
Optimization Research of Machining Parameters for Cutting GH4169 Based on Tool Vibration and Surface Roughness under High-Pressure Cooling

Abstract
:1. Introduction
2. Cutting Vibration Theory and Dynamic Model
2.1. Dynamic Model Structure of Turning Vibration System
2.2. Data Processing of Vibration Signal
2.2.1. Establishment of the Finite Element Simulation Model of Milling Process
2.2.2. RMS Value of Vibration Signal
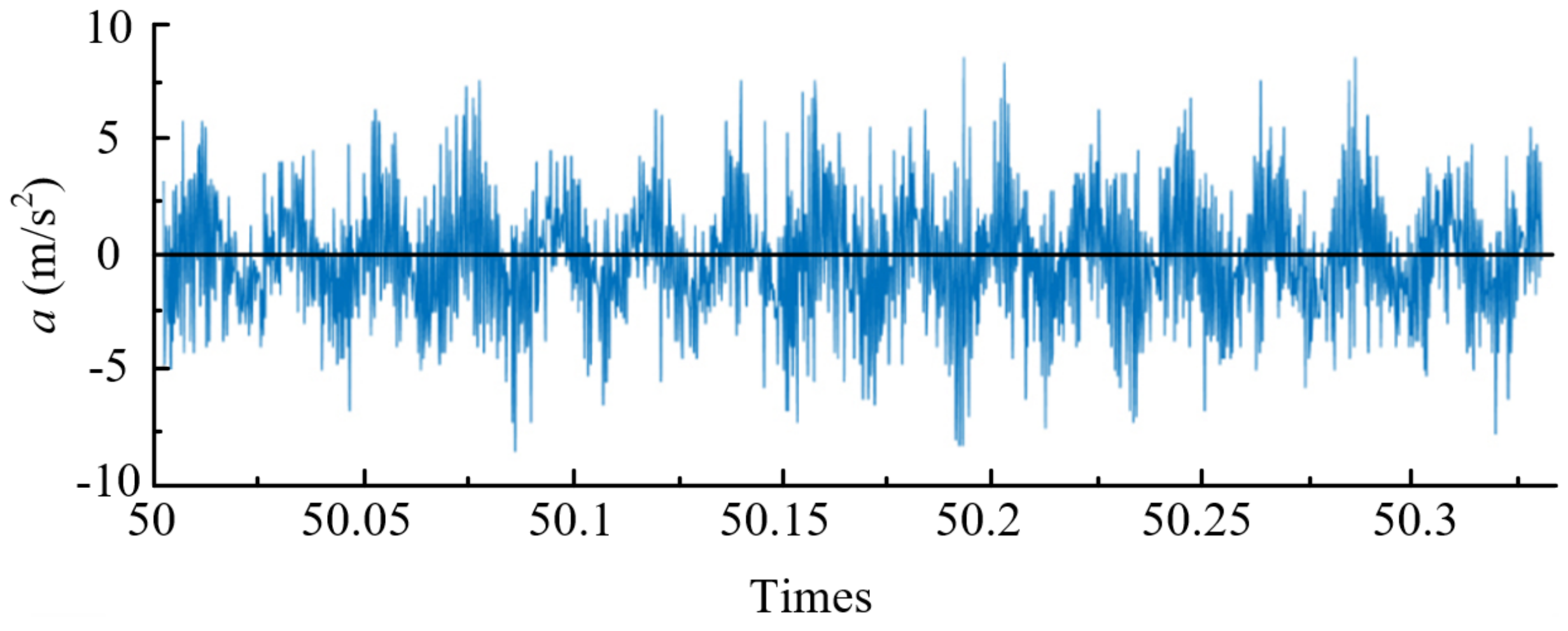
2.2.3. Time-Frequency Domain Analysis of Vibration Signals
3. Experimental Study on Cutting GH4169 Superalloy under High-Pressure Cooling
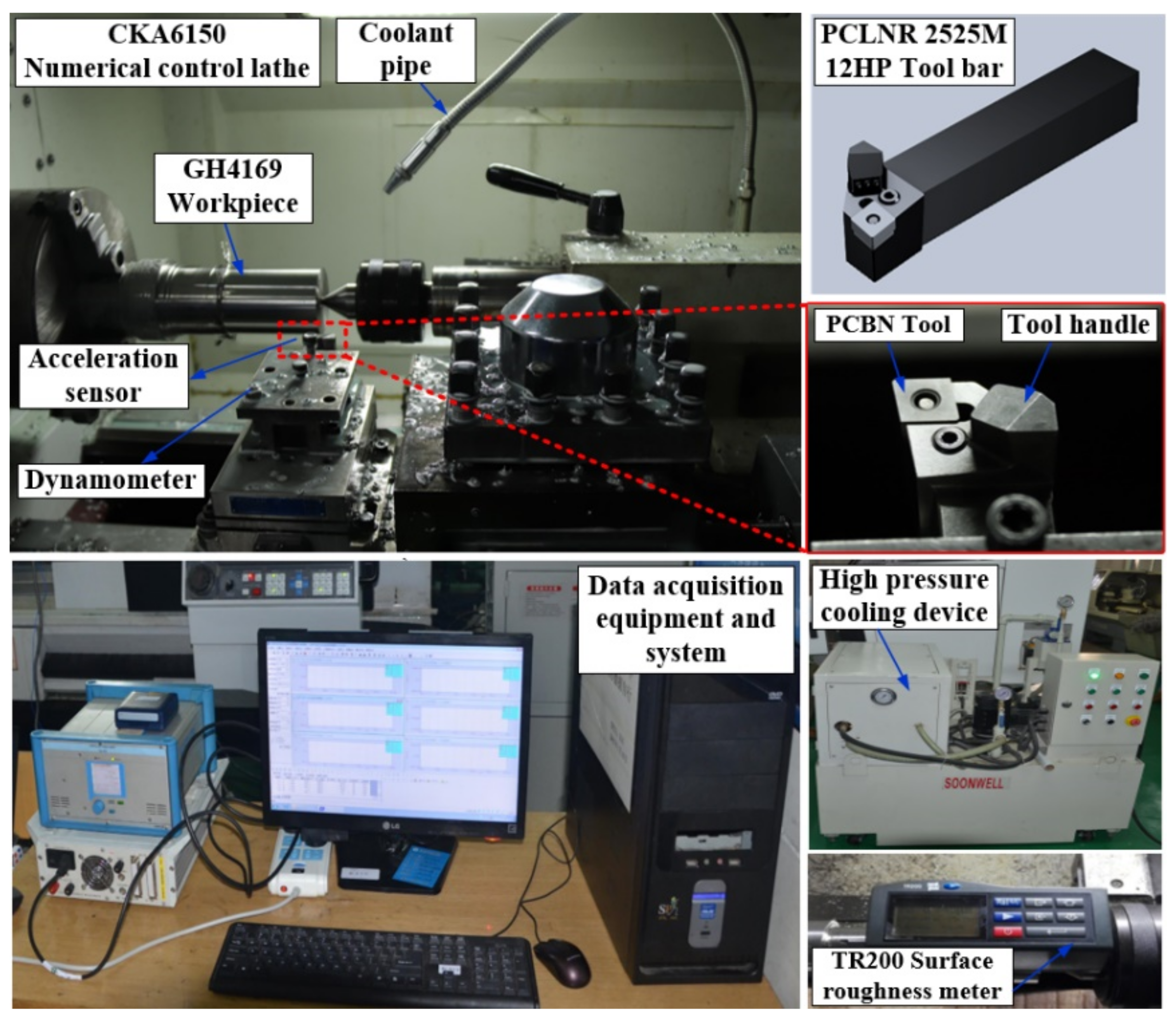
3.1. Experiment Conditions
3.2. Experiment Method
3.2.1. Single-Factor Experimental Scheme
3.2.2. Orthogonal Experimental Scheme
3.3. Discussion of Experimental Results
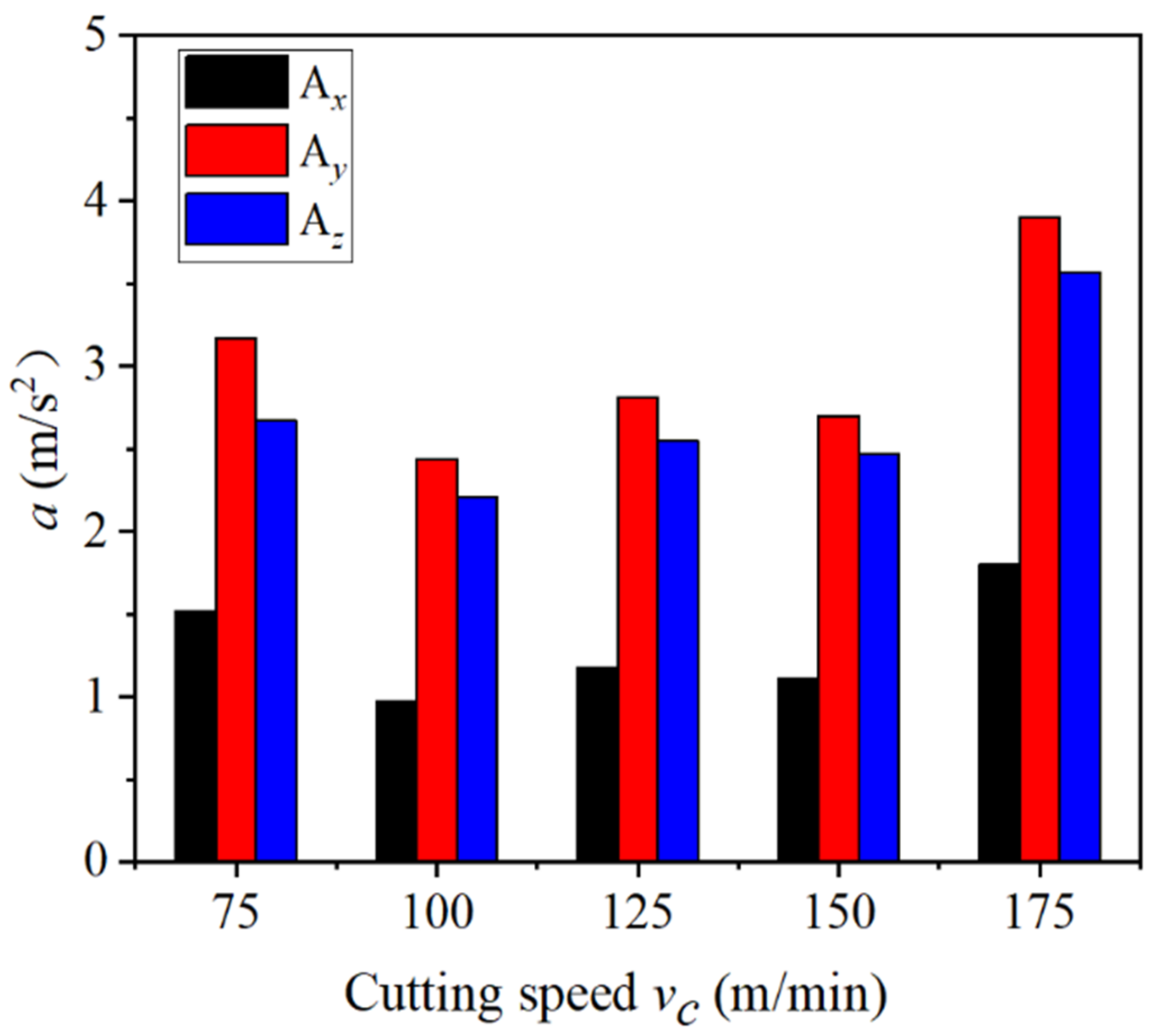
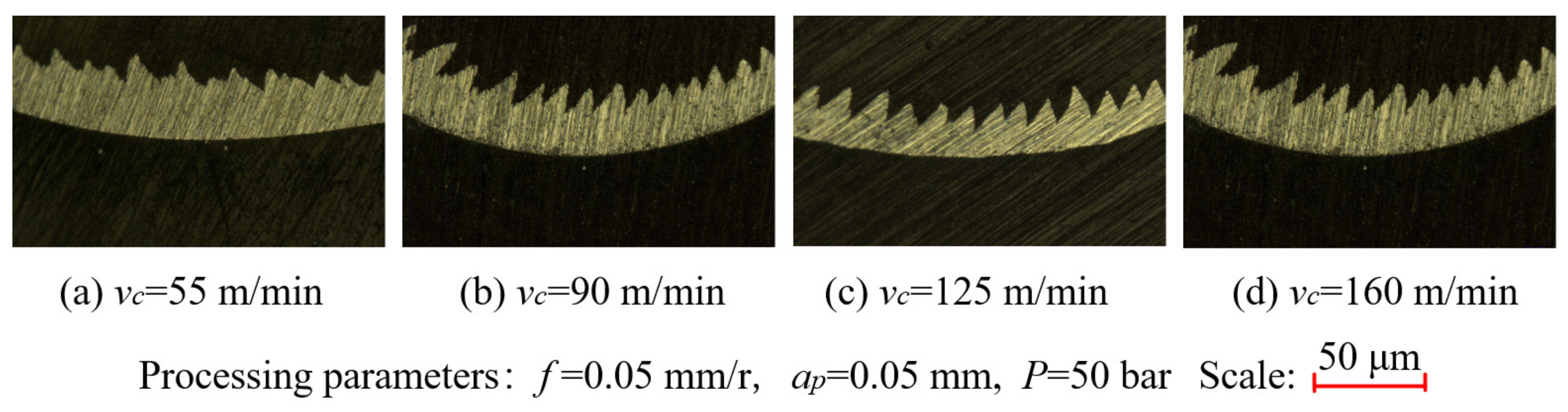
3.3.1. The Influence Law of Cutting Speed on Tool Vibration
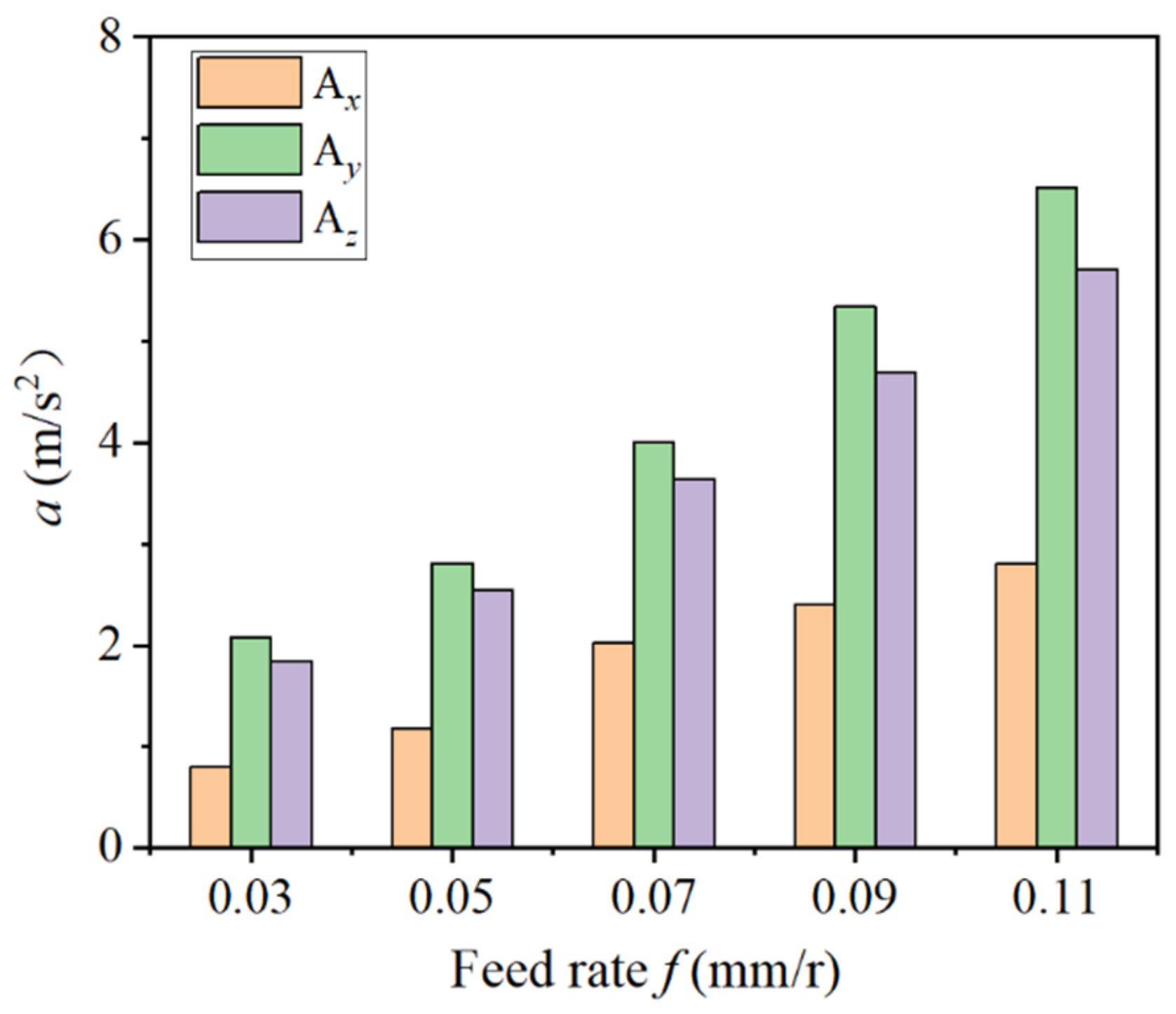
3.3.2. The Influence Law of Feed Rate on Tool Vibration
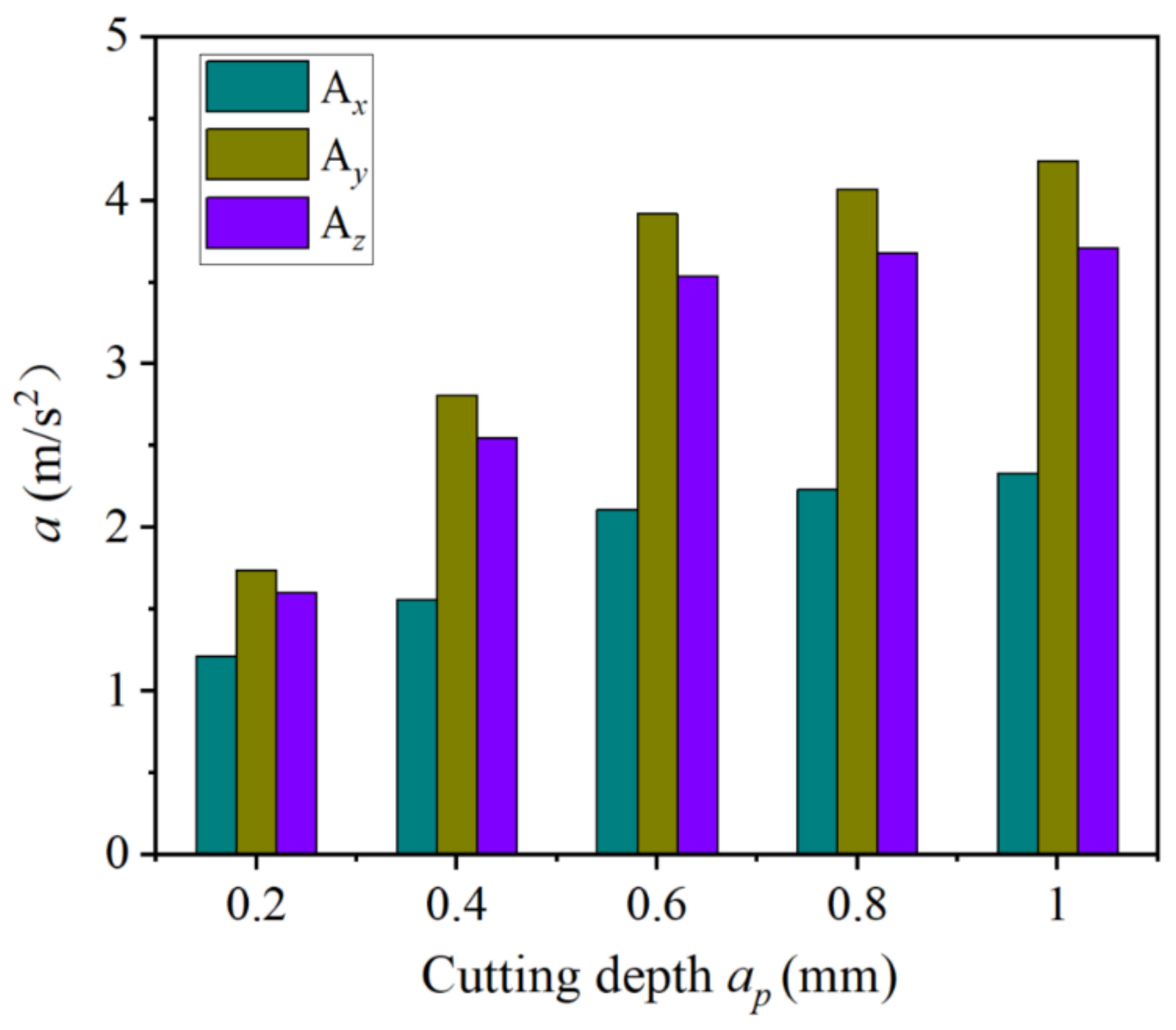
3.3.3. The Influence Law of Cutting Depth on Tool Vibration
3.3.4. The Influence Law of Cooling Pressure on Tool Vibration
3.4. Orthogonal Experimental Results and Analysis
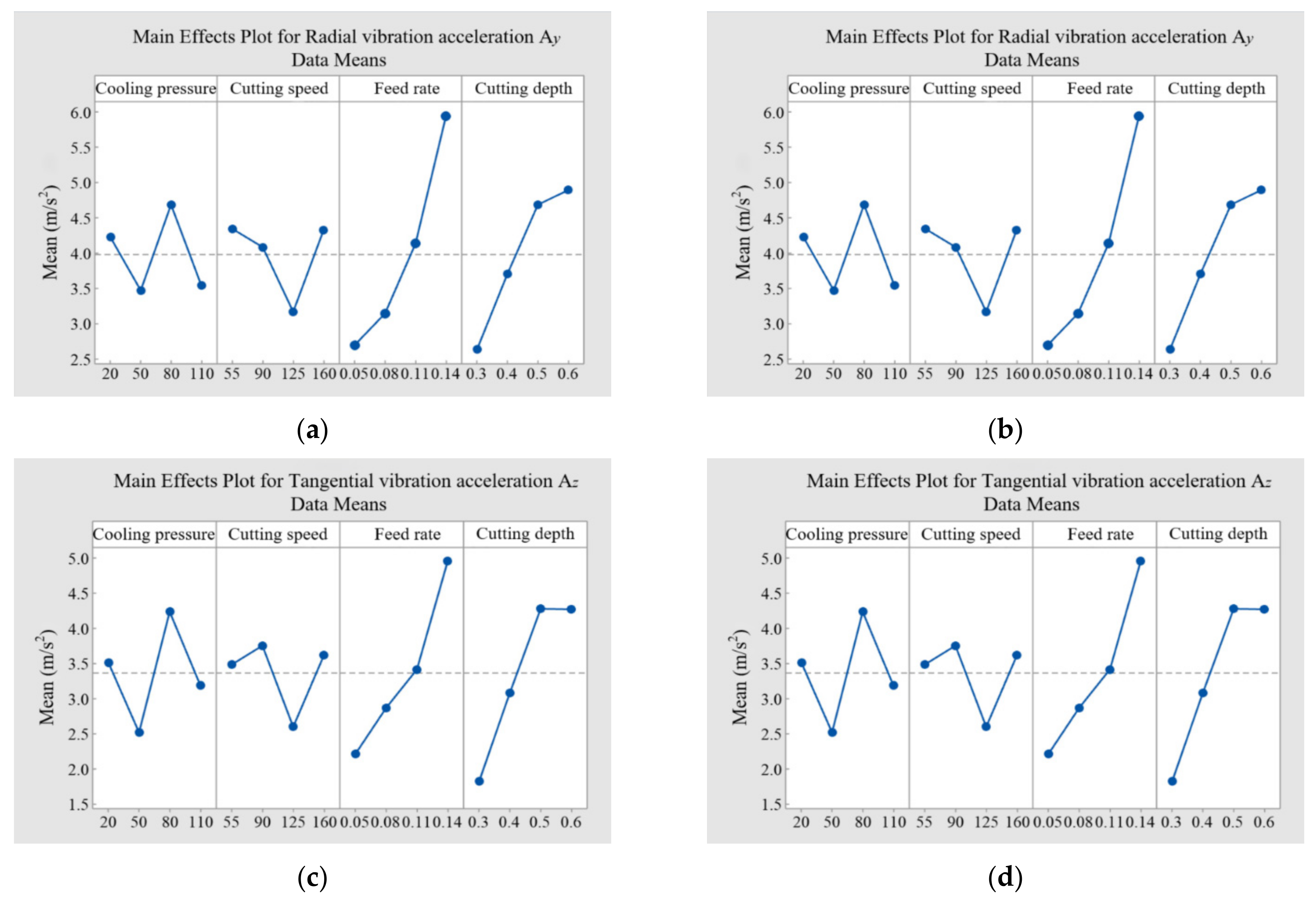
3.4.1. Main Effect Diagram Analysis
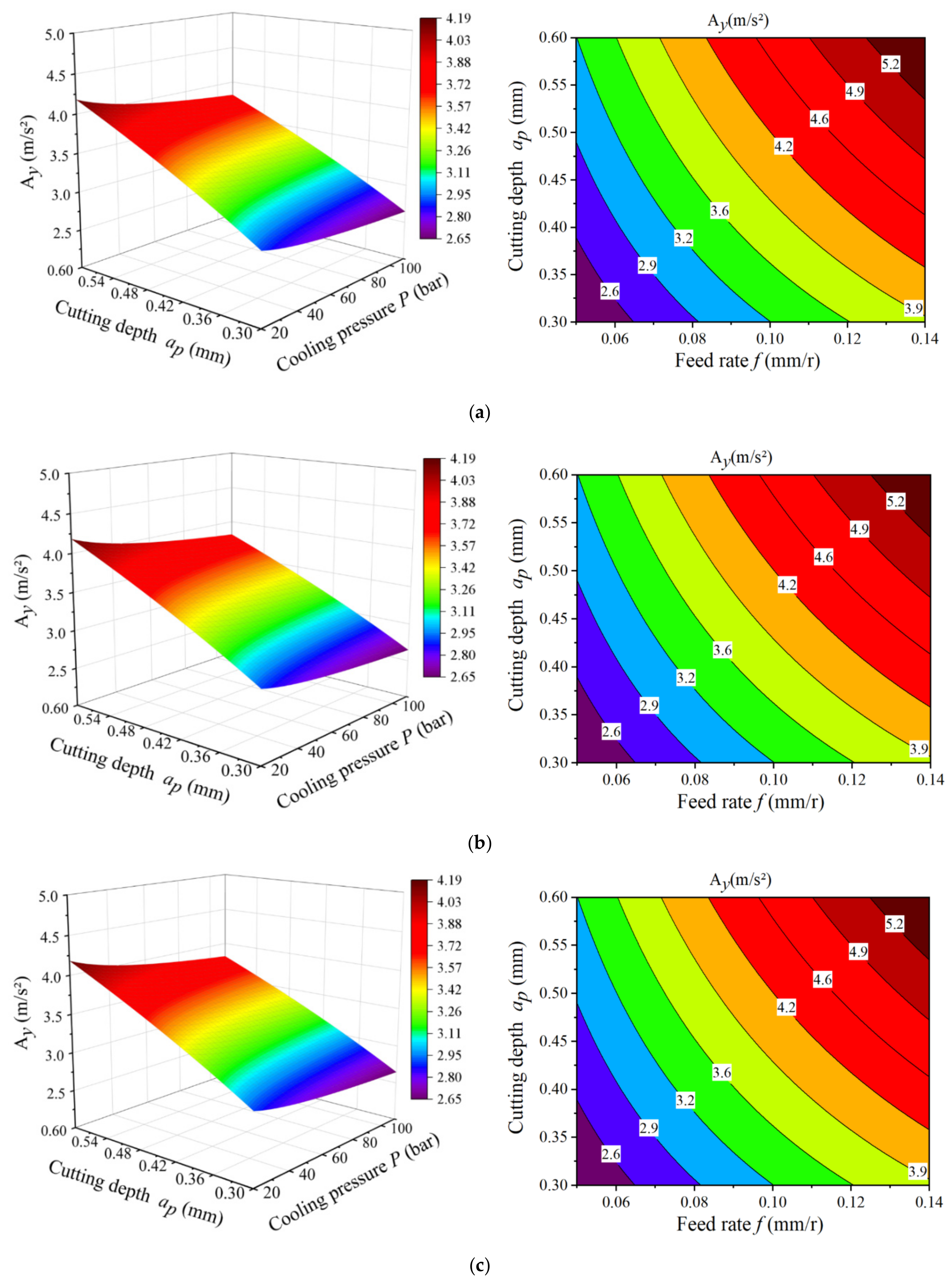
3.4.2. Response Surface Analysis
4. Prediction and Optimization of Processing Parameters
4.1. Construction of Mathematical Model
4.2. Support Vector Machine Prediction
4.3. Genetic Algorithm Optimization
4.3.1. Establishment of Multi-Objective Optimization Model
4.3.2. Optimization Calculation Based on Genetic Algorithm
4.3.3. Verification of Optimization Results
5. Conclusions
- 1.
- According to the single-factor experimental results and combined with the analysis of the main effect diagram, it was found that the cutting amount and cooling pressure had the same order of influence on the vibration of the three-way tools. The degree of influence in descending order was feed rate, cutting depth, cooling pressure, and cutting speed. The most significant factor affecting the surface roughness was feed rate, which was followed by the cutting speed and cutting depth and the cooling pressure.
- 2.
- The analysis of the response surface method revealed that the interaction between the cutting depth, feed rate, cutting speed, and cooling pressure had no significant effect on the radial tool vibration. The interaction between the cutting depth, feed rate, and cutting speed had a significant effect on the radial tool vibration. Especially, when the feed rate was high, the influence on the tool vibration was more obvious. In addition, the tool vibration can be reduced by the combination of a smaller feed rate and a lower cutting depth as well as a higher cutting speed and a lower cooling pressure.
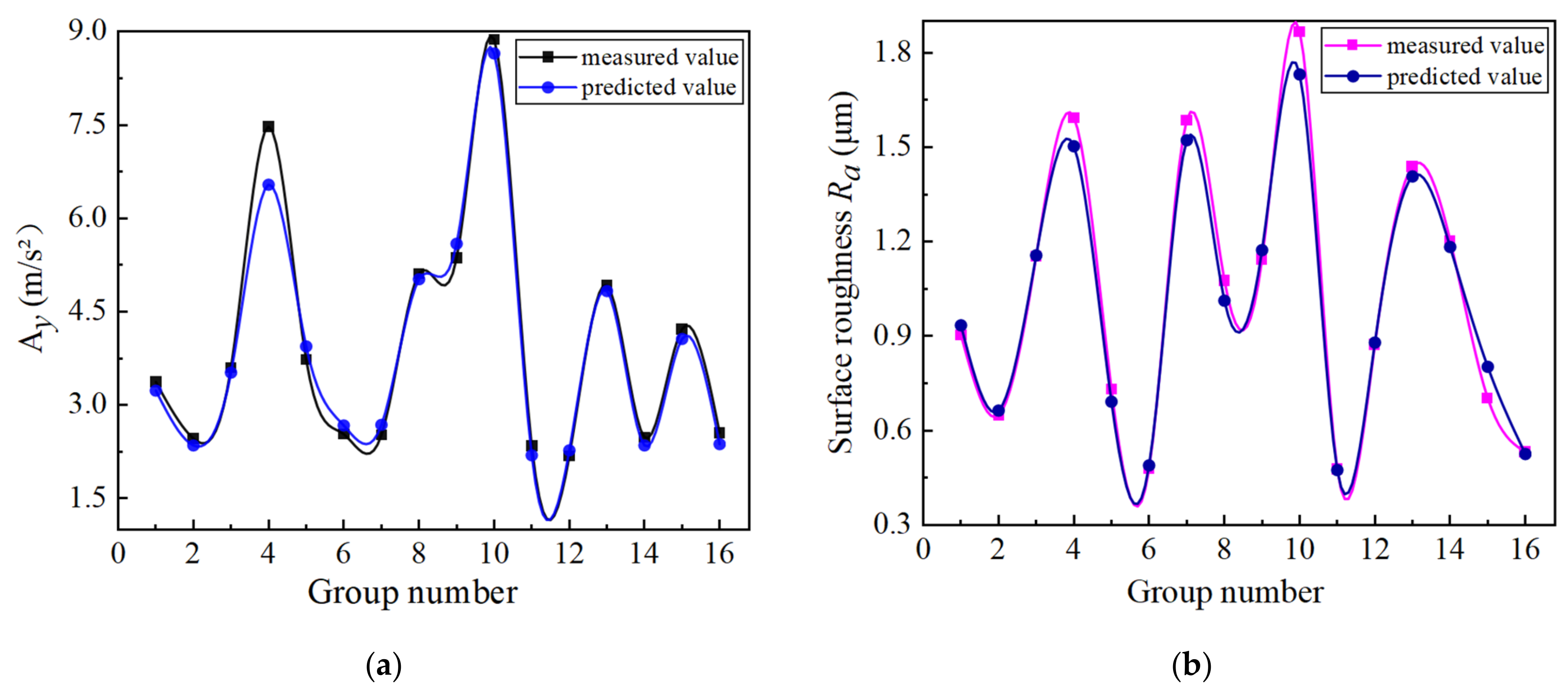
- 3.
- The support vector machine was used to establish the mathematical models for radial tool vibration and surface roughness. The prediction error was within 10%, indicating that the established mathematical models can achieve accurate prediction of tool vibration and surface roughness. Meanwhile, the multi-objective genetic algorithm was also adopted for optimization. The optimization results were as follows: the cutting speed of 153 m/min, the feed rate of 0.12 mm/r, the cutting depth of 0.54 mm, and the cooling pressure of 50 bar. At this time, the obtained radial tool vibration acceleration and surface roughness values were optimal, and a higher cutting efficiency was also obtained.
- 4.
- The validity of the optimization results was verified through experiments. It was found that the errors between the experimental results and the predicted results of radial tool vibration acceleration and surface roughness were 3.79% and 5.47%, respectively. The small errors indicate that the prediction results obtained by the optimization model are consistent with the experimental results. Therefore, the selected optimization method is reliable, and it provides reference values for high-efficiency and high-quality cutting GH4169 machining under high-pressure cooling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pollock, T.M. Alloy design for aircraft engines. Nat. Mater. 2020, 15, 809–815. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.H.; Huang, Z.W.; Jiang, L. Effect of heat treatment on low cycle fatigue of IN718 superalloy at the elevated temperatures. Mater. Sci. Eng. A 2017, 690, 137–145. [Google Scholar] [CrossRef]
- Zhang, C.C.; Shirzadi, A.A. Diffusion bonding of copper alloy to nickel-based superalloy: Effect of heat treatment on the microstructure and mechanical properties of the joints. Sci. Technol. Weld. Join. 2021, 26, 213–219. [Google Scholar] [CrossRef]
- Chu, J.Y. Study on the cutting-tool selection and optimization of process parameters for high-temperature alloy materials. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2016. [Google Scholar]
- Du, Y.C. Dynamic Responses and Surface Topography Prediction in Micro Milling Process; Shandong University: Jinan, China, 2019. [Google Scholar]
- Zhao, T.; Xiao, J.; Fan, S.; Yang, F.J. Study on chip morphology and drilling force of low frequency vibration drilling of TC4 titanium alloy. China Mech. Eng. 2020, 31, 2276–2282. [Google Scholar]
- Grzesik, W.; Krzysztof, Ż.; Niesłony, P.; Chudy, R. Detection of the occurrence of cutting vibration in surface profiles generated in CBN precision hard turning. Procedia CIRP 2018, 71, 89–92. [Google Scholar] [CrossRef]
- Zhao, J.J.; Pang, B. Higheffciency milling parameter optimization of stringer structure parts. J. Mech. Electr. Eng. 2021, 38, 573–579. [Google Scholar]
- Hüseyin, G.; Yunus, E.G. Optimization and evaluation of dry and minimum quantity lubricating methods on machinability of AISI 4140 using Taguchi design and ANOVA. Proc. Inst. Mech. Eng. 2021, 235, 1211–1227. [Google Scholar]
- Li, Z.S.; Shi, Y.Y.; Xin, H.M.; Zhao, T.; Yang, C. Technological parameter optimization of disc-milling grooving of titanium alloy based on grey correlation degree. J. Northwestern Polytech. Univ. 2018, 36, 139–148. [Google Scholar] [CrossRef] [Green Version]
- Hong-seok, P.; Bowen, Q.; Duck-Viet, D.; Dae, Y.P. Development of smart machining system for optimizing feedrates to minimize machining time. J. Comput. Des. Eng. 2018, 5, 299–304. [Google Scholar]
- Kong, X.Y.; Yuan, S.M.; Zhu, G.Y.; Zhang, W.J. Optimization of process parameters of minimum quantity lubrication system based on grey relation analysis. Aeronaut. Manuf. Technol. 2021, 64, 73–81. [Google Scholar]
- Wang, L. Vibration Predictive Modeling and Parameter Optimization in Hardened Steel Precision Turning Process; Jiamusi University: Jiamusi, China, 2016. [Google Scholar]
- Ratnam, C.; Arun, V.K.; Ben, B.S.; Murthy, B.S.N. Process monitoring and effects of process parameters on responses in turn-milling operations based on SN ratio and ANOVA. Measurement 2016, 94, 221–232. [Google Scholar] [CrossRef]
- Ren, X.P.; Liu, Z.Q.; Liang, X.L.; Cui, P.C. Effects of Machined Surface Integrity on High-Temperature Low-Cycle Fatigue Life and Process Parameters Optimization of Turning Superalloy Inconel 718. Materials 2021, 14, 2428. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Nieslony, P.; Wieczorowski, M. Surface morphology analysis of Duplex Stainless Steel (DSS) in Clean Production using the Power Spectral Density. Measurement 2016, 94, 464–470. [Google Scholar] [CrossRef]
- Podulka, P. Reduction of Influence of the High-Frequency Noise on the Results of Surface Topography Measurements. Materials 2021, 14, 333. [Google Scholar] [CrossRef]
- Sharma, A.; Sheoran, G.; Jaffery, Z.A. Improvement of signal-to-noise ratio in digital holography using wavelet transform. Opt. Lasers Eng. 2008, 46, 42–47. [Google Scholar] [CrossRef]
- Pan, G.Y.; Zhu, R. Improvement of OPAX method based on wavelet threshold denoising technique. Noise Vib. Control 2019, 39, 29–34. [Google Scholar]
- Li, H. Tool Vibration Analysis Based on Wavelet Packet Technique and Surface Roughness Prediction; Shandong University: Jinan, China, 2013. [Google Scholar]
- Zhu, L.D.; Lian, X.Q.; Jiang, Y.Z. Application of Wavelet transform in signal denoising and realization with MATLAB. J. Beijing Technol. Bus. Univ. 2009, 27, 46–49. [Google Scholar]
- Feng, Y.; Wang, X.H. Signal De-noising Using Wavelet Transform and Realization with Matlab. J. Data Acquis. Process. 2006, 37–39. [Google Scholar] [CrossRef]
- Zhou, P.P. Study on Cutting Vibration Characteristics of Titanium Alloy and Its Influence on Surface Roughness; Shenyang Ligong University: Shenyang, China, 2017. [Google Scholar]
- Qiu, K.; Wang, X.Y.; Pang, S.Q.; Li, B.F. Study on machinability for ironbased superalloy. J. Funct. Mater. 2010, 41, 1477–1480. [Google Scholar]
- Yuan, S.; He, L.; Zhan, G.; Jiang, H.W.; Zou, Z.F. Research on surface roughness of 304 stainless steel cut by cemented carbide micro pit tool. J. Mech. Eng. 2018, 54, 232–240. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, M. Research on single-factor affecting high-speed mill load with altering spindle revolution. J. Anhui Univ. Archit. 2014, 22, 43–45. [Google Scholar]
- Zhu, X.X.; Wang, F.L.; Jiao, H.C.; Han, Z.H. Windspeed prediction method based on SVR and multi-parameter optimization of GA. Electr. Mach. Control 2017, 21, 70–75. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Ti | Mo | Nb | Al | Co | Cu | C | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| Mass fraction (%) | 53.38 | 18.40 | 1.1 | 3.00 | 5.13 | 0.38 | 0.076 | 0.022 | 0.017 | other |
| Test Number | Cutting Parameters | f = 0.05 mm/r, ap = 0.05 mm, P = 50 bar | ||||
|---|---|---|---|---|---|---|
| 1~5 | vc (m/min) | 75 | 100 | 125 | 150 | 175 |
| Test Number | Cutting Parameters | vc= 125 m/min, ap = 0.05 mm, P = 50 bar | ||||
| 6~10 | f (mm/r) | 0.03 | 0.05 | 0.07 | 0.09 | 0.11 |
| Test Number | Cutting Parameters | vc= 125 m/min, f = 0.05 mm/r, P = 50 bar | ||||
| 11~15 | ap (mm) | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 |
| Test Number | Cutting Parameters | vc= 125 m/min, f = 0.05 mm/r, ap = 0.05 mm | ||||
| 16~20 | P (bar) | 35 | 50 | 65 | 80 | 95 |
| Factor | Cutting Speed vc (m/min) | Feed Rate f (mm/r) | Cutting Depth ap (mm) | Cooling Pressure P (bar) | |
|---|---|---|---|---|---|
| Level | |||||
| 1 | 55 | 0.05 | 0.3 | 20 | |
| 2 | 90 | 0.08 | 0.4 | 50 | |
| 3 | 125 | 0.11 | 0.5 | 80 | |
| 4 | 160 | 0.14 | 0.6 | 110 | |
| Experiment Number | vc (m/min) | f (mm/r) | ap (mm) | P (bar) | Ax (m/s2) | Ay (m/s2) | Az (m/s2) | Ra (μm) |
|---|---|---|---|---|---|---|---|---|
| 1 | 55 | 0.05 | 0.3 | 20 | 1.78 | 3.37 | 1.89 | 0.903 |
| 2 | 90 | 0.08 | 0.4 | 20 | 1.89 | 2.46 | 2.32 | 0.648 |
| 3 | 125 | 0.11 | 0.5 | 20 | 1.00 | 3.60 | 3.36 | 1.154 |
| 4 | 160 | 0.14 | 0.6 | 20 | 2.90 | 7.47 | 6.48 | 1.595 |
| 5 | 55 | 0.08 | 0.5 | 50 | 4.03 | 3.73 | 3.27 | 0.731 |
| 6 | 90 | 0.05 | 0.6 | 50 | 3.68 | 2.53 | 2.31 | 0.479 |
| 7 | 125 | 0.14 | 0.3 | 50 | 6.23 | 2.52 | 1.00 | 1.587 |
| 8 | 160 | 0.11 | 0.4 | 50 | 1.74 | 5.11 | 3.50 | 1.077 |
| 9 | 55 | 0.11 | 0.6 | 80 | 4.14 | 5.36 | 4.51 | 1.145 |
| 10 | 90 | 0.14 | 0.5 | 80 | 7.30 | 8.87 | 8.09 | 1.868 |
| 11 | 125 | 0.05 | 0.4 | 80 | 1.02 | 2.34 | 2.25 | 0.477 |
| 12 | 160 | 0.08 | 0.3 | 80 | 1.44 | 2.18 | 2.10 | 0.873 |
| 13 | 55 | 0.14 | 0.4 | 110 | 2.20 | 4.92 | 4.27 | 1.439 |
| 14 | 90 | 0.11 | 0.3 | 110 | 4.14 | 2.48 | 2.30 | 1.204 |
| 15 | 125 | 0.08 | 0.6 | 110 | 1.95 | 4.22 | 3.79 | 0.702 |
| 16 | 160 | 0.05 | 0.5 | 110 | 2.77 | 2.55 | 2.40 | 0.532 |
| Radial Tool Vibration Acceleration (m/s2) | Surface Roughness Ra (μm) | ||||
|---|---|---|---|---|---|
| Measured Value | Predicted Value | Error | Measured Value | Predicted Value | Error |
| 4.22 | 4.06 | 3.79% | 0.73 | 0.69 | 5.47% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Wu, M.; Liu, K.; Zhang, J. Optimization Research of Machining Parameters for Cutting GH4169 Based on Tool Vibration and Surface Roughness under High-Pressure Cooling. Materials 2021, 14, 7861. https://doi.org/10.3390/ma14247861
Zhang Y, Wu M, Liu K, Zhang J. Optimization Research of Machining Parameters for Cutting GH4169 Based on Tool Vibration and Surface Roughness under High-Pressure Cooling. Materials. 2021; 14(24):7861. https://doi.org/10.3390/ma14247861
Chicago/Turabian StyleZhang, Yali, Mingyang Wu, Keke Liu, and Jianyu Zhang. 2021. "Optimization Research of Machining Parameters for Cutting GH4169 Based on Tool Vibration and Surface Roughness under High-Pressure Cooling" Materials 14, no. 24: 7861. https://doi.org/10.3390/ma14247861