
Experimental Investigation of Fatigue Crack Growth Behavior of the 2.25Cr1Mo0.25V Steel Welded Joint Used in Hydrogenation Reactors

Abstract
:1. Introduction
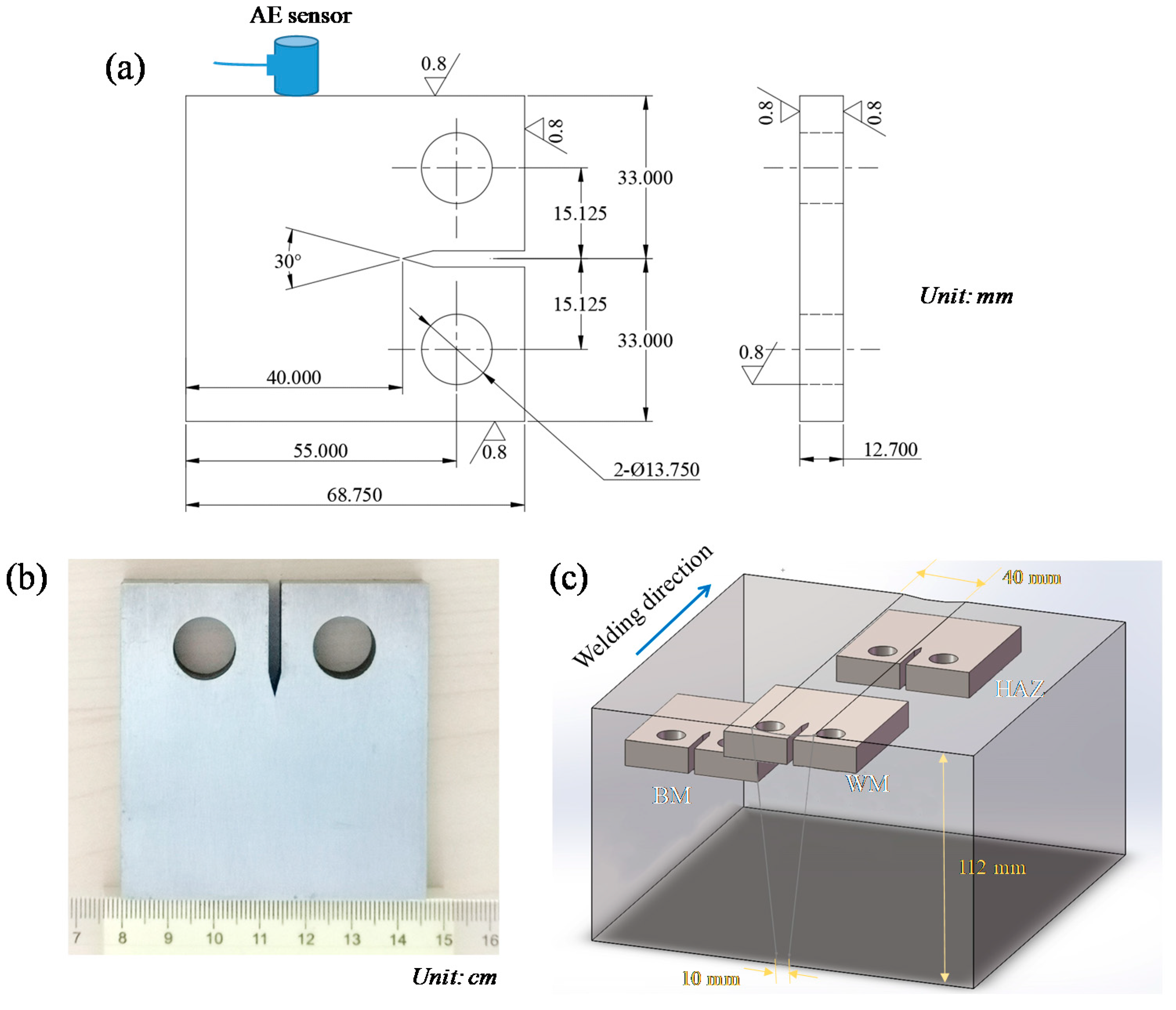
2. Materials and Methods
3. Results and Discussion
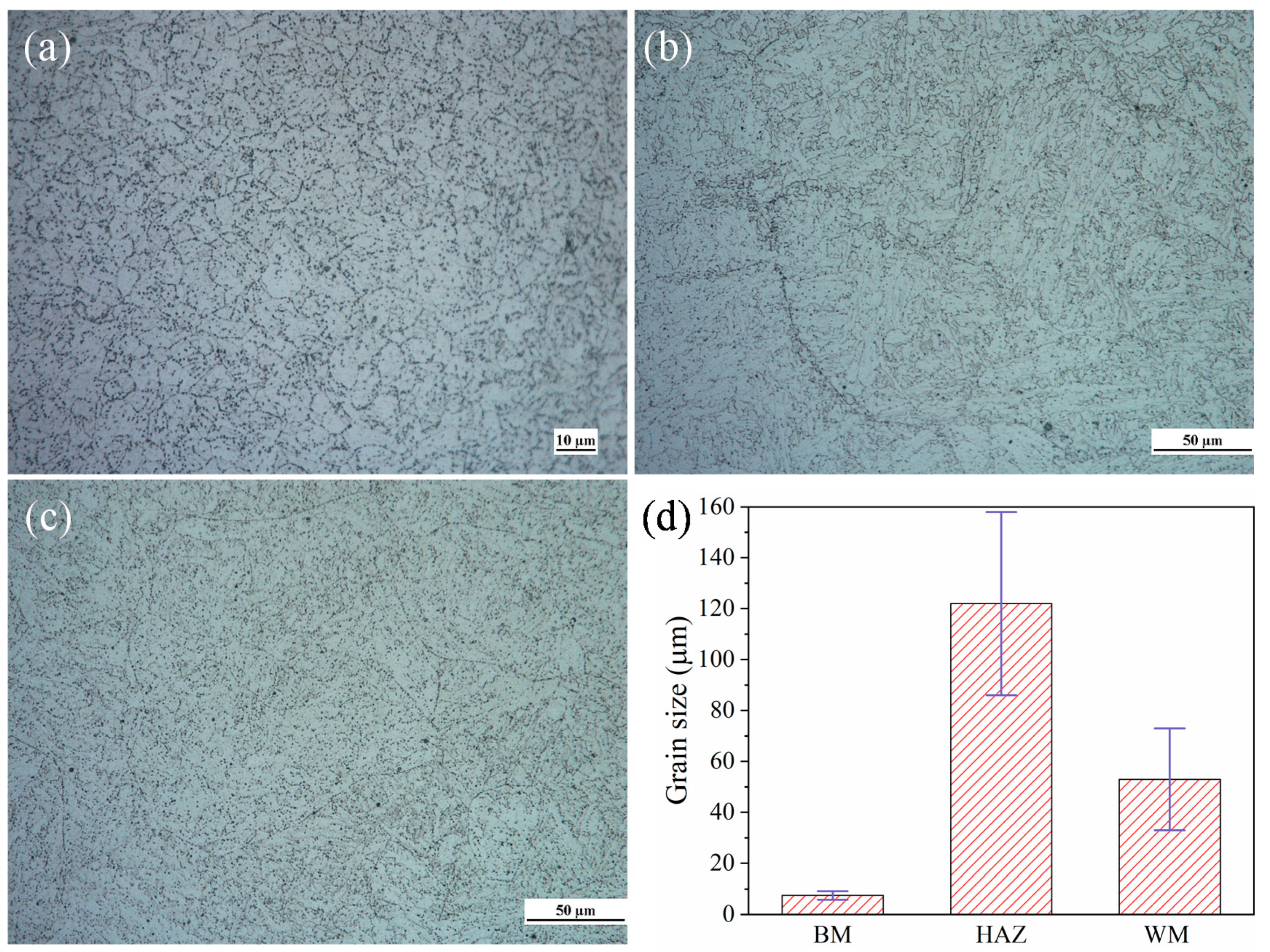
3.1. Microstructures
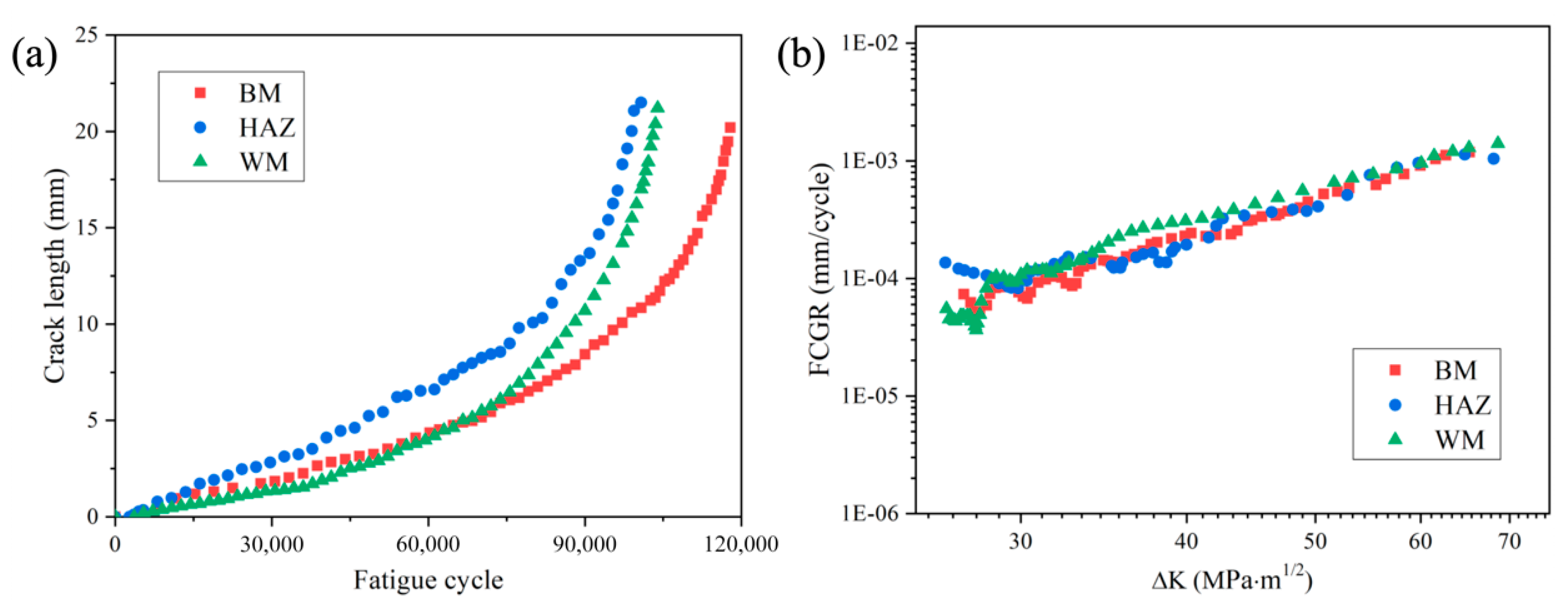
3.2. FCG Behavior
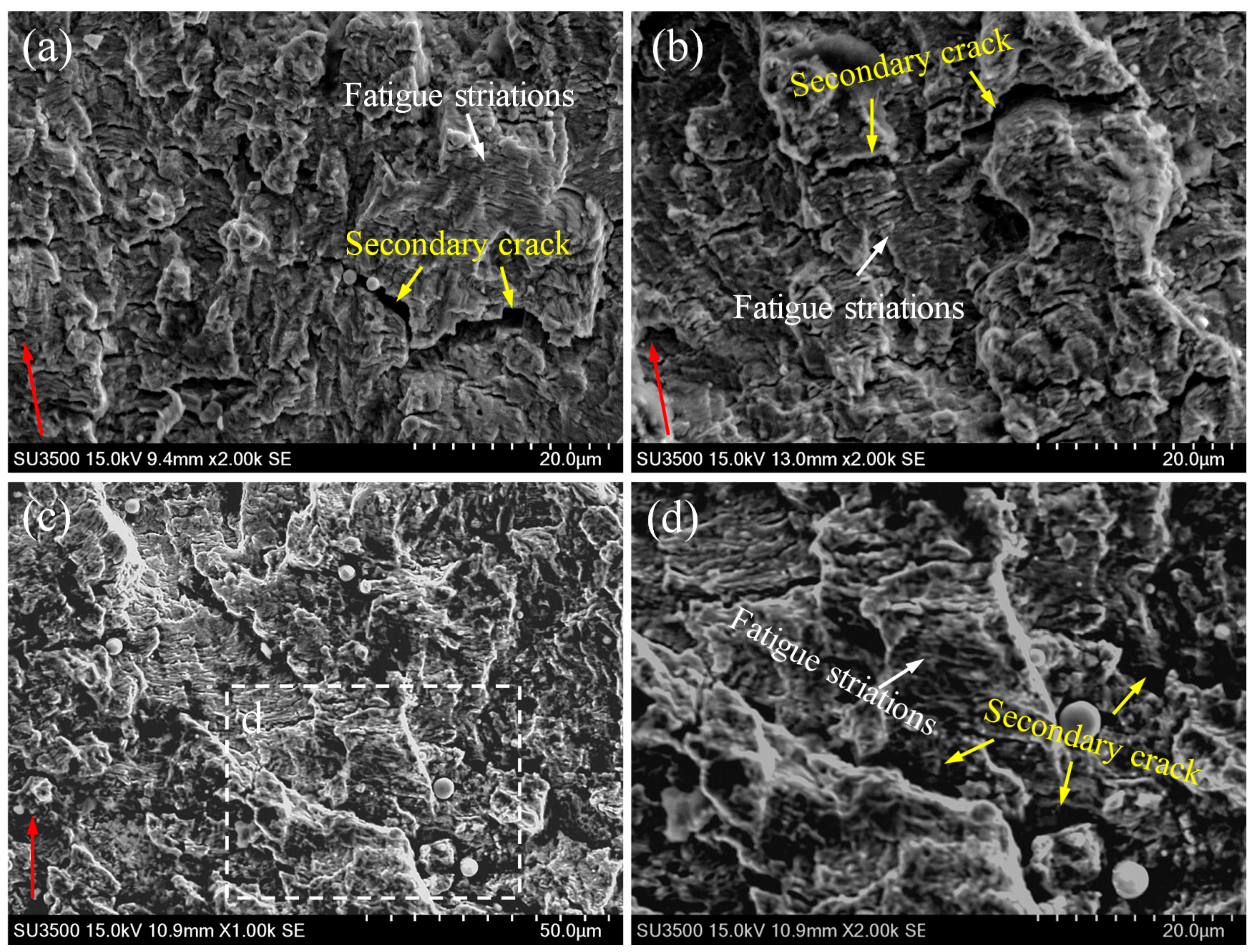
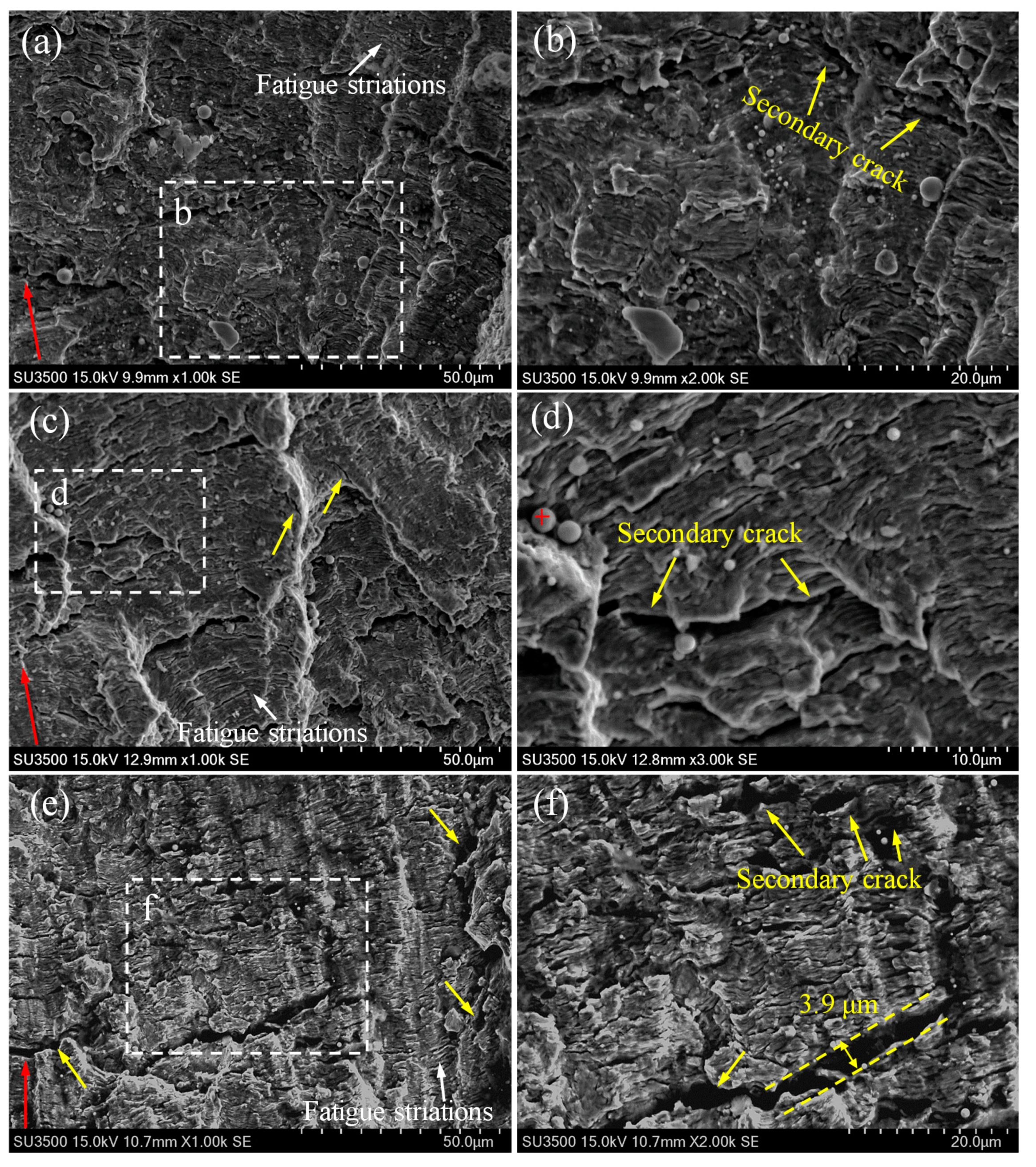
3.3. Fracture Morphology
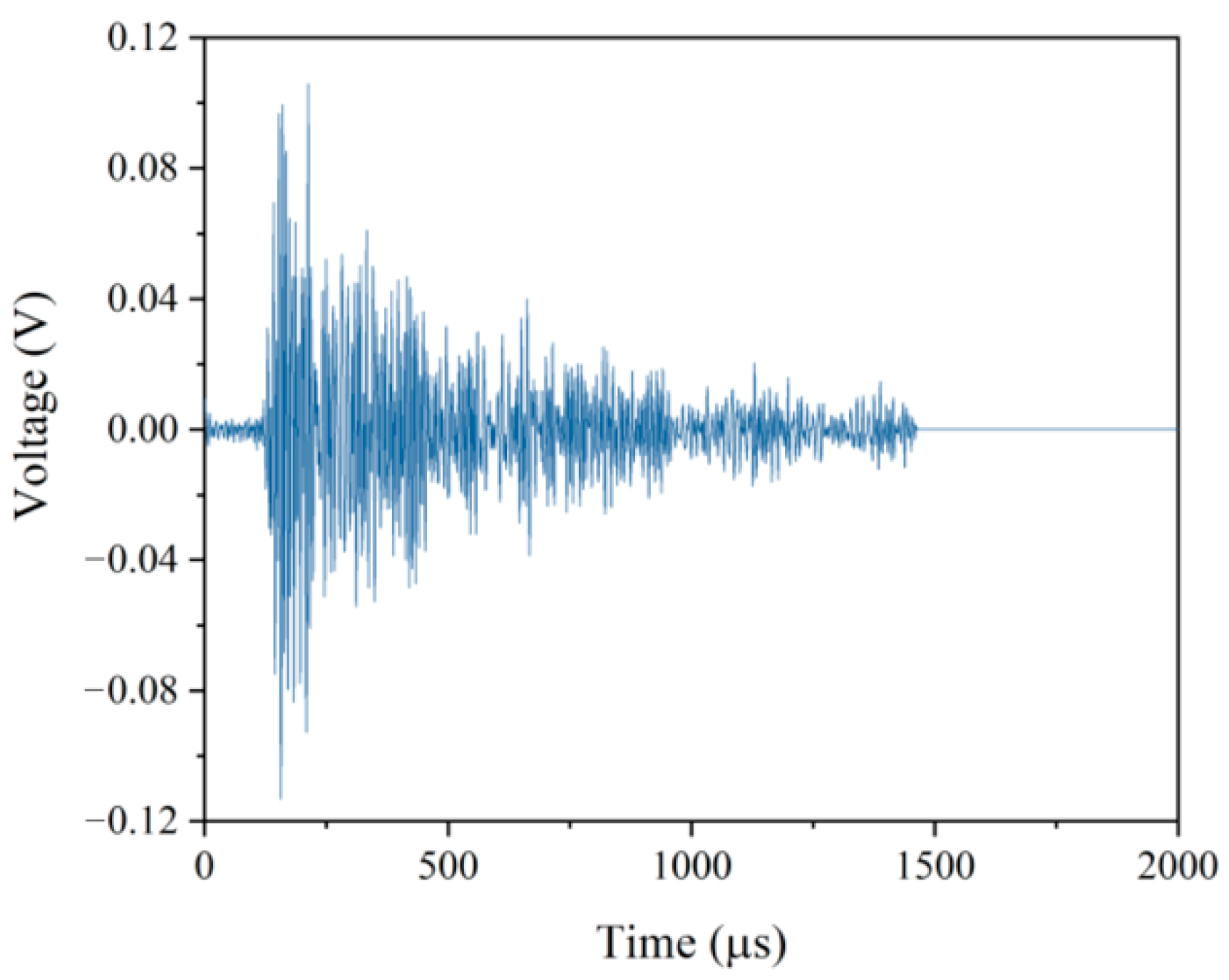
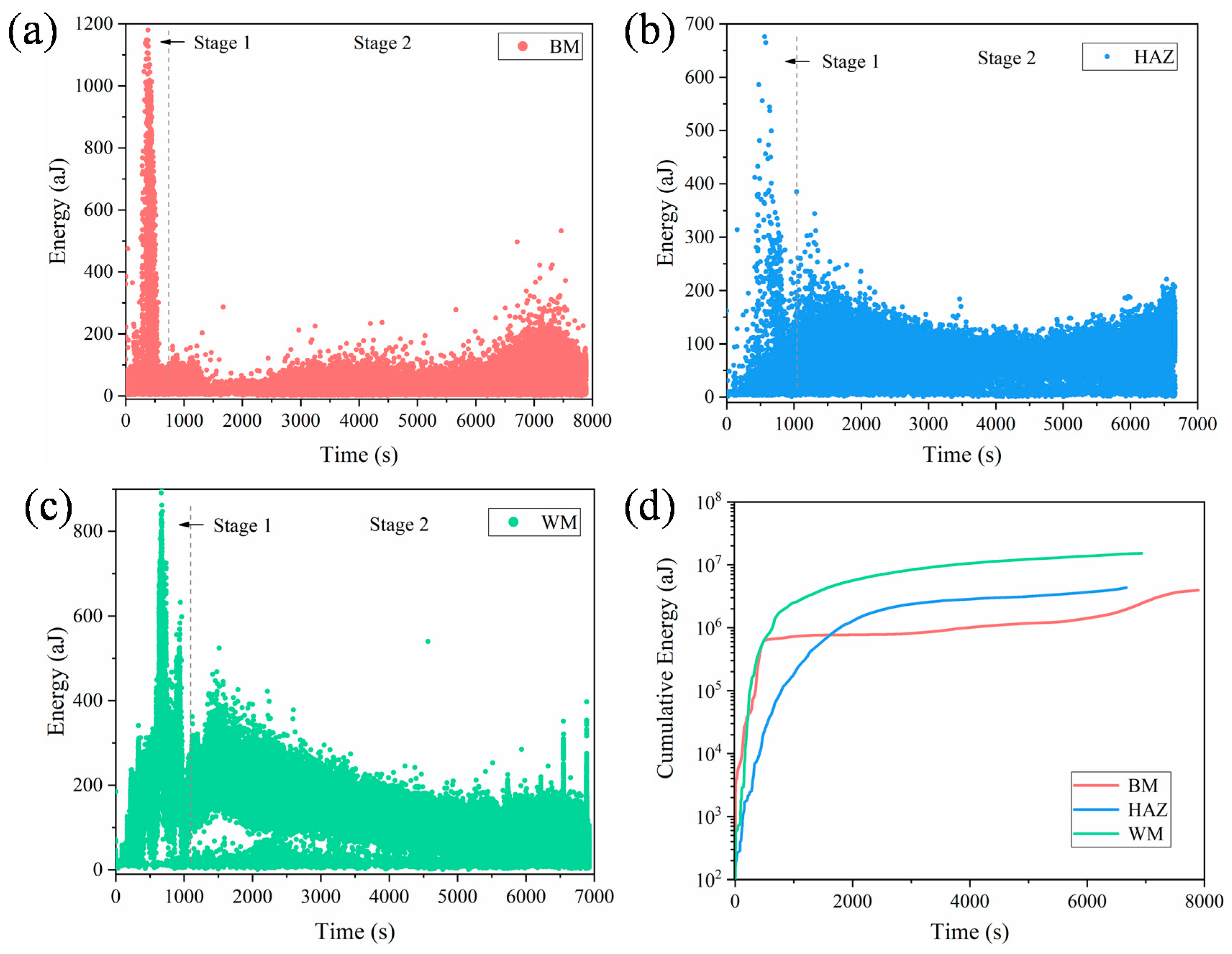
3.4. Acoustic Emission Analysis
4. Conclusions
- The microstructure of BM is fine granular bainite, while the WM shows coarser bainite grains. The HAZ exhibits the most significantly inhomogeneity, with large dispersion of grain size.
- The FCGRs of HAZ specimen are approximately two times higher at low ΔK values than those of BM and WM, which could be attributed to non-uniform microstructure with much coarser grains. The BM shows the most superior fatigue resistance, which is due to the fine equiaxed bainite grains. The relationship between FCGR and ΔK follows the Paris law.
- SEM analyses reveal the transgranular fracture with fatigue striations as the dominant fracture mechanism for all specimens. Moreover, the fracture surface of the WM specimen shows a significantly larger density of secondary cracks with large size compared to BM and HAZ specimens.
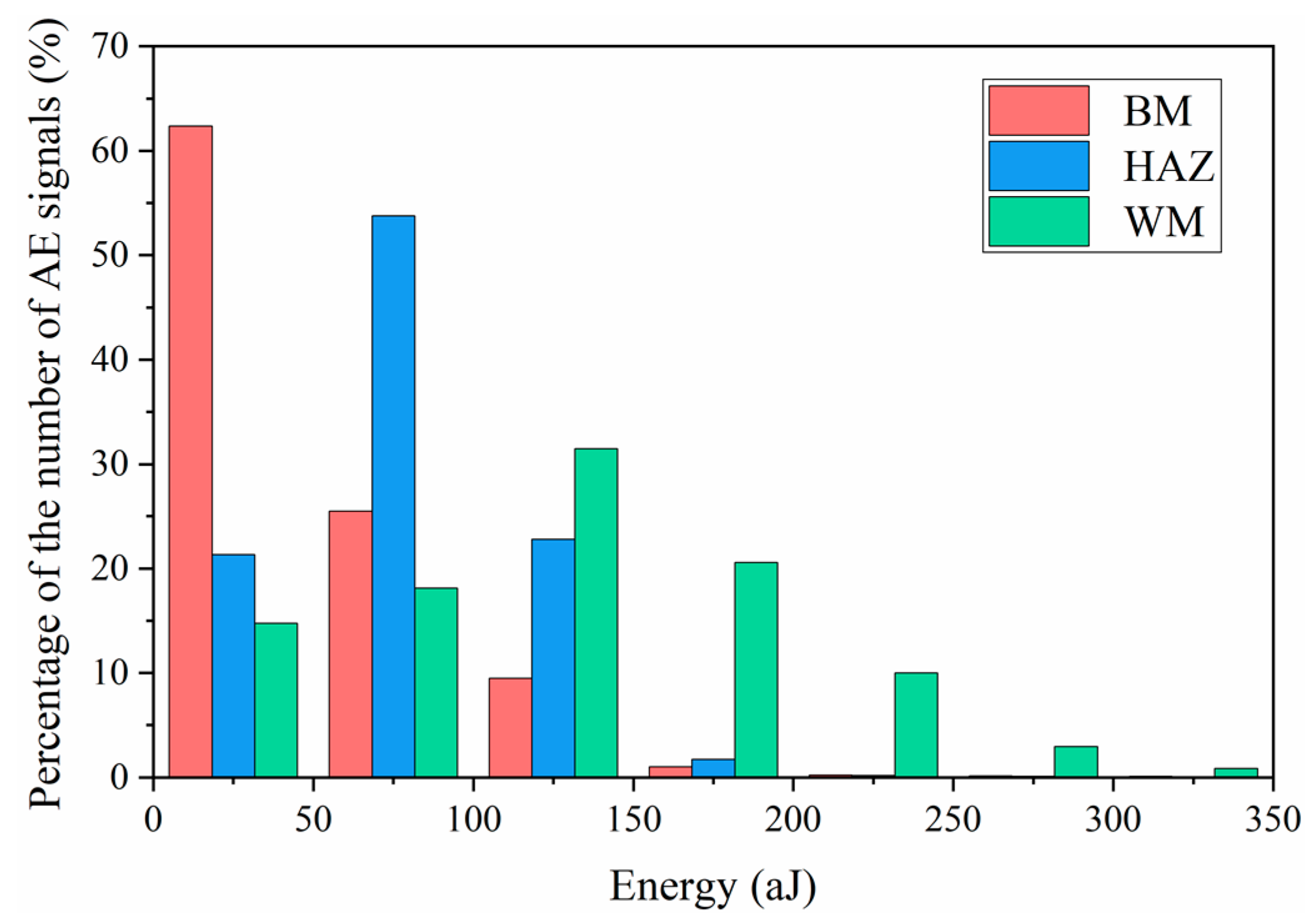
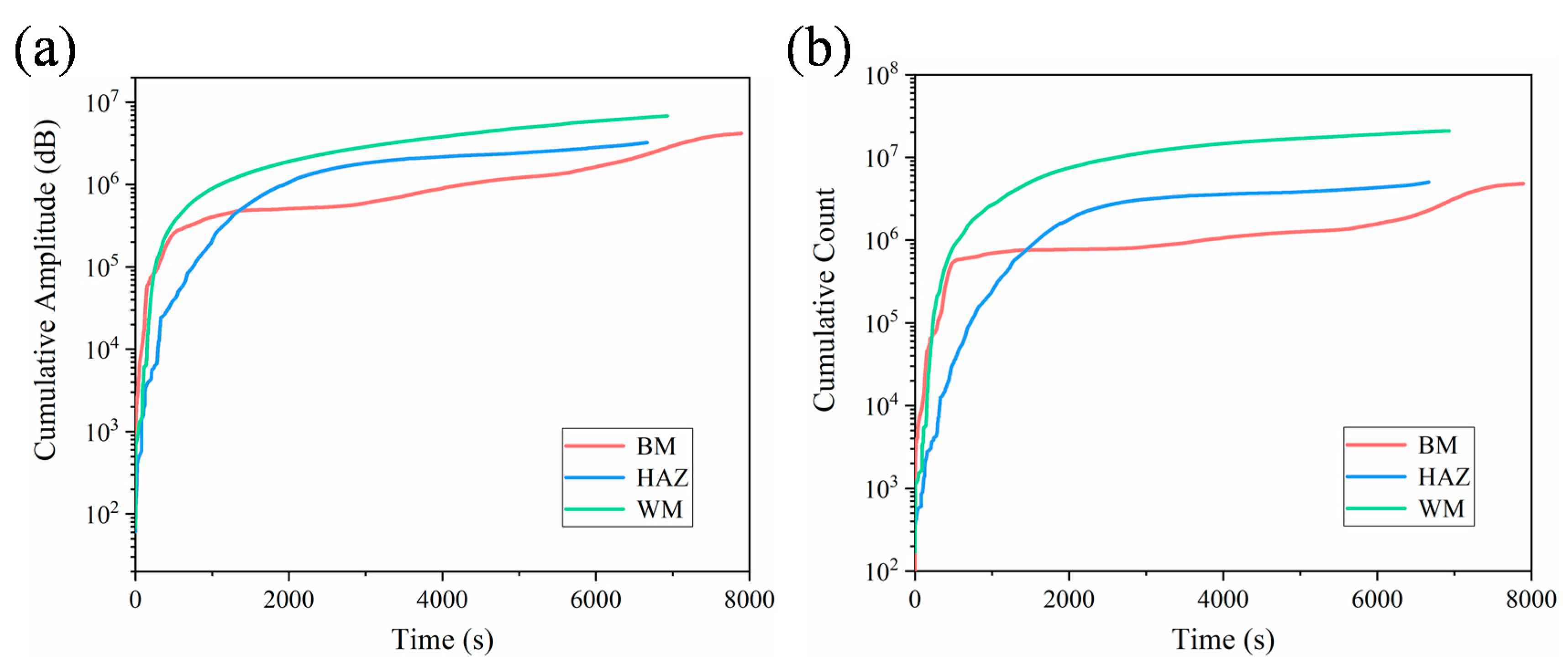
- The FCG in the WM specimen generates more AE activity with higher energy values of AE signals compared to BM and HAZ specimens. This is attributed to the combined influence of the formation of numerous secondary cracks and coarse-grained microstructures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, X.; Fan, Z.; Chen, Y.; Zhang, X.; Cui, J.; Zheng, J.; Shou, B. Development of Lightweight Design and Manufacture of Heavy-Duty Pressure Vessels in China. In Proceedings of the ASME 2018 Pressure Vessels and Piping Conference, Volume 1B: Codes and Standards, Prague, Czech Republic, 15–20 July 2018. [Google Scholar] [CrossRef]
- Huang, S.; Li, Y.; Song, X.; Hui, H.; Zhong, J. Experiment and numerical investigation on manufacturing induced material inhomogeneity in hydrogenation reactor shell. J. Press. Vessel Technol. ASME 2020, 142, 051504. [Google Scholar] [CrossRef]
- Fu, R.D.; Wu, S.F.; Zhou, W.H.; Zhang, W.H.; Yang, Y.Q.; Zhang, F.C. Effects of heat treatment processes on microstructure and properties of 2·25Cr–1Mo–0·25V HSLA steels. Met. Sci. J. 2013, 25, 50–55. [Google Scholar] [CrossRef]
- Wang, Y.; Cheng, G.; Qin, M.; Li, Q.; Zhang, Z.; Chen, K.; Li, Y.; Hu, H.; Wu, W.; Zhang, J. Effect of high temperature deformation on the microstructure, mechanical properties and hydrogen embrittlement of 2.25Cr–1Mo-0.25 V steel. Int. J. Hydrogen Energy 2017, 42, 24549–24559. [Google Scholar] [CrossRef]
- Jiang, Z.; Wang, P.; Li, D.; Li, Y. The evolutions of microstructure and mechanical properties of 2.25Cr-1Mo-0.25V steel with different initial microstructures during tempering. Mater. Sci. Eng. A 2017, 699, 165–175. [Google Scholar] [CrossRef]
- Han, Y.; Chen, X.; Fan, Z.; Bu, H.; Zhou, Y. Reheat Cracking Sensitivity of CGHAZ in Vanadium-Modified 2.25Cr1Mo Welds. In Proceedings of the ASME 2014 Pressure Vessels and Piping Conference, Volume 8: Seismic Engineering, Anaheim, CA, USA, 20–24 July 2014. [Google Scholar] [CrossRef]
- Chauvy, C.; Pillot, S. Prevention of Weld Metal Reheat Cracking During Cr-Mo-V Heavy Reactors Fabrication. In Proceedings of the ASME 2009 Pressure Vessels and Piping Conference, Volume 1: Codes and Standards, Prague, Czech Republic, 26–30 July 2009; pp. 243–251. [Google Scholar]
- Yang, B.; Xuan, F.-Z. Creep behavior of subzones in a CrMoV weldment characterized by the in-situ creep test with miniature specimens. Mater. Sci. Eng. A 2018, 723, 148–156. [Google Scholar] [CrossRef]
- Huang, S.; Chen, Z.; Li, Y.; Zhang, D. Impact of Hot Bending on the High-Temperature Performance and Hydrogen Damage of 2.25Cr-1Mo-0.25V Steel. J. Mater. Eng. Perform. 2018, 28, 567–577. [Google Scholar] [CrossRef]
- Peral, L.B.; Zafra, A.; Blasón, S.; Rodríguez, C.; Belzunce, J. Effect of hydrogen on the fatigue crack growth rate of quenched and tempered CrMo and CrMoV steels. Int. J. Fatigue 2019, 120, 201–214. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, X. Effect of cyclic softening and stress relaxation on fatigue behavior of 2.25Cr1Mo0.25V steel under strain-controlled fatigue-creep interaction at 728k. Int. J. Fatigue 2020, 140, 105848. [Google Scholar] [CrossRef]
- Tsay, L.; Liu, C.; Chao, Y.-H.; Shieh, Y. Fatigue crack propagation in 2.25 Cr–1.0Mo steel weldments in air and hydrogen. Mater. Sci. Eng. A 2001, 299, 16–26. [Google Scholar] [CrossRef]
- Deng, X.; Lu, F.; Cui, H.; Tang, X.; Li, Z. Microstructure correlation and fatigue crack growth behavior in dissimilar 9Cr/CrMoV welded joint. Mater. Sci. Eng. A 2016, 651, 1018–1030. [Google Scholar] [CrossRef]
- Song, Y.; Chai, M.; Yang, B.; Han, Z.; Ai, S.; Liu, Y.; Cheng, G.; Li, Y. Investigation of the influence of pre-charged hydrogen on fracture toughness of as-received 2.25Cr1Mo0.25V steel and weld. Materials 2018, 11, 1068. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Chai, M.; Wu, W.; Liu, Y.; Qin, M.; Cheng, G. Experimental investigation of the effect of hydrogen on fracture toughness of 2.25Cr-1Mo-0.25V steel and welds after annealing. Materials 2018, 11, 499. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chai, M.; Zhang, Z.; Duan, Q. A new qualitative acoustic emission parameter based on shannon’s entropy for damage mon-itoring. Mech. Syst. Signal Proc. 2018, 100, 617–629. [Google Scholar] [CrossRef]
- Yang, Z.; Yan, W.; Jin, L.; Li, F.; Hou, Z. A novel feature representation method based on original waveforms for acoustic emission signals. Mech. Syst. Signal Process. 2020, 135, 106365. [Google Scholar] [CrossRef]
- Li, L.; Zhang, Z.; Shen, G. Influence of grain size on fatigue crack propagation and acoustic emission features in commercial-purity zirconium. Mater. Sci. Eng. A 2015, 636, 35–42. [Google Scholar] [CrossRef]
- Chen, J.; Kan, Q.; Li, Q.; Yin, H. Effects of grain size on acoustic emission of nanocrystalline superelastic NiTi shape memory alloys during fatigue crack growth. Mater. Lett. 2019, 252, 300–303. [Google Scholar] [CrossRef]
- Ennaceur, C.; Laksimi, A.; Hervé, C.; Cherfaoui, M. Monitoring crack growth in pressure vessel steels by the acoustic emission technique and the method of potential difference. Int. J. Press. Vessel Pip. 2006, 83, 197–204. [Google Scholar] [CrossRef]
- Han, Z.; Luo, H.; Zhang, Y.; Cao, J. Effects of micro-structure on fatigue crack propagation and acoustic emission behaviors in a micro-alloyed steel. Mater. Sci. Eng. A 2013, 559, 534–542. [Google Scholar] [CrossRef]
- Qin, M.; Li, Q.; Zhang, J.; Cheng, G.; Zhang, Z. Numerical simulation of temperature field and residual stress in multi-pass welds in 2.25Cr-1Mo-0.25V steel plate and comparison with experimental measurements. In Proceedings of the ASME 2017 Pressure Vessels and Piping Conference, Hilton Waikoloa Village, HI, USA, 16–20 July 2017. [Google Scholar]
- Li, Q.; Cheng, G.; Qin, M.; Wang, Y.; Zhang, Z. Research on Carbide Characteristics and Their Influence on the Properties of Welding Joints for 2.25Cr1Mo0.25V Steel. Materials 2021, 14, 891. [Google Scholar] [CrossRef]
- ASTM E415-17. Standard Test Method for Analysis of Carbon and Low-Alloy Steel by Spark Atomic Emission Spectrometry; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM E647-11. Standard Test Method for Measurement of Fatigue Crack Growth Rates; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM E3-11. Standard Guide for Preparation of Metallographic Specimens; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM E112-13. Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kannan, V.P. Application of different acoustic emission descriptors in damage assessment of fiber reinforced plastics: A comprehensive review. Eng. Fract. Mech. 2020, 235, 107083. [Google Scholar] [CrossRef]
- Zafra, A.; Álvarez, G.; Belzunce, J.; Alegre, J.M.; Rodríguez, C. Fracture toughness of coarse-grain heat affected zone of quenched and tempered crmo steels with internal hydrogen: Fracture micromechanisms. Eng. Fract. Mech. 2020, 241, 107433. [Google Scholar] [CrossRef]
- Shome, M. Effect of heat-input on austenite grain size in the heat-affected zone of HSLA-100 steel. Mater. Sci. Eng. A 2007, 445, 454–460. [Google Scholar] [CrossRef]
- Wang, Q.; Yan, Z.; Liu, X.; Dong, Z.; Fang, H. Understanding of fatigue crack growth behavior in welded joint of a new gen-eration Ni-Cr-Mo-V high strength steel. Eng. Fract. Mech. 2018, 194, 224–239. [Google Scholar] [CrossRef]
- Muransky, O.; Smith, M.; Bendeich, P.; Hosseinzadeh, F.; Edwards, L. Numerical analysis of retained residual stresses in C(T) specimen extracted from a multi-pass austenitic weld and their effect on crack growth. Eng. Fract. Mech. 2014, 126, 40–53. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, X.; Wang, W.; Yang, C.; Xiong, X.; Fang, H. Mixed mode fatigue crack growth behavior of Ni-Cr-Mo-V high strength steel weldments. Int. J. Fatigue 2017, 102, 79–91. [Google Scholar] [CrossRef]
- Paris, P.; Erdogan, F. A Critical Analysis of Crack Propagation Laws; ASME: New York, NY, USA, 1963. [Google Scholar]
- Laird, C. The Influence of Metallurgical Structure on the Mechanisms of Fatigue Crack Propagation; ASTM International: West Conshohocken, PA, USA, 1967; p. 36. [Google Scholar]
- Gauthier, P.; De Rabaudy, H.; Auvinet, J. Secondary cracking process during fatigue crack propagation. Eng. Fract. Mech. 1973, 5, 977–981. [Google Scholar] [CrossRef]
- Bai, J.-B.; Chen, S.-Y. Secondary cracking during surface crack growth under tensile fatigue loading. Eng. Fract. Mech. 1988, 30, 161–167. [Google Scholar] [CrossRef]
- Li, S.; Kang, Y.; Kuang, S. Effects of microstructure on fatigue crack growth behavior in cold-rolled dual phase steels. Mater. Sci. Eng. A 2014, 612, 153–161. [Google Scholar] [CrossRef]
- Long, J.; Zhang, L.J.; Zhang, Q.B.; Wang, W.K.; Zhang, J.X. Microstuctural characteristics and low cycle fatigue properties at 230 °C of different weld zone materials from a 100 mm thick dissimilar weld of ultra-supercritical rotor steel. Int. J. Fatigue 2019, 130, 105248. [Google Scholar] [CrossRef]
- Hu, D.; Mao, J.; Song, J.; Meng, F.; Shan, X.; Wang, R. Experimental investigation of grain size effect on fatigue crack growth rate in turbine disc superalloy GH4169 under different temperatures. Mater. Sci. Eng. A 2016, 669, 318–331. [Google Scholar] [CrossRef]
- Lepage, W.S.; Ahadi, A.; Lenthe, W.C.; Sun, Q.-P.; Pollock, T.M.; Shaw, J.A.; Daly, S.H. Grain size effects on NiTi shape memory alloy fatigue crack growth. J. Mater. Res. 2017, 33, 91–107. [Google Scholar] [CrossRef]
- Yin, D.; Liu, H.; Chen, Y.; Yi, D.; Wang, B.; Wang, B.; Shen, F.; Fu, S.; Tang, C.; Pan, S. Effect of grain size on fatigue-crack growth in 2524 aluminium alloy. Int. J. Fatigue 2016, 84, 9–16. [Google Scholar] [CrossRef]
- Grosse, C.U.; Ohtsu, M. Acoustic Emission Testing; Springer Science & Business Media: Berlin, Germany, 2008. [Google Scholar]
- Mukhopadhyay, C.; Sasikala, G.; Jayakumar, T.; Raj, B. Acoustic emission during fracture toughness tests of SA333 Gr.6 steel. Eng. Fract. Mech. 2012, 96, 294–306. [Google Scholar] [CrossRef]
- Yu, J.; Ziehl, P.; Matta, F.; Pollock, A. Acoustic emission detection of fatigue damage in cruciform welded joints. J. Constr. Steel Res. 2013, 86, 85–91. [Google Scholar] [CrossRef]
- Kohn, D.H.; Ducheyne, P.; Awerbuch, J. Sources of acoustic emission during fatigue of Ti-6Al-4V: Effect of microstructure. J. Mater. Sci. 1992, 27, 1633–1641. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength (MPa) | Ultimate Strength (MPa) | Percentage of Elongation (%) | Percentage of Area Reduction (%) |
|---|---|---|---|
| 569 | 678 | 29 | 81 |
| Element | C | Si | Mn | P | S | Cr | Mo | V | Al | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| BM | 0.15 | 0.10 | 0.54 | 0.009 | 0.01 | 2.30 | 0.98 | 0.30 | 0.05 | - | - |
| WM | 0.12 | 0.22 | 1.07 | 0.004 | 0.004 | 2.45 | 1.03 | 0.42 | - | 0.03 | 0.11 |
| Specimen | C | m | R2 |
|---|---|---|---|
| BM | 6.309−10 | 3.454 | 0.986 |
| HAZ | 8.433−9 | 2.772 | 0.899 |
| WM | 2.564−10 | 3.746 | 0.950 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Y.; Chai, M.; Han, Z. Experimental Investigation of Fatigue Crack Growth Behavior of the 2.25Cr1Mo0.25V Steel Welded Joint Used in Hydrogenation Reactors. Materials 2021, 14, 1159. https://doi.org/10.3390/ma14051159
Song Y, Chai M, Han Z. Experimental Investigation of Fatigue Crack Growth Behavior of the 2.25Cr1Mo0.25V Steel Welded Joint Used in Hydrogenation Reactors. Materials. 2021; 14(5):1159. https://doi.org/10.3390/ma14051159
Chicago/Turabian StyleSong, Yan, Mengyu Chai, and Zelin Han. 2021. "Experimental Investigation of Fatigue Crack Growth Behavior of the 2.25Cr1Mo0.25V Steel Welded Joint Used in Hydrogenation Reactors" Materials 14, no. 5: 1159. https://doi.org/10.3390/ma14051159