1. Introduction
To increase manufacturing efficiency, cutting tool and mould surfaces are covered with different types of thin, hard coatings [
1]. After tools incur damage from cutting processes, they can be sharpened and reused, but no coating residue should remain. Proper coating removal is important for successful sharpening, redeposition of a new coating, and the final properties of the reground and recoated tool [
2]. Regrinding cutting tools has the potential to save up to 70% of the cost of new tools (depending on the parameters used, such as cutting speed), but their durability is slightly lower than that of new tools [
3].
Coatings are used as a protective barrier against wear, friction, abrasion, adhesion and thermal damage [
4]. Some coatings can also decrease friction, therefore increasing tool lifetime [
5]. On the one hand, coatings frequently include TiN, which increases wear resistance. On the other hand, coatings consisting of AlTiN have a high hardness. CrN is another type of coating, which increases corrosion resistance and provides lubricity [
2]. Coatings made of synthetic diamonds (diamond-like coatings, DLC) with low friction and/or a high hardness are rapidly evolving [
6]. In addition, the use of DLC coatings for biomedical applications has been discussed recently [
7].
Hard coatings, such as TiN, CrN and DLC, are used in injection moulds for similar reasons. Moulds are commonly made of tool steel. Coatings shield the mould from abrasion and adhesion, thereby prolonging its life [
8]. After regrinding, a new coating is deposited. Residual coating may increase or decrease the adhesion of the new coating and also affect the quality of the regrinding [
9].
Coatings are most commonly removed by chemical methods or mechanically. Chemically (or electrochemically) stripped substrates may have a roughness similar to that of the coated material [
10,
11]. The disadvantages of chemical methods include long decoating times and large volumes of waste, which may be toxic [
12]. These problems were partially resolved by the introduction of electrochemical dissolution, which is both faster and safer for the environment [
10,
13]. However, issues with waste disposal and substrate material damage remain. Moreover, the widespread use of AlTiN coatings [
14] increases the need for rapid and high-quality coating removal. At the same time, the application of DLC coatings is increasing. DLC coatings can be removed using conventional methods, but with a high risk of substrate damage. As a result, laser stripping has become the leading DLC coating removal method. Laser stripping is a more ecologically friendly, effective method, and is associated with minimal damage to the substrate [
15].
Marimuthu et al. [
16] reported using a KrF excimer laser with a wavelength of 248 nm (UV light) to remove 2 µm of CrTiAlN coating from a steel substrate. The decoated area had a surface roughness (Ra) of approximately 0.415 µm with minimal damage to the substrate. Marimuthu et al. [
17] used the same KrF laser to remove 2 µm of TiN coating from a tungsten carbide substrate. Online monitoring of the stripping process was used to scan the coating removal and control the quality of the process. Moreover, the ablation threshold of the TiN coating was determined [
17]. Marimuthu et al. continued these experiments on a similar basis to study TiAlN coatings [
18]. A similar TiN coating was stripped using a different method in a study presented by Hu Ch. et al. [
19], where a TiN coating was deposited on a Ti6Al4V alloy and stripped using thermal and force effects of laser shock. However, this approach led to significant melting, cracks, and pit formation, which are undesirable effects for industrial processes. Long See et al. [
20] studied the effect of combining different fluences and number of UV laser pulses on TiAlN coatings. They also studied the effect of the laser beam on the original substrate and the presence of micro cracks on the substrate surface. Ragusich et al. [
21] studied decoating of TiAlN on aerospace components with a thickness of 20 µm. They compared the use of an excimer laser and a solid state Ti:sapphire laser for removal of TiAlN coatings. Zivelonghi et al. [
22] presented successful removal of a DLC coating by laser stripping; several low-power passes were used to gradually remove a CrC/Cr–Cr:DLC–DLC coating with a thickness of 6 µm. Additionally, Assurin et al. [
23] presented KrF excimer laser removal of a multilayer coating consisting of 4 μm TiCN + Al
2O
3 and 3.2 μm CrN + DLC layers. In this case, removal of only the outer CrN + DLC layer is presented.
Although coatings were successfully removed in the aforementioned papers, none of them reported the time required for coating removal. The aim of this paper is to present a method of laser stripping for highly productive removal of hard coatings, namely, AlTiN and DLC. The main goals of the experiment were to achieve a short processing time, good quality and suitable surface roughness for any new coating, as well as to provide a detailed analysis of coating residues and laser radiation parameter effects on the quality of the stripped surface. In addition, a nanosecond Nd:YAG laser was used in this experiment, which is applicable to industry.
2. Materials and Methods
Two types of coatings, DLC C and AlTiN, were chosen for this experiment. AlTiN is used for a variety of cutting tools and moulds. AlTiN coatings have a hardness of approximately 3300 ± 300 HV and are used for universal abrasion protection. DLC C coatings have a hardness of 900 ± 50 HV, but have a very low coefficient of friction (COF) against steel (0.08). They are used for sliding connections inside machines and the reduction of friction in cutting tools [
24] and moulds [
25], and to increase corrosion resistance [
26]. DLC C coatings are multi-layered, consisting of multiple a-C:H layers at the top with a total thickness of 1.1 µm, and are combined with a chrome-based CrN layer with a thickness of 1.5 µm, making a total coating thickness of 2.6 μm. The second C in the name of the coating is redundant and only indicates that there are no impurities in the coating. The addition of metal atoms such as Ti, W, Crz, Zr, Cu or Ag to the carbon film can change some properties of the coating, such as a reduction in residual stress or better adhesion of the coating to the substrate [
27]. The thickness of the coatings and their adhesion to the substrates were evaluated by the Calotest and scratch test. Other properties of the coatings were supplemented according to the data sheets provided by the coating manufacturer. The characteristics of both coatings are listed in
Table 1.
The substrate steel chemical composition (from the data sheet) is shown in
Table 2.
The coatings were deposited on a disc specimen with a diameter of 25 mm and a thickness of 4.4 mm. The discs were mirror polished with a diamond paste containing 3 µm grains, yielding a final surface roughness Ra = 0.005 ± 0.001 and Rz = 0.02 ± 0.005.
A solid state Nd:YAG pulsed laser was used to strip the coatings. The laser has a wavelength of 1064 nm and a pulse duration of 120 nanoseconds with a repetition rate ranging from 1 to 50 kHz and a spot diameter of 0.18 mm. It contains a galvo scanner with a maximum scanning speed of 3000 mm·s
−1. It uses a non-polarised Gaussian beam. This laser device is suitable for cleaning and engraving. The software that was used is capable of measuring working time. The specifications of the laser device are listed in
Table 3.
2.1. Experiment Specifications
In the experiment, the laser beam parameters were changed, that is, the repetition rate, average power and scanning speed. Thus, the peak energy (Ep), peak power density (P
0) and fluence (F) varied. The peak power density used to remove an AlTiN coating presented in a paper by Long et al. [
20] was 1.49 × 10
8 W·cm
−2 (for 10 passes) with a fluence of 0.68–7.44 J·cm
−2 on the same type of coating. However, due to the much longer pulse duration of the laser source (120 ns) and different spot size (0.18 mm), the fluence needed to be increased. The fluence was increased to a higher range of 2.9 to 29 J·cm
−2 by increasing the power and lowering the frequency to below 10 kHz. The goal was to remove the coating in one pass and decrease the working time per cm
2, considering that higher power density leads to faster coating removal, in accordance with [
24]. However, as the faster scanning speed may cause a decrease in surface quality, the experiment addressed the trade-off between speed and quality (the decrease of which is directly related to pulse duration and the heat affected zone (HAZ)) [
28]. The parameters used to strip the AlTiN coatings are shown in
Table 4.
The idea of using a second low energy pass to increase the surface quality was tested for sample AlTiN4. It was assumed that a second pass with low energy would remove a small amount of material and partially melt the peaks of material in the stripped area, thereby improving the surface roughness. The melted material then solidifies again into a form with a smoother surface, thus reducing the surface roughness. Indeed, the same technique is used for laser polishing [
29].
The parameters used for sample AlTiN2 were also used for sample DLC3, but were varied for all other samples. Sample DLC4 was treated with a second high frequency pass. The rest of the parameters used to strip the DLC-C coatings are shown in
Table 5.
For all of the samples, the decoating area was set to 5 mm
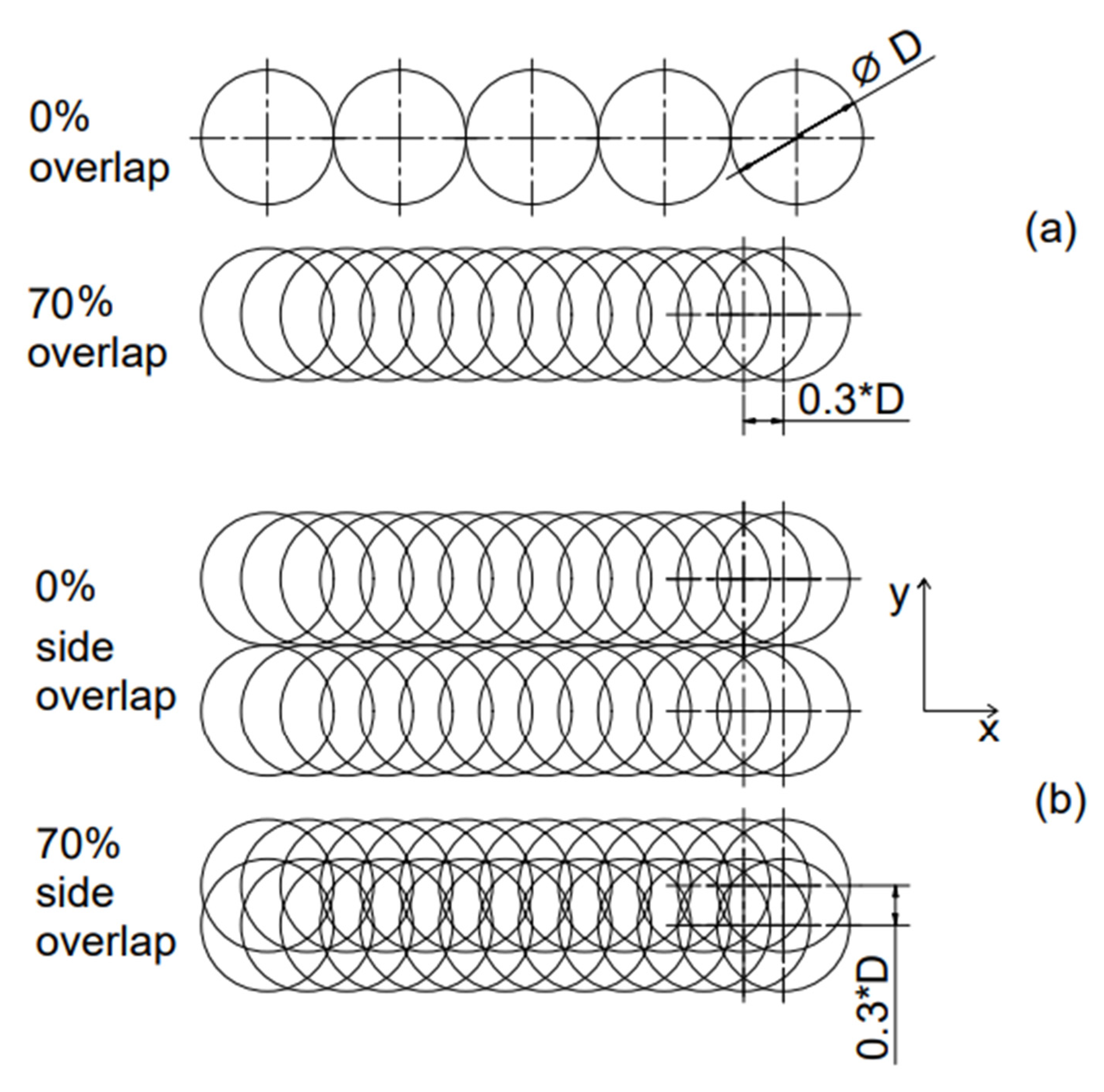
2 (2 mm wide and 2.5 mm long) and the laser beam moved line by line in the defined overlap. The working time was measured using WMARK laser operating software (WMark 1.1; MediCom, a.s.; Prague; Czech Republic). The measured time is the operating time of the beam in the laser stripping process. To minimise the Gaussian beam effect, proper spot overlap (
Figure 1) in both scanning directions is needed. For this experiment, a constant spot overlap of 70% was chosen in both directions based on previous experience. Preliminary laser stripping tests on the same samples resulted in surface destruction when using a higher percentage overlap, due to a higher HAZ. Moreover, a spot overlap of 70% allows the use of a higher scanning speed in comparison with higher overlaps [
28]. In the parallel direction (the direction of the laser beam motion), the overlap (H
x) is defined as a function of scanning speed (v), frequency (f) and beam diameter (D). The beam diameter in this experiment was 0.18 mm. The traverse (side) overlap (H
y) is set in the software. For a 70% spot overlap, the shift (S
x) between pulses had to be 30% of the diameter—in this case, 0.054 mm. The overlap equations are as follows:
2.2. Surface Analysis
The laser-stripped samples were analysed using a HEIScope optical microscope (Howard Electronics, El Dorado, KS, USA) with a Navitar objective and the final surface after stripping was compared to an image of untreated coating (
Figure 2). The stripping was considered a success when the reflection of light from the steel was visible over the entire stripped area, similarly to the uncoated surface.
A second analysis was performed with a Zygo NewView 7200 3D relief meter (Lambda Photometrics Ltd, Luton, UK), which was used to measure the surface roughness and the maximum depth of the removed layer. A Zeiss field emission scanning electron microscope (FESEM; ULTRA PLUS, Oberkochen, Germany) equipped with an energy-dispersive spectrometer from Oxford Instruments (EDS; X-Max 50, Oberkochen, Germany) was used for the third analysis. EDS/SEM provided chemical analysis of the surface. The weight percentage of each element in the surface layer was obtained from a square area with a side length of 200 µm.
4. Discussion
In this paper, laser stripping of two different hard coatings, namely, AlTiN and DLC C, was presented. The goal was to completely remove the coating from the substrate steel in a highly productive manner with one laser beam pass, resulting in good surface quality.
The working laser time for the decoating of AlTiN and DLC C coatings was lower than 7.5 s to strip 1 cm
2. In comparison, Zivelonghi et. al. [
22] used 10 laser beam passes to strip a DLC coating with a scanning speed of 200 mm·s
−1. In another study, Marimuthu. et al. [
16] used a scanning speed of 4.2 mm·s
−1, which is 100 times lower than the speed used in this paper.
The lowest surface roughness was achieved for sample AlTiN2. For the DLC C coating, the best surface roughness was achieved for sample DLC4. For this sample, a second low energy pass was used to decrease the surface roughness. Compared to the same sample without a second pass, the roughness Ra was reduced by 0.1 µm in the X direction and by 0.2 µm in the Y direction. The same idea was not confirmed for the AlTiN coating, where the surface roughness Ra increased when using a second pass. The difference in roughness in both directions is caused by the ablation method. It can be reduced with different scanning strategies, but applying more than one laser pass. The resultant roughness Ra of 0.4–0.8 μm seems to be sufficient and would thus be a suitable basis for further studies investigating the influence of substrate roughness on redeposition of a new coating. The best achieved roughness Ra = 0.4 ± 0.08 μm is similar to the surface roughness Ra = 0.415 achieved by Marimuthu et al. [
16] after stripping TiAlCrN/AlTiN coatings.
The roughness measurements on all surfaces showed great uncertainty. However, the formation of a significant HAZ is to be expected with the use of a Nd:YAG laser [
31]. As previously reported for a similar solid-state, nanosecond laser, the HAZ can reach a size of up to tens of micrometers [
32]. This will supposedly cause a decrease in surface quality. The idea of additional surface treatment was formed in anticipation of a change in quality. Similar to laser polishing [
29], a second, low-energy pass was used to increase surface quality. This phenomenon was effectively demonstrated with the DLC coating, but not so much with the AlTiN coating. The second pass of a laser beam can also cause some changes in surface chemistry or tensile stresses of the underlying steel, especially after melting and solidification, as described. According to [
15], there were no measured tensile stresses in the surface layers after laser irradiation (with significant melting and solidification).
Despite the fact that the measured depth of all of the samples was higher than the thickness of the coating, coating residues remained on all of the surfaces, as confirmed by EDS analysis. This is probably due to the significant melting caused by the use of a nanosecond laser, or possible redeposition of the ablated substrate back into the stripped area. Due to a significant HAZ, the substrate is also affected. Residual thermal stress can cause cracks in the substrate; however, crack formation was observed only in the DLC4 surface. In this case, the substrate was affected by the high energy of the second laser pass. Crack formation was also observed by Long See et al. [
20]; however, they used WC-Co as a substrate, so ablation of Co may have resulted in crack formation in this instance.
The suitability of optical or depth measurement for evaluation of a correctly stripped sample should be discussed. Using optical analysis, the coatings appear to be stripped because of the reflections of the underlying steel. However, as our research has shown, it is essential to study the surface chemistry because there are still coating residues on the apparently completely stripped surface.
The residues of coating were evaluated by EDS and approximately 22–32% of AlTiN and approximately 20–30% of DLC coatings remained on the stripped surface. However, the analysis of the residues of both coatings were not entirely accurate due to the presence of chromium and carbon in the coating, as well as in the underlying steel. In addition, it was proved by Marimuthu et al. [
18] that re-deposition of an ablated coating can be affected by the composition of the stripped area. Although there were coating residues on the surface, according to the coating provider, no problems were observed with applying a new, identical coating to the stripped samples.
Moreover, based on assessment of the fluence dependence, it is apparent that the DLC coating needs lower energy for ablation than the AlTiN coating. This may be due to the better toughness and higher thermal stability of the AlTiN coating. Compared to previous studies [
16,
17,
18,
20], the scanning speed employed here is significantly faster, leading to a shorter processing time with a reduction in coating removal costs.
A relationship between depth and fluence was not observed in the laser stripping of AlTiN, but in the DLC C coating, despite the large uncertainty, an increase in laser fluence led to a constant increase in removal depth. This may be due to the different properties of each layer in the DLC C multilayer coating. The non-linearity of the AlTiN stripping process can be caused by melting at high fluences.
The analysis of area surface roughness highlights the necessity of changing the scanning strategy, for example, by changing the spot overlap, adopting a hatching strategy, or using more laser passes with lower energy.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}