
Formation Mechanism and Control Method of Residual Stress Profile by Laser Shock Peening in Thin Titanium Alloy Component

 ,
,
Abstract
:1. Introduction
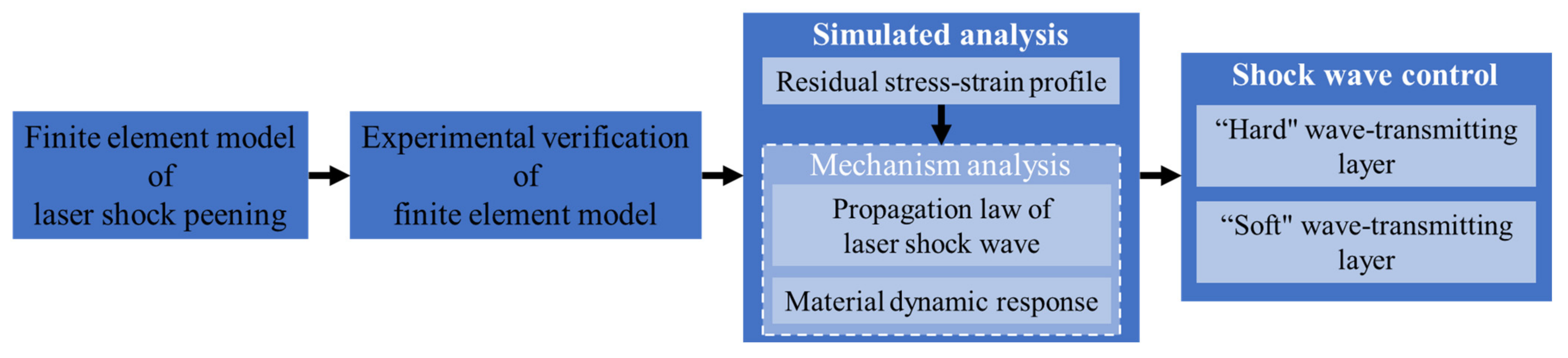
2. Laser Shock Peening Model
2.1. Titanium Alloy Material Model
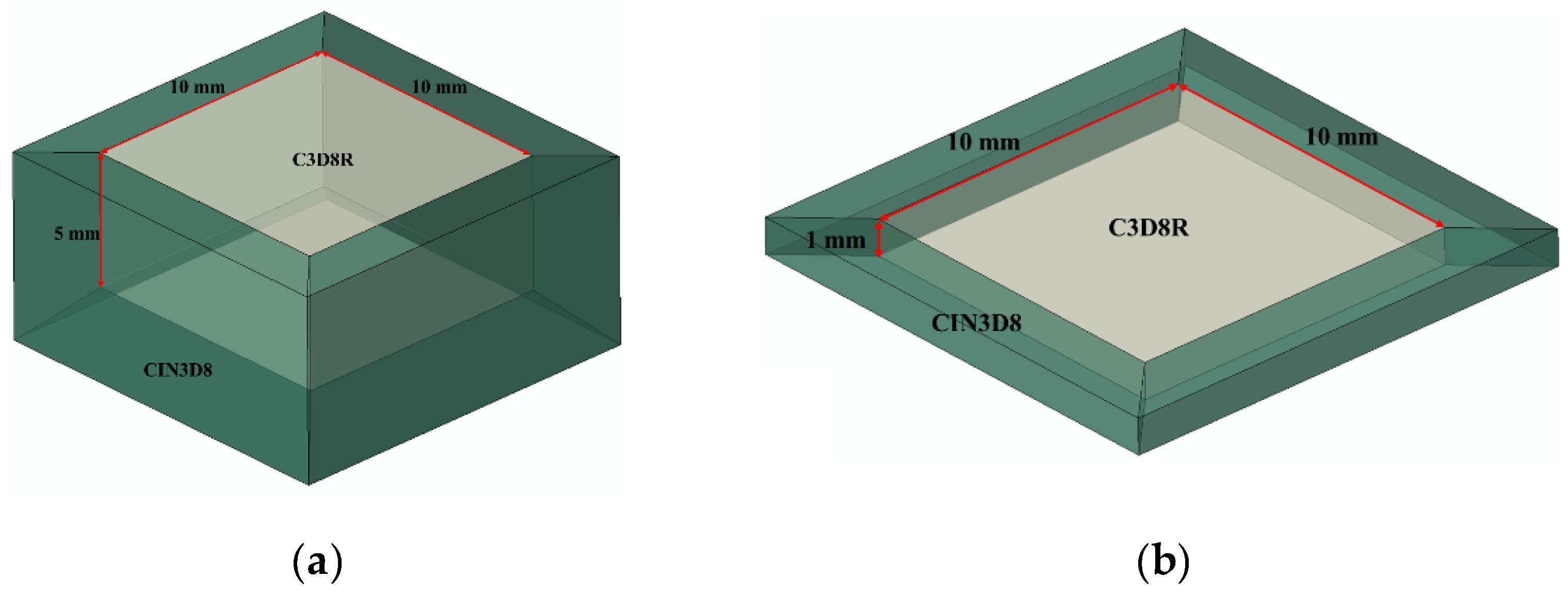
2.2. Finite Element Model
2.3. Model Validation
3. Results and Analysis
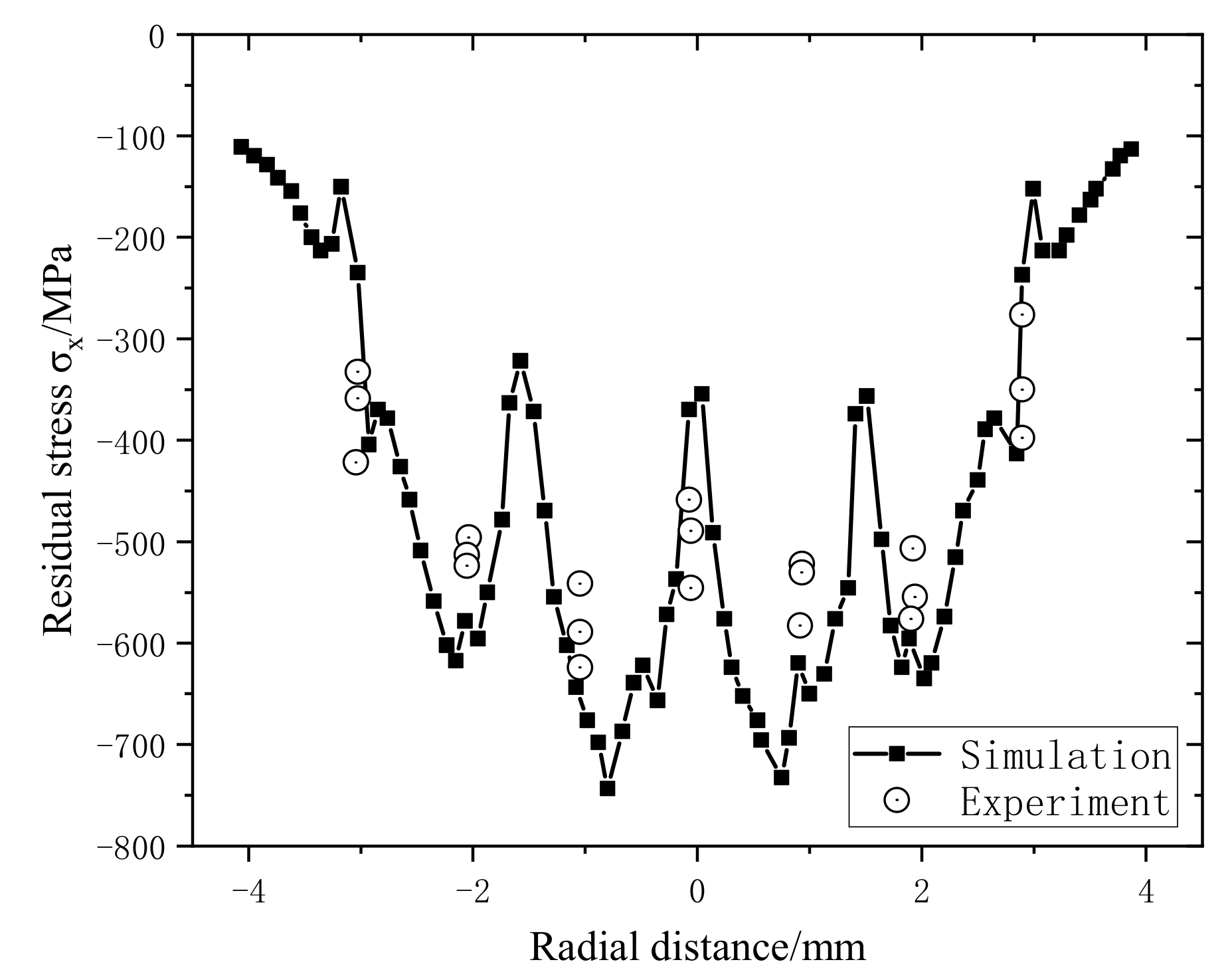
3.1. Residual Stress-Strain Profile
3.2. Analysis on the Formation Mechanism of Residual Stress-Strain Profile
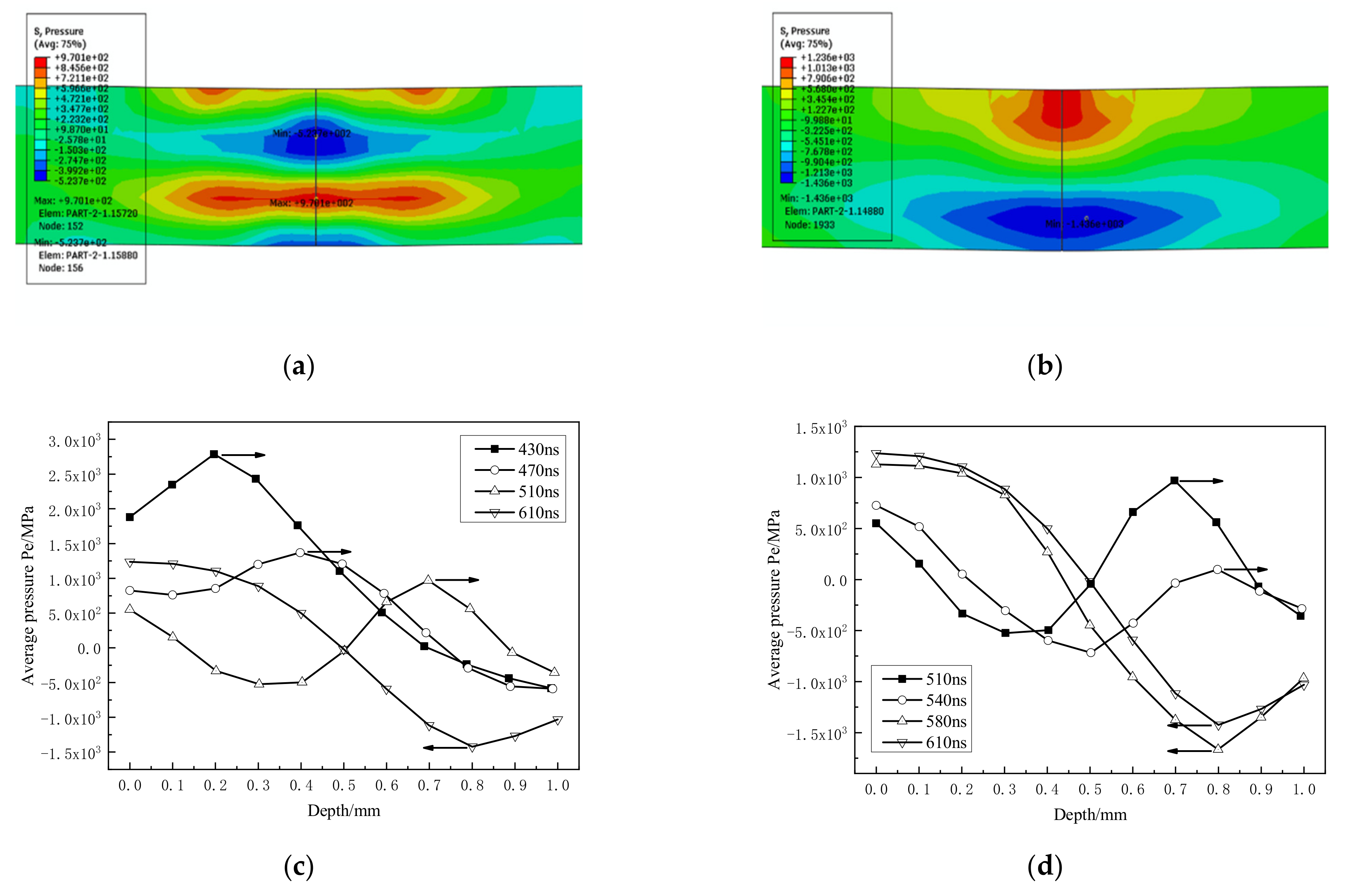
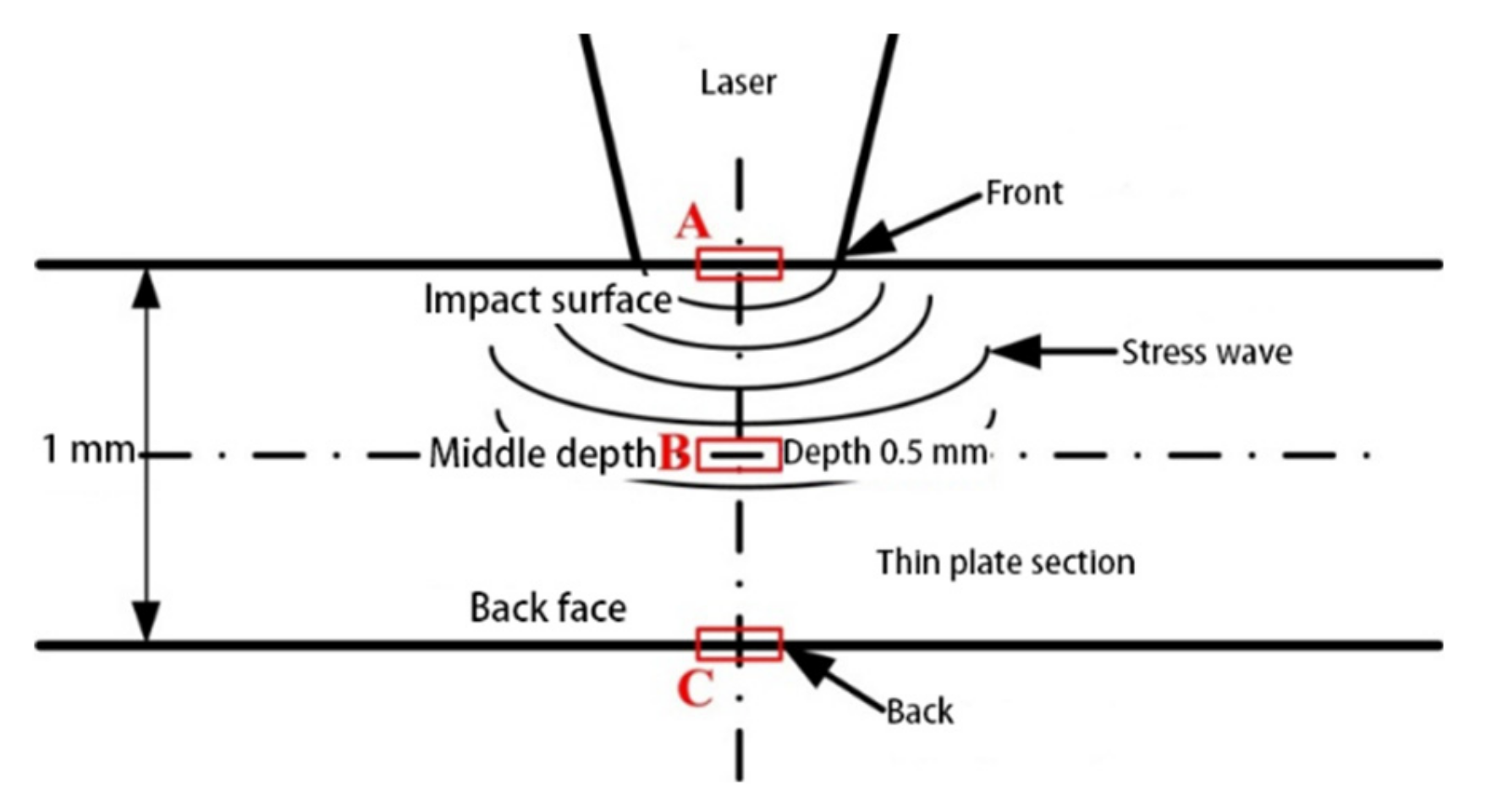
3.2.1. Propagation Law of Laser Shock Wave in Sheet
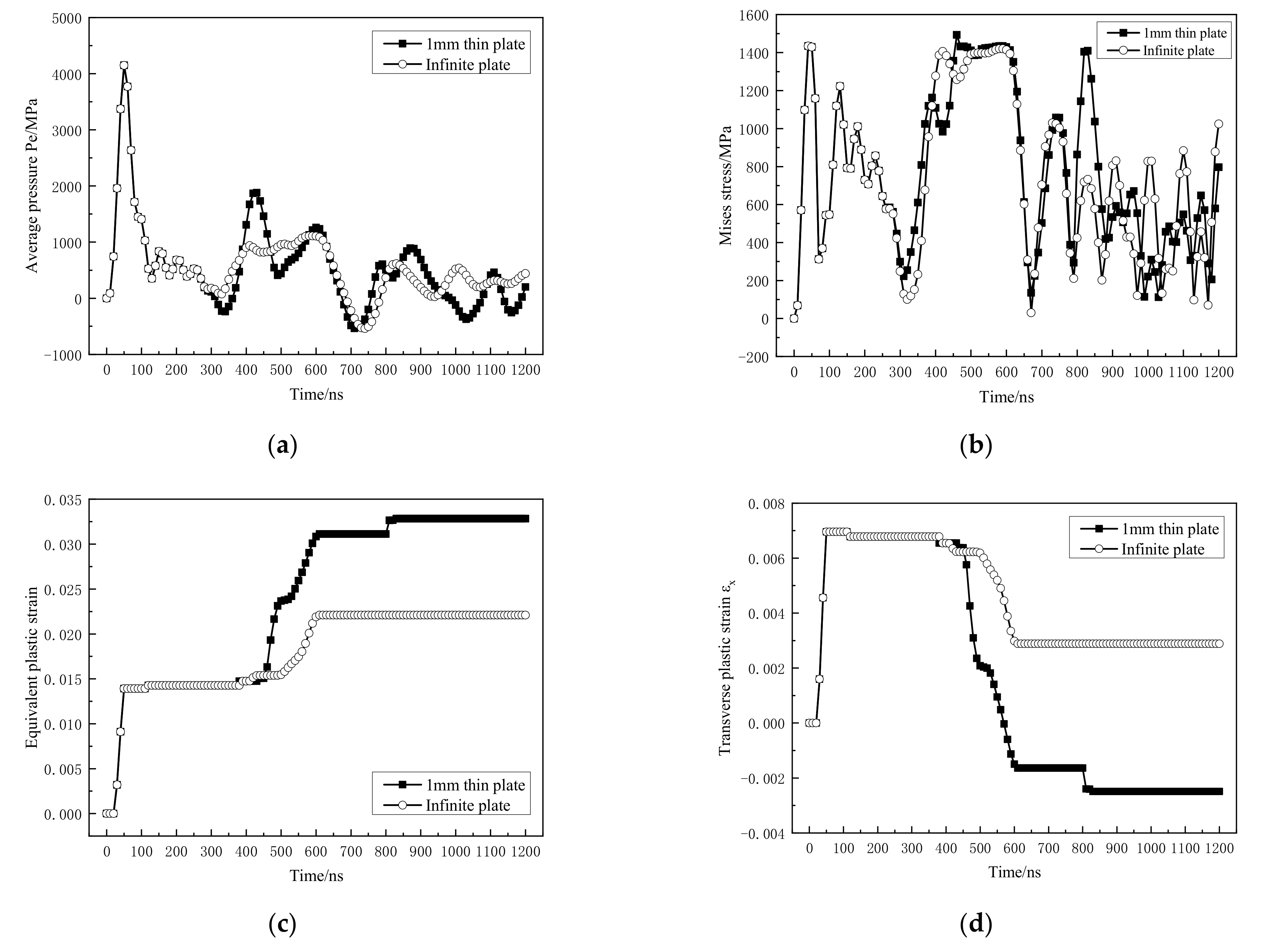
3.2.2. Material Dynamic Response
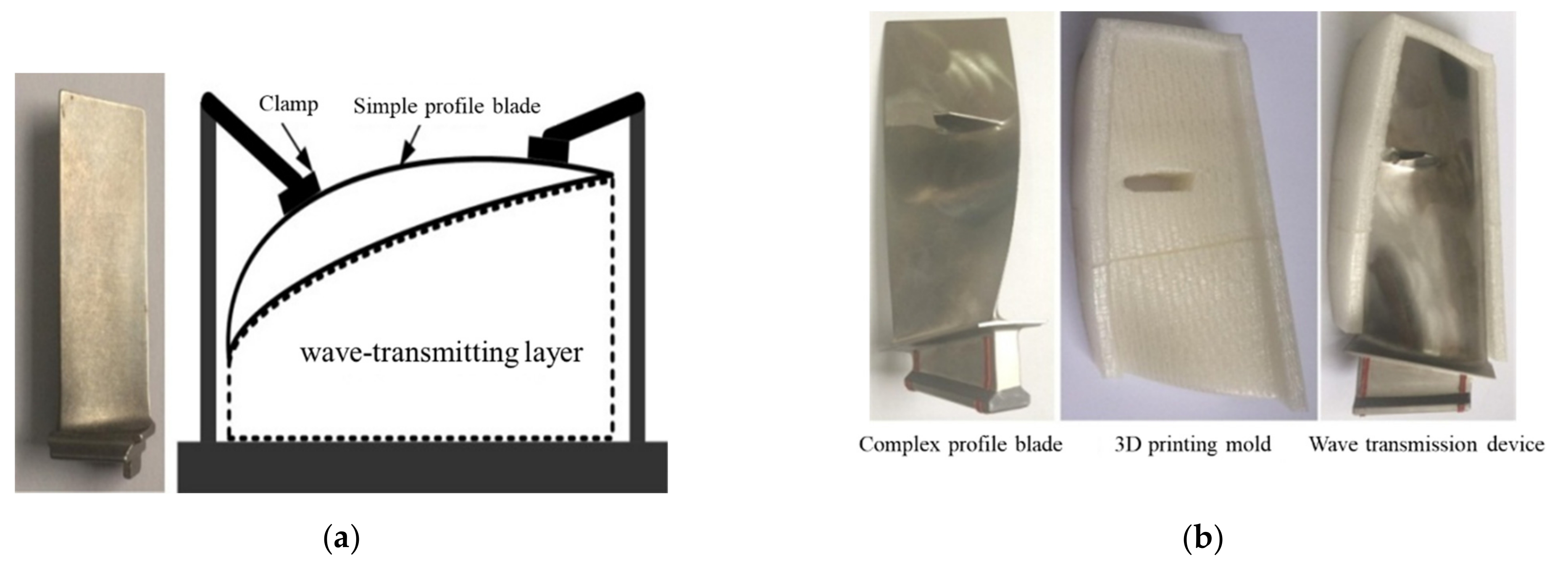
3.3. Residual Stress-Strain Profile Control Method and Experimental Verification
4. Conclusions
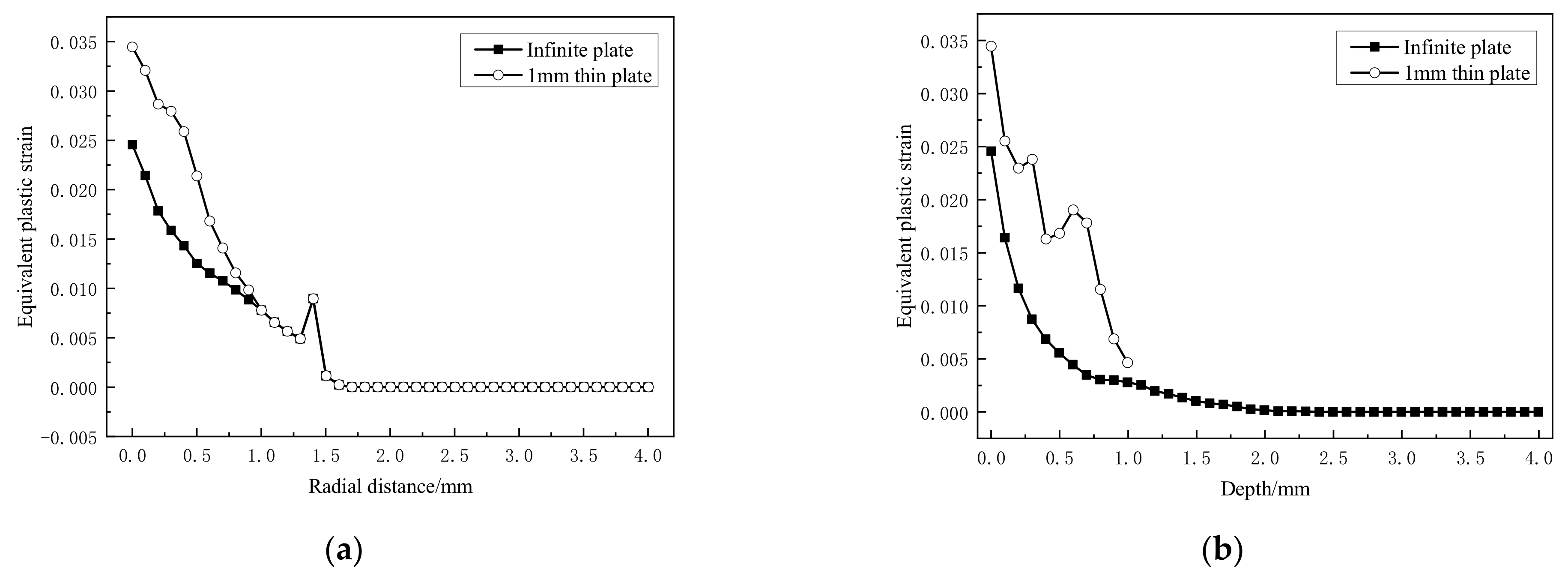
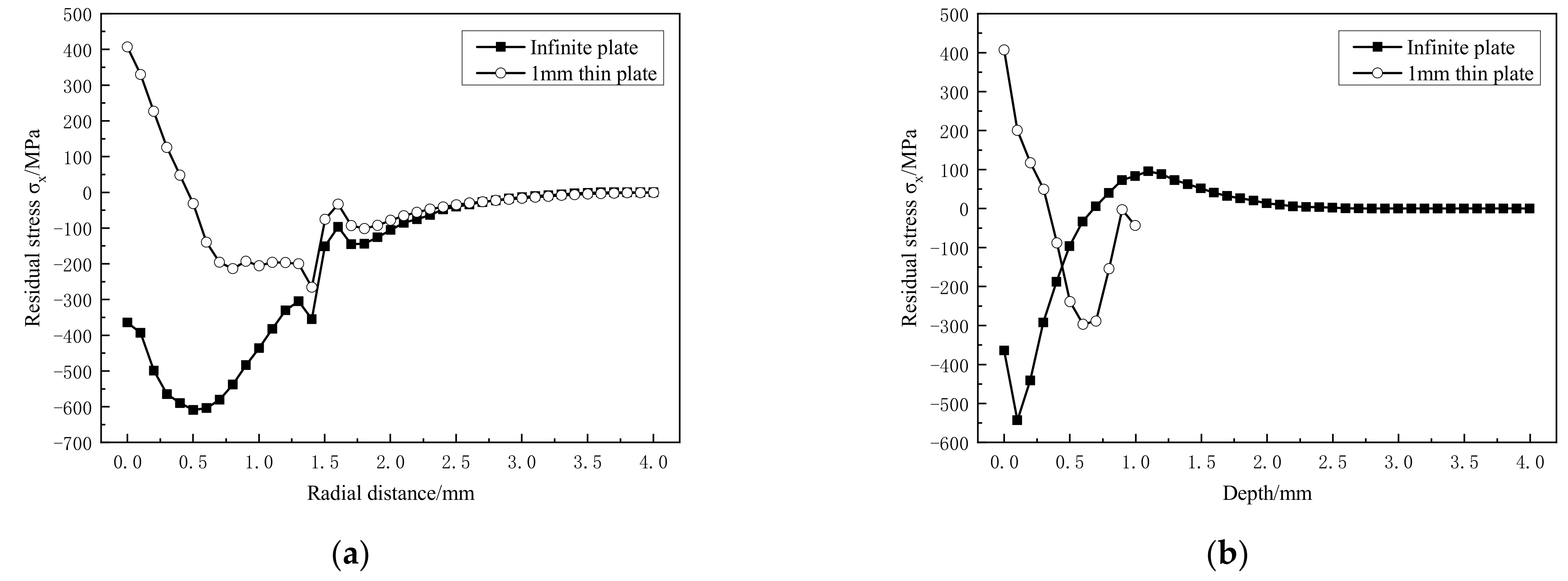
- Compared with the infinite thickness model, the equivalent plastic strain of the sheet after laser shock increases significantly in radial direction and depth, resulting in the formation of tensile residual stresses up to 410 MPa in the radial direction of the spot 0.5 mm and the depth of 0.3 mm. Although the residual compressive stress is formed out-side the radius of 0.5 mm, its value is quite small compared to the infinite thickness model, only 200 MPa.
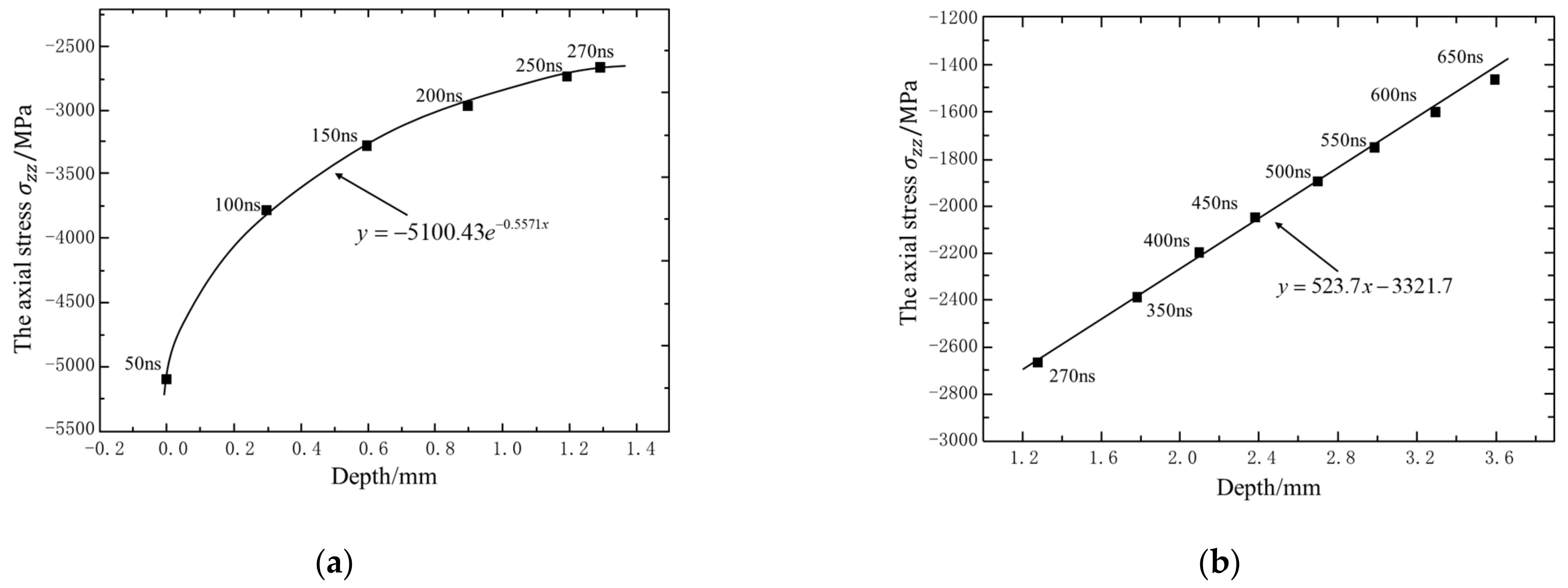
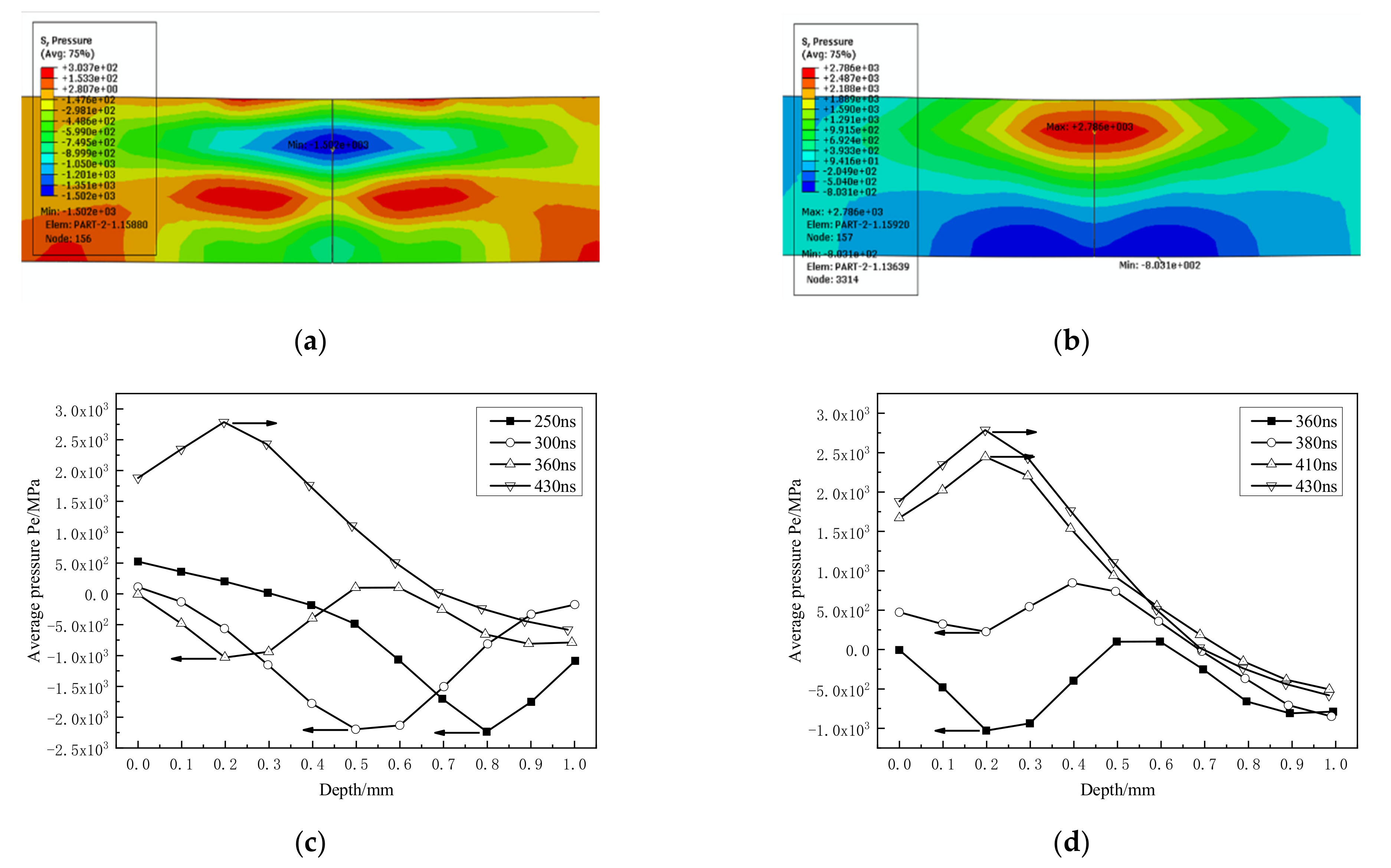
- Under the condition of the infinite-thickness model, the longitudinal wave attenuates exponentially and linearly in the elastic-plastic wave stage and the elastic wave stage, respectively. The shock wave will be reflected repeatedly in the sheet, and the property will change repeatedly between compression wave and extension wave. The reflected shock wave will be coupled with the subsequent shock wave to increase the pressure, and the peak pressure will be formed at the subsurface 0.2 mm.
- Compared with the infinite thickness model, the transverse plastic strain of the sheet surface formed under the action of the first compression wave will be plastic deformation again under the action of the subsequent reflected tensile wave, so that the transverse plastic strain gradually decreases and the material is in the transverse compression state. This is the direct cause of the increase of equivalent plastic strain and the formation of residual tensile stress.
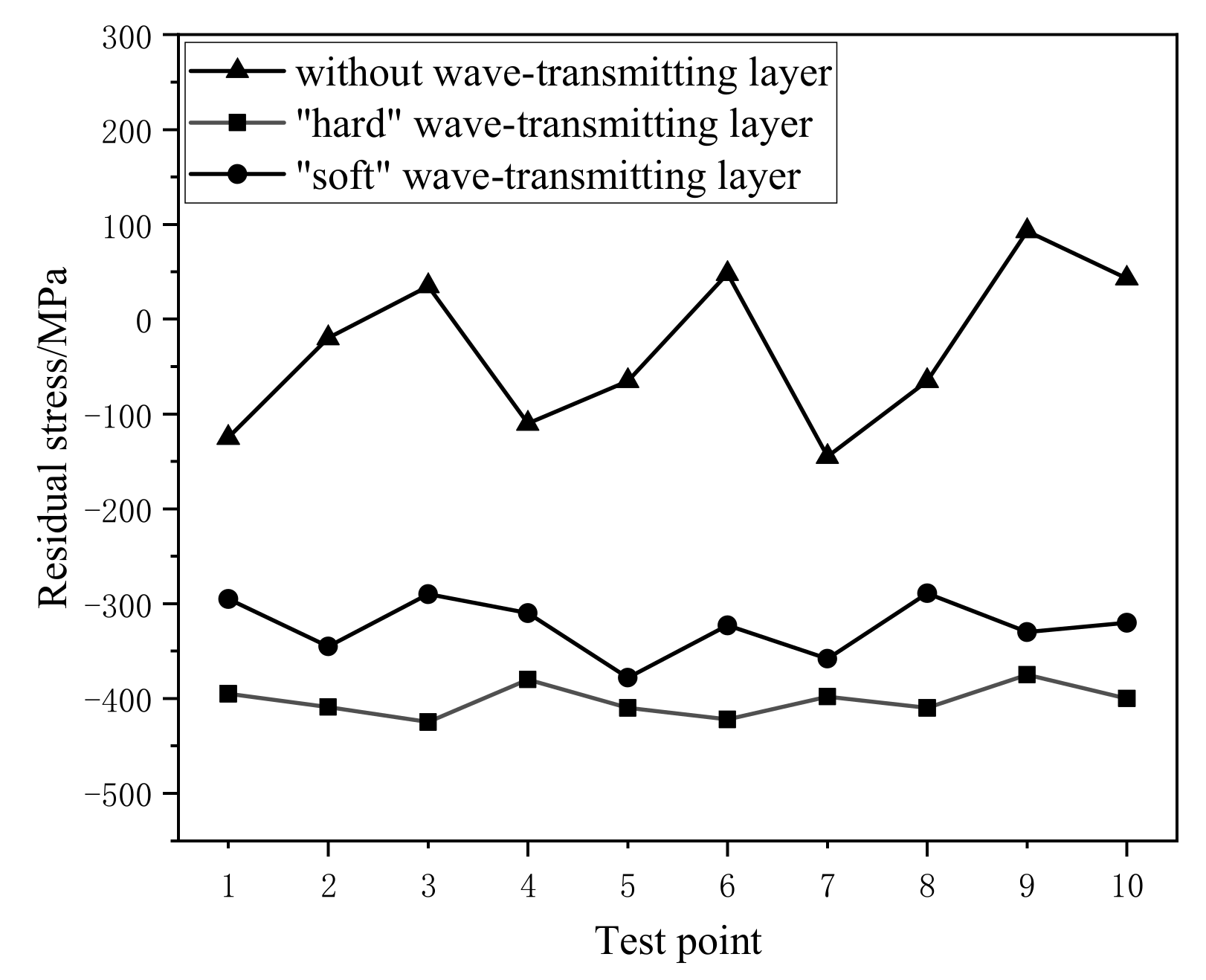
- When using single-sided laser shock thin blades, using a "hard" wave-transmitting layer of the same material as the blade or a "soft" wave-transmitting layer configured with powder and solvent can effectively reduce the shock wave reflection intensity and improve the strengthening effect. And a better impedance matching effect is achieved under the condition of the "hard" wave-transmitting layer; compared with the "soft" wave-transmitting layer, the residual compressive stress is increased by about 100 MPa.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, K.; He, C.; Huang, Q.; Huang, Z.Y.; Wang, C.; Wang, Q.; Liu, Y.J.; Zhong, B. Very high cycle fatigue behaviors of a turbine engine blade alloy at various stress ratios. Int. J. Fatigue 2017, 99, 35–43. [Google Scholar] [CrossRef]
- Nie, X.; He, W.; Zhou, L.; Li, Q.; Wang, X. Experiment investigation of laser shock peening on TC6 titanium alloy to improve high cycle fatigue performance. Mater. Sci. Eng. A 2014, 594, 161–167. [Google Scholar] [CrossRef]
- Hammersley, G.; Hackel, L.A.; Harris, F. Surface prestressing to improve fatigue strength of components by laser shot peening. Opt. Lasers Eng. 2000, 34, 327–337. [Google Scholar] [CrossRef]
- Langer, K.; Spradlin, T.J.; Fitzpatrick, M.E. Finite Element Analysis of Laser Peening of Thin Aluminum Structures. Metals 2020, 10, 93. [Google Scholar] [CrossRef] [Green Version]
- Rai, A.K.; Biswal, R.; Gupta, R.K.; Singh, R.; Rai, S.K.; Ranganathan, K.; Ganesh, P.; Kaul, R.; Bindra, K.S. Study on the effect of multiple laser shock peening on residual stress and microstructural changes in modified 9Cr-1Mo (P91) steel. Surf. Coat. Technol. 2019, 358, 125–135. [Google Scholar] [CrossRef]
- Xu, G.; Luo, K.; Dai, F.; Lu, J. Effects of scanning path and overlapping rate on residual stress of 316L stainless steel blade subjected to massive laser shock peening treatment with square spots. Appl. Surf. Sci. 2019, 481, 1053–1063. [Google Scholar] [CrossRef]
- Amoo, L.M. On the design and structural analysis of jet engine fan blade structures. Prog. Aerosp. Sci. 2013, 60, 1–11. [Google Scholar] [CrossRef]
- Ding, K. FEM Simulation of Two Sided Laser Shock Peening of Thin Sections of Ti-6Al-4V Alloy. Surf. Eng. 2003, 19, 127–133. [Google Scholar] [CrossRef]
- Sun, B.; Qiao, H.; Zhao, J.; Lu, Y. Experimental investigation of laser shock peening on TC17 titanium alloy for thin-wall workpieces. Tenth Int. Conf. Inf. Opt. Photonics 2018, 10964, 1096436. [Google Scholar] [CrossRef]
- Cellard, C.; Retraint, D.; François, M.; Rouhaud, E.; Le Saunier, D. Laser shock peening of Ti-17 titanium alloy: Influence of process parameters. Mater. Sci. Eng. A 2012, 532, 362–372. [Google Scholar] [CrossRef]
- Toparli, M.B.; Fitzpatrick, M.E. Residual Stresses Induced by Laser Peening of Thin Aluminium Plates. Mater. Sci. Forum 2011, 681, 504–509. [Google Scholar] [CrossRef]
- Ivetic, G. Three-dimensional FEM analysis of laser shock peening of aluminium alloy 2024-T351 thin sheets. Surf. Eng. 2011, 27, 445–453. [Google Scholar] [CrossRef]
- Johnson, G.; Cook, W. A constitutive model and data for metals subjected to large strains, high strain rates and high tem-peratures. Eng. Fract. Mech. 1983, 21, 541–548. [Google Scholar]
- Zhou, W.; Ren, X.; Yang, Y.; Tong, Z.; Larson, E.A. Finite element analysis of laser shock peening induced near-surface deformation in engineering metals. Opt. Laser Technol. 2019, 119, 105608. [Google Scholar] [CrossRef]
- Li, X.; He, W.; Luo, S.; Nie, X.; Tian, L.; Feng, X.; Li, R. Simulation and Experimental Study on Residual Stress Distribution in Titanium Alloy Treated by Laser Shock Peening with Flat-Top and Gaussian Laser Beams. Materials 2019, 12, 1343. [Google Scholar] [CrossRef] [Green Version]
- Giddaluri, R.; Rajyalakshmi, G. FE simulation for stress distribution and surface deformation in Ti-6Al-4V induced by interaction of multi scale laser shock peening parameters. Optik 2020, 206, 164280. [Google Scholar] [CrossRef]
- Xi, Y.; Nie, X.; He, W.; Li, D. Parameter Identification of Constitutive Model at High Strain Rate for TC17 Titanium Alloy Under Shock Wave Induced by Nanosecond Pulsed Lasers. Chin. J. Lasers 2016, 43, 802003. [Google Scholar] [CrossRef]
- Berthe, L.; Fabbro, R.; Peyre, P.; Tollier, L.; Bartnicki, E. Shock waves from a water-confined laser-generated plasma. J. Appl. Phys. 1997, 82, 2826–2832. [Google Scholar] [CrossRef]
- Fabbro, R.; Peyre, P.; Berthe, L.; Scherpereel, X. Physics and applications of laser-shock processing. J. Laser Appl. 1998, 10, 265–279. [Google Scholar] [CrossRef]
- Grady, D.E.; Elert, M.; Furnish, M.D.; Anderson, W.W.; Proud, W.G.; Butler, W.T. Shock attenuation in distended media. AIP Conf. Proc. 2009, 1195, 1031. [Google Scholar]
- Ma, G.; Zeng, Y.; Yang, X.; Liu, Y.; Duan, Y. Wave-transmitting material to optimize impedance matching and enhance microwave absorption properties of flaky carbonyl iron coating. J. Mater. Sci. Mater. Electron. 2020, 31, 8627–8636. [Google Scholar] [CrossRef]
- Dorman, M.; Toparli, M.; Smyth, N.; Cini, A.; Fitzpatrick, M.; Irving, P. Effect of laser shock peening on residual stress and fatigue life of clad 2024 aluminium sheet containing scribe defects. Mater. Sci. Eng. A 2012, 548, 142–151. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Density/(g·cm−3) | 4.68 |
| Elastic modulus/GPa | 113 |
| Poisson’s ratio | 0.33 |
| Elastic limit/GPa | 2.9 |
| A/MPa | 1231 |
| B/MPa | 356.1751 |
| n | 0.2623 |
| c | 0.0197 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, X.; Tang, Y.; Zhao, F.; Yan, L.; Wu, H.; Wei, C.; He, W. Formation Mechanism and Control Method of Residual Stress Profile by Laser Shock Peening in Thin Titanium Alloy Component. Materials 2021, 14, 1878. https://doi.org/10.3390/ma14081878
Nie X, Tang Y, Zhao F, Yan L, Wu H, Wei C, He W. Formation Mechanism and Control Method of Residual Stress Profile by Laser Shock Peening in Thin Titanium Alloy Component. Materials. 2021; 14(8):1878. https://doi.org/10.3390/ma14081878
Chicago/Turabian StyleNie, Xiangfan, Yuyuan Tang, Feifan Zhao, Li Yan, Haonian Wu, Chen Wei, and Weifeng He. 2021. "Formation Mechanism and Control Method of Residual Stress Profile by Laser Shock Peening in Thin Titanium Alloy Component" Materials 14, no. 8: 1878. https://doi.org/10.3390/ma14081878