Experimental Investigation on the Wear and Damage Behaviors of Machined Wheel-Rail Materials under Dry Sliding Conditions


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
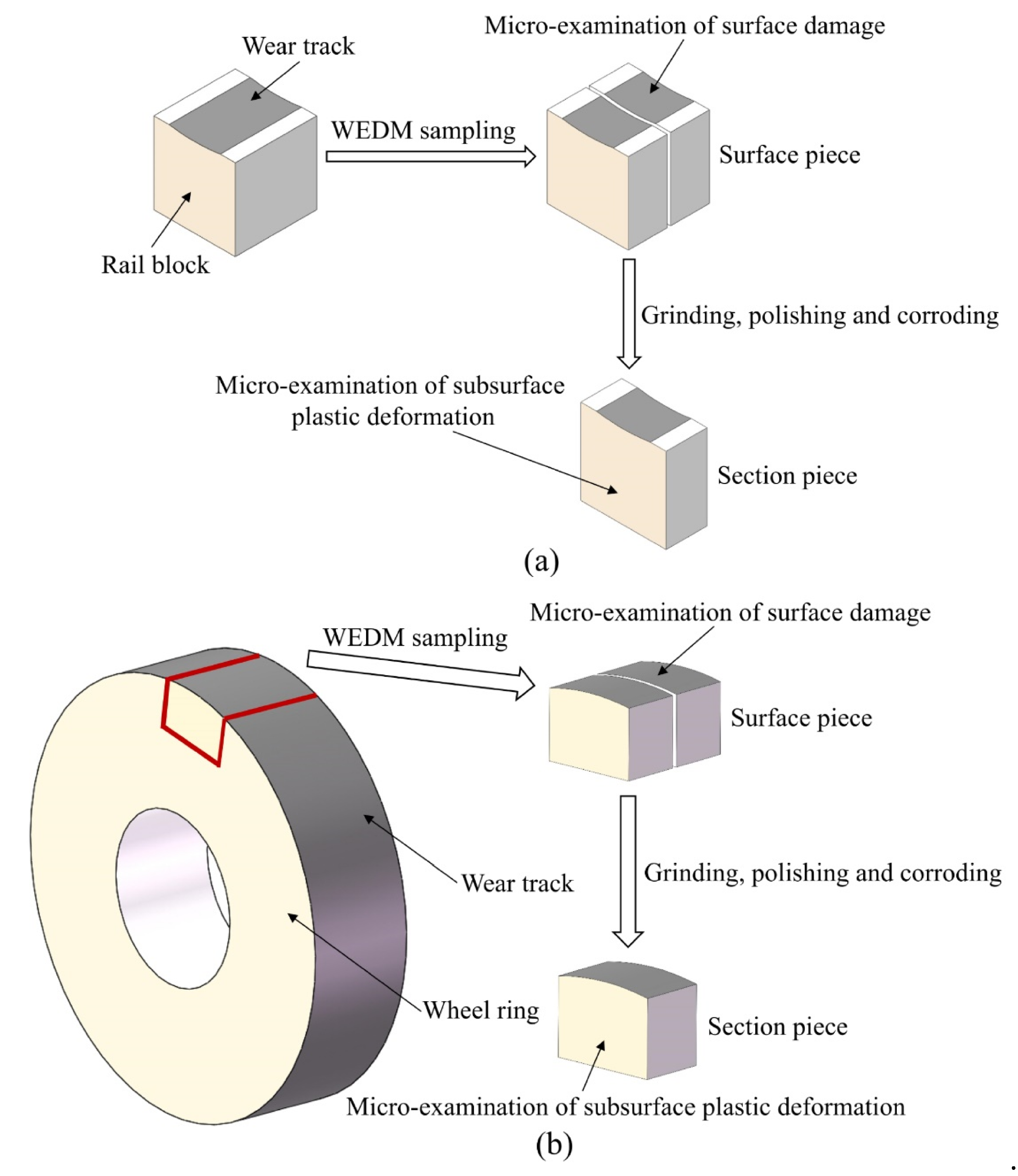
2.2. Experimental Procedure
3. Results and Discussion
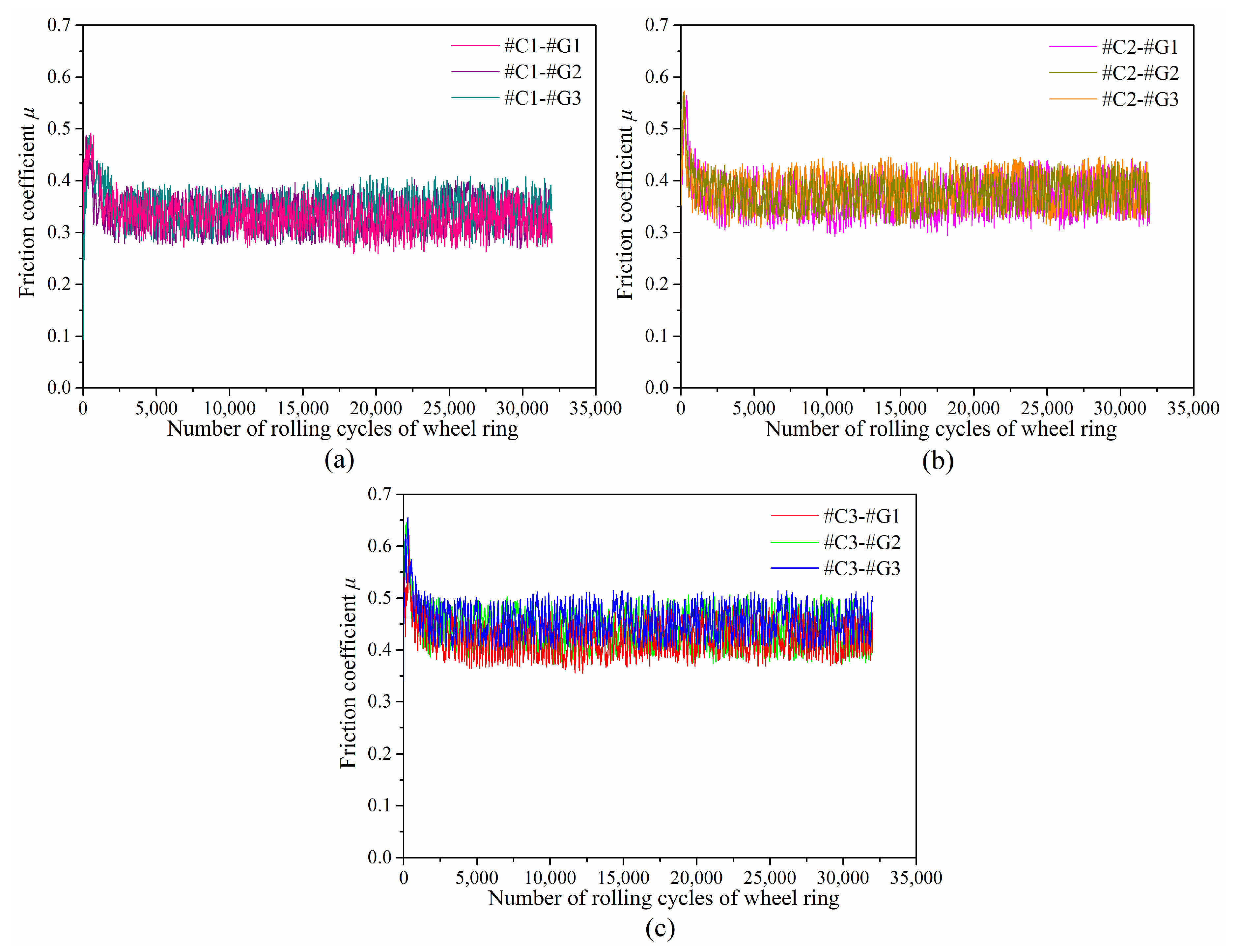
3.1. Friction Coefficient
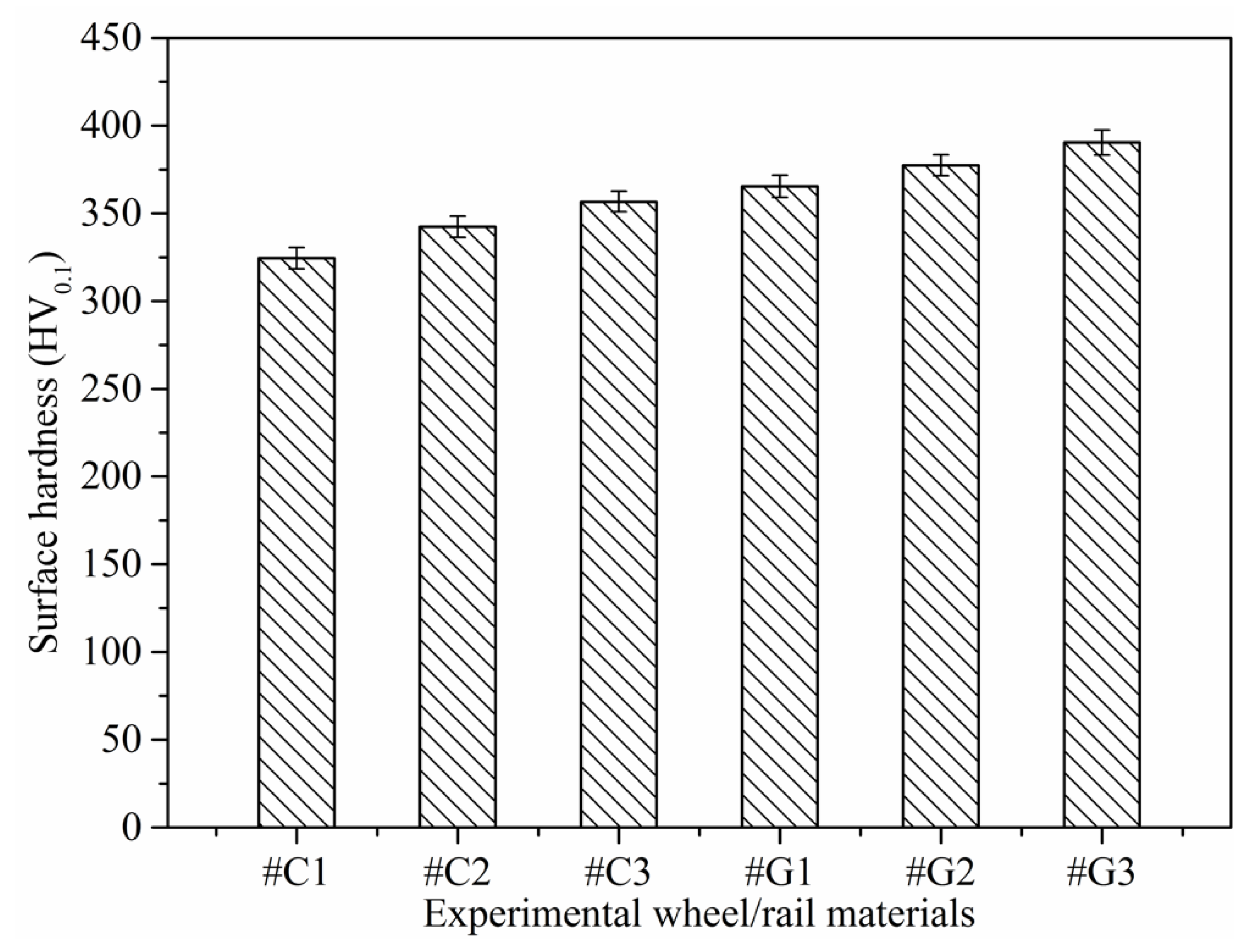
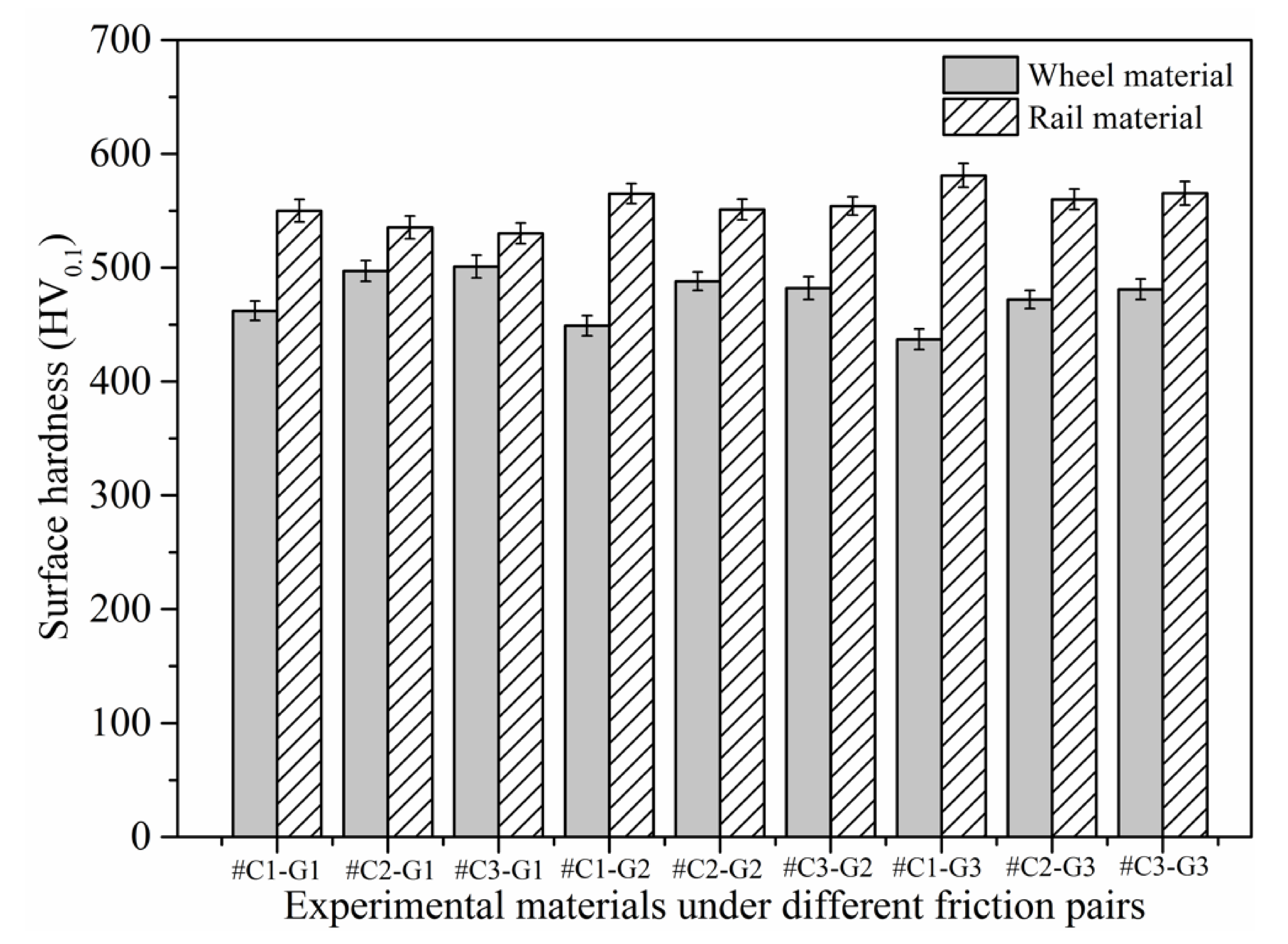
3.2. Surface Hardness and Wear Loss
3.3. Surface Damage Characteristics
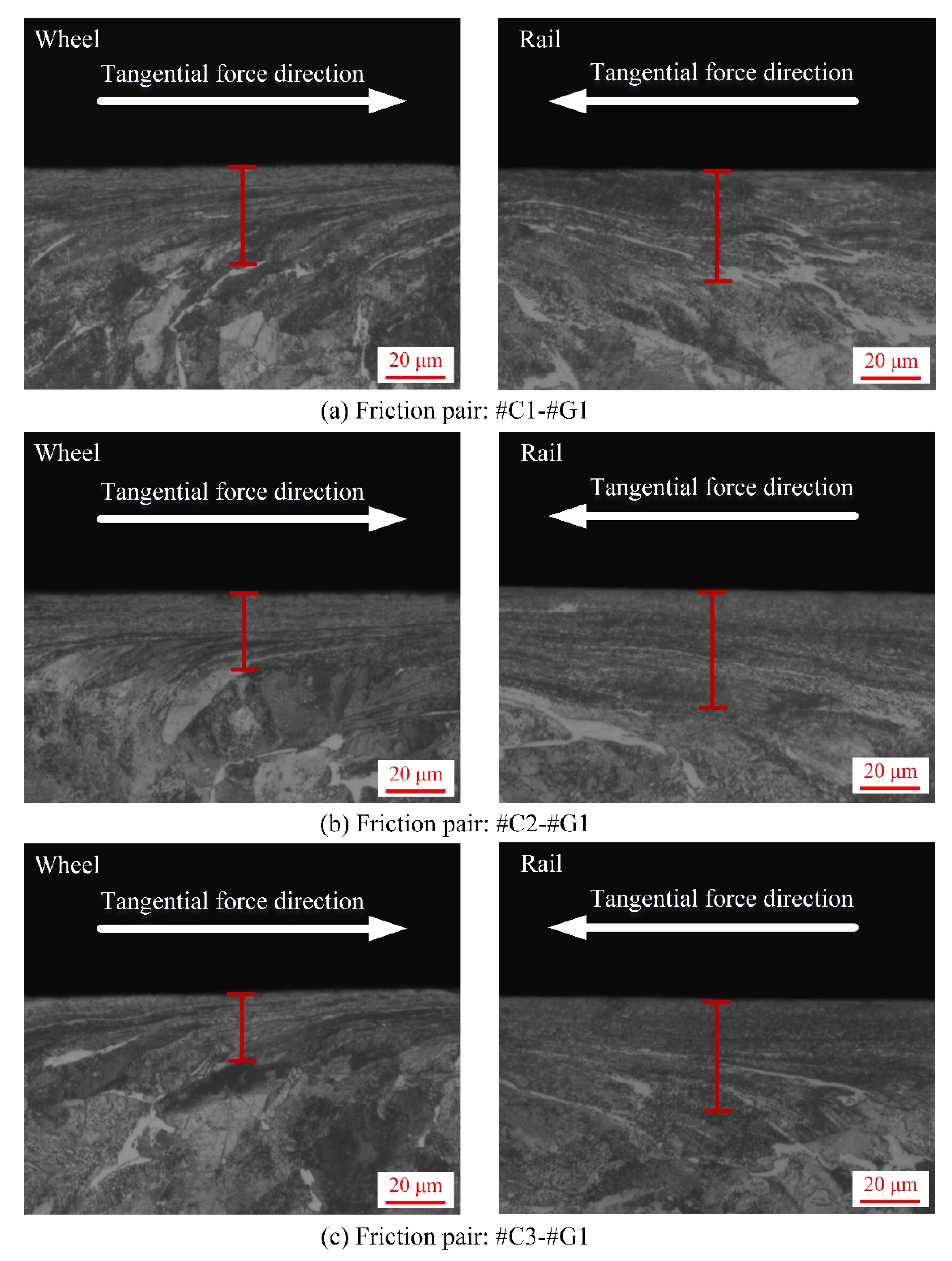
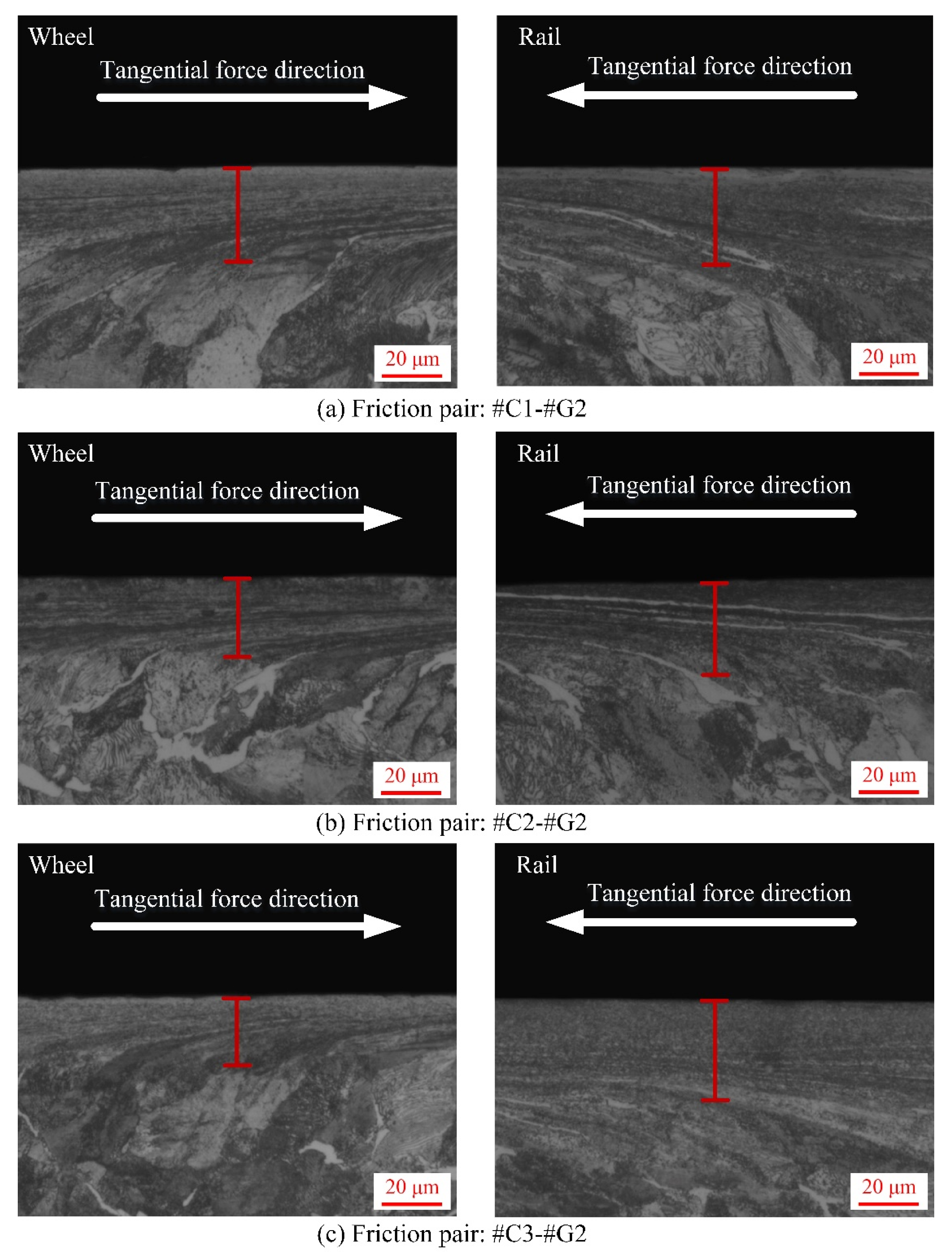
3.4. Subsurface Plastic Deformation (SPD) Features
4. Conclusions
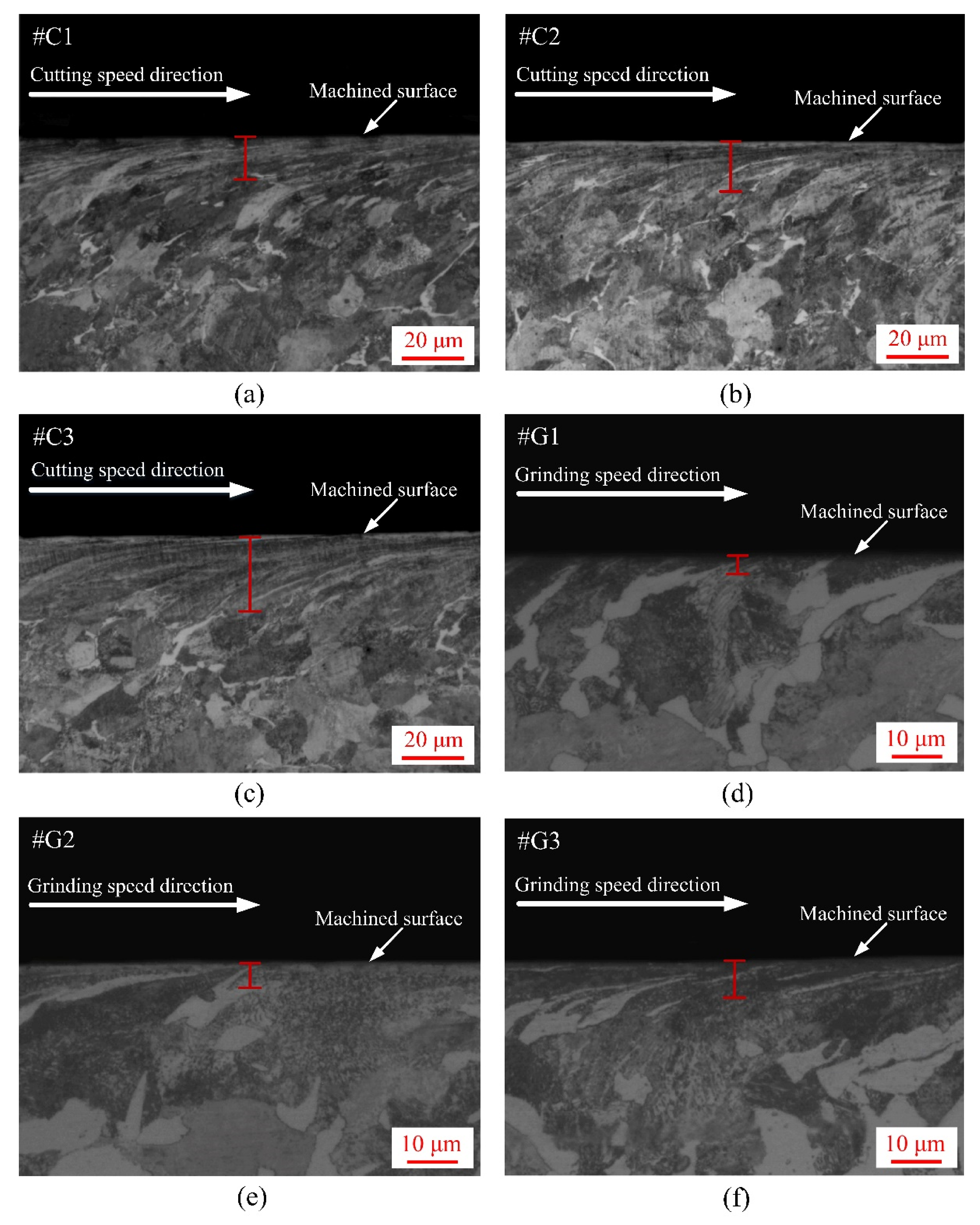
- Before the sliding test, the surface microhardness of the ground rail blocks is larger than that of wheel rings, while the thickness of the SPDL and surface roughness of the rail blocks are much smaller than those of wheel rings. After the sliding test, the surface microhardness of the wheel rings and rail blocks increases strikingly. The maximal surface microhardness increment of the wheel rings is 45.2%, while the maximal surface microhardness increment of the rail blocks is 50.8%. The thickness of the SPDL of wheel rings after sliding falls in between 28 and 37 µm, while the thickness of the SPDL of rail blocks falls in between 21 and 42 µm. The thickness increase degree of the SPDL of rail blocks is larger than that of the wheel rings.
- The variations of friction coefficients are classified into break-in phase and steady-wear phase. The wheel rings and rail blocks machined with various parameters engender different friction coefficients after pairing with each other, and the wheel rings with larger initial surface roughness give rise to larger friction coefficients. At the stable wear phase, the friction coefficients among different tribological pairs range from 0.32 ± 0.06 to 0.45 ± 0.06.
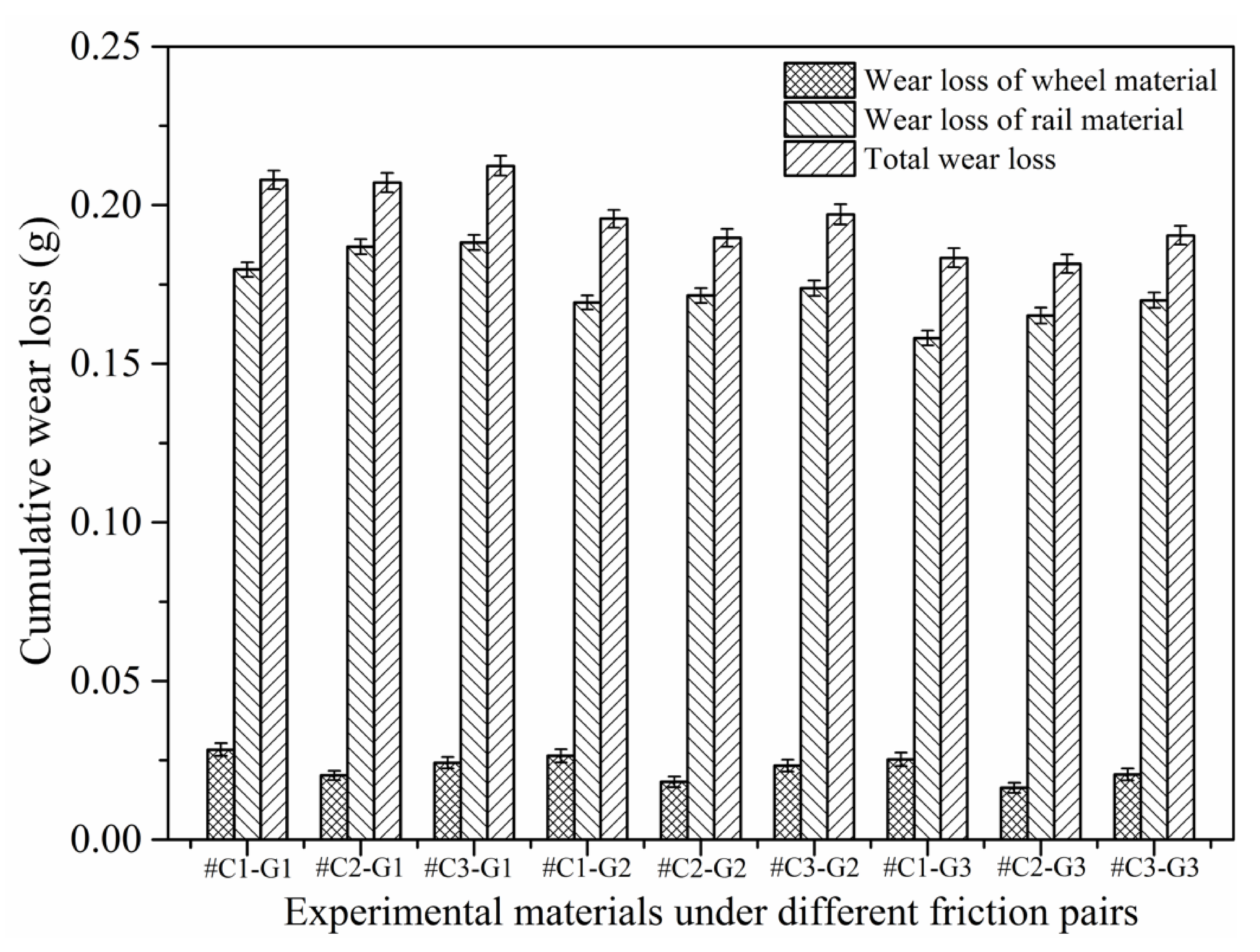
- After every sliding experiment, the wear loss of the rail material is more than 0.1581 g, while the wear loss of the wheel material falls in between 0.0163 and 0.0283 g. The wear loss of rail material is much larger, which means that the wheel material exhibits more excellent wear-resistance property. The surface microhardness, roughness and SPD of the machined wheel/rail samples impose a combined influence on the tribological behavior. The tribological pair with proper initial surface roughness and microhardness can engender the smallest amount of total wear loss. In terms of the total wear loss of wheel/rail materials among all the tribological pairs, the comprehensively preferable wear-resistance performance is achieved as #C2 pairs with the rail blocks.
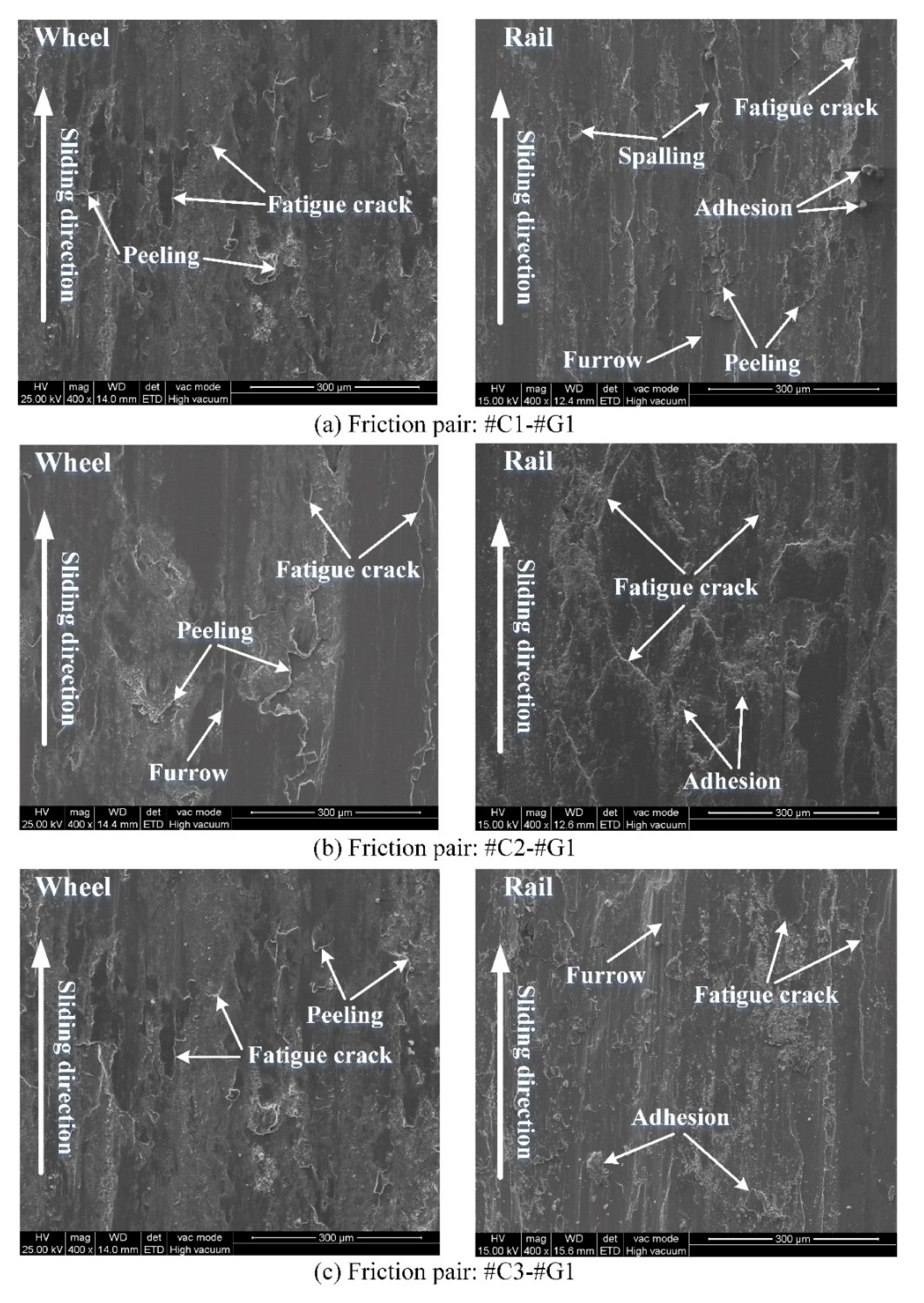
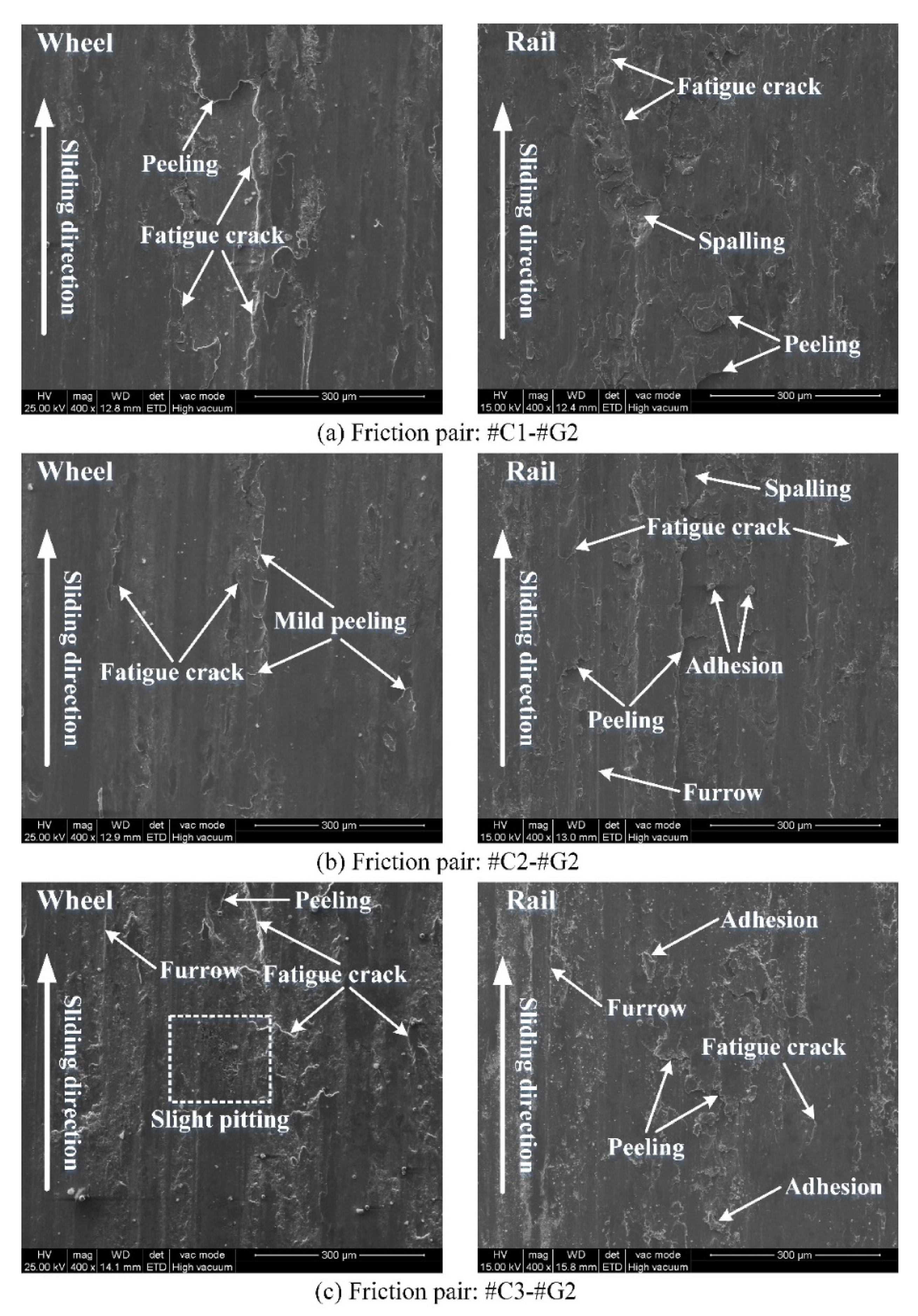
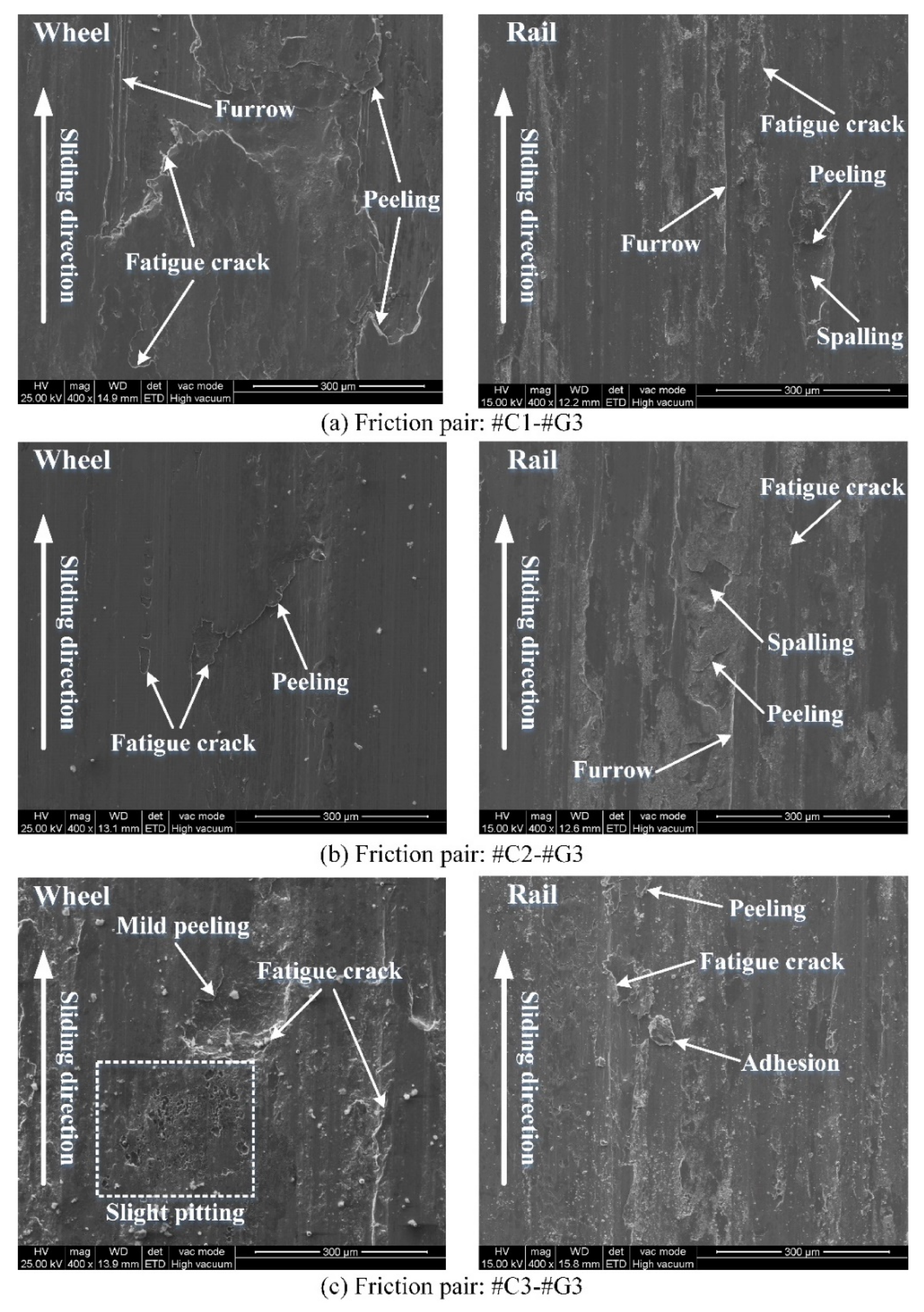
- The surface damage morphologies between the rail blocks and wheel rings after sliding are different. By and large, more serious surface damage of the rail blocks is observed. The worn surface morphology of the wheel rings primarily presents peeling, adhesive wear and fatigue cracks, while the worn surface morphology exhibits the combination of spalling, furrow wear, peeling, fatigue cracks and various degrees of adhesion.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zeng, D.; Lu, L.; Gong, Y.; Zhang, Y.; Zhang, J. Influence of solid solution strengthening on spalling behavior of railway wheel steel. Wear 2017, 372–373, 158–168. [Google Scholar] [CrossRef]
- Daves, W.; Kráčalík, M.; Scheriau, S. Analysis of crack growth under rolling-sliding contact. Int. J. Fatigue 2019, 121, 63–72. [Google Scholar] [CrossRef]
- Benoît, D.; Salima, B.; Marion, R. Multiscale characterization of head check initiation on rails under rolling contact fatigue: Mechanical and microstructure analysis. Wear 2016, 366–367, 383–391. [Google Scholar] [CrossRef]
- Steenbergen, M.; Dollevoet, R. On the mechanism of squat formation on train rails-Part I: Origination. Int. J. Fatigue 2013, 47, 361–372. [Google Scholar] [CrossRef]
- Krishna, V.V.; Hossein-Nia, S.; Casanueva, C.; Stichel, S. Long term rail surface damage considering maintenance interventions. Wear 2020, 460–461, 203462. [Google Scholar] [CrossRef]
- Singleton, R.; Marshall, M.B.; Lewis, R.; Evans, G. Rail grinding for the 21st century-taking a lead from the aerospace industry. Proc. Inst. Mech. Eng. Part F J. Rail. Rapid Transit. 2014, 229, 457–465. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Xue, X.; Lu, Y. Study on cutting form and surface machining quality of wheel tread under reprofiling. Adv. Mater. Sci. Eng. 2017, 2017, 6950351. [Google Scholar] [CrossRef] [Green Version]
- Markov, D. Laboratory tests for wear of rail and wheel steels. Wear 1995, 181, 678–686. [Google Scholar] [CrossRef]
- Razhkovskiy, A.A.; Bunkova, T.G.; Petrakova, A.G.; Gateluk, O.V. Optimization of hardness ratio in rail-wheel friction pair. J. Frict. Wear 2015, 36, 334–341. [Google Scholar] [CrossRef]
- Hu, Y.; Zhou, L.; Ding, H.H.; Tan, G.X.; Lewis, R.; Liu, Q.Y.; Guo, J.; Wang, W.J. Investigation on wear and rolling contact fatigue of wheel-rail materials under various wheel/rail hardness ratio and creepage conditions. Tribol. Int. 2020, 143, 106091. [Google Scholar] [CrossRef]
- Arias-Cuevas, O.; Li, Z.; Lewis, R. A laboratory investigation on the influence of the particle size and slip during sanding on the adhesion and wear in the wheel-rail contact. Wear 2011, 271, 14–24. [Google Scholar] [CrossRef]
- Wang, W.J.; Lewis, S.R.; Lewis, R.; Beagles, A.; He, C.G.; Liu, Q.Y. The role of slip ratio in rolling contact fatigue of rail materials under wet conditions. Wear 2017, 376–377, 1892–1900. [Google Scholar] [CrossRef]
- Zhong, W.; Hu, J.J.; Shen, P.; Wang, C.Y.; Lius, Q.Y. Experimental investigation between rolling contact fatigue and wear of high-speed and heavy-haul railway and selection of rail material. Wear 2011, 271, 2485–2493. [Google Scholar] [CrossRef]
- Stock, R.; Pippan, R. RCF and wear in theory and practice-The influence of rail grade on wear and RCF. Wear 2011, 271, 125–133. [Google Scholar] [CrossRef]
- Wang, W.J.; Hu, J.; Guo, J.; Liu, Q.Y.; Zhu, M.H. Effect of laser cladding on wear and damage behaviors of heavy-haul wheel/rail materials. Wear 2014, 311, 130–136. [Google Scholar] [CrossRef]
- Roy, T.; Lai, Q.; Abrahams, R.; Mutton, P.; Paradowska, A.; Soodi, M.; Yan, W. Effect of deposition material and heat treatment on wear and rolling contact fatigue of laser cladded rails. Wear 2018, 412–413, 69–81. [Google Scholar] [CrossRef]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Fang, X.; Soodi, M.; Wu, X. Effects of preheating and carbon dilution on material characteristics of laser-cladded hypereutectoid rail steels. Mater. Sci. Eng. A Struct. Mater. 2018, 712, 548–563. [Google Scholar] [CrossRef]
- Faccoli, M.; Petrogalli, C.; Lancini, M.; Ghidini, A.; Mazzù, A. Rolling contact fatigue and wear behavior of high-performance railway wheel steels under various rolling-sliding contact conditions. J. Mater. Eng. Perform. 2017, 26, 3271–3284. [Google Scholar] [CrossRef]
- Wang, W.J.; Wang, H.; Wang, H.Y.; Guo, J.; Liu, Q.Y.; Zhu, M.H.; Jin, X.S. Sub-scale simulation and measurement of railroad wheel/rail adhesion under dry and wet conditions. Wear 2013, 302, 1461–1467. [Google Scholar] [CrossRef]
- Robles Hernández, F.C.; Demas, N.G.; Gonzales, K.; Polycarpou, A.A. Correlation between laboratory ball-on-disk and full-scale rail performance tests. Wear 2011, 270, 479–491. [Google Scholar] [CrossRef]
- Khalladi, A.; Elleuch, K. Tribological behavior of wheel-rail contact under different contaminants using pin-on-disk methodology. J. Tribol. Trans. ASME 2016, 139, 011102. [Google Scholar] [CrossRef]
- Liu, P.J.; Quan, Y.M.; Wan, J.J.; Yu, L. Experimental investigation on the wear and damage characteristics of machined wheel/rail materials under dry rolling-sliding condition. Metals 2020, 10, 472. [Google Scholar] [CrossRef] [Green Version]
- Yu, L. Research on Cutting Performance and Rolling Contact Wear Performance of D840 Wheel Material. Master’s Thesis, South China University of Technology, Guangzhou, China, 2019. (In Chinese). [Google Scholar]
- Liu, P.J.; Quan, Y.M.; Ding, G. Dynamic mechanical characteristics and constitutive modeling of rail steel over a wide range of temperatures and strain rates. Adv. Mater. Sci. Eng. 2019, 2019, 15. [Google Scholar] [CrossRef] [Green Version]
- Su, P.; Wang, A.B.; Jv, L.H.; Gao, X.G. Analysis of wheel/rail noise development mechanism based on the hardness test of wheel and rail materials. Noise Vibr. Control 2018, 38, 209–212. (In Chinese) [Google Scholar]
- Wang, W.J.; Liu, Q.Y.; Zhu, M.H. Hardness matching behavior of wheel/rail materials. Tribology 2013, 33, 65–69. (In Chinese) [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | S | P | Fe |
|---|---|---|---|---|---|---|
| Rail | 0.65–0.76 | 0.70–1.20 | 0.15–0.58 | ≤0.025 | ≤0.030 | Balance |
| Wheel | 0.55–0.65 | 0.50–0.80 | 0.17–0.37 | ≤0.025 | ≤0.025 | Balance |
| Experiment Number | Wheel Peripheral Speed vs (m/s) | Workpiece Velocity vw (m/min) | Grinding Depth ae (mm) |
|---|---|---|---|
| #G1 | 30 | 0.3 | 0.05 |
| #G2 | 30 | 0.4 | 0.07 |
| #G3 | 30 | 0.5 | 0.09 |
| Experiment Number | Cutting Speed vc (m/min) | Feed Speed f (mm/r) | Depth of Cut ap (mm) |
|---|---|---|---|
| #C1 | 70 | 0.4 | 1.2 |
| #C2 | 70 | 0.6 | 1.4 |
| #C3 | 70 | 0.8 | 1.6 |
| Experiment Number | Surface Roughness Ra (μm) | Surface Microhardness (HV0.1) |
|---|---|---|
| #C1 | 3.02 | 324.48 |
| #C2 | 4.18 | 342.35 |
| #C3 | 6.41 | 356.72 |
| #G1 | 1.58 | 365.12 |
| #G2 | 1.69 | 377.23 |
| #G3 | 1.83 | 390.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Quan, Y.; Wan, J.; Yu, L. Experimental Investigation on the Wear and Damage Behaviors of Machined Wheel-Rail Materials under Dry Sliding Conditions. Materials 2021, 14, 540. https://doi.org/10.3390/ma14030540
Liu P, Quan Y, Wan J, Yu L. Experimental Investigation on the Wear and Damage Behaviors of Machined Wheel-Rail Materials under Dry Sliding Conditions. Materials. 2021; 14(3):540. https://doi.org/10.3390/ma14030540
Chicago/Turabian StyleLiu, Peijie, Yanming Quan, Junjie Wan, and Lang Yu. 2021. "Experimental Investigation on the Wear and Damage Behaviors of Machined Wheel-Rail Materials under Dry Sliding Conditions" Materials 14, no. 3: 540. https://doi.org/10.3390/ma14030540