1. Introduction
Safety, durability and construction efficiency of road infrastructure are the key objectives pursued by civil engineers and researchers [
1,
2,
3].
Road infrastructures, especially the pavement materials are exposed to the natural environment [
4,
5], under effects of ultraviolet light [
6], oxygen [
7], water and temperature cycles [
8,
9], leading to binder aging, permanent deformation and cracking. In the meantime, the pavement’s surface is subject to repeated vehicle loads, leading to material failure in the forms of rutting and fatigue cracking [
10]. Besides, the surface of the pavement is worn after a certain period of use [
11,
12], resulting in reductions in texture depth and skid resistance [
13,
14]. Therefore, the pavement’s surface is considered the primary functional layer, which needs to be periodically reconstructed by milling, recycling or overlaying every 5 to 10 years [
15,
16]. The concept of long-life pavement or perpetual pavement refers to the main structures of the pavement [
17,
18], such as the base and subbase, which are expected to maintain good performance and not have structural damage during the service period [
19,
20]. Different countries and regions have different standards for long life pavement, but usually require a service life of more than 40 years without major structural strengthening [
21,
22,
23].
Road infrastructure, vehicles and traffic management all influence road safety. Durable pavement structure helps to reduce the extent and frequency of maintenance work, which is often associated with disruption to road users [
24,
25]. In the meantime, reduced maintenance needs and improved construction efficiency, such as through prefabrication, can reduce health and safety risks to road workers exposed to the traffic [
26,
27], and reduce congestion and fuel consumption [
28,
29]. In this sense, the durability achieved by using a novel pavement structure contributes to improving safety, improving construction efficiency and a reduction in the environmental footprint [
30,
31]. Since the beginning of asphalt pavement construction, civil engineers and researchers have been working on the durability, safety and construction efficiency of road infrastructure [
32]. Most of these works are associated with the structural design and performance improvement of road materials.
To enhance durability, the asphalt mixture is improved by optimizing aggregate skeleton grading [
33], and adopting SBS (styrene-butadiene-styrene) modified asphalt with good high and low-temperature performance [
34,
35,
36]. The fatigue resistance of pavement is improved by increasing the thickness of the asphalt layer, and adopting a high modulus asphalt mixture base [
37,
38,
39,
40]. Additionally, warm mixing and cold mixing are used to reduce the carbon and harmful gas emissions in the construction [
41,
42,
43,
44]. Construction efficiency is improved through automation and mechanized operations, including mix production, paving and compaction [
45,
46]. Furthermore, prefabrication is welcome for its quality assurance, ability to speed up construction and ability to reduce the exposure of workers.
In addition to research on traditional pavement materials and structural design, some cutting-edge experimental work has been carried out in recent years. For example, self-healing capsules are added to asphalt pavement materials, which are filled with polymer healing agents [
47]. Cracks in the pavement structure will break the capsules and release the healing agents to repair the cracks [
48]. In other studies, steel velvet, steel fiber or steel slag have been added to the asphalt mixture, which is heated regularly by external induction heating [
49]. During heating, the micro-cracks of the pavement materials can be filled to extend the service life. Research and applications of prefabricated concrete pavement and rollpave asphalt pavement are also ongoing, to improve construction efficiency and quality [
50,
51]. In recent years, research on intelligent transportation has been carried out worldwide; the key objectives are to improve road durability, transport efficiency and safety [
52,
53].
The main challenges to achieving the above objectives can be summed up as follows: (1) Material degradation. The deterioration of pavement due to the combined effects of asphalt aging, repeated load, moisture egress, freeze–thaw cycle, etc. [
54,
55]. (2) Construction quality. The quality of asphalt pavement construction is affected by many factors, such as the temperature of mixing, paving and compaction, particle segregation, etc. [
56,
57]. In general, it is difficult to ensure a consistently high quality of pavement construction using current quality control in the manufacture, transport and site operations. (3) Vehicle overload. Overloading leads to early damage to the road and jeopardizes the safety of road users, and this problem is particularly severe in developing countries. Traditional pavement materials and structures are fundamentally vulnerable to premature failure caused by overloading [
58,
59,
60,
61]. With the ongoing developments in materials science and construction technology, it is imperative to think of whether alternative materials should be used to pave the road, which will substitute asphalt and concrete materials, providing better performance, improved durability, enhanced safety and superior construction efficiency. Nouali et al. [
62] examined the suitability of using plastic bag waste in asphalt mixture. The results indicated that adding plastic waste can increase asphalt mixture’s stiffness modulus and water resistance substantially. Bhardwaj et al. [
63] summarized the plastic materials used in flexible pavements. The results showed that the use of waste polyethylene for road construction as a replacement of a limited percentage of asphalt can increase the strength of the flexible pavement, and it will also be beneficial for the environment. Murugan [
64] presents the research conducted on the samples of traditional asphalt mixes and asphalt mixes with plastic granules as a replacement for the coarse aggregate. The results indicated that the use of e-plastic particles as aggregate replacements in the bitumen mix seems feasible. Jiao et al. [
65] studied the utilization of steel slag in asphalt concrete. The results showed that the steel slag can improve the thermal conductivity of asphalt concrete. Cabalar [
66] investigated the utilization of zinc coated steel CNC (computer numerical control) milling waste for road pavement subgrade. The results indicated that CNC spirals can be considered as an alternative soil reinforcement technique for construction of road pavement subgrade. The above research has made a lot of effort in looking for alternative pavement materials, but the use of plastic, steel and other materials is very limited.
Therefore, this paper explores the possibility of using plastic plate and steel plate in the pavement structural layers. We describe the components of the ASP (asphalt steel plastic) pavement structure and its design principles; we developed a finite element analysis (FEA) model to calculate the strain and deflection within ASP pavement; we verified the ASP pavement’s performance (rutting resistance performance) and durability (fatigue resistance performance) based on an indoor test, and evaluated the feasibility of applying this new pavement structure on a large scale from the perspectives of performance and cost. The research proposes a new concept of pavement design, which is fundamentally different from the traditional approach. The key criteria, such as durability, construction efficiency and environmental footprint for this new pavement structure were also evaluated. The rest of this paper is organized as follows.
Section 2 starts with describing the ASP pavement’s design principles, structure layers and materials for structure layers.
Section 3 presents the mechanical properties of ASP pavement by FEA.
Section 4 studies the rutting resistance performance and fatigue resistance performance of ASP pavement.
Section 5 analyzes ASP pavement’s cost evaluation and recyclability. The conclusion and further study are summarized in
Section 6.
2. Design of a New Road Pavement
2.1. Design Principle and Structure Layers
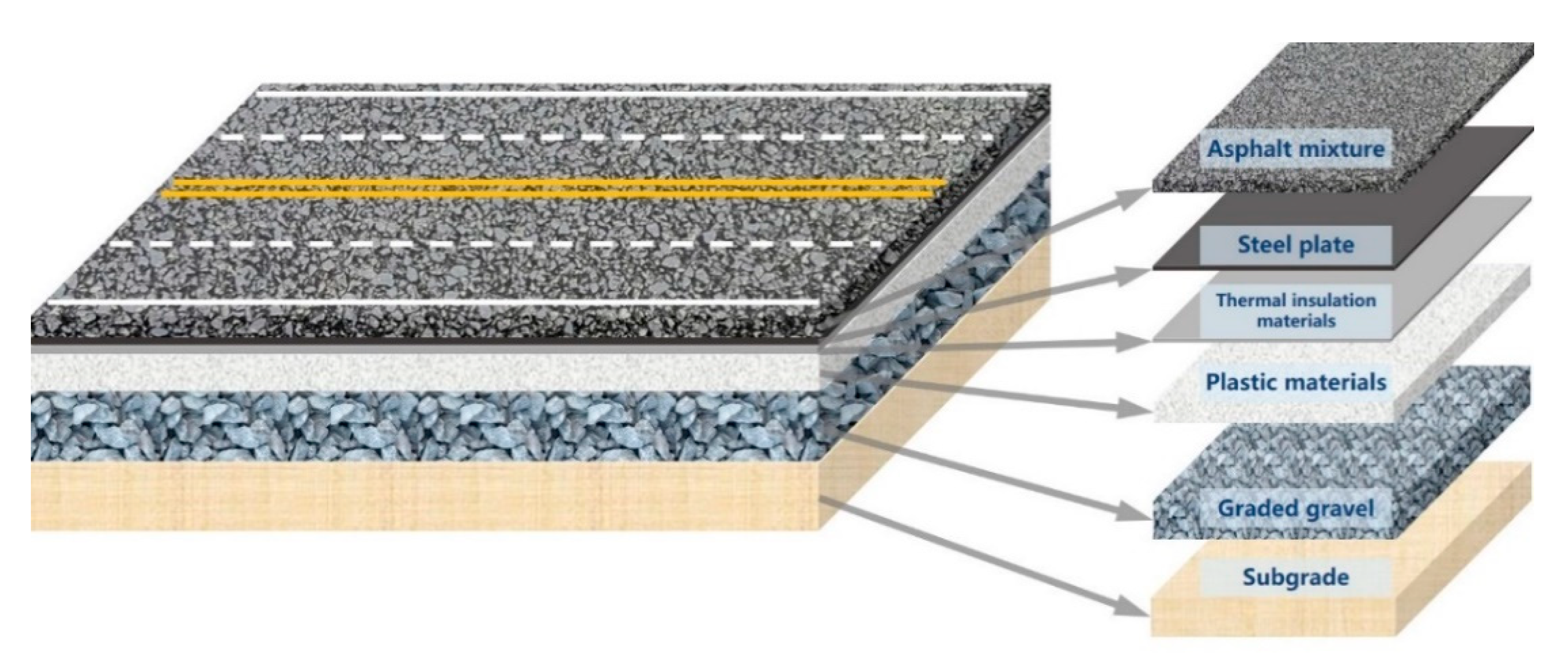
Aligned with the core principle of pavement durability and serviceability, the new pavement consists of two parts: (1) the surface functional layer, which has 5–10 years’ service life with good skid resistance and riding quality; (2) the load-bearing structure layer, which provides a stable and durable structure for taking vehicle load. Furthermore, materials of both layers should come with adequate temperature stability, water stability, aging resistance, and being renewable or reusable at the end of design life. Based on the above requirements, the pavement materials and structure are designed from bottom to top as illustrated in
Figure 1.
- (1)
First layer: graded gravel. Made of loose particles without binder, the graded gravel layer is located on top of a compacted subgrade that has good deformation resistance. On the one hand, it can effectively spread the stress transmitted from upper structure layers; on the other hand, as a regulating layer, it can shield off the impact of water and temperature change of the subgrade on upper pavement structure. Besides, the graded gravel layer can provide a stable and level working platform for constructing upper layers.
- (2)
Second layer: plastic materials. The lower base of pavement is made of plastic polymer with great mechanical strength, chemical stability, resistance to shock, wear and heat, easy to process at a reasonable cost. In the new pavement structure, the plastic layer is used as the base for bearing. In comparison to the traditional pavement, the plastic layer can be prefabricated in a factory and using recycled plastic as raw materials. Moreover, the use of prefabricated plastic layer can improve construction efficiency and effectively reduce environmental pollution.
- (3)
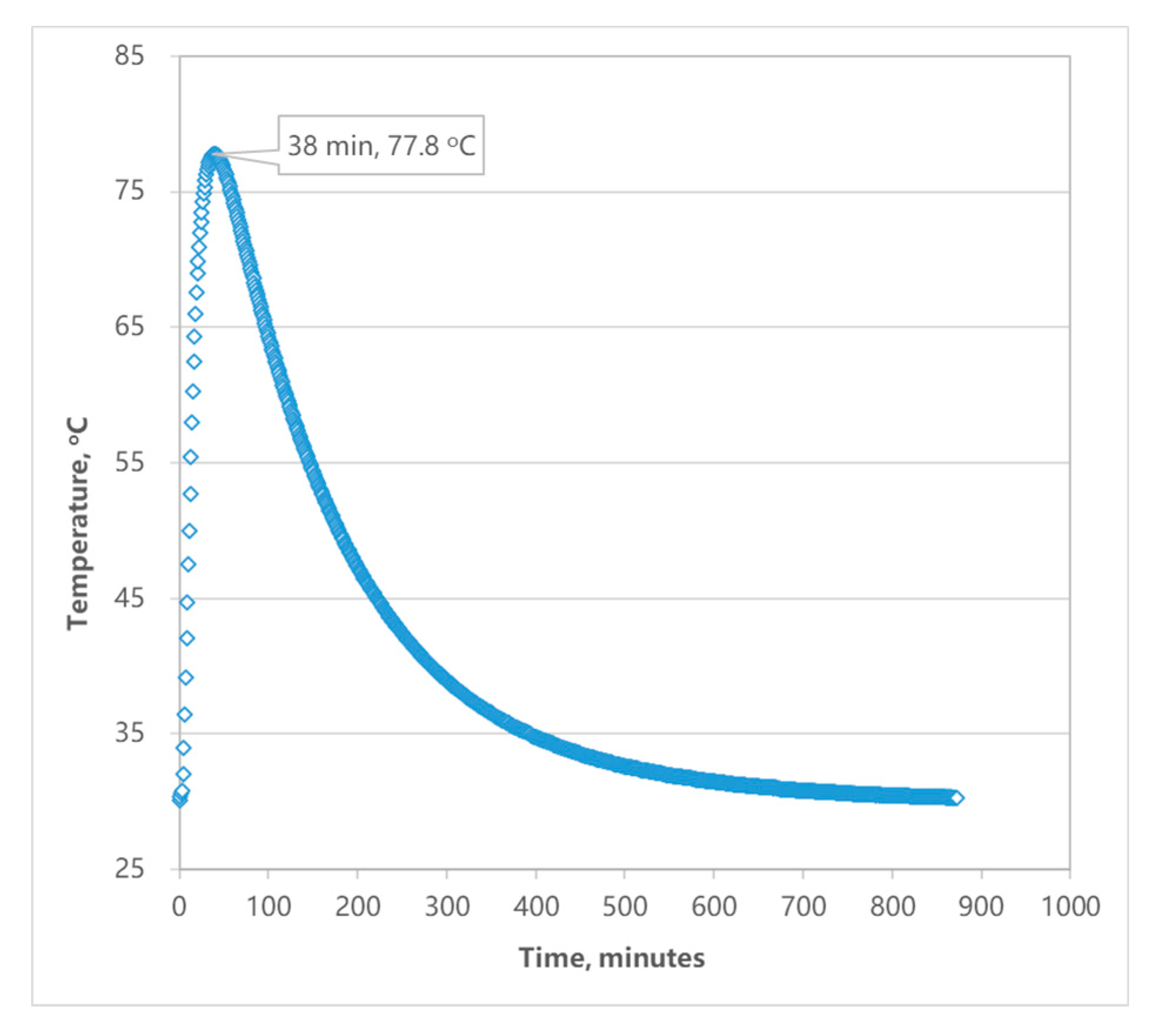
Third layer: thermal insulation. It uses functional materials with good thermal insulation and resistance to high temperature. During pavement construction, the temperature can reach about 150–180 °C and in the service period, the temperature of the pavement surface is often 60 °C or even higher [
67]. Considering that plastic materials are easy to deform and age at high temperature, it is important to have a thermal insulation layer on the plastic materials, to reduce the heat transfer downward from the pavement surface.
- (4)
Fourth layer: steel plate. Steel is nearly isotropic, having advantages of high strength, plasticity and toughness, extremely durable, easy to form and process, and able to take a static and dynamic load of vehicles. The steel plate and the plastic material layer are the main load-bearing structure layers. Considering the high price of steel, a thin steel plate should be adopted as far as sufficient stability and durability can be met. In the new pavement structure, the steel plate layer serves the intelligent pavement as the functional layer, and it can be used as the load-bearing layer to disperse the pavement force because of its high stiffness. Compared to the traditional pavement, the steel plate can be manufactured through prefabrication in the factory. Additionally, the steel plate can be used as the carrier of intelligent components to serve the future smart road.
- (5)
Fifth layer: the surface functional layer. Considering that asphalt pavement provides good driving comfort, and the high efficiency of construction, milling and recycling compared to concrete pavement, this study adopted asphalt mixture as the surface functional layer.
In conclusion, the asphalt steel plastic (ASP) pavement is mainly composed of asphalt mixture, steel plate and plastic materials as shown in
Figure 1. To ensure that the structural layers of the pavement are continuous which can bear and transfer loads as a whole, a good bond needs to be present between layers.
2.2. Materials for the Structure Layer
Based on the above-mentioned concept of pavement design, the following structural layers and component materials are selected.
Graded gravel is used for the sub-base (foundation) and asphalt mixture for the surface functional layer; these are the same as in traditional pavement. The gradation of the graded gravel is shown in
Table 1.
The plastic materials used in the base course consist of organic polymer materials with resin as the main component, and plasticizer, filler, lubricant and colorant as additives, which can flow and form into shape under certain temperature and pressure in the process. Due to the difference in raw materials and processing technology, the physical and mechanical properties of the plastics are also quite different. It is, therefore, necessary to select the suitable materials for the pavement structure layer that have the required stress and strain characteristics.
When selecting plastic materials for a load-bearing structural layer of the pavement, it is necessary to consider many factors, such as the mechanical properties (modulus, bending strength and fatigue resistance), chemical stability (aging resistance, corrosion resistance and flame retardant), the temperature in the construction process and of the pavement in the service period, in addition to cost, environmental impact and recyclability. Based on these requirements, acrylonitrile butadiene styrene (ABS), polyoxymethylene (POM) and polyethylene terephthalate (PET) are all worth considering.
The thermal insulation layer can prevent or reduce the heat transfer from the pavement surface to the plastic base during the construction, thus avoiding the softening and deformation of the plastic base. Glass fiber reinforced polymer (GFRP) sheet that has the advantages of slow heat transfer, good thermal insulation and corrosion resistance, can be considered for this purpose.
Steel plate and plastic materials are the main load-bearing layers of the new pavement. From the perspective of cost and practicability, low alloy steel plates should be used, such as A656 (ASTM, USA) [
68], S355J2 (EN, European norm) [
69], Q345D (China, GB) [
70]. To improve the bond between the steel plate and the upper and lower layer, the surface can be roughened by grinding, shot blasting or sand-blasting during the forming of the steel plate. At the same time, considering that water may corrode the steel plate during the long service life of the pavement, anti-corrosion and anti-rust paint (e.g., zinc-rich epoxy paint) can be applied on both sides of the steel plate to ensure the long-term performance of the steel.
The asphalt mixture of surface functional layer is required to have good surface performance. Stone Mastic Asphalt (SMA), Hot Rolled Asphalt (HRA), Porous Asphalt (PA) and other asphalt mixtures can be considered. The same criteria for selecting the mixture type apply, such as skid resistance, riding comfort and cost, with additional consideration for bond strength with the steel plate underneath.
A bond should be provided between each structural layer to ensure that all layers perform integrally. Epoxy resin and epoxy asphalt with good adhesive force can be used. Generally, the thermal insulation performance of epoxy resin is better than that of epoxy asphalt, thus epoxy resin was used as the binding material between the GFRP and upper (steel plate) and lower (ABS) layer, which is helpful to reduce the downward heat transfer during construction and service life. Epoxy asphalt can be used to bind steel plate and SMA materials, as the requirement for thermal insulation is less stringent.
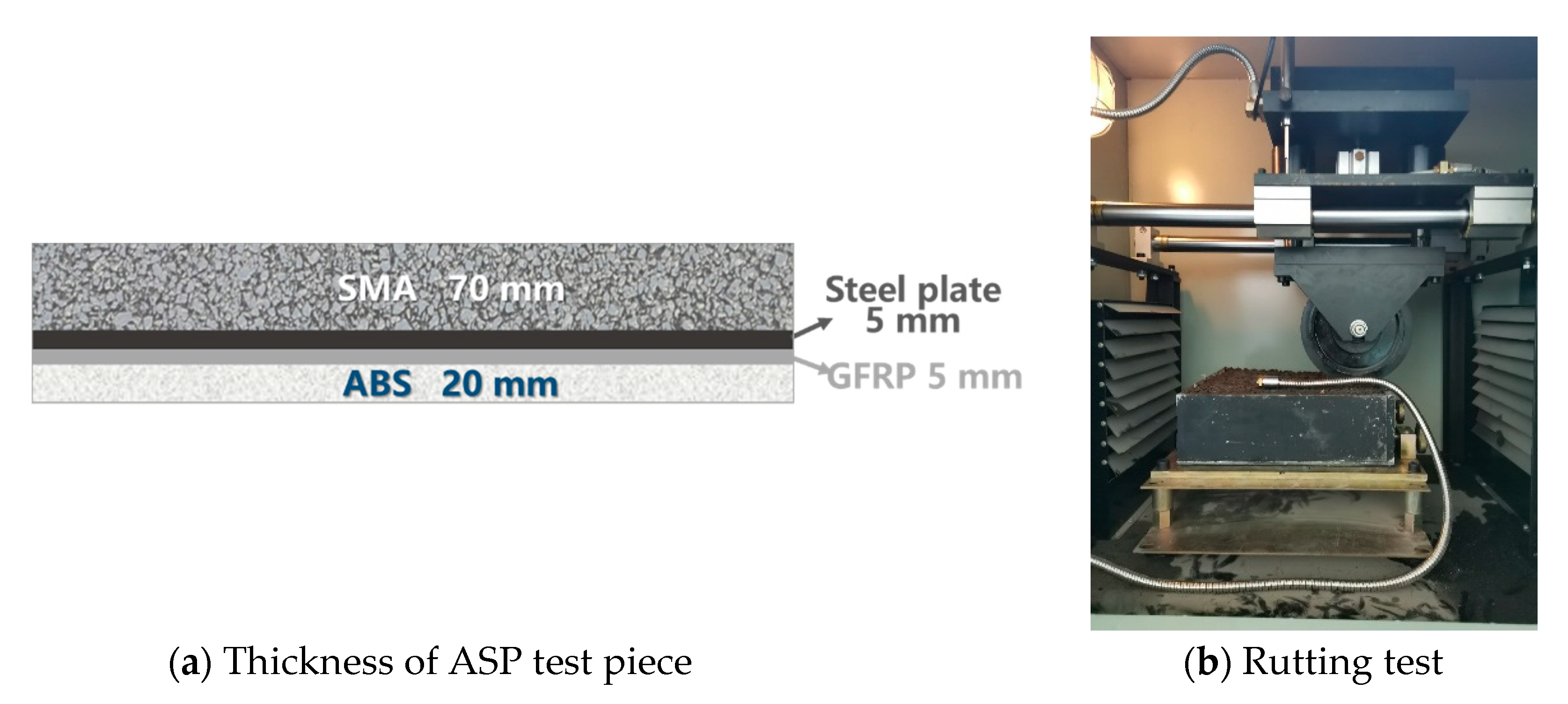
Based on the above, the pavement structure as shown in
Figure 2 is selected for mechanical test and simulation analysis. Among them, the SMA mixture consists of SBS modified asphalt (the technical specification of asphalt is shown in
Table 2), diabase as coarse aggregate (apparent relative density is 2.943 g/cm
3), and limestone as fine aggregate (apparent relative density is 3.086 g/cm
3). The mixture gradation and asphalt content are shown in
Table 3.
5. Cost Evaluation and Recyclability
Based on a set pavement structure (80 mm asphalt mixture, 8 mm steel plate, 140 mm ABS and 200 mm graded gravel), the cost of 1 m
2 ASP pavement materials is calculated to be about 265 USD. For comparison, the cost of 1 m
2 traditional pavement materials (with 350 mm asphalt overlaying 400 mm graded crushed stones) is 111 USD. Due to the difference in material prices between regions, the cost of ASP is estimated to be about 2~3 times of traditional pavement. It can be calculated from
Figure 18 and
Table 6 that, ABS accounts for a large proportion (86%) of the material cost. However, the cost may be reduced when the plastic plate is manufactured in large quantities and using recycled plastic as raw material. Due to the low density of ABS and the thin ASP pavement structure, the pavement self-weight per unit area is greatly reduced, to only about 50% of traditional pavement reducing the transportation cost and foundation requirement. Besides, through prefabrication in factory, the construction period can be greatly shortened, reducing the cost and the carbon emissions associated with construction activities on site.
Generally speaking, ASP pavement will increase the material cost, but the cost of transportation and construction onsite will be reduced, the construction efficiency and product quality will be improved as well. On the other hand, the plastic plate and steel plate used in the pavement can be recycled at the end of the service life. For instance, the steel plate coated with anti-corrosion and anti-rust paint can be recovered nearly at 100% at the end of service life. On the supply chain, both plastic plates and steel plates can use recycled materials in manufacturing. Therefore, considering the durability, construction efficiency, recycling and environmental footprint, the additional cost may be acceptable from the lifecycle perspective.
Table 9 compares the ASP pavement with traditional pavement indicating its advantages in efficiency, durability and environmental footprint.
Additionally, ASP pavement has a flat and stable metal layer with good conductivity of electric charge or heat (above the insulation layer), which will provide the opportunity for developing other novel pavement systems. For instance, a steel plate can be used as a thermally conductive layer for snow melting in winter, or a thermoelectric pavement for energy harvesting for instance [
79], of solar heat. At the same time, prefabrication in the factory can directly install the sensors in the flat and stable steel plate or in a plastic layer of the pavement, which will improve the conversion efficiency and design life of the road for energy harvesting. Generally speaking, the construction cost of this new pavement structure will increase in the early stage, but its construction period is short, the construction variability is small and it has the characteristics of good performance, recyclability, environmental protection, etc., so as to achieve the goal of long-life pavement.


 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}