
Regional Control and Optimization of Heat Input during CMT by Wire Arc Additive Manufacturing: Modeling and Microstructure Effects



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
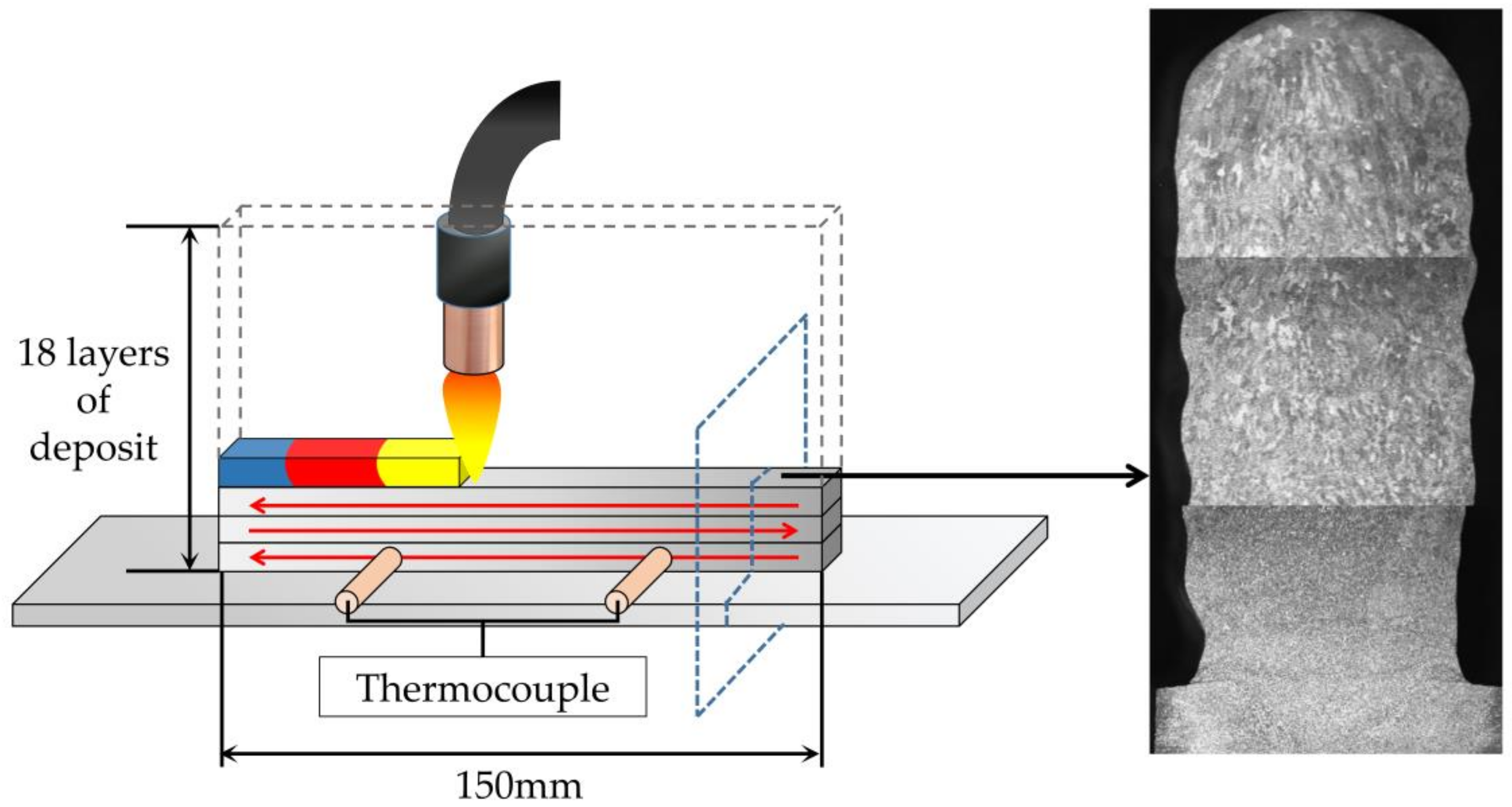
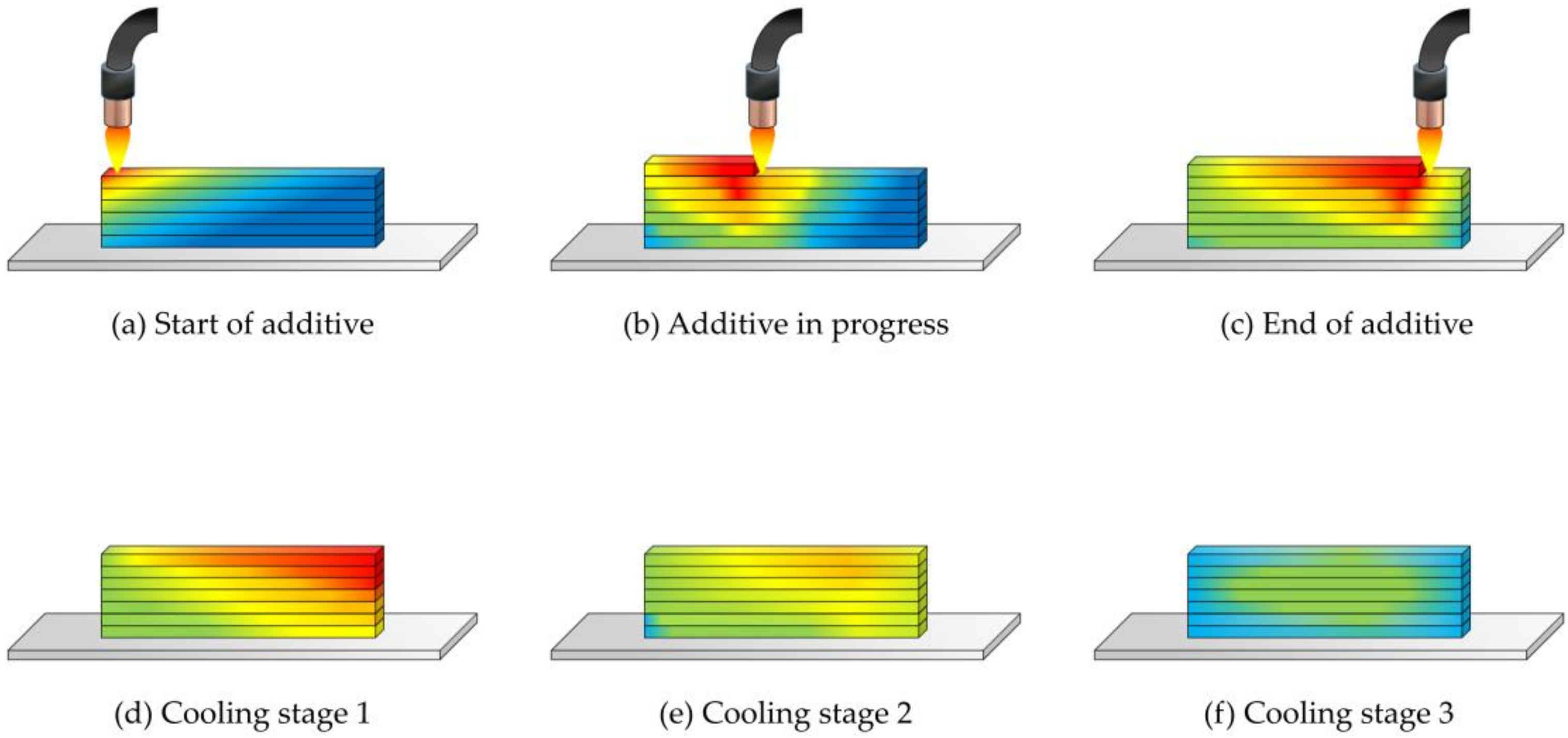
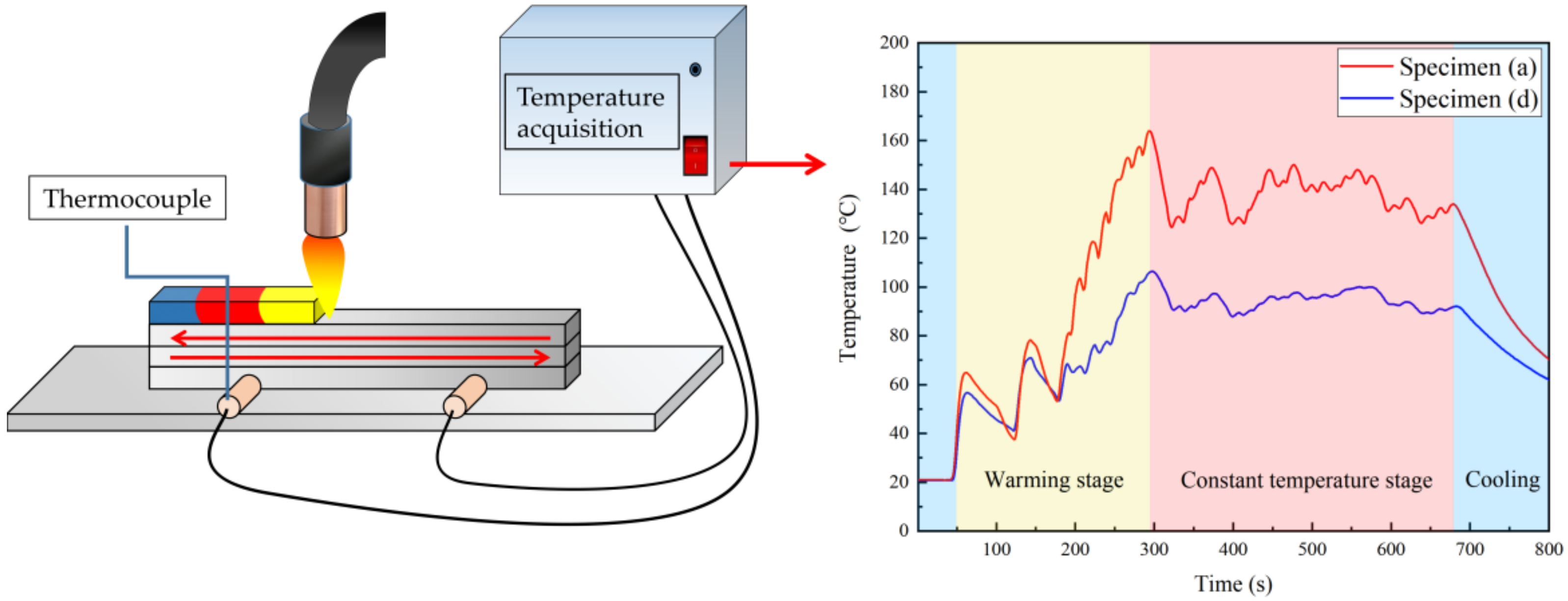
3.1. Temperature Field of WAAM
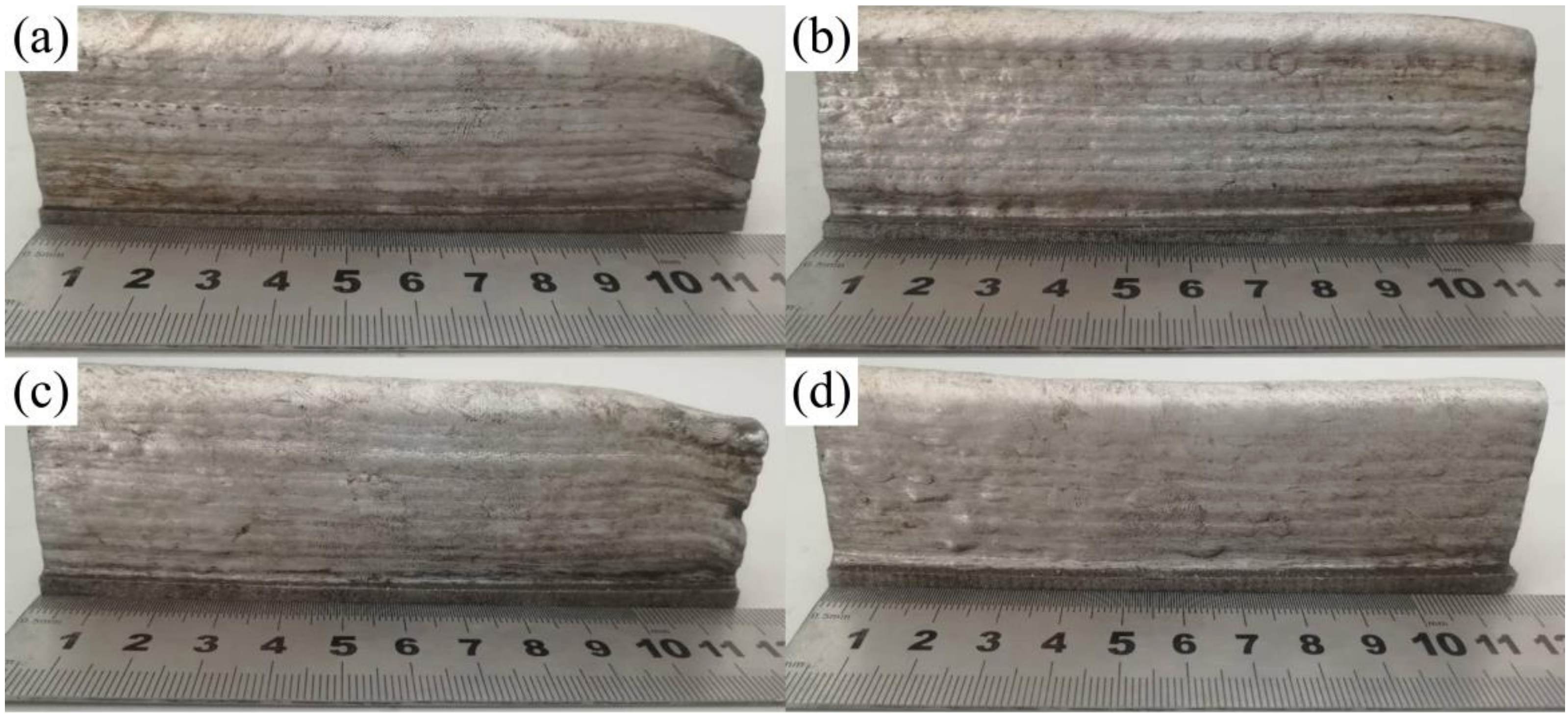
3.2. Process Design and Macromorphology
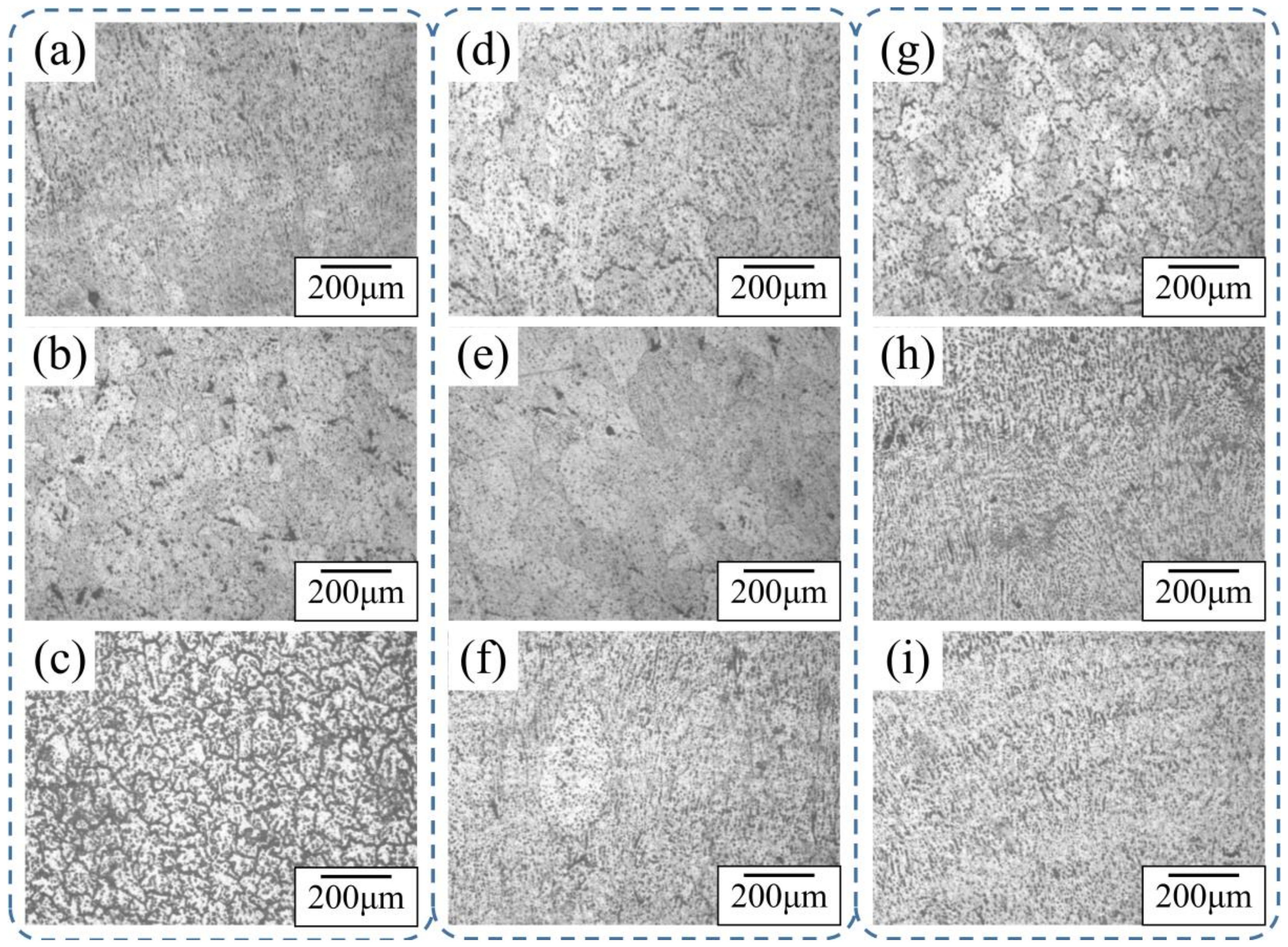
3.3. Microstructure of Specimens with Different Processes
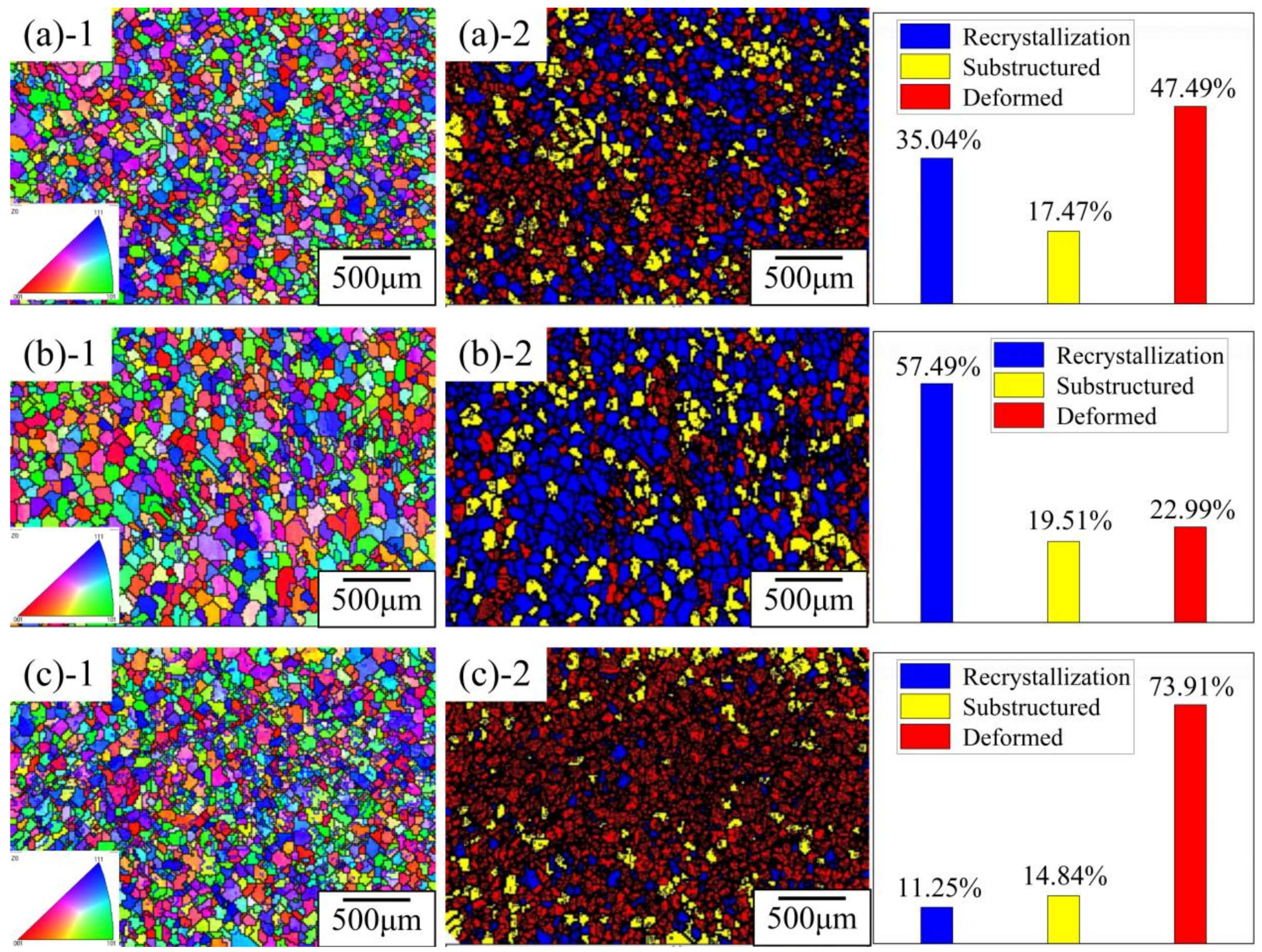
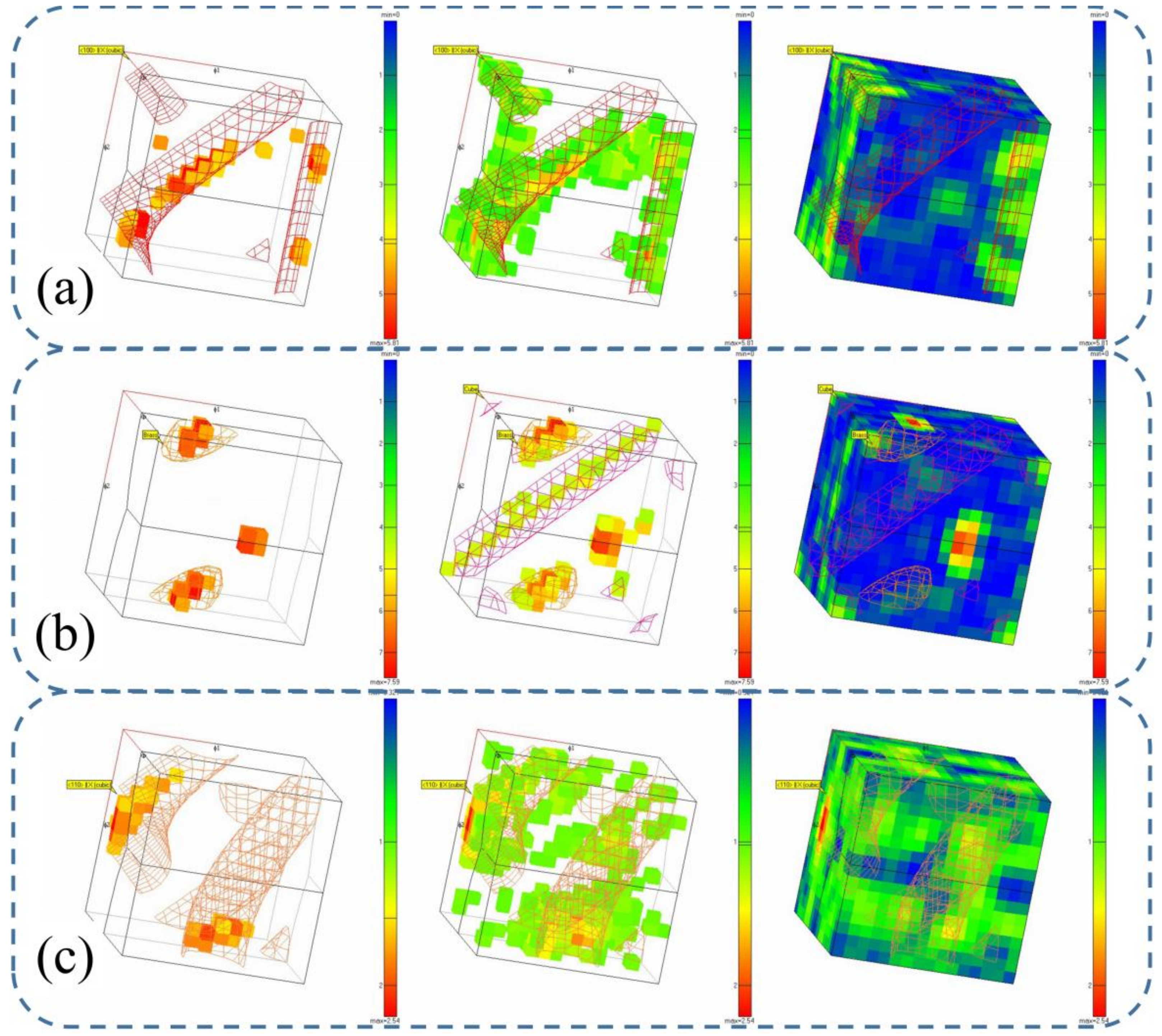
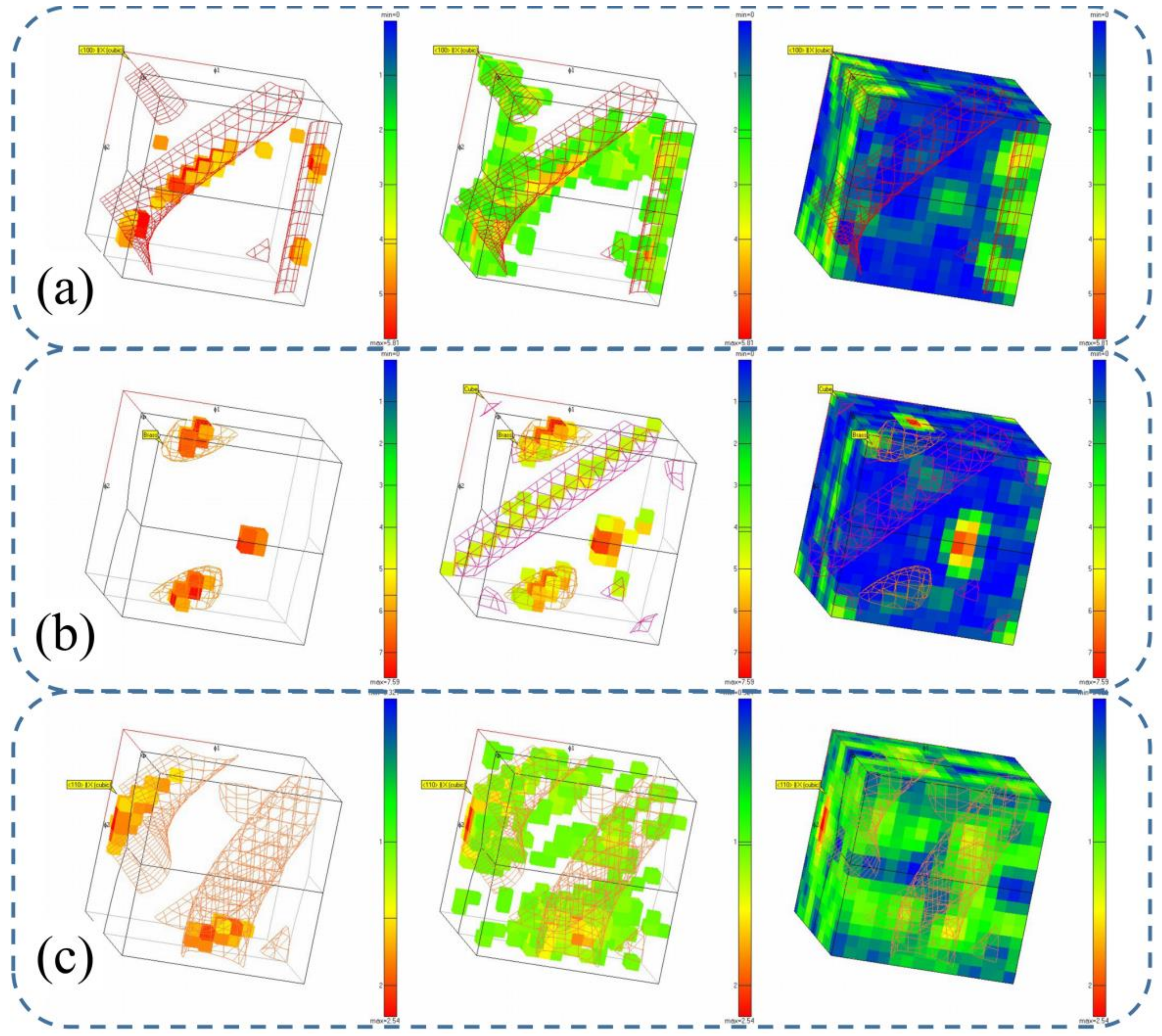
3.4. EBSD Analysis of Specimens with Different Processes
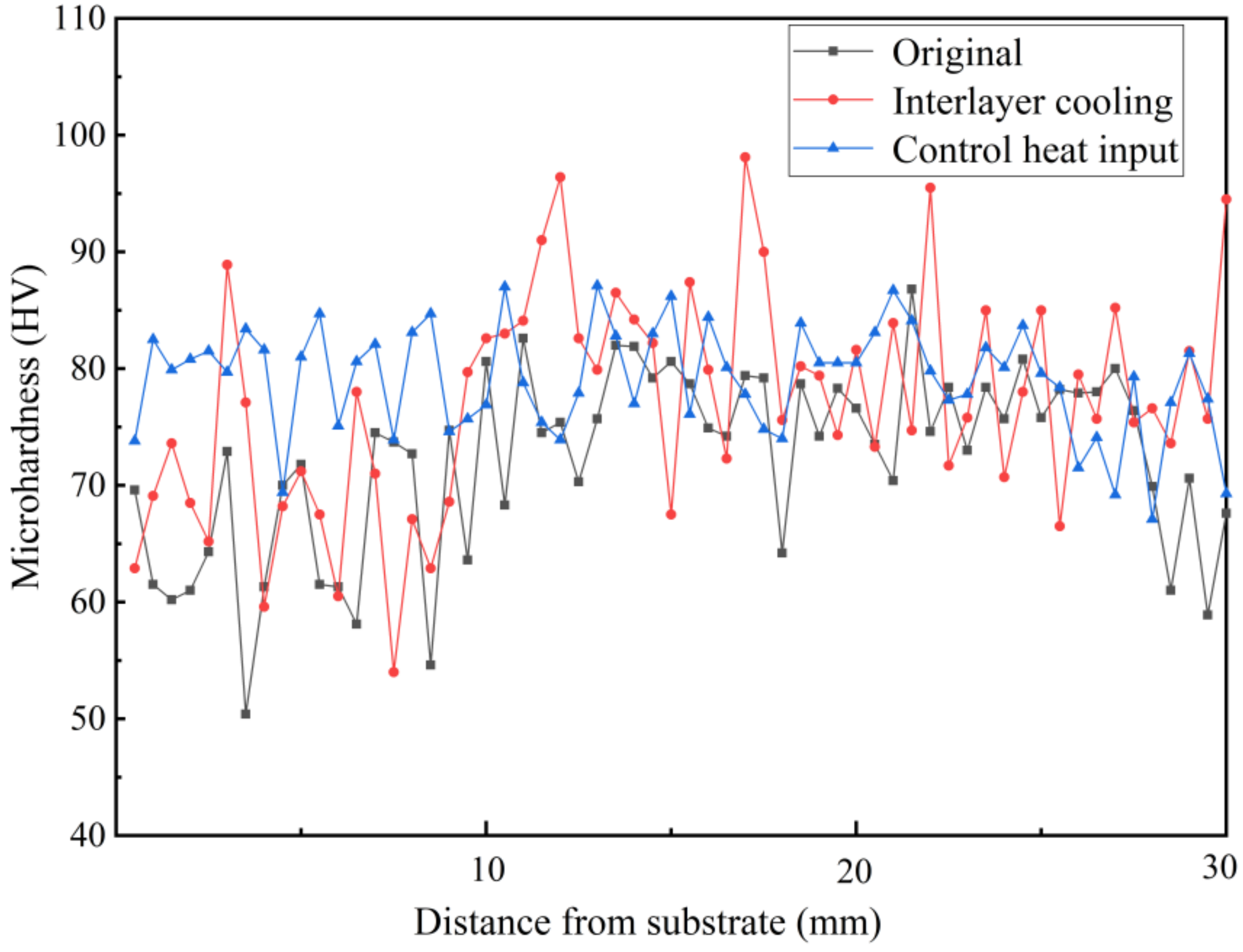
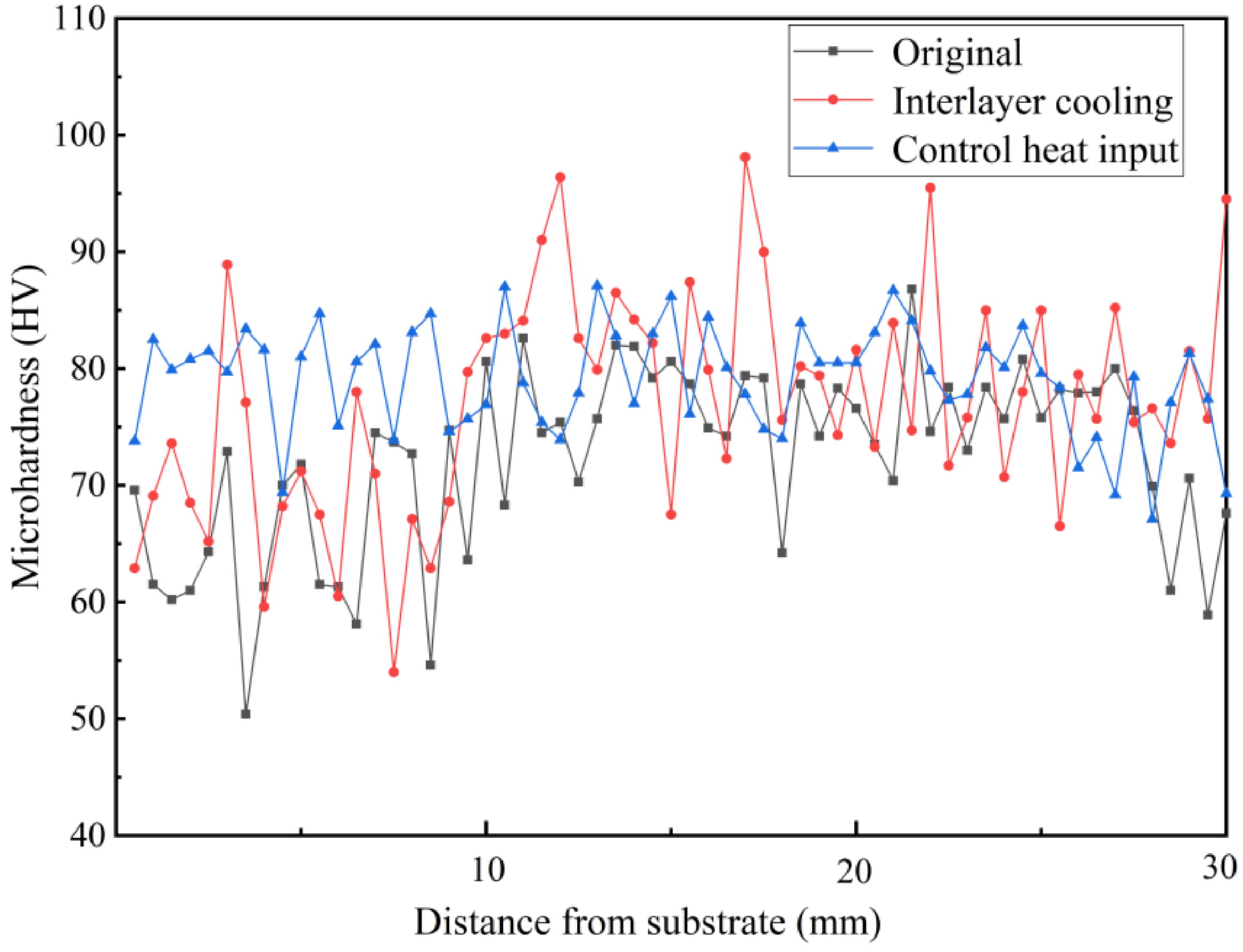
3.5. Microhardness Analysis
4. Conclusions and Prospects
- (1)
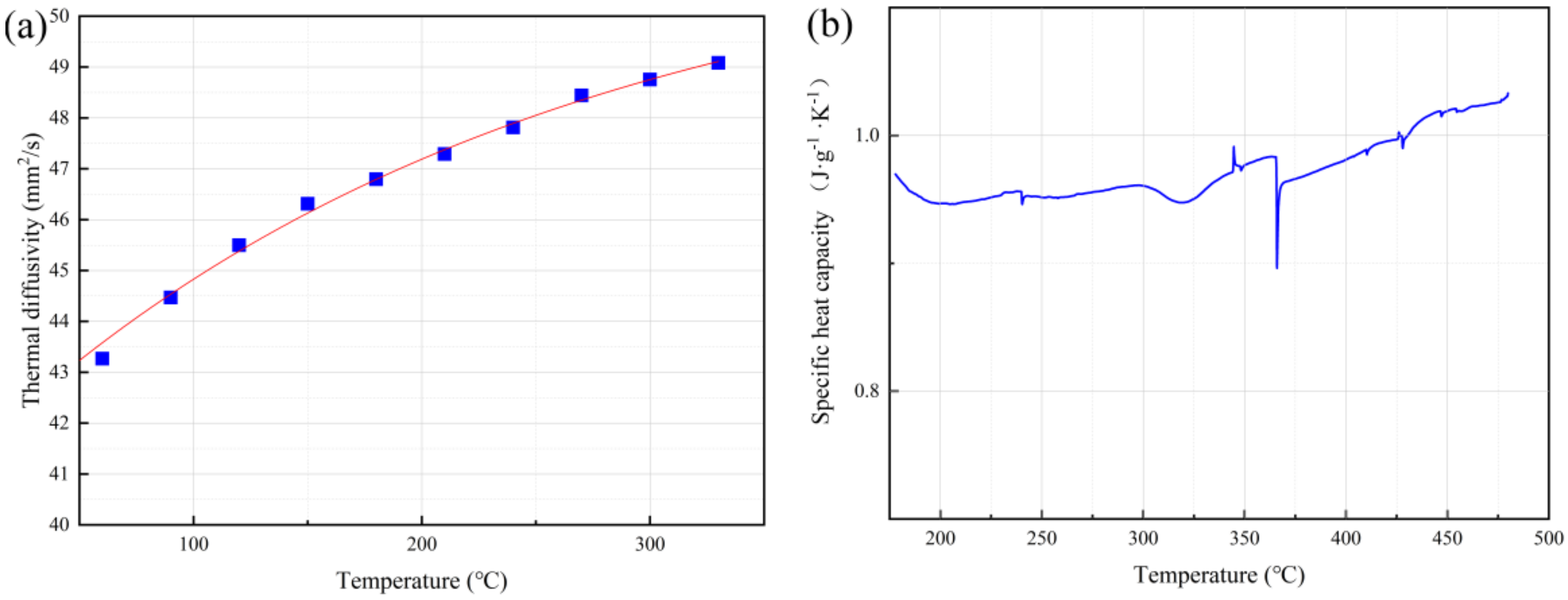
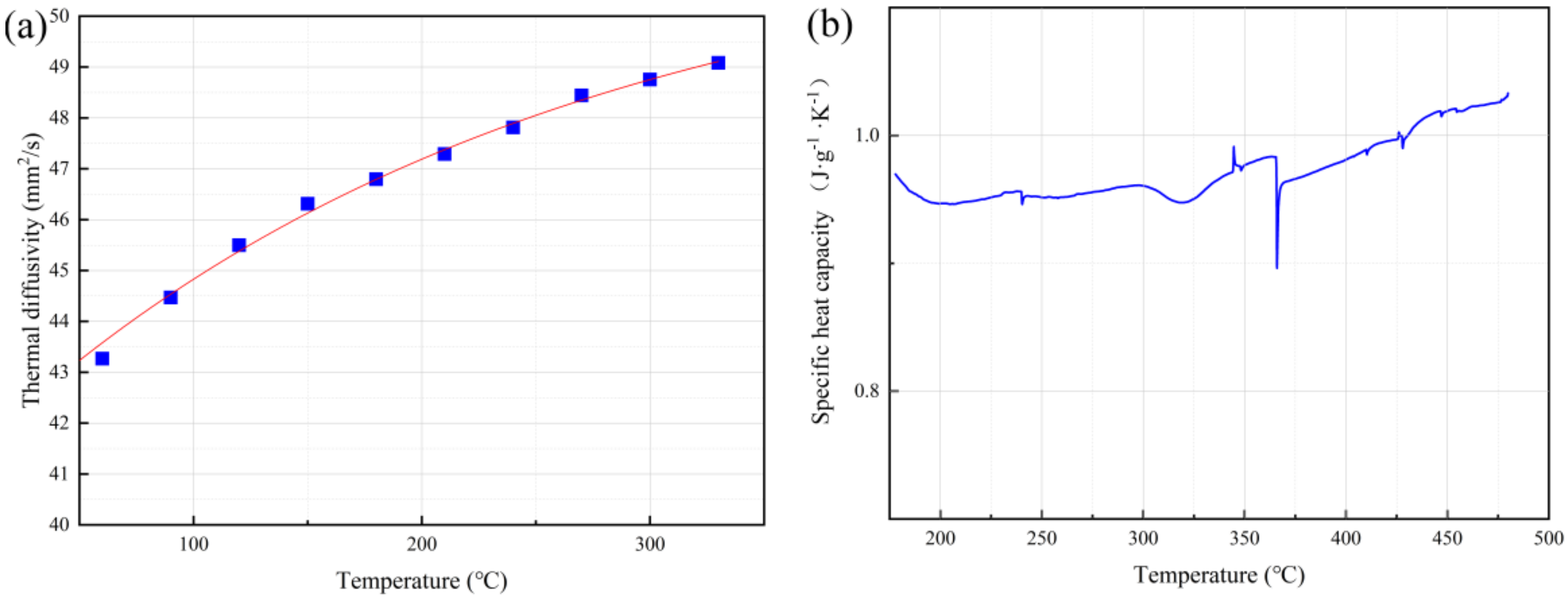
- The results show that the specific heat capacity (C), thermal diffusion coefficient (α), and thermal conductivity (λ) of Al-Mg alloy deposit specimens do not change greatly with the increase in specimen temperature. The temperature of a certain point in the specimen during deposition is inversely proportional to the length of the distance from the heat source.
- (2)
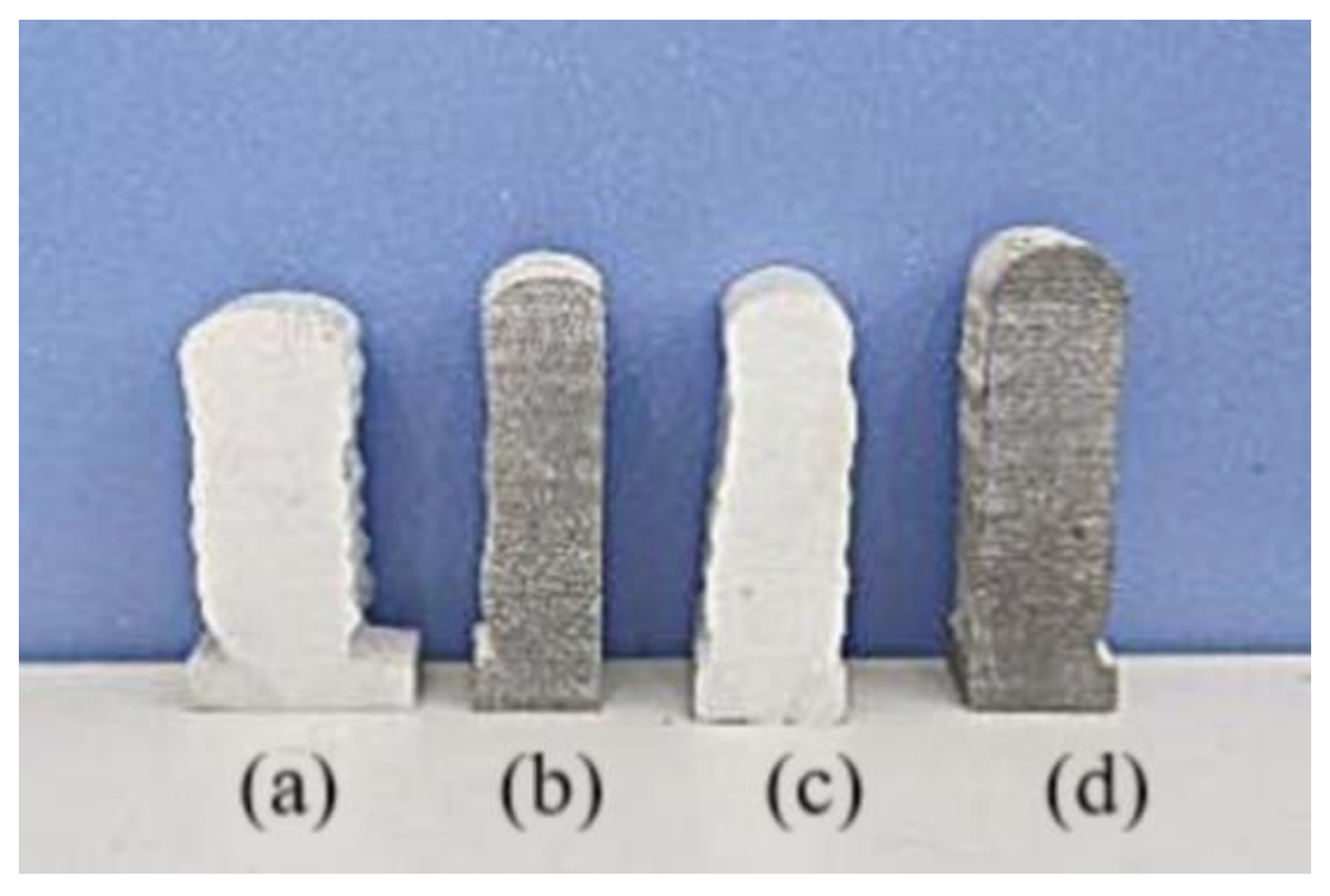
- The process of inter-layer cooling and the process of controlled heat input both produce better molding quality. Specimens with reduced heat input have less sidewall roughness and higher deposition rate.
- (3)
- In the deposition process, a controlled heat input will make the overall temperature of the specimen lower than the process where the heat input is not changed, and the whole process is characterized by rising temperature, constant temperature, and cooling.
- (4)
- The average grain size of bottom equiaxed grains in the three processes is similar. However, the grain size distribution of the specimen from the inter-layer cooling process is the largest, and the grains are the most heterogeneous, with the most grown recrystallized grains. The specimen with controlled heat input has the most uniform, smallest average grain size, and the fewest larger recrystallization grains.
- (5)
- The bottom regions of the two specimens without interlaminar cooling both have a rotational cube texture <110>. The specimens from the inter-layer cooling process show Brass and part Cube texture. The longer processing time and the larger multiple temperature changes result in a more complex thermal history and more stress, which changes the texture type.
- (6)
- The specimens with regional control of heat input have the highest average microhardness, and the fluctuation of microhardness is the smallest. The bottom of the deposited specimen is affected by the longest thermal history, resulting in low microhardness.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, C.; Li, Y.F.; Gao, M.; Zeng, X.Y. Wire arc additive manufacturing of Al-6Mg alloy using variable polarity cold metal transfer arc as power source. Mater. Sci. Eng. A 2018, 711, 415–423. [Google Scholar] [CrossRef]
- Gotterbarm, M.R.; Rausch, A.M.; Körner, C. Fabrication of Single Crystals through a µ-Helix Grain Selection Process during Electron Beam Metal Additive Manufacturing. Metals 2020, 10, 313. [Google Scholar] [CrossRef] [Green Version]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Liberini, M.; Astarita, A.; Campatelli, G.; Scippa, A.; Montevecchi, F.; Venturini, G.; Durante, M.; Boccarusso, L.; Minutolo, F.M.C.; Squillace, A. Selection of Optimal Process Parameters for Wire Arc Additive Manufacturing. Procedia CIRP. 2017, 62, 62–474. [Google Scholar] [CrossRef]
- Li, S.; Zhang, L.J.; Ning, J.; Wang, X.; Zhang, G.F.; Zhang, J.X.; Na, S.J.; Fatemeh, B. Comparative study on the microstructures and properties of wire+arc additively manufactured 5356 aluminium alloy with argon and nitrogen as the shielding gas. Addit. Manuf. 2020, 34, 101206. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Wang, X.; Wang, A.; Li, Y. Study on the deposition accuracy of omni-directional GTAW-based additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116649. [Google Scholar] [CrossRef]
- Jardin, R.T.; Tuninetti, V.; Tchuindjang, J.T.; Hashemi, N.; Carrus, R.; Mertens, A.; Duchêne, L.; Tran, H.S.; Habraken, A.M. Sensitivity Analysis in the Modelling of a High Speed Steel Thin-Wall Produced by Directed Energy Deposition. Metals 2020, 10, 1554. [Google Scholar] [CrossRef]
- Ren, L.; Gu, H.; Wang, W.; Wang, S.; Li, C.; Wang, Z.; Zhai, Y.; Ma, P. The Microstructure and Properties of an Al-Mg-0.3Sc Alloy Deposited by Wire Arc Additive Manufacturing. Metals 2020, 10, 320. [Google Scholar] [CrossRef] [Green Version]
- Ge, J.; Lin, J.; Lei, Y.; Fu, H. Location-related thermal history, microstructure and mechanical properties of arc additively manufactured 2Cr13 steel using cold metal transfer welding. Mater. Sci. Eng. A 2018, 715, 144–153. [Google Scholar] [CrossRef]
- Yang, Q.; Xia, C.; Deng, Y.; Li, X.; Wang, H. Microstructure and Mechanical Properties of AlSi7Mg0.6 Aluminum Alloy Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT). Materials 2019, 12, 2525. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ren, L.; Gu, H.; Wang, W.; Wang, S.; Li, C.D.; Wang, Z.B.; Zhai, Y.C.; Ma, P.H. Effect of Sc Content on the Microstructure and Properties of Al–Mg–Sc Alloys Deposited by Wire Arc Additive Manufacturing. Met. Mater. Int. 2021, 27, 68–77. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Zhang, P.L.; Li, S.W.; Wu, D.; Yu, Z.S. Wire and arc additive manufacturing of 4043 Al alloy using a cold metal transfer method. Int J Miner Metall Mater 2020, 27, 783–791. [Google Scholar] [CrossRef]
- Lehmann, T.; Jain, A.; Jain, Y.; Stainer, H.; Wolfe, T.; Henein, H.; Qureshi, A.J. Concurrent geometry- and material-based process identification and optimization for robotic CMT-based wire arc additive manufacturing. Mater. Des. 2020, 194, 108841. [Google Scholar] [CrossRef]
- Steinmeyer, D.E. Transport Phenomena, Revised 2nd Edition. 2008, 104, 59. [Google Scholar]
- Xu, X.; Zhao, Y.; Ma, B.; Zhang, J.; Zhang, M. Rapid grain refinement of 2024 Al alloy through recrystallization induced by electropulsing. Mater. Sci. Eng. A 2014, 612, 223–226. [Google Scholar] [CrossRef]
- Lin, H.; Tian, Y.; Sun, S.; Yang, H.; Zhang, Z. Significant Enhancement in Cryogenic Mechanical Properties of Cu–Al Alloy via Minor Recrystallization. Adv. Eng. Mater. 2019, 21, 1800889. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Mg | Cr | Si | Fe | Cu | Zn | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| ER5356 | <5.5 | <0.2 | 0.25 | 0.4 | 0.1 | 0.05 | <0.2 | <0.2 | balance |
| 6061 | 1.0 | 0.3 | 0.58 | 0.41 | 0.30 | < 0.2 | < 0.15 | < 0.05 | balance |
| Process Type | Parameters |
|---|---|
| Current | 150 A |
| Arc voltage | 16.7 V |
| Travel speed | 8 mm/s |
| Argon flow rate | 20 L/min |
| Code | Welding Heat Input | Inter-Layer Cooling System |
|---|---|---|
| a | Welding current 150 A | No cooling |
| b | Welding current 150 A | Inter-layer cooling for 3 min |
| c | Initial current 150 A Each layer decreases by 2 A | No cooling |
| d | Initial current 150 A The first six layers reduce 3 A by layer The middle six layers reduce 2 A by layer The next six layers reduce 1 A by 2 layers | No cooling |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, F.; Yang, Y.; Feng, H. Regional Control and Optimization of Heat Input during CMT by Wire Arc Additive Manufacturing: Modeling and Microstructure Effects. Materials 2021, 14, 1061. https://doi.org/10.3390/ma14051061
Chen F, Yang Y, Feng H. Regional Control and Optimization of Heat Input during CMT by Wire Arc Additive Manufacturing: Modeling and Microstructure Effects. Materials. 2021; 14(5):1061. https://doi.org/10.3390/ma14051061
Chicago/Turabian StyleChen, Furong, Yihang Yang, and Hualong Feng. 2021. "Regional Control and Optimization of Heat Input during CMT by Wire Arc Additive Manufacturing: Modeling and Microstructure Effects" Materials 14, no. 5: 1061. https://doi.org/10.3390/ma14051061
APA StyleChen, F., Yang, Y., & Feng, H. (2021). Regional Control and Optimization of Heat Input during CMT by Wire Arc Additive Manufacturing: Modeling and Microstructure Effects. Materials, 14(5), 1061. https://doi.org/10.3390/ma14051061