1. Introduction
Many metallic components are frequently subjected to severe working conditions during service, such as alternating heavy loads, high temperature, high pressure, and wear, which can easily cause defects on these parts. Frequent failures of these components can lead to a severe drop in productivity and process efficiency. Repair or remanufacturing damaged components provides solutions to increase their life economically with minimal interruption in the production process. The typical repair process mainly involves two steps. First, the irregular surface defects are machined by creating a V-shaped groove. Second, suitable materials are deposited back into the damaged zone using welding or additive manufacturing methods [
1]. The laser-aided directed energy deposition (DED) process has shown great applications in the field of component repair [
2,
3]. DED is a typical additive manufacturing process that can create fully dense complex parts by directly melting materials and depositing them on the workpiece layer-by-layer following a user-defined tool path [
4,
5,
6,
7]. In this process, a high-power laser with a very small concentration area is used to create a molten pool on the damaged parts. The filler material, usually powders, experiences melting and cooling, and then solidifies to form the deposits. The deposits are usually fully dense and can form an excellent bond with the base parts [
8,
9] and have high mechanical properties, including tensile strength and fracture toughness [
10,
11]. For component repair, DED outperforms conventional repair approaches, with the following advantages: (1) precise control of the heating and deposition rate over the geometry and substrate; (2) better compatibility with many advanced materials; and (3) automation capability [
12,
13,
14,
15,
16].
In the pre-repair process, a V-groove down to the defects is first obtained by removing the defects and surrounding materials so that the DED tools can access the damaged zone. After that, the repair volume is defined, and the damage is then refilled by depositing appropriate materials following the defined repair volume. In the DED process, a high-energy laser beam emits the powder nonuniformly. This high-intensity laser can produce complex thermal history and significant thermal residual stresses. Residual stress induced by a high thermal gradient is likely to cause distortion, cracking, and fatigue failure and impacts the quality of the repaired product. Many endeavors have been made to alleviate the undesirable effects and hence reduce the defects of the finished part. It has been recognized that V-groove geometry imposes a considerable impact on the mechanical performance of finished parts. For example, Graf [
17] has analyzed the feasibility of laser metal deposition for refilling different V-groove shapes with both stainless steel and Ti6Al4V by experiments. They reported that the V-groove should be wide enough to ensure a successful rebuild without defects. Pinkerton [
18] machined varied V-groove-shaped defects on H13 tool steel substrates and then repaired the missing volumes using the DED process. They concluded that a steep sidewall tilt angle cannot guarantee good metallurgical bonding between the as-deposited material and damaged parts because of the lower laser energy on the steep sidewall. Zhang et. al. [
19] repaired three V-shaped defects with varied sidewall inclination angles on H13 tool steel substrates with a cobalt-based alloy. The microstructure and mechanical properties of rebuilt samples revealed that materials can be successfully deposited on H13 tool steel, except for 90° sidewall damage with a lack of fusion and many pores. Some works have tried to accomplish better repair performance under slot geometry with various materials [
20,
21,
22,
23]. Paul et. al. [
24] reported that they were able to produce fully dense and crack-free WC-Co coatings on low carbon steel with excellent interfacial bonding and much higher hardness. Zhang et al. [
25,
26,
27] repaired damaged compressor blades and damaged dies using the DED process. They concluded that the sidewall inclination angle of the slot should be carefully determined to obtain high-quality repair.
It is instructed that the sidewall tilt angle for V-groove geometry considerably affects the bonding condition of the filler material and substrate since it affects how laser melts the materials on the sidewall. However, there is no direct evidence to demonstrate the causality in the current literature. A clear understanding of that causality helps to optimize the sidewall inclination angle and hence produces good products. Therefore, it is of particular importance to elucidate the fusion conditions and temperature distribution with metallurgical bonding. Previous studies mainly focused on microstructure and performance testing analysis by experiments, finding that it is not easy to measure temperature evolution in the melt pool. In this study, the temperature and stress evolution in the DED process was tracked by both numerical and experimental analysis. With this information, the effect of sidewall inclination angle on the emergence of defects in repaired parts can be clearly understood. The thermal history and laser intensity in the DED process can also be analyzed in order to optimize design or geometry.
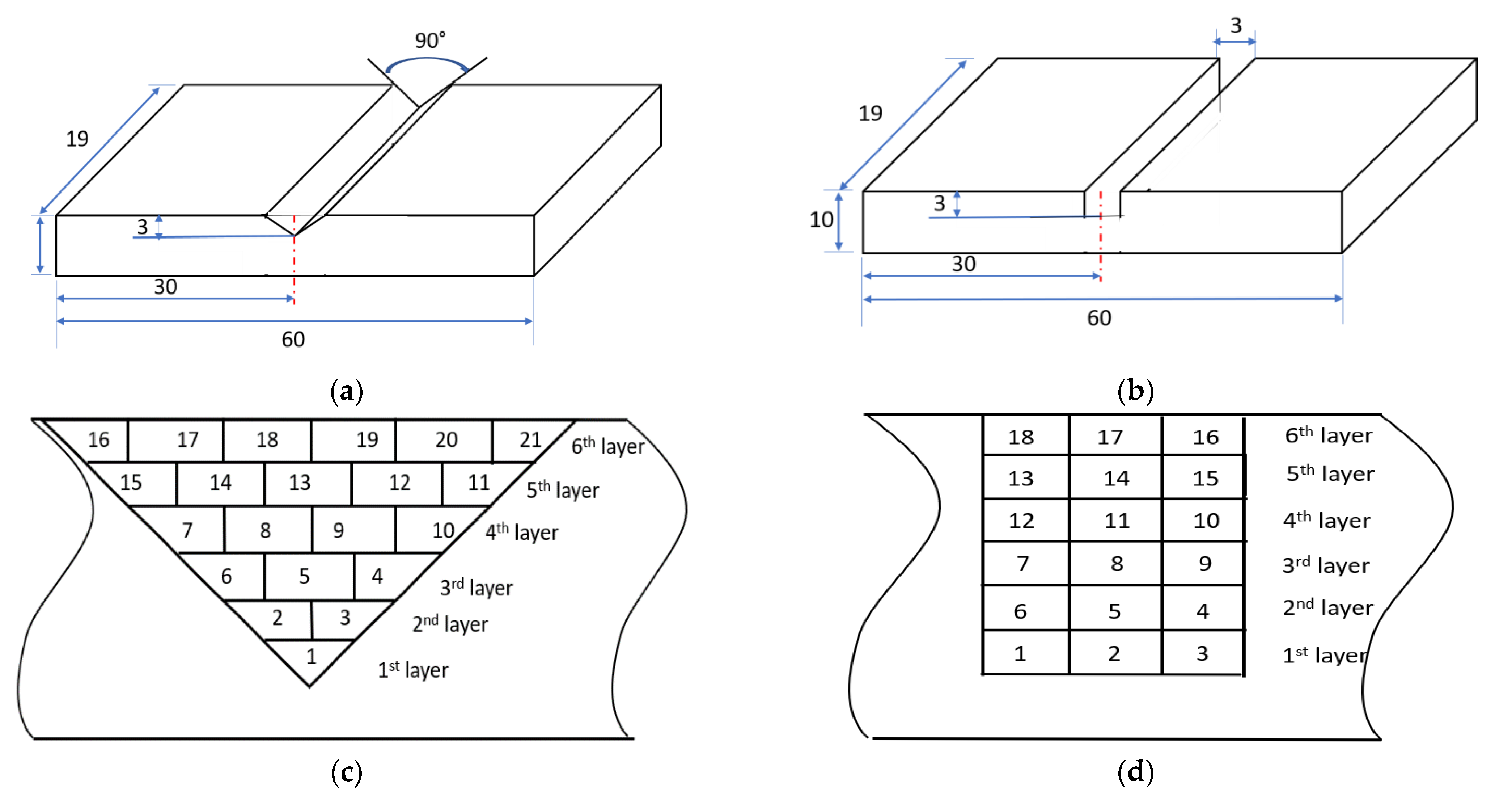
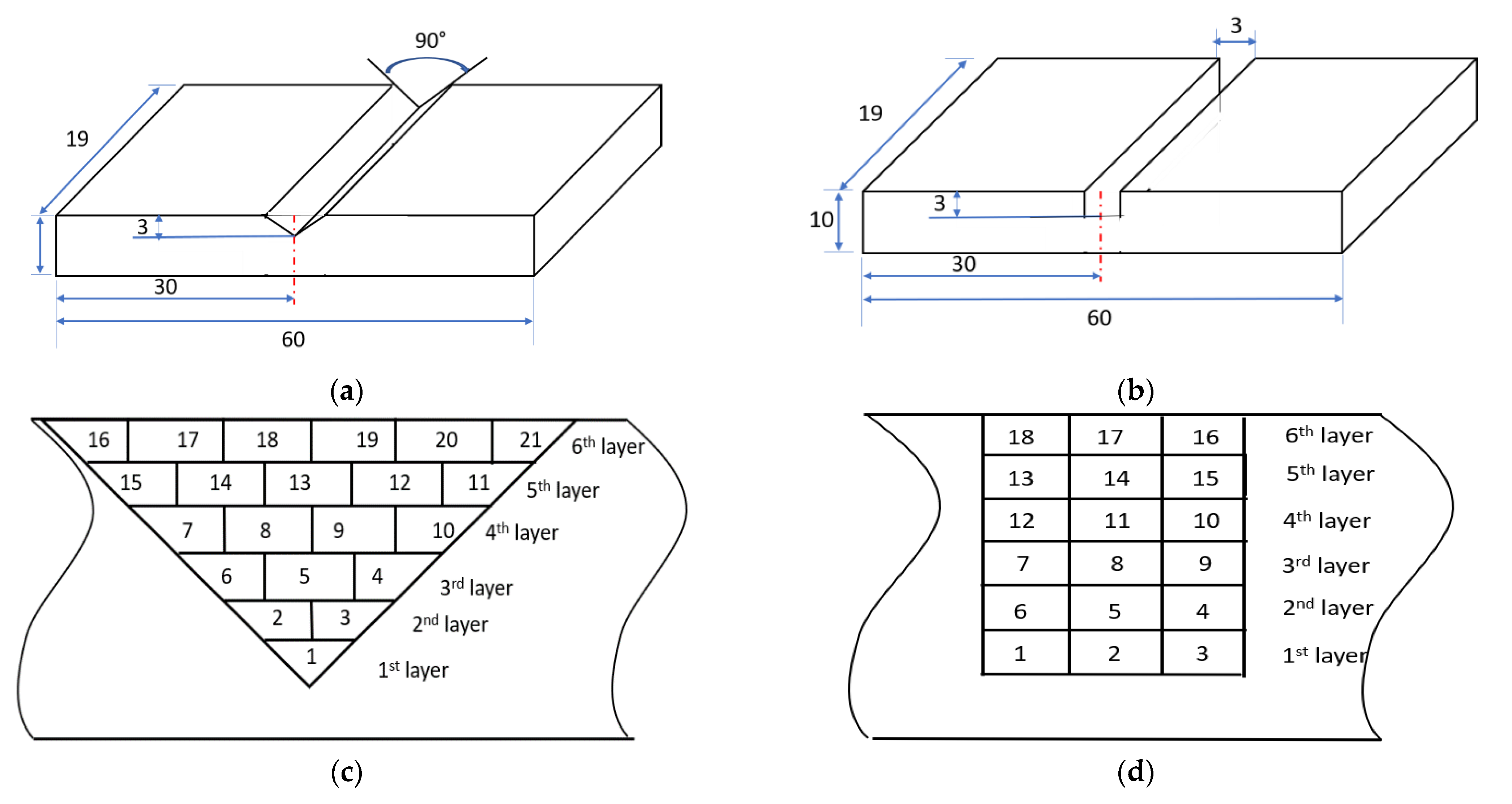
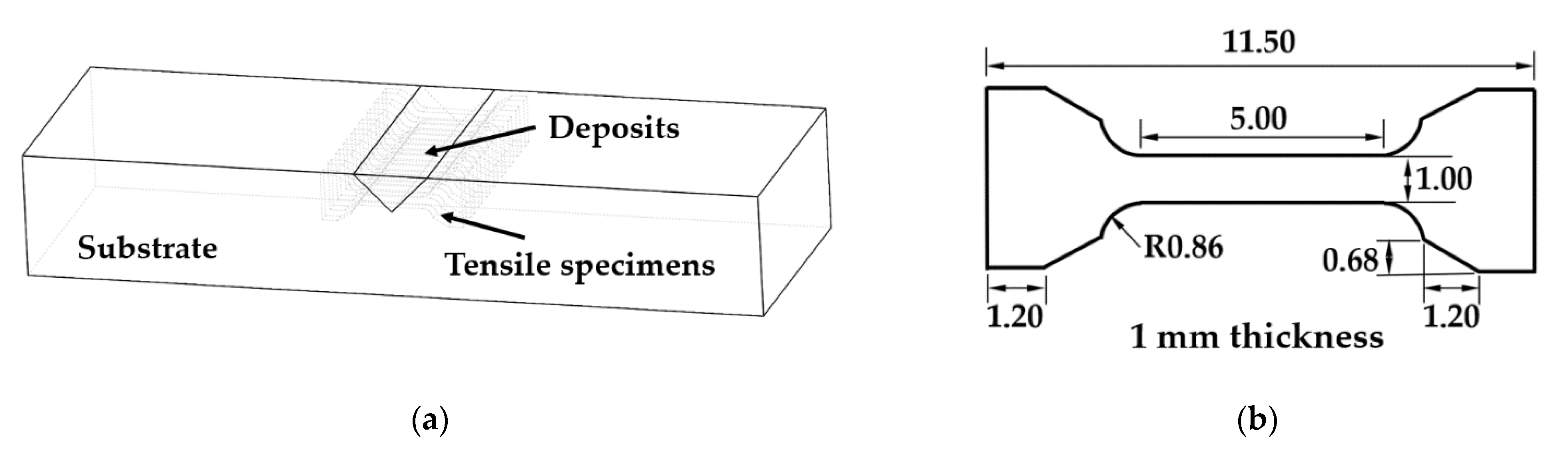
The objective of this paper was to investigate the influence of V-groove geometry sidewall angles on the properties of repaired parts through both experiments and numerical modeling. In the experimental part of the study, to perform the repair, V-shaped defects with different sidewall inclination angles were prepared on Ti6Al4V substrates. The repair volume on each substrate was reconstructed by scanning the damaged region using a 3D scanner. After this, the repair toolpath was generated. Then, Ti6Al4V powders were deposited on the damaged parts using the DED process. Subsequently, the repaired parts were tested by microstructure analysis and mechanical testing. In the modeling part of the study, 3D FEA models based on sequentially coupled thermo-mechanical field analysis were developed to simulate the repair process. The simulation accurately predicted temperature and residual stress on the repaired parts. The distortion and residual stress were evaluated to study the influence of the sidewall inclination angles on repair quality. Finally, conclusions were drawn for these two repair samples.
5. Conclusions
In this study, we have presented a damage reconstruction method for V-shaped groove repairs using the directed energy deposition (DED) process. The damaged parts had triangular or rectangular defects in cross-section. In this work, we investigated the feasibility of repairing two V-shaped defects with both experiments and modeling. The main conclusions are indicated below.
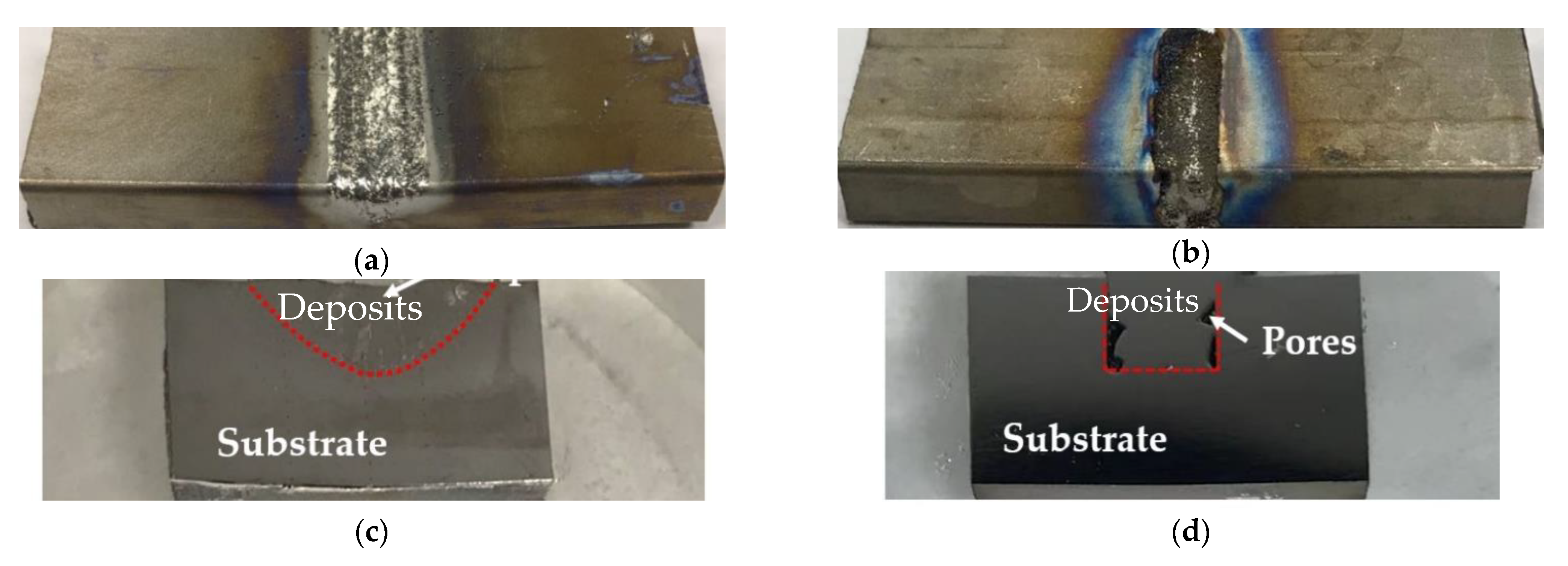
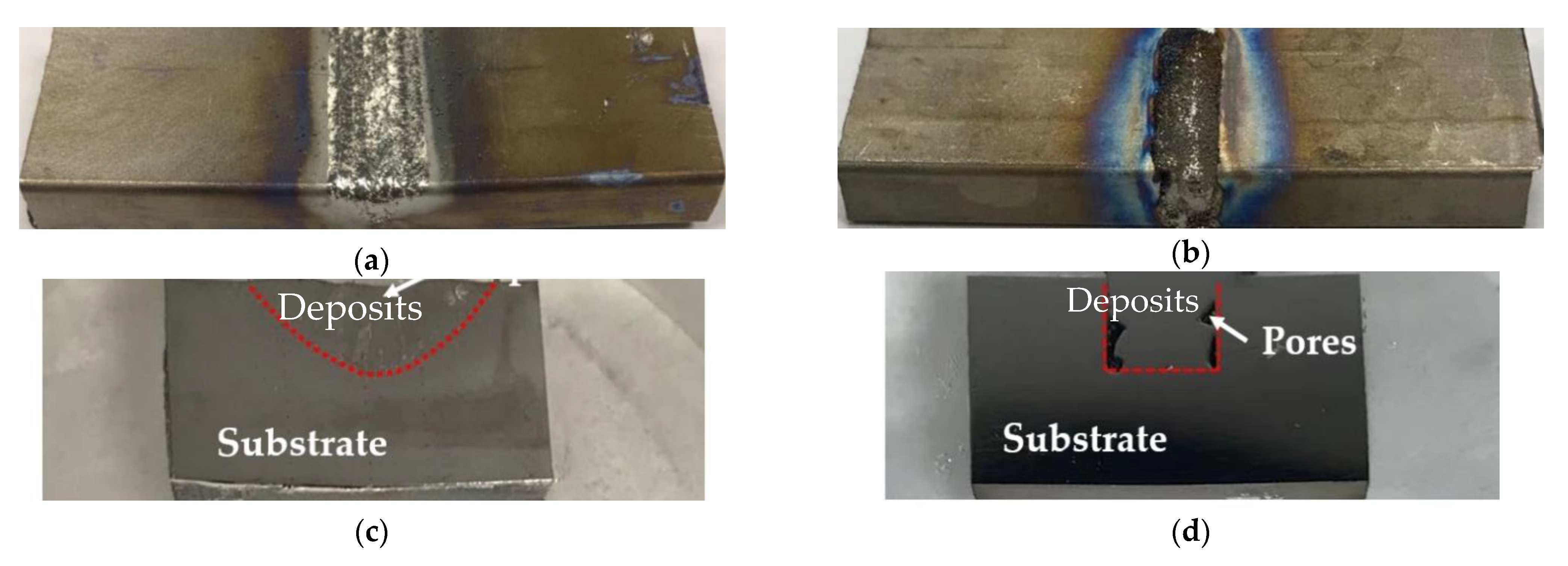
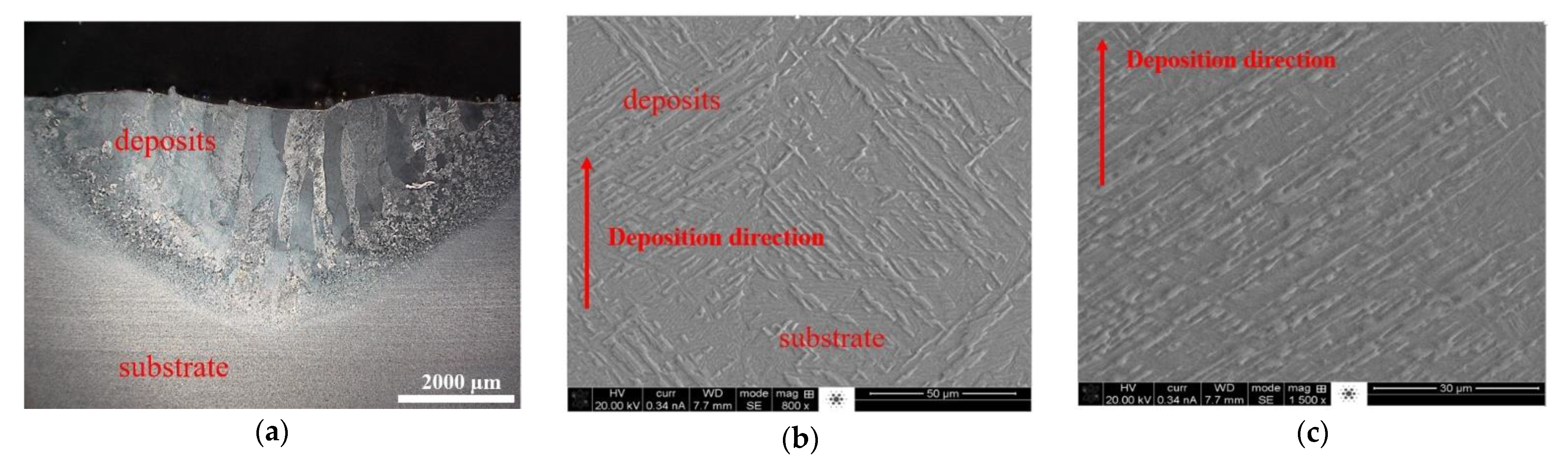
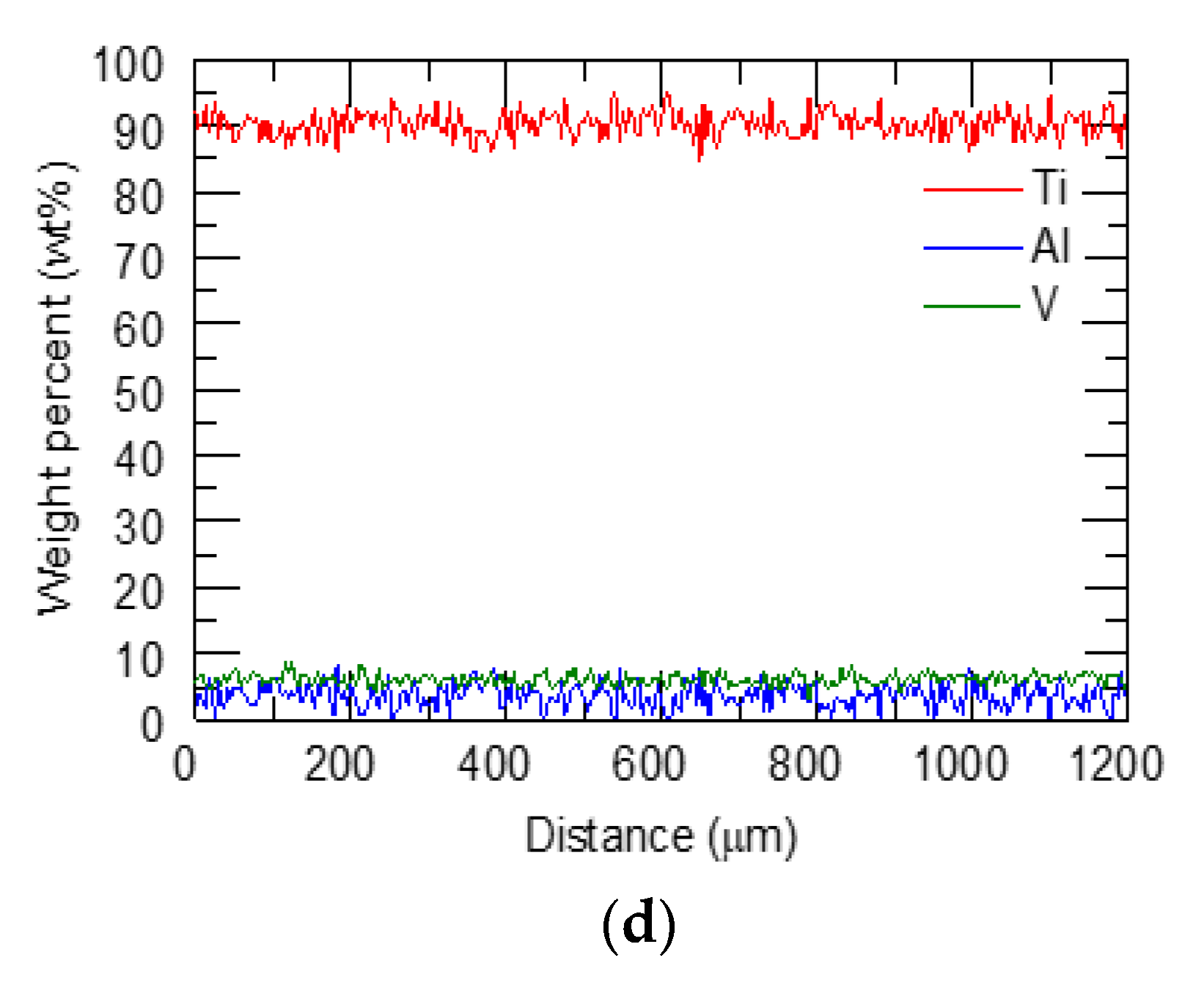
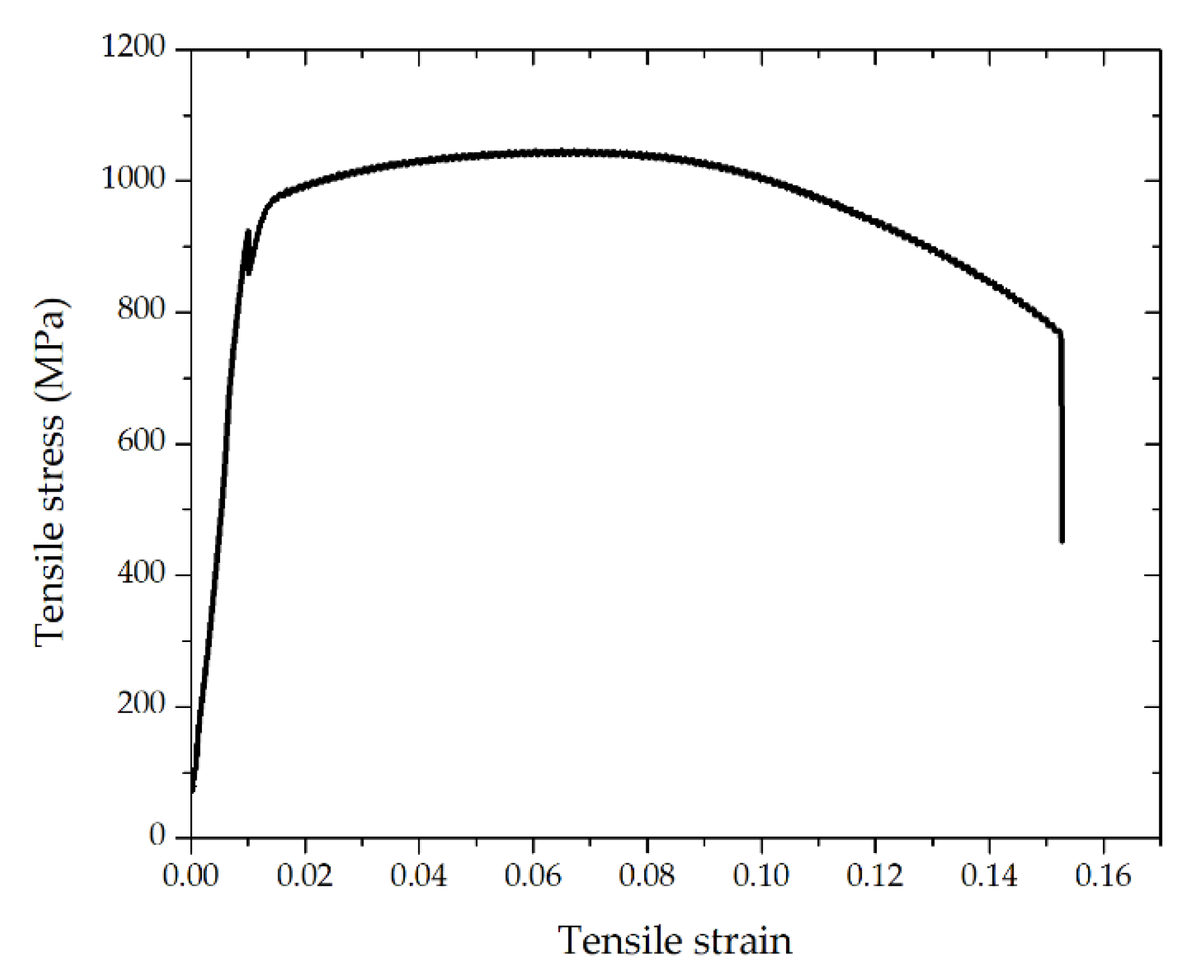
Ti6Al4V powder particles were deposited on the damaged region using the DED technique, following the repair toolpath. The microstructure analysis and tensile testing confirmed solid bonding along the interface for the triangular defect repair case. The tensile test showed an average ultimate tensile strength of 1037 MPa for the repaired parts, and samples fractured at the region of the deposits, not at the interface. However, for repairing the sample with rectangular damage, the filler material did not bond well with the substrate, causing a large number of pores.
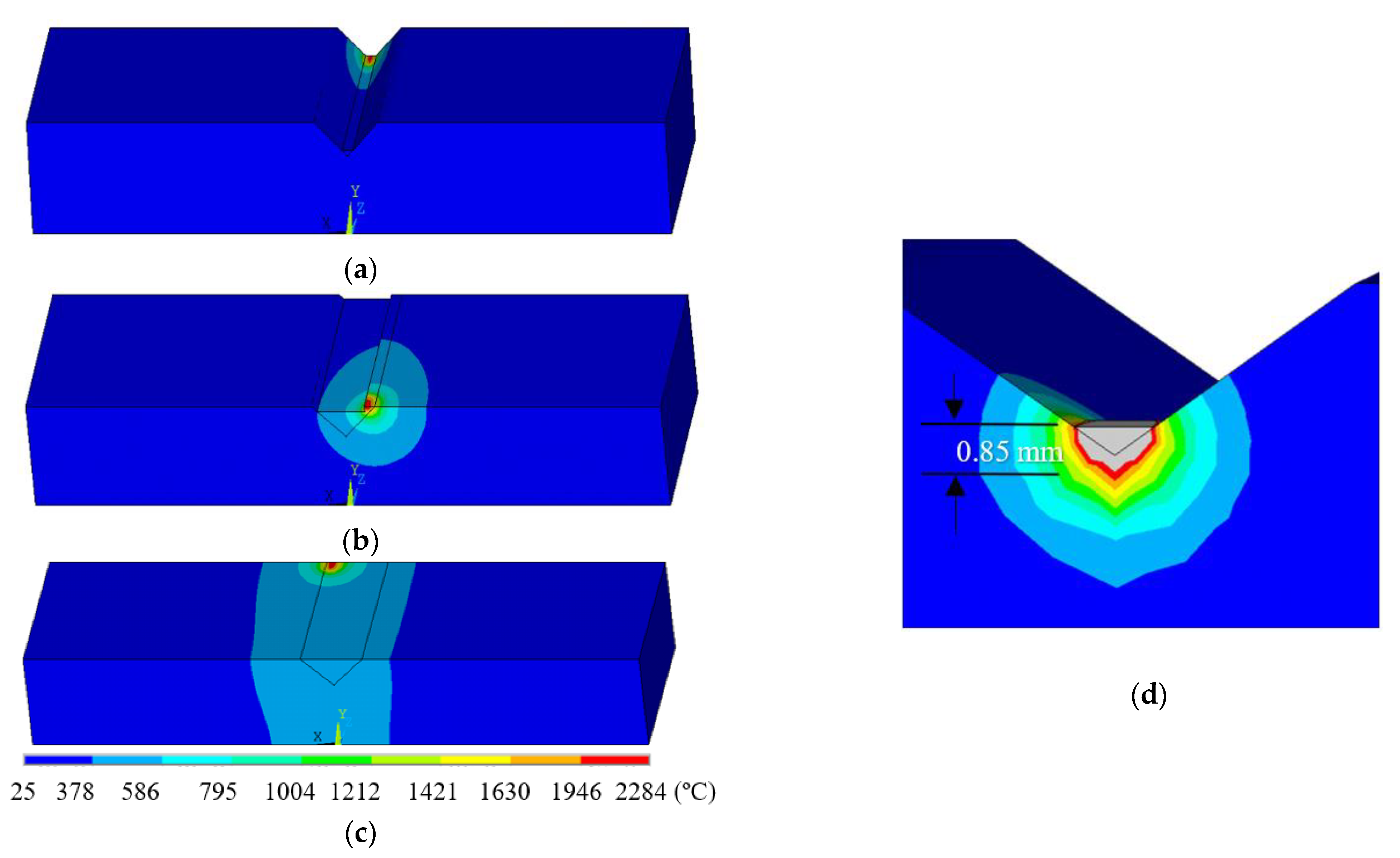
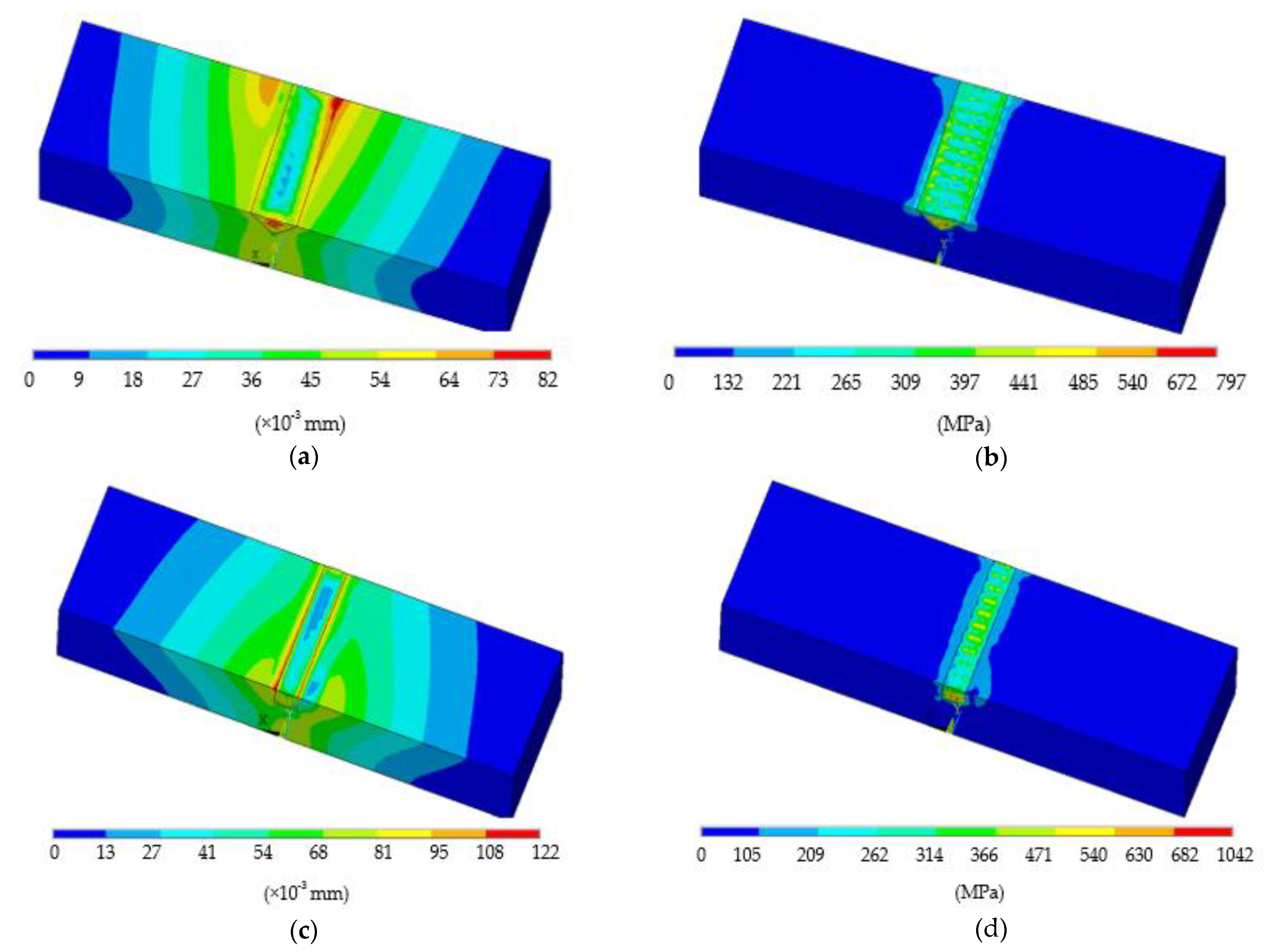
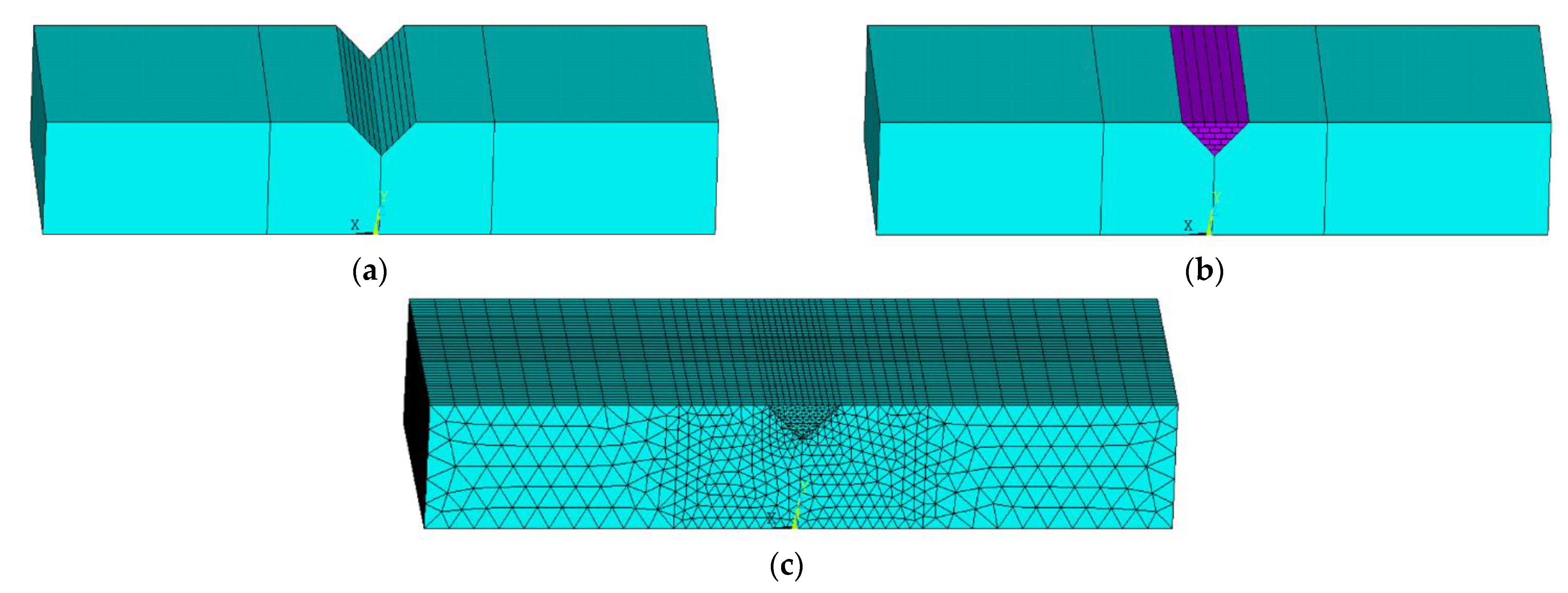
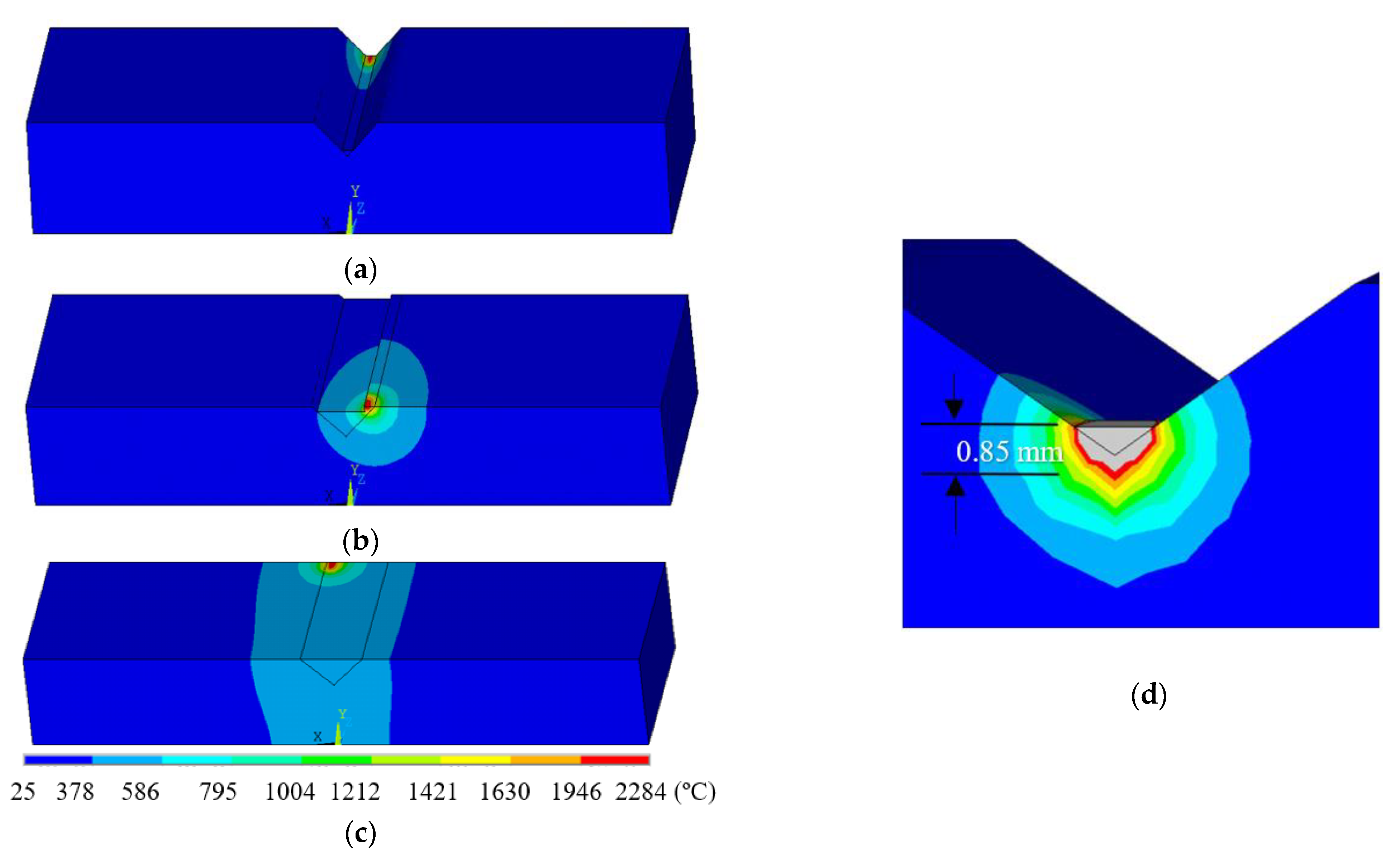
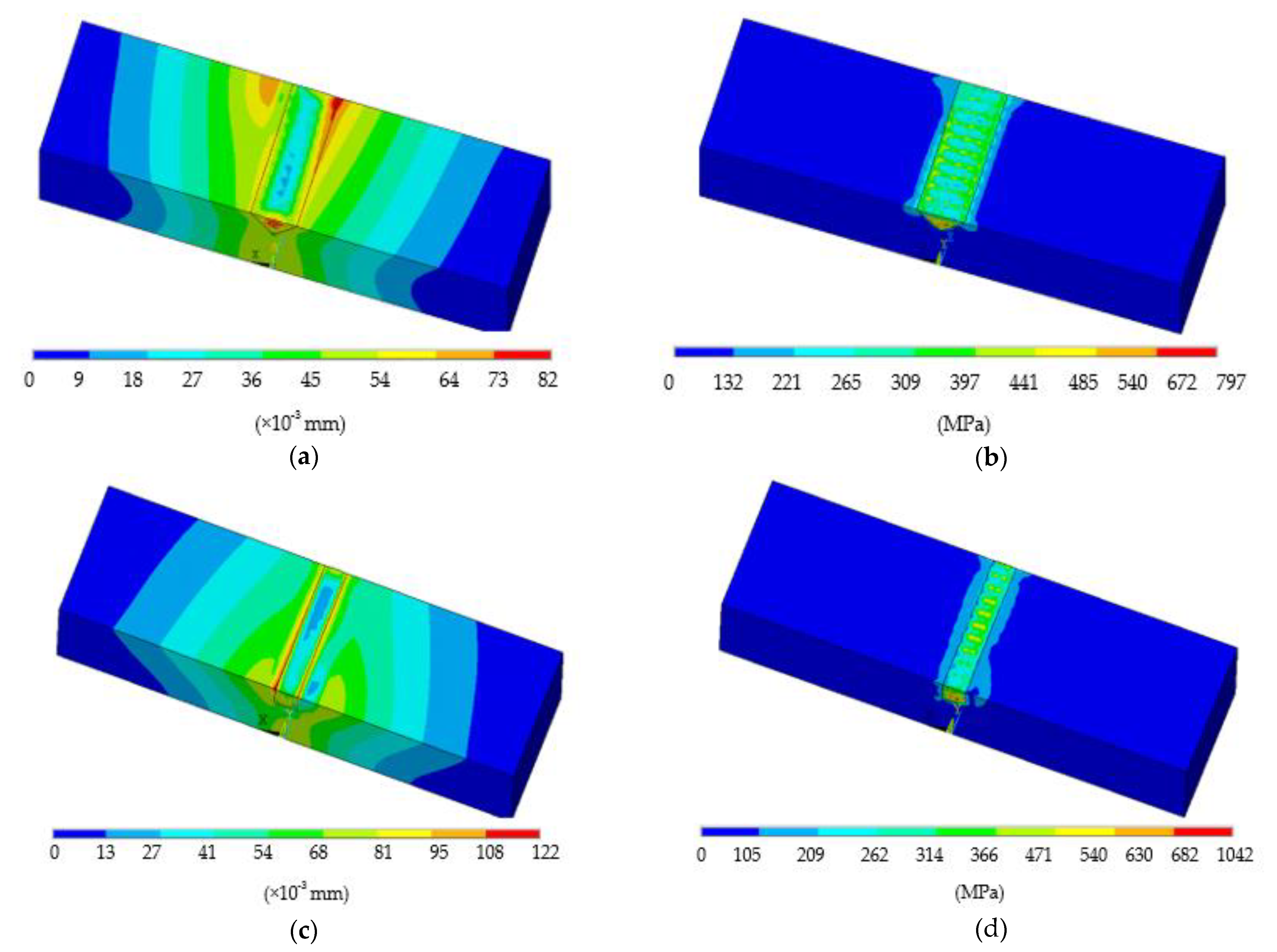
3D finite element models based on sequentially coupled thermo-mechanical field analysis were developed to simulate the corresponding repair deposition processes. Finally, the average equivalent stresses and deformation in the triangular repair case showed low values at the intersection between the base plate and the deposited tracks than those in the rectangular repair case. The high equivalent stresses near the bottom deposition may induce cracks or delamination in the rectangular repair case. The predicted deformation and stress results will guide the evaluation of the quality of repaired parts based on repair slot geometry.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}