
Colloidal Processing of Y0.08Zr0.92O2/La0.80Sr0.20MnO3 Semi-Cells Using a Sr-Doped Lanthanum Manganite Synthesized by a Citrate Route



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis and Characterization of LSM Powders
2.2. Shaping of LSM Coatings onto YSZ Tapes
3. Results
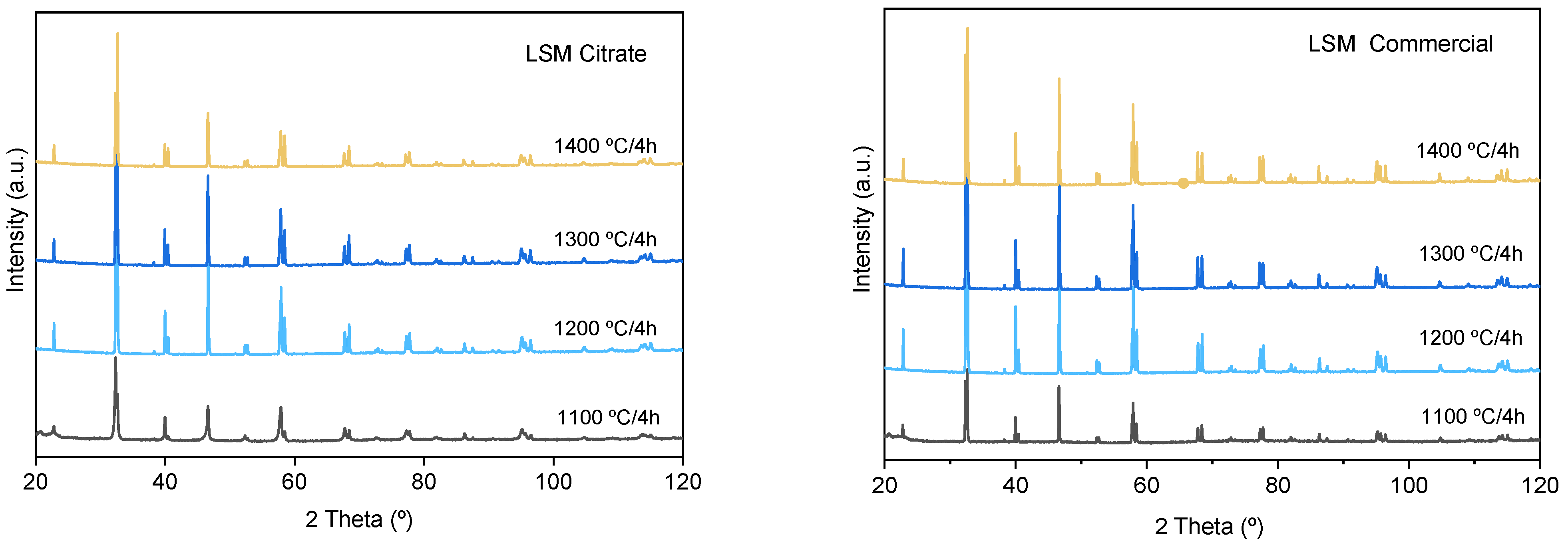
3.1. Synthesis and Characterization of LSM Powders
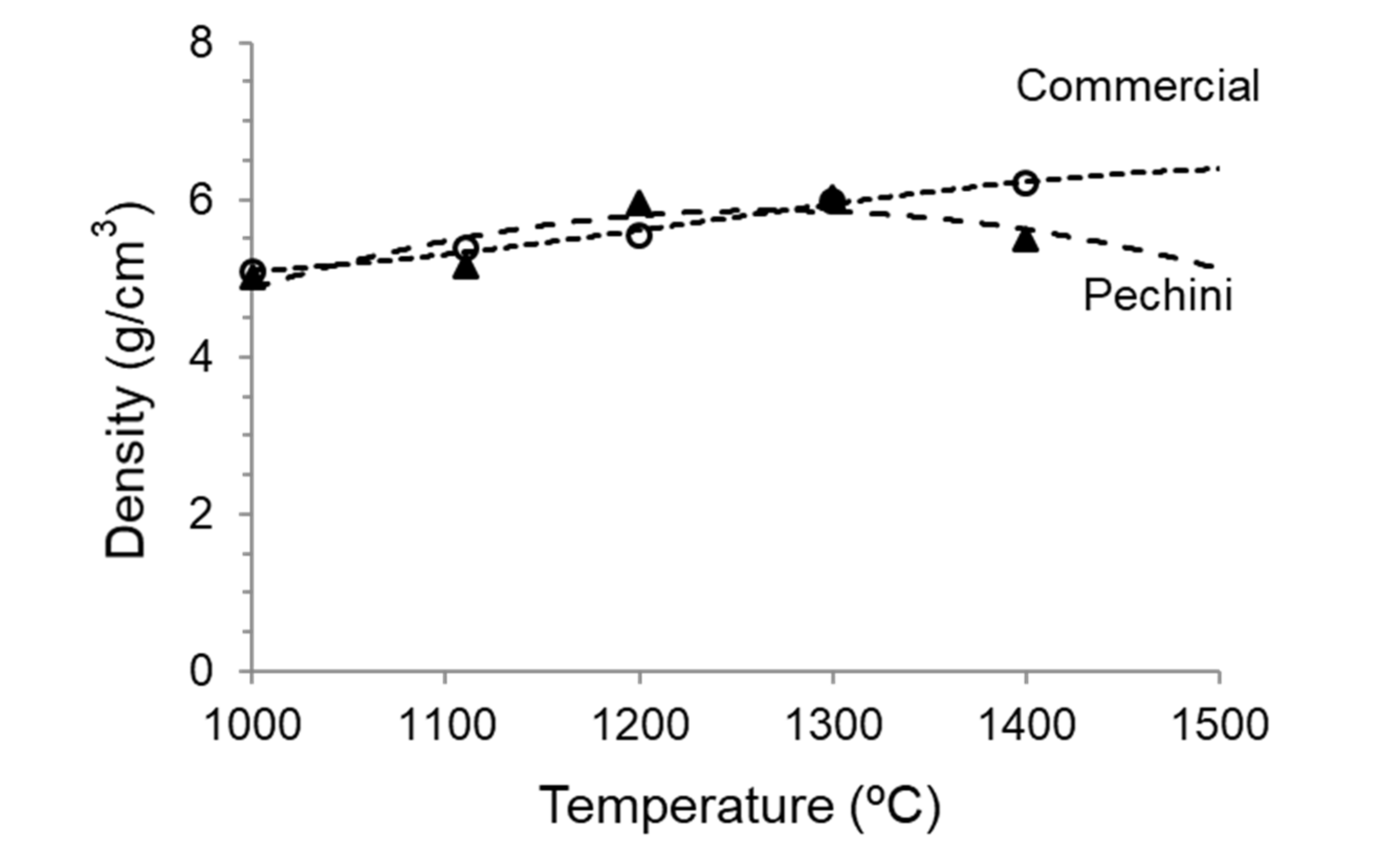
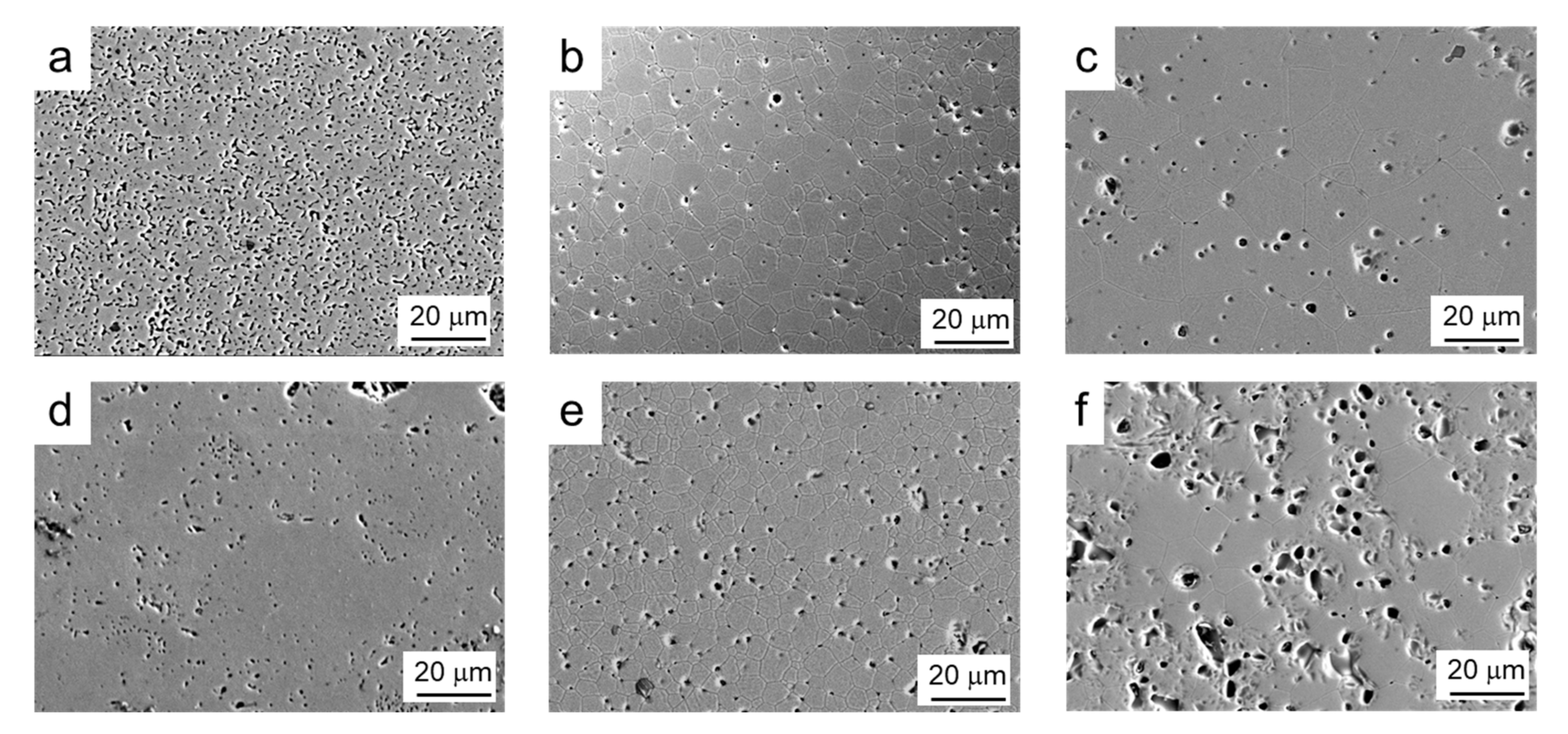
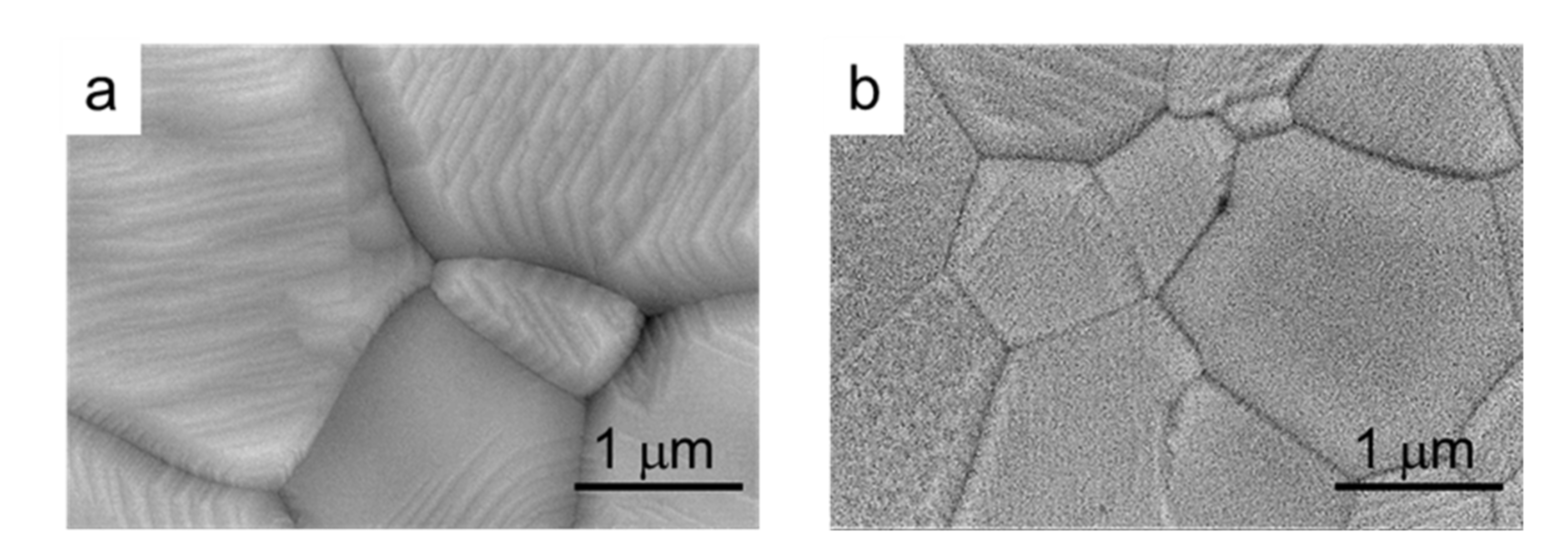
3.2. Shaping of LSM Coatings onto YSZ Tapes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bell, R.T.J.; Millar, G.J.; Drennan, J. Influence of synthesis route on the catalytic properties of La1-xSrxMnO3. Solid State Ion. 2000, 131, 211–220. [Google Scholar] [CrossRef]
- Lee, H.-K. Electrochemical characteristics of La1−xSrxMnO3 for solid oxide fuel cell. Mater. Chem. Phys. 2002, 77, 639–646. [Google Scholar] [CrossRef]
- Lipham, N.D.; Tsoi, G.M.; Wenger, L.E. Synthesis and Characterization of Sr-Doped Lanthanum Manganite Nanoparticles. IEEE Trans. Magn. 2007, 43, 3088–3090. [Google Scholar] [CrossRef]
- Meixner, D.L.; Cutler, R.A. Sintering and mechanical characteristics of lanthanum strontium manganite. Solid State Ion. 2002, 146, 273–284. [Google Scholar] [CrossRef]
- Chiu, C.M.; Chang, Y.H. The structure, electrical and sensing properties for CO of the La0.8Sr0.2Co1−xNixO3−δ film for CO gas sensors. Mater. Sci. Eng. A 1999, 266, 93–98. [Google Scholar] [CrossRef]
- Chai, Y.L.; Ray, D.T.; Chen, G.J.; Chang, Y.H. Synthesis of La0.8Sr0.2Co0.5Ni0.5O3-δ thin films for high sensitivity CO sensing material using the Pechini process. J. Alloys Compd. 2002, 333, 147–153. [Google Scholar] [CrossRef]
- Shlapa, Y.; Solopan, S.; Belous, A.; Tovstolytkin, A. Effect of synthesis method of La1−xSrxMnO3 manganite nanoparticles on their properties. Nanoscale Res. Lett. 2018, 13, 1–7. [Google Scholar] [CrossRef]
- Singhal, S.C.; Kendall, K. High Temperature Solid Oxide Fuel Cells: Fundamentals, Design, and Applications; Elsevier: Oxford, UK, 2003. [Google Scholar]
- Sun, C.; Hui, R.; Roller, J. Cathode materials for solid oxide fuel cells: A review. J. Solid State Electrochem. 2010, 14, 1125–1144. [Google Scholar] [CrossRef]
- Silva, F.S.; Souza, T.M. Novel materials for solid oxide fuel cell technologies: A literature review. Int. J. Hydrogen Energy 2017, 42, 26020–26036. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Nakagawa, T.; Saito, F. Mechanochemical synthesis of La0.7Sr0.3MnO3 by grinding constituent oxides. J. Alloys Compd. 2000, 308, 121–125. [Google Scholar] [CrossRef]
- Da Conceiçao, L.; Silva, C.R.; Ribeiro, N.F.; Souza, M. Solid-state synthesis of La0.7Sr0.3MnO3 powders using different grinding times. ECS Trans. 2009, 25, 2301. [Google Scholar] [CrossRef]
- Uskoković, V.; Drofenik, M. Synthesis of materials within reverse micelles. Surf. Rev. Lett. 2005, 12, 239–277. [Google Scholar] [CrossRef]
- Bilger, S.; Syskakis, E.; Naoumidis, A.; Nickel, H. Sol-Gel Synthesis of Strontium-Doped Lanthanum Manganite. J. Am. Ceram. Soc. 1992, 75, 964–970. [Google Scholar] [CrossRef]
- Gaudon, M.; Laberty-Robert, C.; Ansart, F.; Stevens, P.; Rousset, A. Preparation and characterization of La1–xSrxMnO3+δ (0 ≤x≤ 0.6) powder by sol–gel processing. Solid State Sci. 2002, 4, 125–133. [Google Scholar] [CrossRef]
- Uskoković, V.; Drofenik, M. Synthesis of lanthanum–strontium manganites by oxalate-precursor co-precipitation methods in solution and in reverse micellar microemulsion. J. Magn. Magn. Mater. 2006, 303, 214–220. [Google Scholar] [CrossRef] [Green Version]
- Aruna, T.; Muthuraman, M.; Patil, K.C. Combustion synthesis and properties of strontium substituted lanthanum manganites La1−xSrxMnO3 (0 ≤ x ≤ 0.3). J. Mater. Chem. 1997, 7, 2499–2503. [Google Scholar] [CrossRef]
- Da Silva, A.L.A.; Da Conceiçao, L.; Rocco, A.M.; Souza, M.M.V.M. Synthesis of Sr-doped LaMnO3 and LaCrO3 powders by combustion method: Structural characterization and thermodynamic evaluation. Cerâmica 2012, 58, 521–528. [Google Scholar]
- Mukhopadhyay, J.; Maiti, H.S.; Basu, R.N. Synthesis of nanocrystalline lanthanum manganite with tailored particulate size and morphology using a novel spray pyrolysis technique for application as the functional solid oxide fuel cell cathode. J. Power Sources 2013, 232, 55–65. [Google Scholar] [CrossRef]
- Ravi, V.; Kulkarni, S.D.; Samuel, V.; Kale, S.N.; Mona, J.; Rajgopal, R.; Daundkar, A.; Lahoti, P.S.; Joshee, R.S. Synthesis of La0.7Sr0.3MnO3 at 800ºC using citrate gel method. Ceram. Int. 2007, 33, 1129–1132. [Google Scholar] [CrossRef]
- Pechini, M.P. Method of Preparing Lead and Alkaline Earth Titanates and Niobates and Coating Method Using the Same to form a Capacitor. U.S. Patent 3,330,697, 11 July 1967. [Google Scholar]
- Chen, G.; You, H.-X.; Kasai, Y.; Sato, H.; Abudula, A. Characterization of planer cathode-supported SOFC prepared by a dual dry pressing method. J. Alloys Compd. 2011, 509, 5159–5162. [Google Scholar] [CrossRef]
- Paul, S.; Nath, T.K. Magneto-Transport and Magnetic properties of Fe doped nanometric polycrystalline La0.7Sr0.3MnO3 CMR manganites. MRS Online Proc. Libr. 2009, 1183, 87–92. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Shimizu, S.; Suzuki, T.; Fujishiro, Y.; Awanoz, M. Design and fabrication of a novel electrode-supported honeycomb SOFC. J. Am. Ceram. Soc. 2009, 92, S107–S111. [Google Scholar] [CrossRef]
- Piao, J.; Sun, K.; Zhang, N.; Xu, S. A study of process parameters of LSM and LSM–YSZ composite cathode films prepared by screen-printing. J. Power Sources 2008, 175, 288–295. [Google Scholar] [CrossRef]
- Javanshir, E.; Mozammel, M.; Tanhaei, M. Fabrication of improved La0.8Sr0.2MnO3 cathode layer for solid oxide fuel cells using economical coating methods. Int. J. Appl. Ceram. Technol. 2018, 15, 328–337. [Google Scholar] [CrossRef]
- Kakade, M.B.; Ramanathan, S.; De, P.K. Combustion synthesis, powder treatment, dispersion and tape casting of lanthanum strontium manganite. Brithis Ceram. Trans. 2003, 102, 211–215. [Google Scholar]
- Gómez, L.; Colomer, M.T.; Escobar, J.; Moreno, R. Manufacture of a non-stoichiometric LSM cathode SOFC material by aqueous tape casting. J. Eur. Ceram. Soc. 2013, 33, 1137–1143. [Google Scholar] [CrossRef]
- Cebollero, J.; Laguna-Bercero, M.; Lahoz, R.; Silva, J.; Moreno, R.; Larrea, A. Optimization of laser-patterned YSZ-LSM composite cathode-electrolyte interfaces for solid oxide fuel cells. J. Eur. Ceram. Soc. 2019, 39, 3466–3474. [Google Scholar] [CrossRef] [Green Version]
- Moreno, R. Better ceramics through colloid chemistry. J. Eur. Ceram. Soc. 2020, 40, 559–587. [Google Scholar] [CrossRef]
- Rincón, A.; Moreno, R.; Gutiérrez-González, C.F.; Sainz, R.; Salvador, M.D.; Borrell, A. Colloidal processing of fully stabilized zirconia laminates comprising graphene oxide-enriched layers. J. Eur. Ceram. Soc. 2016, 36, 1797–1804. [Google Scholar] [CrossRef] [Green Version]
- Yue, Z.; Li, L.; Zhou, J.; Zhang, H.; Gui, Z. Preparation and characterization of NiCuZn ferrite nanocrystalline powders by auto-combustion of nitrate–citrate gels. Mater. Sci. Eng. B 1999, 64, 68–72. [Google Scholar] [CrossRef]
- Gaudon, M.; Laberty-Robert, C.; Ansart, F.; Stevens, P.; Rousset, A. Synthesis and characterization of La1−xSrxMnO3 thin films from polymeric precursors. J. New Mater. Electrochem. Syst. 2002, 5, 57–61. [Google Scholar]
- Ramanathan, S.; Kakade, M.B. Aqueous slurry processing of monolithic films for SOFC e YSZ, LSM and YSZeNiO systems. Int. J. Hydrogen Energy 2011, 36, 14956–14962. [Google Scholar] [CrossRef]
- Eriksson, S.-G.; Ivanov, S.; Eriksen, J.; Valkeapää, M.; Johansson, L.G.; Rundlöf, H.; McGreevy, R.; Berastegui, P.; Björnsson, P.; Rubhausen, M.; et al. A neutron powder diffraction and inelastic light scattering study of (La,Sr)MnO3+δ. Mater. Sci. Forum 2001, 378, 505–510. [Google Scholar] [CrossRef]
- Dhahri, J.; Zemni, S.; Cherif, K.; Dhahri, J.; Oumezzine, M.; Ghedira, M.; Vincent, H. The effect of deficit of strontium on structural, magnetic and electrical properties of La0.80Sr020-x□xMnO3. J. Alloys Compd. 2005, 394, 51–57. [Google Scholar] [CrossRef]
- Botello, Z.L.M.; Montenegro-Hernandez, A.; Osorio, N.G.; Huvé, M.; Pirovano, C.; Småbråten, D.R.; Selbach, S.M.; Caneiro, A.; Roussel, P.; Gauthier, G.H. Pure and Zr-doped YMnO3+δ as a YSZ-compatible SOFC cathode: A combined computational and experimental approach. J. Mater. Chem. A 2019, 7, 18589–18602. [Google Scholar] [CrossRef] [Green Version]
- Tarragó, D.; Moreno, B.; Chinarro, E.; Malfatti, C.D.F.; De Sousa, V.C. Deposition of nanostructured LSM perovskite thin film on dense YSZ substrate by airbrushed solution combustion (ASC) for application in SOFC cathodes. Int. J. Hydrogen Energy 2020, 45, 11749–11760. [Google Scholar] [CrossRef]
- Backhaus-Ricoult, M. Interface chemistry in LSM–YSZ composite SOFC cathodes. Solid State Ion. 2006, 177, 2195–2200. [Google Scholar] [CrossRef]
- Yokokawa, H.; Sakai, N.; Kawada, T.; Dokiya, M. Thermodynamic stabilities of perovskite oxides for electrodes and other electrochemical materials. Solid State Ion. 1992, 52, 43–56. [Google Scholar] [CrossRef]
- Huebner, W.; Reed, D.M.; Anderson, H.U. Structure↔Property relationships in Solid Oxide Fuel Cells. ECS Proc. 1997, 1, 411. [Google Scholar] [CrossRef]
- Kleveland, K.; Einarsrud, M.-A.; Schmidt, C.R.; Shamsili, S.; Faaland, S.; Wiik, K.; Grande, T. Reactions between Strontium-Substituted Lanthanum Manganite and Yttria-Stabilized Zirconia: II, Diffusion Couples. J. Am. Ceram. Soc. 2004, 82, 729–734. [Google Scholar] [CrossRef]
- Palma, J.; Pascual, C. Dip-coating and sintering of perovskite electrodes on Y-TZP. Euro-Ceram. II 1991, 3, 2173–2177. [Google Scholar]
- Khandkar, A.; Elangovan, S.; Liu, M. Materials considerations for application to solid-state electrochemical devices. Solid State Ionics 1992, 52, 57–68. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, L.; Ren, F.; An, K. Visualizing the Structural Evolution of LSM/xYSZ Composite Cathodes for SOFC by in-situ Neutron Diffraction. Sci. Rep. 2014, 4, 5179. [Google Scholar] [CrossRef] [Green Version]
- Ananyev, M.; Farlenkov, A.; Eremin, V.; Kurumchin, E.K. Degradation kinetics of LSM–YSZ cathode materials for SOFC. Int. J. Hydrogen Energy 2018, 43, 951–959. [Google Scholar] [CrossRef]
- Wankmüller, F.; Meffert, M.; Russner, N.; Weber, A.; Schmieg, J.; Störmer, H.; Dickel, T.; Lupetin, P.; Maier, N.; Gerthsen, D.; et al. Multi-scale characterization of ceramic inert-substrate-supported and co-sintered solid oxide fuel cells. J. Mater. Sci. 2020, 55, 11120–11136. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, G.; Dai, R.; Lv, X.; Yang, D.; Geng, S. A review of the chemical compatibility between oxide electrodes and electrolytes in solid oxide fuel cells. J. Power Sources 2021, 492, 229630. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Recio, P.; Alcázar, C.; Moreno, R. Colloidal Processing of Y0.08Zr0.92O2/La0.80Sr0.20MnO3 Semi-Cells Using a Sr-Doped Lanthanum Manganite Synthesized by a Citrate Route. Materials 2021, 14, 7831. https://doi.org/10.3390/ma14247831
Recio P, Alcázar C, Moreno R. Colloidal Processing of Y0.08Zr0.92O2/La0.80Sr0.20MnO3 Semi-Cells Using a Sr-Doped Lanthanum Manganite Synthesized by a Citrate Route. Materials. 2021; 14(24):7831. https://doi.org/10.3390/ma14247831
Chicago/Turabian StyleRecio, Paloma, Carmen Alcázar, and Rodrigo Moreno. 2021. "Colloidal Processing of Y0.08Zr0.92O2/La0.80Sr0.20MnO3 Semi-Cells Using a Sr-Doped Lanthanum Manganite Synthesized by a Citrate Route" Materials 14, no. 24: 7831. https://doi.org/10.3390/ma14247831
APA StyleRecio, P., Alcázar, C., & Moreno, R. (2021). Colloidal Processing of Y0.08Zr0.92O2/La0.80Sr0.20MnO3 Semi-Cells Using a Sr-Doped Lanthanum Manganite Synthesized by a Citrate Route. Materials, 14(24), 7831. https://doi.org/10.3390/ma14247831