly by the surface microhardness and residual compressive stress induced by cutting temperatures. The feed rates affected the corrosion resistances of machined samples mainly by the surface roughness. The cutting depths affected the corrosion resistances of machined samples mainly by the surface residual stress induced by the cutting forces and cutting temperatures.
- (5)
- By virtue of the decreased contact area with a corrosive medium, the good microstructure of surface layer, and the inhibition effects of residual compressive stress on pitting corrosion and crack growth, the surface integrity with smaller surface roughness and microhardness and bigger surface residual compressive stress was beneficial for the corrosion resistance of 42CrMo4 steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, B.; Zhang, S.; Hu, R.; Zhang, X. Dislocation density and grain size evolution in hard machining of H13 steel: Numerical and experimental investigation. J. Mater. Res. Technol. 2020, 9, 4241–4254. [Google Scholar] [CrossRef]
- Abbas, A.T.; Anwar, S.; Hegab, H.; Benyahia, F.; Ali, H.; Elkaseer, A. Comparative evaluation of surface quality, tool wear, and specific cutting energy for wiper and conventional carbide inserts in hard turning of AISI 4340 alloy steel. Materials 2020, 13, 5233. [Google Scholar] [CrossRef] [PubMed]
- Kara, F.; Karabatak, M.; Ayyildiz, M.; Nas, E. Effect of machinability, microstructure and hardness of deep cryogenic treatment in hard turning of AISI D2 steel with ceramic cutting. J. Mater. Res. Technol. 2020, 9, 969–983. [Google Scholar] [CrossRef]
- Kene, A.P.; Choudhury, S.K. Analytical modeling of tool health monitoring system using multiple sensor data fusion approach in hard machining. Measurement 2019, 145, 118–129. [Google Scholar] [CrossRef]
- Bushlya, V.; Petrusha, I.; Gutnichenko, O.; Osipov, O.; M’Saoubi, R.; Turkevich, V.; Ståhl, J.E. Sintering of binderless cubic boron nitride and its modification by β-Si3N4 additive for hard machining applications. Int. J. Refract. Met. Hard Mater. 2020, 86, 105100. [Google Scholar] [CrossRef]
- Novovic, D.; Dewes, R.C.; Aspinwall, D.K.; Voice, W.; Bowen, P. The effect of machined topography and integrity on fatigue life. Int. J. Mach. Tools Manuf. 2004, 44, 125–134. [Google Scholar] [CrossRef]
- Lee, S.J.; Lai, H.J. The effects of electropolishing (EP) process parameters on corrosion resistance of 316L stainless steel. J. Mater. Process Tech. 2003, 140, 206–210. [Google Scholar] [CrossRef]
- Li, N.; Chen, Y.; Kong, D. Wear mechanism analysis and its effects on the cutting performance of PCBN inserts during turning of hardened 42CrMo. Int. J. Precis. Eng. Manuf. 2018, 19, 1353–1366. [Google Scholar] [CrossRef]
- Zhu, Z.; Lu, Y.; Xie, Q.; Li, D.; Gao, N. Mechanical properties and dynamic constitutive model of 42CrMo steel. Mater. Design 2017, 119, 171–179. [Google Scholar] [CrossRef]
- Bertolini, R.; Lizzul, L.; Pezzato, L.; Ghiotti, A.; Bruschi, S. Improving surface integrity and corrosion resistance of additive manufactured Ti6Al4V alloy by cryogenic machining. Int. J. Adv. Manuf. Technol. 2019, 104, 2839–2850. [Google Scholar] [CrossRef]
- Bertolini, R.; Bedekar, V.; Ghiotti, A.; Savio, E.; Shivpuri, R.; Bruschi, S. Surface integrity and corrosion performances of hardened bearing steel after hard turning. Int. J. Adv. Manuf. Technol. 2020, 108, 1983–1995. [Google Scholar] [CrossRef]
- Niu, J.; Liu, Z.; Wang, B.; Hua, Y.; Wang, G. Effect of machining-induced surface integrity on the corrosion behavior of Al-Li alloy 2A97 in sodium chloride solution. Mater. Corros. 2019, 70, 259–267. [Google Scholar] [CrossRef]
- Xu, X.; Liu, D.; Zhang, X.; Liu, C.; Liu, D.; Zhang, W. Influence of ultrasonic rolling on surface integrity and corrosion fatigue behavior of 7B50-T7751 aluminum alloy. Int. J. Fatigue 2019, 125, 237–248. [Google Scholar] [CrossRef]
- Salahshoor, M.; Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Surface integrity and corrosion performance of biomedical magnesium-calcium alloy processed by hybrid dry cutting-finish burnishing. J. Mech. Behav. Biomed. 2018, 78, 246–253. [Google Scholar] [CrossRef]
- Rajaguru, J.; Arunachalam, N. Effect of machined surface integrity on the stress corrosion cracking behaviour of super duplex stainless steel. Eng. Fail. Anal. 2021, 125, 105411. [Google Scholar] [CrossRef]
- Wan, Y.; Cheng, K.; Fu, X.L.; Liu, Z.Q. An experiment-based investigation on surface corrosion resistance behaviors of aluminum alloy 7050-T7451 after end milling. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2013, 227, 1297–1305. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z. Enhancing surface integrity and corrosion resistance of laser cladded Cr-Ni alloys by hard turning and low plasticity burnishing. Appl. Surf. Sci. 2017, 409, 169–178. [Google Scholar] [CrossRef]
- Liu, G.; Huang, C.; Zou, B.; Liu, H.; Liu, Z.; Liu, Y.; Li, C. The modification of corrosion resistance of 17-4PH stainless steel by cutting process. J. Manuf. Process. 2020, 49, 447–455. [Google Scholar] [CrossRef]
- Su, H.; Shen, X.; Xu, C.; He, J.; Wang, B.; Su, G. Surface characteristics and corrosion behavior of TC11 titanium alloy strengthened by ultrasonic roller burnishing at room and medium temperature. J. Mater. Res. Technol. 2020, 9, 8172–8185. [Google Scholar] [CrossRef]
- Kumar, P.; Mahobia, G.S.; Mandal, S.; Singh, V.; Chattopadhyay, K. Enhanced corrosion resistance of the surface modified Ti-13Nb-13Zr alloy by ultrasonic shot peening. Corros. Sci. 2021, 189, 109597. [Google Scholar] [CrossRef]
- Udroiu, R.; Braga, I.; Nedelcu, A. Evaluating the quality surface performance of additive manufacturing systems: Methodology and a material jetting case study. Materials 2019, 12, 995. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shen, X.; Zhang, D.; Yao, C.; Tan, L.; Yao, H. Formation mechanism of surface metamorphic layer and influence rule on milling TC17 titanium alloy. Int. J. Adv. Manuf. Technol. 2021, 112, 2259–2276. [Google Scholar] [CrossRef]
- Xu, J.; Ye, B. Microtopography and microstructure characteristics of the carbon steel surface machined with high-speed turning. J. South China Univ. Technol. Nat. Sci. 2004, 32, 15–19. [Google Scholar]
- Yu, D.; Sha, C.; Liu, W.; Chen, X.; Lv, C.; Wu, X. Effect of tempering temperature on microstructure and corrosion resistance of 4Cr13 plastic mould steel. Shanghai Met. 2019, 41, 59–62+74. [Google Scholar]
- Ding, J.; Han, J.; Liu, L. Effect of cutting heat on surface composition of supercritical KT5331AS0 steel. Mater. Heat Treat. 2010, 39, 70–72. [Google Scholar]
- Sharma, V.; Pandey, P.M. Optimization of machining and vibration parameters for residual stresses minimization in ultrasonic assisted turning of 4340 hardened steel. Ultrasonics 2016, 70, 172–182. [Google Scholar] [CrossRef]
- Rezig, E.; Irving, P.E.; Robinson, M.J. Development and early growth of fatigue cracks from corrosion damage in high strength stainless steel. Procedia Eng. 2010, 2, 387–396. [Google Scholar] [CrossRef] [Green Version]
- Tang, Y. Investigation of influence of surface roughness on pitting corrosion of duplex stainless steel 2205 using various electrochemical techniques. Int. J. Electrochem. Sci. 2019, 14, 6790–6813. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Sun, T.; Wang, H.C. Experimental and FEM study of residual stresses during ultra-precision turning of aluminum 2024-T3. Exp. Tech. 2018, 42, 223–231. [Google Scholar] [CrossRef]
- Wang, D.; Lin, Q.; Zhao, J.; Zhang, Y. Research on residual stress of steel 42CrMo4 cutting surface. Mach. Design Manuf. 2014, 7, 106–108. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | Cu | Ni | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.41 | 0.22 | 0.65 | 0.01 | 0.03 | 0.02 | 1.04 | 0.17 | Balance |
| Cutting Edge Angle κr | Relief Angle αo | Rake Angle γo | Inclination Angle λs | Nose Radiu rε |
|---|---|---|---|---|
| 95° | 6° | −6° | −6° | 1.2 mm |
| Experiment | Cutting Speed (m/min) | Feed Rate (mm/r) | Cutting Depth (mm) |
|---|---|---|---|
| #1 | 45 | 0.08 | 0.4 |
| #2 | 90 | 0.08 | 0.4 |
| #3 | 130 | 0.08 | 0.4 |
| #4 | 160 | 0.08 | 0.4 |
| #5 | 90 | 0.12 | 0.4 |
| #6 | 90 | 0.16 | 0.4 |
| #7 | 90 | 0.20 | 0.4 |
| #8 | 90 | 0.08 | 0.2 |
| #9 | 90 | 0.08 | 0.6 |
| #10 | 90 | 0.08 | 0.8 |
| Experiment | Surface Roughness (μm) | Surface Microhardness (HV0.1) | Surface Residual Compressive Stress (MPa) |
|---|---|---|---|
| #1 | 0.586 | 486 | 81 |
| #2 | 0.680 | 471 | 57 |
| #3 | 0.579 | 454 | 109 |
| #4 | 0.585 | 434 | 70 |
| #5 | 0.850 | 459 | 67 |
| #6 | 0.963 | 460 | 67 |
| #7 | 2.142 | 447 | 55 |
| #8 | 0.738 | 467 | 66 |
| #9 | 0.756 | 453 | 97 |
| #10 | 0.753 | 457 | 82 |
| Experiment | Rct (Ω·cm2) | Rs (Ω·cm2) | Y (Ω−1·cm−2·s−n) | n |
|---|---|---|---|---|
| #1 | 2762 | 8.448 | 1.079 × 10−3 | 0.768 |
| #5 | 2695 | 9.189 | 1.434 × 10−3 | 0.785 |
| #6 | 2494 | 8.473 | 1.829 × 10−3 | 0.766 |
| #9 | 2887 | 7.893 | 1.627 × 10−3 | 0.788 |
| #10 | 2786 | 8.139 | 2.379 × 10−3 | 0.776 |
| Experiment | Ecorr (V) | Icorr (μA·cm−2) | βa (V·dec−1) | |βc| (V·dec−1) |
|---|---|---|---|---|
| #1 | −0.817 | 1.778 | 0.352 | 0.214 |
| #5 | −0.765 | 1.585 | 0.294 | 0.250 |
| #6 | −0.815 | 2.512 | 0.339 | 0.239 |
| #9 | −0.680 | 0.708 | 0.138 | 0.238 |
| #10 | −0.745 | 1.660 | 0.272 | 0.261 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Q.; Liu, Y.; Lu, H.; Liu, J.; Cai, G. Surface Integrity and Corrosion Resistance of 42CrMo4 High-Strength Steel Strengthened by Hard Turning. Materials 2021, 14, 6995. https://doi.org/10.3390/ma14226995
Xu Q, Liu Y, Lu H, Liu J, Cai G. Surface Integrity and Corrosion Resistance of 42CrMo4 High-Strength Steel Strengthened by Hard Turning. Materials. 2021; 14(22):6995. https://doi.org/10.3390/ma14226995
Chicago/Turabian StyleXu, Qingzhong, Yan Liu, Haiyang Lu, Jichen Liu, and Gangjun Cai. 2021. "Surface Integrity and Corrosion Resistance of 42CrMo4 High-Strength Steel Strengthened by Hard Turning" Materials 14, no. 22: 6995. https://doi.org/10.3390/ma14226995
APA StyleXu, Q., Liu, Y., Lu, H., Liu, J., & Cai, G. (2021). Surface Integrity and Corrosion Resistance of 42CrMo4 High-Strength Steel Strengthened by Hard Turning. Materials, 14(22), 6995. https://doi.org/10.3390/ma14226995