
Warpage Optimisation Using Recycled Polycar-bonates (PC) on Front Panel Housing

 ,
,  , ,
, ,  , ,
, , 
Abstract
:1. Introduction
2. Methodology
2.1. Finite Element Analysis Setup
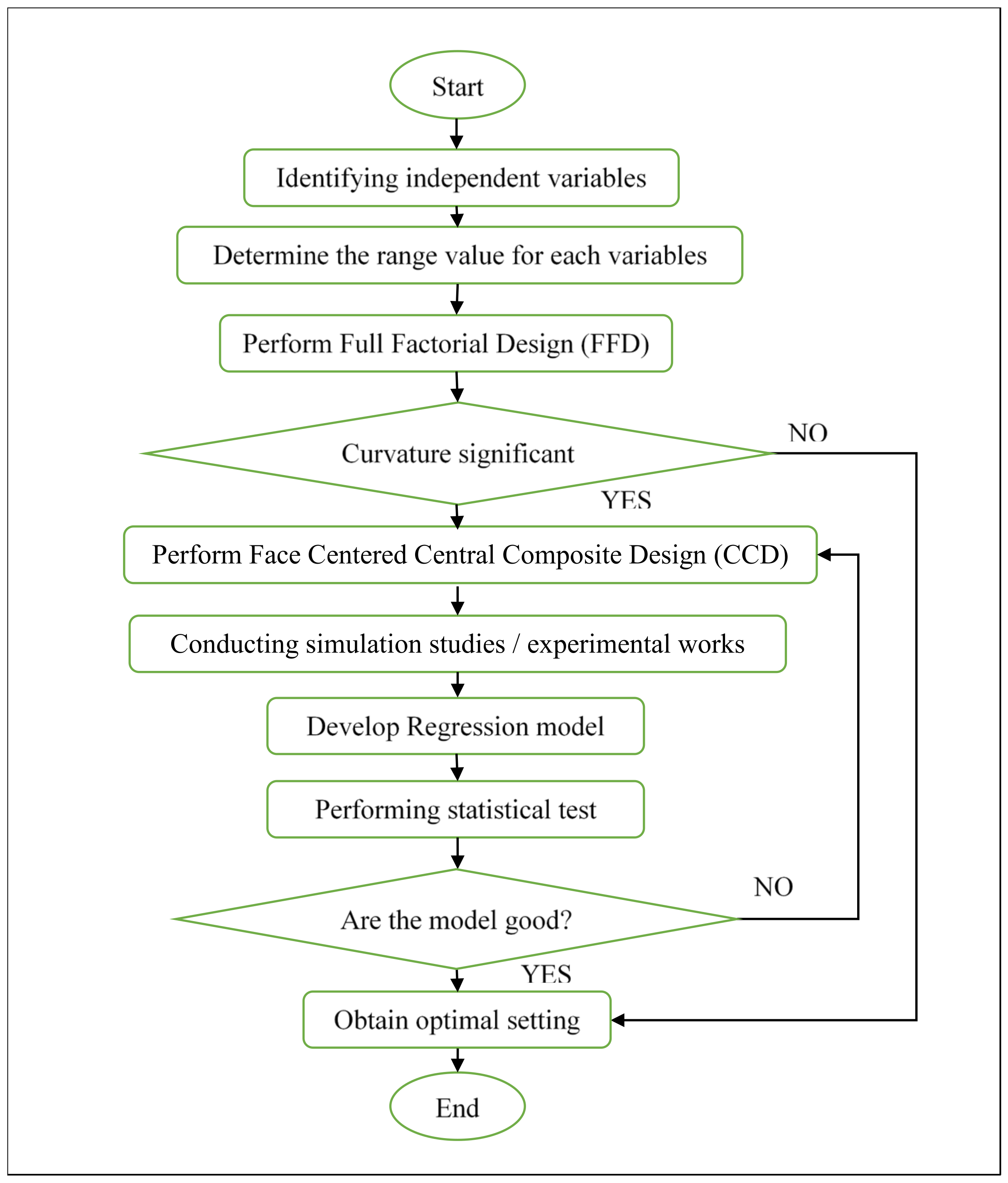
2.2. Response Surface Methodology (RSM)
2.2.1. Design of Experiment Setup
2.2.2. RSM Regression Analysis
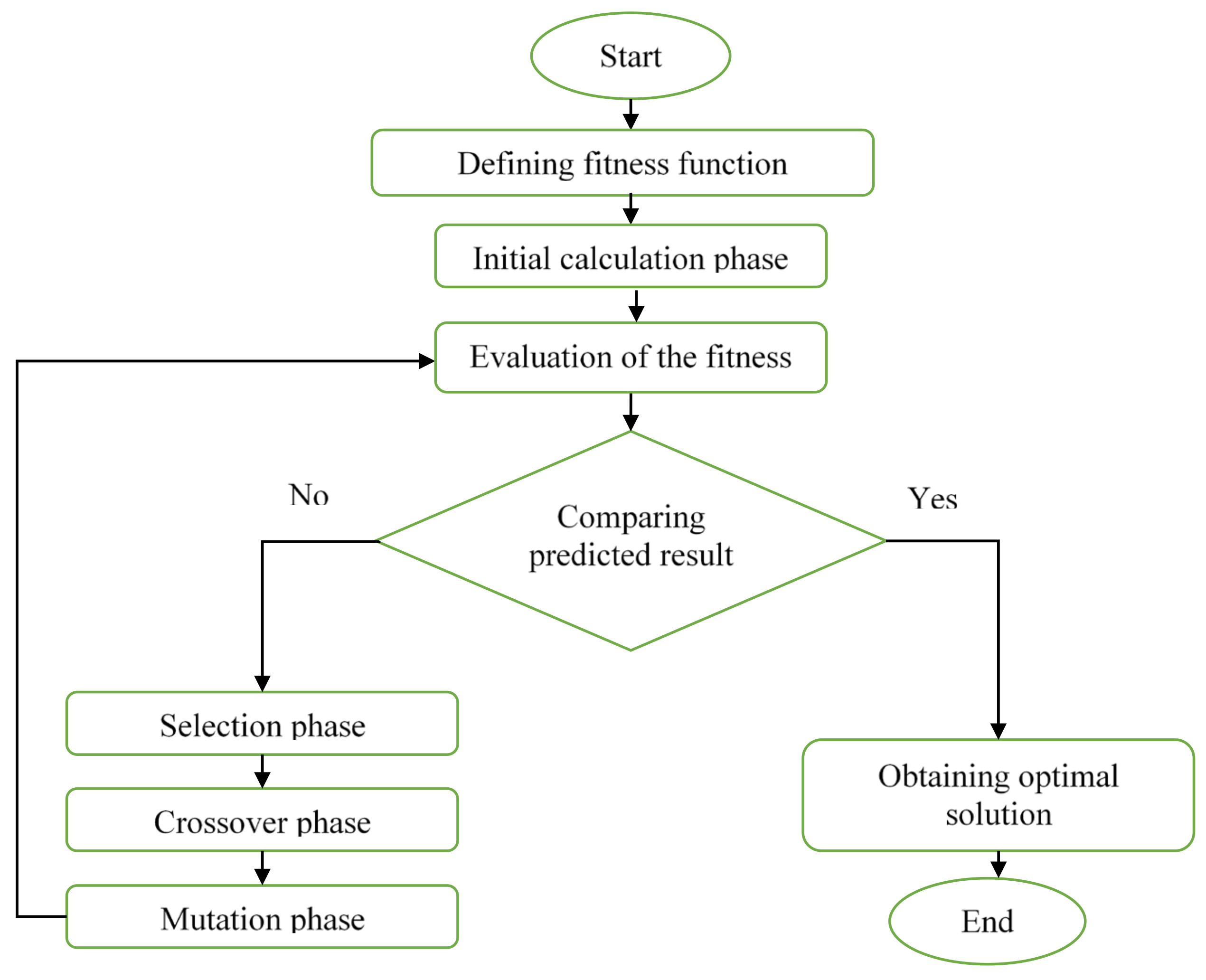
2.3. Genetic Algorithm
- i—Bit number
- b—Variable parameter maximum limit
- a—Variable parameter minimum limit
2.4. Experimental Works
3. Results and Discussion
3.1. Simulation Results
3.2. Analysis of Variance Result
3.3. RSM Regression Analysis Result
3.4. Analysis of Variance Result
3.5. Experimental Work Results
3.6. Validation Result of Simulation Studies with Experimental Works
4. Conclusions
- The warpage in x direction was neglected as no warpage value was formed on front panel housing in simulation studies.
- Packing pressure was found to be the most influential processing parameter that contributed to the warpage defect for all mixture blend materials by 20.9%, 19.18%, 22.01% and 24.23% for R0%, R30%, R40% and R50%, respectively, in experimental works.
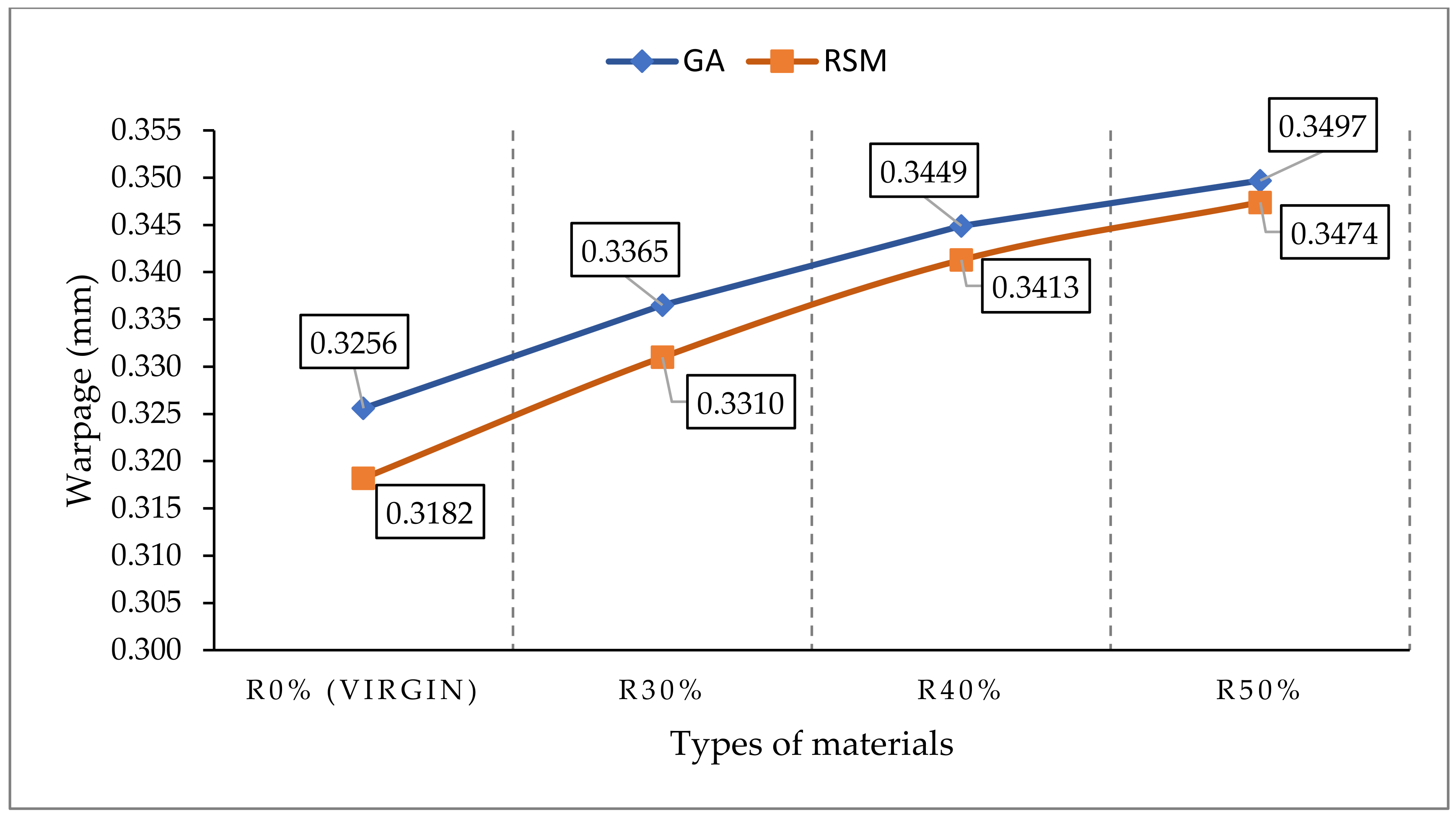
- The percentage difference of average values of warpage using RSM for R30%, R40% and R50% materials are 3.94%, 7.00% and 8.77%, respectively, as compared to the average value of warpage for R0% (virgin) material. Meanwhile, the percentage difference of average warpage using GA method for R30%, R40% and R50% materials are 3.29%, 5.76% and 7.14%, respectively, as compared to the average value of warpage moulded using R0% (virgin) material.
- The optimal ratio of recycled PC material using the RSM and GA method is R30% followed by R40% and R50% as compared to the value of average warpage that occurred on the front panel housing in the y direction moulded using R0% (virgin) material.
- RSM has been identified to be able to minimise the warpage on front panel housing moulded using R0%, R30%, R40% and R50% by 2.30%, 1.65%, 1.05% and 0.66%, respectively, based on validated warpage values that were measured by percentage difference as compared to the GA method in experimental works.
- All of the percentage errors of validation tests are below 15%, which is in good agreement and is satisfied by comparing the average warpage of experimental works with the predicted warpage results from RSM and GA optimisation methods.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abdullah, J.; Shanb, L.; Ismail, H. Optimization of injection moulding process parameters for recycled high density polyethylene (rhdpe) using the Taguchi method. Int. J. Mech. Prod. Eng. 2016, 4, 76–81. [Google Scholar]
- Kuram, E.; Timur, G.; Ozcelik, B.; Yilmaz, F. Influences of injection conditions on strength properties of recycled and virgin PBT/PC/ABS. Mater. Manuf. Process. 2014, 29, 1260–1268. [Google Scholar] [CrossRef]
- Soliman, O.; Abdelfattah, I.; Ibrahim, S. Environmental recycling of compact disc using industrial wastewater. Der Pharmacia Lettre 2016, 8, 207–214. [Google Scholar]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Koudoumas, E.; Vairis, A.; Kechagias, J. Sustainable additive manufacturing: Mechanical response of Acrylonitrile-Butadiene-Styrene over multiple recycling processes. Sustainability 2020, 12, 3568. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite material recycling technology—state-of-the-art and sustainable development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Rissman, J.; Bataille, C.; Masanet, E.; Aden, N.; Morrow III, W.R.; Zhou, N.; Elliott, N.; Dell, R.; Heeren, N.; Huckestein, B.; et al. Technologies and policies to decarbonize global industry: Review and assessment of mitigation drivers through 2070. Appl. Energy. 2020, 266, 114848. [Google Scholar] [CrossRef]
- Achilias, D.S.; Antonakou, E.V. Recent advances in Polycarbonate recycling: A review of degradation methods and their mechanisms. Waste Biomass Valori. 2013, 4, 9–21. [Google Scholar] [CrossRef]
- Mengistu, N.; Koneru, S.N.; Reddy, A.I.; Koteswararao, B. Design and development of hand operated injection moulding machine for manufacturing recycled plastic. Int. J. Adv. Manuf. Tech. 2019, 21, 2544–2554. [Google Scholar]
- Chandrasekaran, S.R.; Avasarala, S.; Murali, D.; Rajagopalan, N.; Sharma, B.K. Materials and energy recovery from e-waste plastics. ACS Sustain. Chem. Eng. 2018, 6, 4594–4602. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B.; Yilmaz, F.; Timur, G.; Sahin, Z.M. The effect of recycling number on the mechanical, chemical, thermal and rheological properties of PBT/PC/ABS ternary blends: With and without glass-fiber. Polym. Compos. 2014, 35, 2074–2084. [Google Scholar] [CrossRef]
- De Leo, V.; Casiello, M.; Deluca, G.; Cotugno, P.; Catucci, L.; Nacci, A.; D’Accolti, L. Concerning Synthesis of new biobased polycarbonates with curcumin in replacement of bisphenol a and recycled diphenyl carbonate as example of circular economy. Polymers 2021, 13, 361. [Google Scholar] [CrossRef]
- Avolio, R.; Spina, F.; Gentile, G.; Cocca, M.; Avella, M.; Carfagna, C.; Tealdo, G.; Errico, M.E. Recycling polyethylene-rich plastic waste from landfill reclamation: Toward an enhanced landfill-mining approach. Polymers 2019, 11, 208. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Galve, J.E.; Elduque, D.; Pina, C.; Clavería, I.; Acero, R.; Fernández, Á.; Javierre, C. Dimensional stability and process capability of an industrial component injected with recycled polypropylene. Polymers 2019, 11, 1063. [Google Scholar] [CrossRef] [Green Version]
- Rahimi, M.; Esfahanian, M.; Moradi, M. Effect of reprocessing on shrinkage and mechanical properties of ABS and investigating the proper blend of virgin and recycled ABS in injection moulding. J. Mater. Process. Technol. 2014, 214, 2359–2365. [Google Scholar] [CrossRef]
- Bhattacharya, D.; Bepari, B. Feasibility study of recycled polypropylene through multi response optimisation of injection moulding parameters using grey relational analysis. Procedia Eng. 2014, 97, 186–196. [Google Scholar] [CrossRef] [Green Version]
- Guan, N.; Hu, C.; Guan, L.; Zhang, W.; Yun, H.; Hu, X. A Process optimization and performance study of environmentally friendly waste newspaper/polypropylene film layered composites. Materials 2020, 13, 413. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wüst, P.; Edelmann, A.; Hellmann, R. Areal surface roughness optimization of maraging steel parts produced by hybrid additive manufacturing. Materials 2020, 13, 418. [Google Scholar] [CrossRef] [Green Version]
- Mizamzul, N.M.; Kamaruddin, S. Optimisation of mechanical properties of recycled plastic products via optimal processing parameters using the Taguchi method. J. Mater. Process. Technol. 2011, 211, 1989–1994. [Google Scholar] [CrossRef]
- Scaffaro, R.; Botta, L.; Benedetto, G.D. Physical properties of virgin-recycled ABS blends: Effect of post-consumer content and of reprocessing cycles. Eur. Polym. J. 2012, 48, 637–648. [Google Scholar] [CrossRef]
- Chen, W.C.; Kurniawan, D. Process parameters optimisation for multiple quality characteristics in plastic injection moulding using Taguchi method, BPNN, GA, and hybrid PSO-GA. Int. J. Precis. Eng. Manuf. 2014, 15, 1583–1593. [Google Scholar] [CrossRef]
- Ozcelik, B.; Sonat, I. Warpage and structural analysis of thin shell plastic in the plastic injection moulding. Mater. Des. 2019, 30, 367–375. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzurumlu, T. Determination of effecting dimensional parameters on warpage of thin shell plastic parts using integrated Response Surface Method and Genetic Algorithm. Int. Commun. Heat Mass Transf. 2005, 32, 1085–1094. [Google Scholar] [CrossRef]
- Shi, H.; Gao, Y.; Wang, X. Optimization of injection moulding process parameters using integrated Artificial Neural Network model and expected improvement function method. J. Mater. Process. Technol. 2010, 48, 955–962. [Google Scholar] [CrossRef]
- Sun, B.; Wu, Z.; Gu, B. Optimisation of injection moulding process parameters based on Response Surface Methodology and Genetic Algorithm, computer engineering and technology. In Proceedings of the 2nd International Conference on Computer Engineering and Technology, Chengdu, China, 16–18 April 2010. [Google Scholar]
- Yin, F.; Mao, H.; Hua, L. A hybrid of back propagation Neural Network and Genetic Algorithm for optimisation of injection moulding process parameters. Mater. Des. 2011, 32, 3457–3464. [Google Scholar] [CrossRef]
- Chiang, K.T.; Chang, F.P. Analysis of shrinkage and warpage in an injection-moulded part with a thin shell feature using the Response Surface Methodology. Int. J. Adv. Manuf. 2007, 35, 468–479. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzurumlu, T. Comparison of the warpage optimisation in the plastic injection moulding using ANOVA, Neural Network model and Genetic Algorithm. J. Mater. Process. Technol. 2006, 171, 437–445. [Google Scholar] [CrossRef]
- Nasir, S.M.; Ismail, K.A.; Shayfull, Z. Application of RSM to optimise moulding conditions for minimizing shrinkage in thermoplastic processing. Key Eng. Mater. 2016, 700, 12–21. [Google Scholar] [CrossRef]
- Kurtaran, H.; Erzurumlu, T. Efficient warpage optimisation of thin shell plastic parts using Response Surface Methodology and Genetic Algorithm. Int. J. Adv. Manuf. Technol. 2006, 27, 468–472. [Google Scholar] [CrossRef]
- Oktem, H. Optimum process conditions on shrinkage of an injected moulded part of DVD-ROM cover using Taguchi robust method. Int. J. Adv. Manuf. Technol. 2012, 61, 519–528. [Google Scholar] [CrossRef]
- Altan, M. Reducing shrinkage in injection mouldings via the Taguchi, ANOVA and Neural Network methods. Mater. Des. 2010, 31, 599–604. [Google Scholar] [CrossRef]
- Sun, C.H.; Chen, J.H.; Sheu, L.J. Quality control of the injection moulding process using an EWMA predictor and minimum–variance controller. Int. J. Adv. Manuf. Technol. 2010, 48, 63–70. [Google Scholar] [CrossRef]
- Ozcelik, B.; Ozbay, A.; Demirbas, E. Influence of injection parameters and mould materials on mechanical properties of ABS in plastic injection moulding. Int. Commun. Heat Mass Transf. 2010, 37, 1359–1365. [Google Scholar] [CrossRef]
- Chen, W.C.; Nguyen, M.H.; Chiou, H.S. Optimisation of the plastic injection moulding process using Taguchi method, RSM, and GA. Int. J. Adv. Manuf. Technol. 2016, 83, 9–12. [Google Scholar] [CrossRef]
- Maghsoodloo, S.; Ozdemir, G.; Jordan, V.; Huang, C.H. Strengths and limitations of Taguchi’s contributions to quality, manufacturing and process engineering. J. Manuf. Syst. 2004, 23, 73–126. [Google Scholar] [CrossRef]
- Puertas, I.; Luis, C.J. A study of optimisation of machining parameters for electrical discharge machining of boron carbide. Mater. Manuf. Process. 2004, 19, 1041–1070. [Google Scholar] [CrossRef]
- Jaya, H.; Omar, M.F.; Akil, H.M.; Ahmad, Z.A.; Zulkepli, N.N.; Abdullah, M.M.A.; Sandu, I.G.; Vizureanu, P. Effect of surface modification on sawdust reinforced High Density Polyethylene composites under a wide range of strain rates. Mater. Plast. 2016, 53, 85–90. [Google Scholar] [CrossRef] [Green Version]
- Popita, G.E.; Rosu, C.; Manciula, D.; Corbu, O.; Popovici, A.; Nemes, O.; Sandu, A.V.; Proorocu, M.; Dan, S.B. Industrial tanned leather waste embedded in modern composite materials. Mater. Plast. 2016, 53, 308–311. [Google Scholar] [CrossRef]
- Maraveas, C. Production of sustainable construction materials using agro-wastes. Materials 2020, 13, 262. [Google Scholar] [CrossRef] [Green Version]
- Zink, B.; Szabó, F.; Hatos, I.; Suplicz, A.; Kovács, N.K.; Hargitai, H.; Tábi, T.; Kovács, J.G. Enhanced injection molding simulation of advanced injection molds. Polymers 2017, 9, 77. [Google Scholar] [CrossRef] [Green Version]
- Mok, S.L.; Kwong, C.K.; Lau, W.S. A hybrid Neural Network and Genetic Algorithm approach to the determination of initial process parameters for injection moulding. Int. J. Adv. Manuf. Technol. 2001, 18, 404–409. [Google Scholar] [CrossRef]
- Shoemaker, J. Moldflow Design Guide: A Resource for Plastics Engineers; Hanser: Framingham, MA, USA, 2006. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 7th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Vijayan, D.; Seshagiri, V.R. Comparison of Response Surface Methodology and Genetic Algorithm in parameter optimization of laser welding process. Appl. Math. Inf. Sci. 2018, 12, 239–248. [Google Scholar] [CrossRef]
- Huang, M.L.; Hung, Y.H.; Yang, Z.S. Validation of a method using Taguchi, Response Surface, Neural Network and Genetic Algorithm. Measurement 2016, 94, 284–294. [Google Scholar] [CrossRef]
- Mishra, A. Analysis of the effect of elite count on the behavior of genetic algorithms: A perspective. In Proceedings of the 2017 IEEE 7th International Advance Computing Conference, Hyderabad, India, 5–7 January 2017; pp. 835–840. [Google Scholar]
- Kannan, G.; Noorul, A.H.; Devika, M. Analysis of closed loop supply chain using genetic algorithm and particle swarm optimisation. Int. J. Prod. Res. 2009, 47, 1175–1200. [Google Scholar] [CrossRef]
- Alvarez, M.J.; Ilzarbe, L.; Viles, E.; Tanco, M. The use of Genetic Algorithms in Response Surface Methodology. Qual. Technol. Quant. Manag. 2009, 6, 295–307. [Google Scholar] [CrossRef]
- Vijayan, D.; Seshagiri, V.R. A parametric optimization of FSW process using RSM based grey relational analysis approach. Int. Rev. Mech. Eng. 2018, 8, 328–337. [Google Scholar]
- ISO 291. Plastics–Standard atmospheres for conditioning and testing. Available online: https://www.iso.org/obp/ui/#iso:std:iso:291:ed-4:v1:en (accessed on 2 July 2019).
- Stat-Ease, I. Design-Expert [Computer Software]; Minnesota: Minneapolis, MN, USA, 2005. [Google Scholar]
- Livingstone, D.J.; Salt, D.W. A practical guide to scientific data analysis. J. Med. Chem. 2005, 45, 661–663. [Google Scholar] [CrossRef] [PubMed]
- Desai, K.M.; Survase, S.A.; Saudagar, P.S.; Lele, S.S.; Singhal, R.S. Comparison of Artificial Neural Network (ANN) and Response Surface Methodology (RSM) in fermentation media optimization: Case study of fermentative production of scleroglucan. Biochem. Eng. J. 2008, 41, 266–273. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Parameter | Minimum | Maximum | Source |
|---|---|---|---|
| Melt temperature (°C) | 270 | 300 | Material specification |
| Packing pressure (MPa) | 34.96 | 56.85 | Fill + Pack analysis |
| Packing time (s) | 1.58 | 1.77 | Cool analysis |
| Cooling time (s) | 15.45 | 18.02 | Cool analysis |
| Parameter Setting | Value |
|---|---|
| Melt temperature | 285 °C |
| Mould temperature | 95 °C |
| Cooling Inlet Temperature | 80 °C |
| Fill time | 2.64 s |
| V/P switch over | 12 mm |
| Packing pressure | 46.98 MPa |
| RAM position | 62 mm |
| Cooling time | 16.7 s |
| Packing time | 1.5425 s |
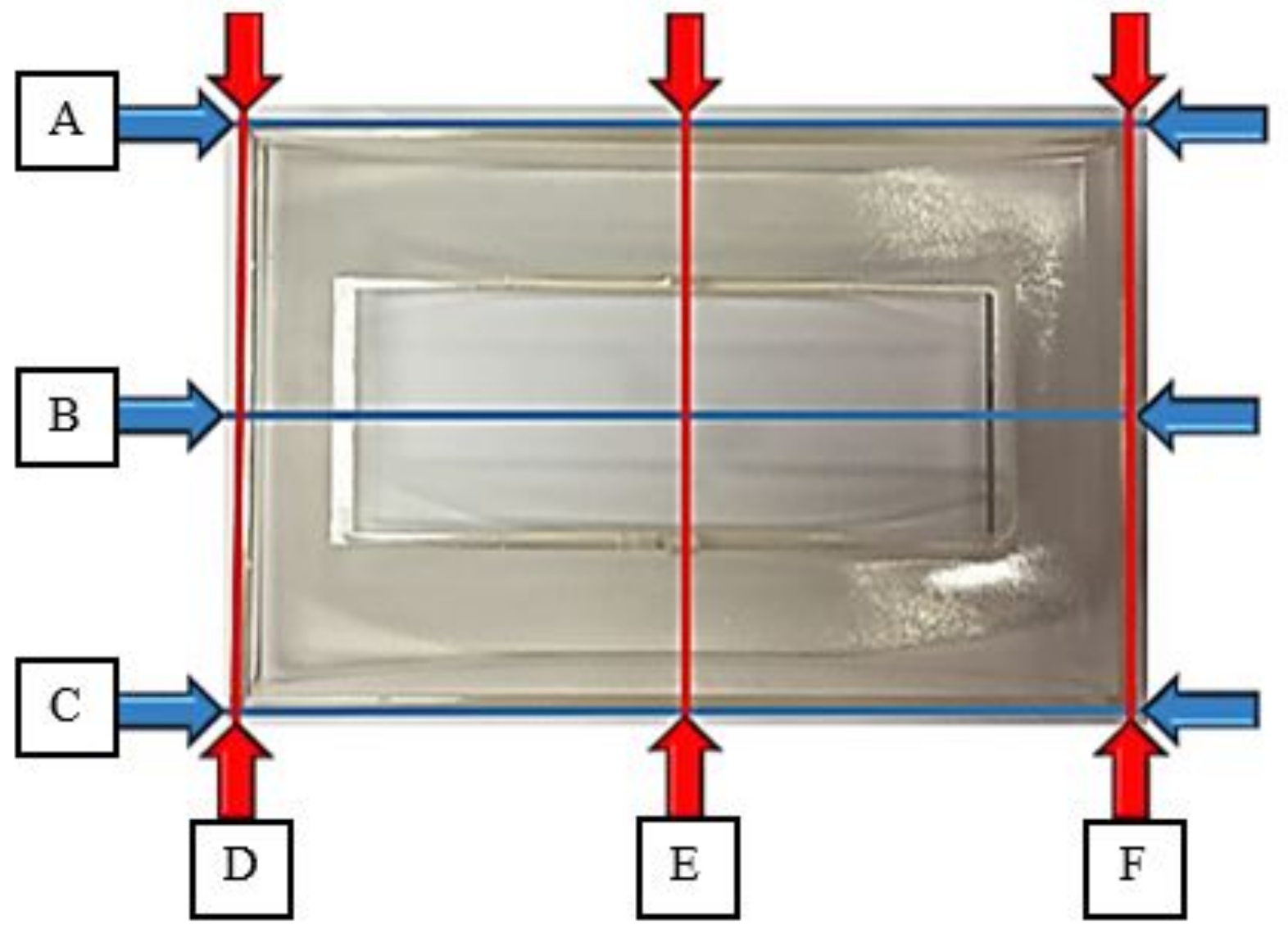
| Directions | Nodes | Initial Dimension | Distance after | Warpage |
|---|---|---|---|---|
| Coordinate X direction | A | 120 mm | 119.5 mm | 0 |
| B | 119.5 mm | |||
| C | 119.5 mm | |||
| Coordinate Y direction | D | 80 mm | 79.62 mm | 0.25 |
| E | 79.12 mm | |||
| F | 79.62 mm |
| Simulation Studies | Experimental Works | ||||
|---|---|---|---|---|---|
| Virgin | Virgin | R30% | R40% | R50% | |
| Model | <0.0001 | 0.0012 | <0.0001 | 0.0010 | <0.0001 |
| Curvature | 0.0272 | 0.0395 | 0.0032 | 0.0030 | 0.0038 |
| Lack of fit | – | 0.0940 | 0.4298 | 0.3978 | 0.2796 |
| R2 | 0.9857 | 0.8011 | 0.9107 | 0.8455 | 0.8588 |
| Adjusted R2 | 0.9802 | 0.7016 | 0.8538 | 0.7171 | 0.8045 |
| Predicted R2 | 0.9637 | 0.5369 | 0.7169 | 0.5416 | 0.6931 |
| Adequate R2 | 38.672 | 10.484 | 17.208 | 11.546 | 13.51 |
| Std order | Data Source | MT (°C) | PP (MPa) | PT (s) | CT (s) | Simulation Studies | Experimental Works | |||
|---|---|---|---|---|---|---|---|---|---|---|
| R0% | R0% | R30% | R40% | R50% | ||||||
| 1 | DOE | 270 | 34.96 | 1.58 | 15.45 | 0.200 | 0.3841 | 0.3741 | 0.3801 | 0.3854 |
| 2 | 300 | 34.96 | 1.58 | 15.45 | 0.260 | 0.3647 | 0.3647 | 0.3627 | 0.3654 | |
| 3 | 270 | 56.85 | 1.58 | 15.45 | 0.230 | 0.3684 | 0.3584 | 0.3534 | 0.3714 | |
| 4 | 300 | 56.85 | 1.58 | 15.45 | 0.275 | 0.3128 | 0.3228 | 0.3248 | 0.3118 | |
| 5 | 270 | 34.96 | 1.77 | 15.45 | 0.195 | 0.3837 | 0.3837 | 0.3837 | 0.3798 | |
| 6 | 300 | 34.96 | 1.77 | 15.45 | 0.260 | 0.3459 | 0.3369 | 0.3469 | 0.3478 | |
| 7 | 270 | 56.85 | 1.77 | 15.45 | 0.220 | 0.3680 | 0.3780 | 0.3380 | 0.3676 | |
| 8 | 300 | 56.85 | 1.77 | 15.45 | 0.275 | 0.2630 | 0.2630 | 0.2830 | 0.2732 | |
| 9 | 270 | 34.96 | 1.58 | 18.02 | 0.190 | 0.3647 | 0.3547 | 0.3537 | 0.3598 | |
| 10 | 300 | 34.96 | 1.58 | 18.02 | 0.245 | 0.3931 | 0.3931 | 0.4031 | 0.3931 | |
| 11 | 270 | 56.85 | 1.58 | 18.02 | 0.225 | 0.3128 | 0.3428 | 0.3438 | 0.3428 | |
| 12 | 300 | 56.85 | 1.58 | 18.02 | 0.265 | 0.3758 | 0.3658 | 0.3598 | 0.3660 | |
| 13 | 270 | 34.96 | 1.77 | 18.02 | 0.190 | 0.3551 | 0.3595 | 0.3595 | 0.3605 | |
| 14 | 300 | 34.96 | 1.77 | 18.02 | 0.245 | 0.4021 | 0.3921 | 0.3321 | 0.3892 | |
| 15 | 270 | 56.85 | 1.77 | 18.02 | 0.205 | 0.3630 | 0.3630 | 0.3630 | 0.3593 | |
| 16 | 300 | 56.85 | 1.77 | 18.02 | 0.270 | 0.3315 | 0.3345 | 0.3345 | 0.3405 | |
| 17 | Centre | 285 | 45.91 | 1.68 | 16.74 | 0.240 | 0.3220 | 0.3192 | 0.3092 | 0.3210 |
| 18 | 285 | 45.91 | 1.68 | 16.74 | 0.240 | 0.3281 | 0.3291 | 0.3241 | 0.3309 | |
| 19 | 285 | 45.91 | 1.68 | 16.74 | 0.240 | 0.3320 | 0.3382 | 0.3332 | 0.3402 | |
| 20 | 285 | 45.91 | 1.68 | 16.74 | 0.240 | 0.3411 | 0.3411 | 0.3311 | 0.3391 | |
| 21 | Axial | 270 | 45.91 | 1.68 | 16.74 | 0.210 | 0.3572 | 0.3729 | 0.3629 | 0.3784 |
| 22 | 300 | 45.91 | 1.68 | 16.74 | 0.270 | 0.3464 | 0.3660 | 0.3653 | 0.3657 | |
| 23 | 285 | 34.96 | 1.68 | 16.74 | 0.235 | 0.3456 | 0.3756 | 0.3853 | 0.3762 | |
| 24 | 285 | 56.85 | 1.68 | 16.74 | 0.255 | 0.3598 | 0.3789 | 0.3801 | 0.3792 | |
| 25 | 285 | 45.91 | 1.58 | 16.74 | 0.240 | 0.3428 | 0.3821 | 0.3761 | 0.3892 | |
| 26 | 285 | 45.91 | 1.77 | 16.74 | 0.235 | 0.3630 | 0.3519 | 0.3618 | 0.3678 | |
| 27 | 285 | 45.91 | 1.68 | 15.45 | 0.260 | 0.3765 | 0.3890 | 0.3890 | 0.4013 | |
| 28 | 285 | 45.91 | 1.68 | 18.02 | 0.240 | 0.3906 | 0.3794 | 0.3864 | 0.3965 | |
| 29 | Centre | 285 | 45.91 | 1.68 | 16.74 | 0.240 | 0.3460 | 0.3785 | 0.3676 | 0.3791 |
| 30 | 285 | 45.91 | 1.68 | 16.74 | 0.240 | 0.3490 | 0.3970 | 0.3690 | 0.3991 | |
| Sum of Squares | DF | Mean Square | F-Value (calculated) | F-Value (tabulated) | R2 | ||
|---|---|---|---|---|---|---|---|
| R0% of simulation studies | Model | 0.017 | 6 | 0.002833 | 152.22 | 2.55 | 0.9765 |
| Residual | 0.0004094 | 22 | 0.00001861 | ||||
| Cor Total | 0.018 | 29 | |||||
| R0% of experimental work | Model | 0.019 | 8 | 0.002379 | 11.01 | 2.45 | 0.8149 |
| Residual | 0.004324 | 20 | 0.0002162 | ||||
| Cor Total | 0.024 | 29 | |||||
| R30% of experimental work | Model | 0.015 | 8 | 0.001918 | 11.56 | 2.45 | 0.8222 |
| Residual | 0.003318 | 20 | 0.001659 | ||||
| Cor Total | 0.023 | 29 | |||||
| R40% of experimental work | Model | 0.012 | 8 | 0.001518 | 11.06 | 2.45 | 0.8156 |
| Residual | 0.002746 | 20 | 0.0001373 | ||||
| Cor Total | 0.02 | 29 | |||||
| R50% of experimental work | Model | 0.015 | 8 | 0.001879 | 16.2 | 2.45 | 0.8663 |
| Residual | 0.002321 | 20 | |||||
| Cor Total | 0.024 | 29 | |||||
| DF = Degrees of Freedom | |||||||
| R2 = Coefficient of determination | |||||||
| F-value (Calculated) = Calculation of Mean Square for the term divided by the Mean Square for the Residual. | |||||||
| F-value (Tabulated) = Critical values for the F distribution (from Table) | |||||||
| Simulation Studies | Experimental Works | ||||
|---|---|---|---|---|---|
| Virgin | Virgin | R30% | R40% | R50% | |
| Model | <0.0001 | <0.0001 | <0.0001 | <0.0001 | <0.0001 |
| Lack of fit | - | 0.0602 | 0.3657 | 0.3272 | 0.5281 |
| Standard Deviation, SD | 0.0043 | 0.0150 | 0.0130 | 0.0120 | 0.0110 |
| R2 | 0.9765 | 0.8149 | 0.8222 | 0.8156 | 0.8663 |
| Adjusted R2 | 0.9701 | 0.7409 | 0.7511 | 0.7419 | 0.8128 |
| Predicted R2 | 0.9554 | 0.4940 | 0.6012 | 0.5487 | 0.6978 |
| Adequate R2 | 42.145 | 14.948 | 16.911 | 15.747 | 18.755 |
| Simulation Studies | Experimental Works | |||||
|---|---|---|---|---|---|---|
| Virgin | Virgin | R30% | R40% | R50% | ||
| Processing parameters | Melt temperature (°C) | 270 | 300 | 300 | 300 | 300 |
| Packing pressure (MPa) | 35.18 | 56.85 | 56.85 | 56.85 | 56.85 | |
| Packing time (s) | 1.77 | 1.77 | 1.77 | 1.77 | 1.77 | |
| Cooling time (s) | 17.69 | 16.09 | 15.93 | 16.16 | 16.13 | |
| Output | Predicted warpage (mm) | 0.1899 | 0.2906 | 0.2995 | 0.3050 | 0.3073 |
| Simulation Study | Experimental Works | |||||
|---|---|---|---|---|---|---|
| Virgin | Virgin | R30% | R40% | R50% | ||
| Processing parameters | Melt temperature (°C) | 270 | 300 | 300 | 300 | 300 |
| Packing pressure (MPa) | 34.96 | 56.85 | 56.85 | 56.85 | 56.85 | |
| Packing time (s) | 1.74 | 1.74 | 1.74 | 1.74 | 1.74 | |
| Cooling time (s) | 18.02 | 16.0973 | 16.0925 | 16.1500 | 16.0925 | |
| Output | Predicted warpage (mm) | 0.1861 | 0.2824 | 0.3014 | 0.3053 | 0.3109 |
| Recommended Setting | |
|---|---|
| Melt temperature (°C) | 285 |
| Packing pressure (MPa) | 46.98 |
| Packing time(s) | 1.54 |
| Cooling time (s) | 16.70 |
| Predicted warpage (mm) | 0.25 |
| Validated warpage (mm) | 0.3276 |
| Simulation Studies | Experimental Works | ||||
|---|---|---|---|---|---|
| RSM | GA | RSM | GA | ||
| Processingparameter | Melt temperature (°C) | 270 | 270 | 300 | 300 |
| Packing pressure (MPa) | 35.18 | 34.96 | 56.85 | 56.85 | |
| Packing time (s) | 1.77 | 1.74 | 1.77 | 1.74 | |
| Cooling time (s) | 17.69 | 18.02 | 16.09 | 16.0973 | |
| Warpage (mm) | 0.1899 | 0.1861 | 0.3182 | 0.3256 | |
| Percentage Improvement (%) | 24.04 | 25.56 | 2.87 | 0.61 | |
| RSM | GA | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| R30% | R30% | R40% | R50% | R0% | R30% | R40% | R50% | ||
| Processing parameters | Melt temperature (°C) | 300 | 300 | 300 | 300 | 300 | 300 | 300 | 300 |
| Packing pressure (MPa) | 56.85 | 56.85 | 56.85 | 56.85 | 56.85 | 56.85 | 56.85 | 56.85 | |
| Packing time (s) | 1.77 | 1.77 | 1.77 | 1.77 | 1.74 | 1.74 | 1.74 | 1.74 | |
| Cooling time (s) | 16.09 | 15.93 | 16.16 | 16.13 | 16.0973 | 16.0925 | 16.1500 | 16.0925 | |
| Average warpage (mm) | 0.3182 | 0.3310 | 0.3413 | 0.3474 | 0.3256 | 0.3365 | 0.3449 | 0.3497 | |
| Percentage Different (%) | - | 3.94 | 7.00 | 8.77 | 3.29 | 5.76 | 7.14 | ||
| Recycle Ratios | Optimisation Methods | Processing Parameters | Output | ||||
|---|---|---|---|---|---|---|---|
| Melt Temperature (°C) | Packing Pressure (MPa) | Packing Time (s) | Cooling Time (s) | Average Warpage (mm) | Percentage Different (%) | ||
| R0% (Virgin) | RSM | 300 | 56.85 | 1.77 | 16.09 | 0.3182 | 2.29 |
| GA | 300 | 56.85 | 1.74 | 16.10 | 0.3256 | ||
| R30% | RSM | 300 | 56.85 | 1.77 | 15.93 | 0.3310 | 1.65 |
| GA | 300 | 56.85 | 1.74 | 16.09 | 0.3365 | ||
| R40% | RSM | 300 | 56.85 | 1.77 | 16.16 | 0.3413 | 1.05 |
| GA | 300 | 56.85 | 1.74 | 16.15 | 0.3449 | ||
| R50% | RSM | 300 | 56.85 | 1.77 | 16.13 | 0.3474 | 0.66 |
| GA | 300 | 56.85 | 1.74 | 16.09 | 0.3497 | ||
| Melt Temperature (°C) | Packing Pressure (MPa) | Packing Time (s) | Cooling Time (s) | Predicted Warpage (mm) | Average Warpage (mm) | Percentage Error (%) | ||
|---|---|---|---|---|---|---|---|---|
| R0% (Virgin) | RSM | 300 | 56.85 | 1.77 | 16.0900 | 0.2906 | 0.3182 | 8.67 |
| GA | 300 | 56.85 | 1.77 | 16.0973 | 0.2824 | 0.3256 | 13.27 | |
| R30% | RSM | 300 | 56.85 | 1.77 | 15.9300 | 0.2995 | 0.3310 | 9.52 |
| GA | 300 | 56.85 | 1.77 | 16.0925 | 0.3014 | 0.3365 | 10.43 | |
| R40% | RSM | 300 | 56.85 | 1.77 | 16.1600 | 0.3050 | 0.3413 | 10.64 |
| GA | 300 | 56.85 | 1.77 | 16.1500 | 0.3053 | 0.3449 | 11.48 | |
| R50% | RSM | 300 | 56.85 | 1.77 | 16.1300 | 0.3073 | 0.3474 | 11.54 |
| GA | 300 | 56.85 | 1.77 | 16.0925 | 0.3109 | 0.3497 | 11.10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tamizi, N.A.M.A.; Rahim, S.Z.A.; Abdellah, A.E.-h.; Abdullah, M.M.A.B.; Nabiałek, M.; Wysłocki, J.J.; Jeż, B.; Palutkiewicz, P.; Rahman, R.A.; Saad, M.N.M.; et al. Warpage Optimisation Using Recycled Polycar-bonates (PC) on Front Panel Housing. Materials 2021, 14, 1416. https://doi.org/10.3390/ma14061416
Tamizi NAMA, Rahim SZA, Abdellah AE-h, Abdullah MMAB, Nabiałek M, Wysłocki JJ, Jeż B, Palutkiewicz P, Rahman RA, Saad MNM, et al. Warpage Optimisation Using Recycled Polycar-bonates (PC) on Front Panel Housing. Materials. 2021; 14(6):1416. https://doi.org/10.3390/ma14061416
Chicago/Turabian StyleTamizi, Nur Aisyah Miza Ahmad, Shayfull Zamree Abd Rahim, Abdellah El-hadj Abdellah, Mohd Mustafa Al Bakri Abdullah, Marcin Nabiałek, Jerzy J. Wysłocki, Bartłomiej Jeż, Paweł Palutkiewicz, Rozyanty Abdul Rahman, Mohd Nasir Mat Saad, and et al. 2021. "Warpage Optimisation Using Recycled Polycar-bonates (PC) on Front Panel Housing" Materials 14, no. 6: 1416. https://doi.org/10.3390/ma14061416