Grinding is commonly used to machine workpieces made of hard or brittle materials with the intent of ensuring a better surface finish. In grinding, the shape of the grinding wheel and the randomly distributed abrasive grain trajectories are projected onto the workpiece surface [
1]. Thus, the cutting-edge density of the abrasive grains, the number of protrusions of the grains, and the continuous cutting-edge intervals affect the abrasive grain trajectories and thereby, the surface finish [
2,
3,
4]. The critical aspect is that the material removal ability of the abrasive grains deteriorates with time. Dressing and truing operations are performed at regular time intervals to restore the abrasive grains’ material removal ability. Various methods have been introduced so far to perform truing and dressing [
5,
6,
7]. The effectiveness of truing and dressing operations is determined by quantifying wheel surface topography by identifying the regions and their distributions where the active abrasive grains reside.
Both analytical and experimental studies have been carried out to determine the surface topography of the grinding wheel. Numerous studies have been carried out to theoretically analyze the surface topography of the dressed grinding wheel and the properties of the finished surface [
8,
9,
10]. Besides theoretical analysis, experimental and hybrid analyses have been a popular approach. In this regard, stylus-based measurements have largely been used. Matsui et al. [
11] conducted a theoretical analysis and an experimental study of abrasive grain cutting-edge density for both the conical stylus and knife-edge stylus. One of the drawbacks of this approach is that the measurement results depend on the shape of the stylus. In addition to stylus-based measurements, non-contact measurements have also been used. Shoji et al. [
12] measured the amount of protrusion of abrasive grains by stereo-photography and investigated the effect of this amount on grinding performance. Laser-based, non-contact measurements can be used to obtain the distribution of the grinding wheel outer surface heights with high accuracy [
13,
14,
15]. Furthermore, the surface topography of the grinding wheel can be analyzed by various image processing methods [
16,
17,
18,
19,
20,
21,
22,
23,
24]. In this case, the images of the grinding wheel work surface are prepared by pre-processing before the actual processing phase. These methods can measure a wide surface area quickly and quantify the grinding wheel surface conditions more realistically. For example, consider the work described in Hosokawa et al. [
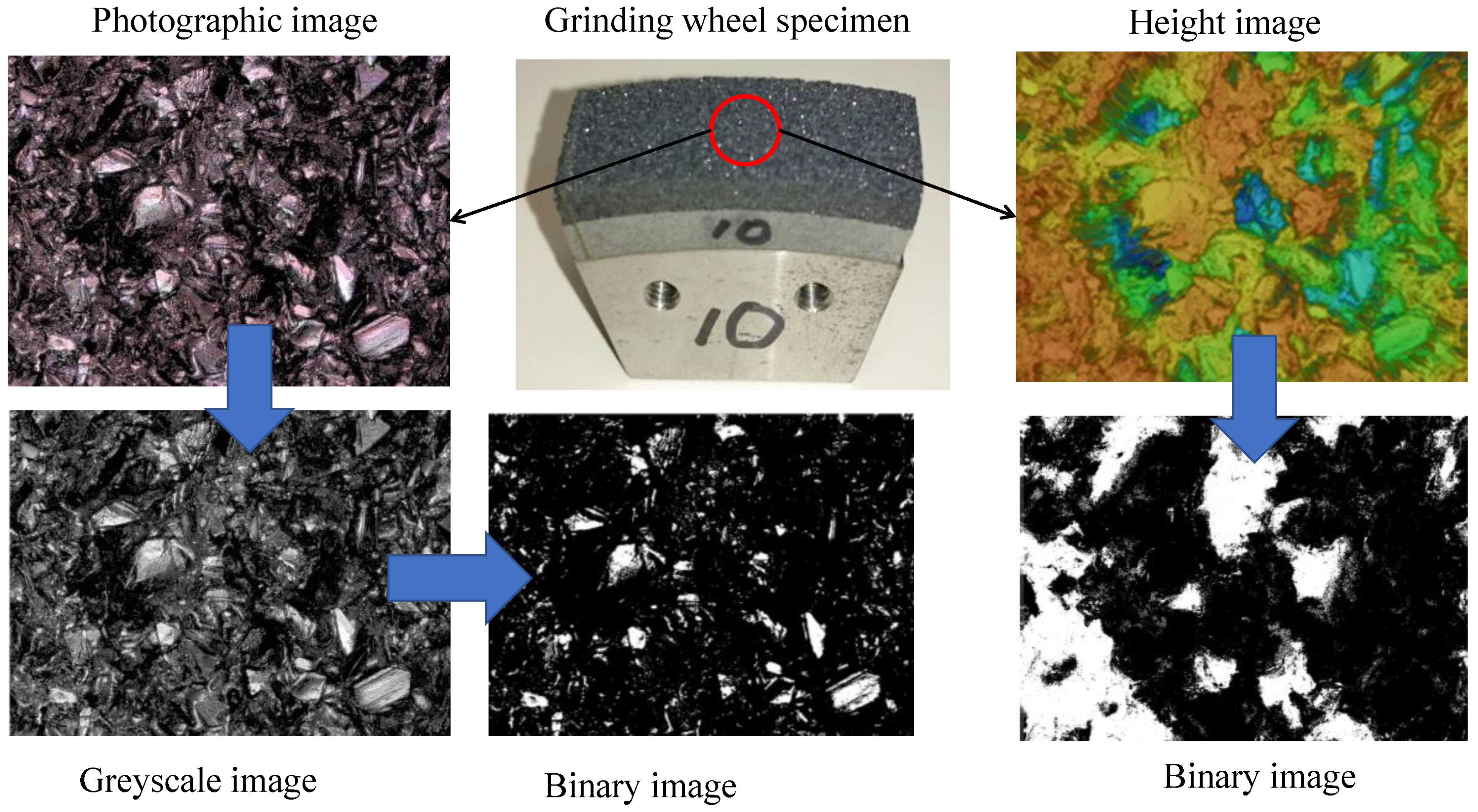
16]. In this article, the grinding wheel surface image was prepared in three steps: preprocessing of a color image, binary conversion, and main processing of a micro-chromatic image. The binary conversion was performed in the regions of abrasive grain and worn-flat areas with the aid of hue histograms, saturation histograms, and brilliance histograms. For example, consider some selected recent studies. Feng and Chen [
17] showed that manual adjustment was required during the image processing of a grinding wheel surface, ensuring the right detection of the regions where the abrasive grains reside. Kawashita et al. [
18] used an image processing system to determine a targeted abrasive grain’s wear due to the continuation of a grinding process. They extracted abrasive grain height information by processing the grinding wheel work surface using hue, saturation, and brilliance histograms. Abidi et al. [
19] showed a digital image processing technique using the K-cluster iteration method to determine the abrasive and non-abrasive regions on a grinding wheel surface. Scanning electron microscope (SEM) images are also used for the sake of comparison. Kawashita et al. [
20] developed an imaging technique wherein two light sources (ultraviolet and visible light sources) were used to take images of a grinding wheel surface with diamond abrasives. Kapłonek et al. [
21,
22,
23] performed a series of studies showing the newly developed grinding wheel’s effectiveness by analyzing images of wheel surfaces and images of isolated abrasive grains. The original images were taken by scanning electron microscope (SEM) technology. Afterward, commercially available image processing systems were used to determine the topography of the grinding wheel surface. In topography analysis, the main challenge was to isolate the regions of grains, binders, and cavities in the binders [
24]. The authors observed that cavities were also formed in the regions of grains.
However, one of the drawbacks of image processing-based topography analysis is that the underlying image processing method must remove the regions where the abrasive grains do not reside while maintaining at the same time the regions where the abrasive grains reside. Thus, innovative image processing techniques are needed to allow for effective distinction between non-grain regions and grain regions while simultaneously reducing the heavy computing load and time-consuming duration.
In the framework of the emerging paradigm of “Biologicalisation: Biological Transformation in Manufacturing” [
24,
25,
26,
27,
28], the basic hypothesis is that future biologicalized manufacturing systems will develop along the three directions of (a) bio-inspiration, (b) bio-integration, and (c) bio-intelligence [
28]. With reference to this assumption, the present paper aims to embrace the bio-inspiration manufacturing scheme defined as “Bio-inspired manufacturing is realized by transferring concepts concerning principles, functions, structures and/or solutions from the biosphere to the manufacturing technosphere” [
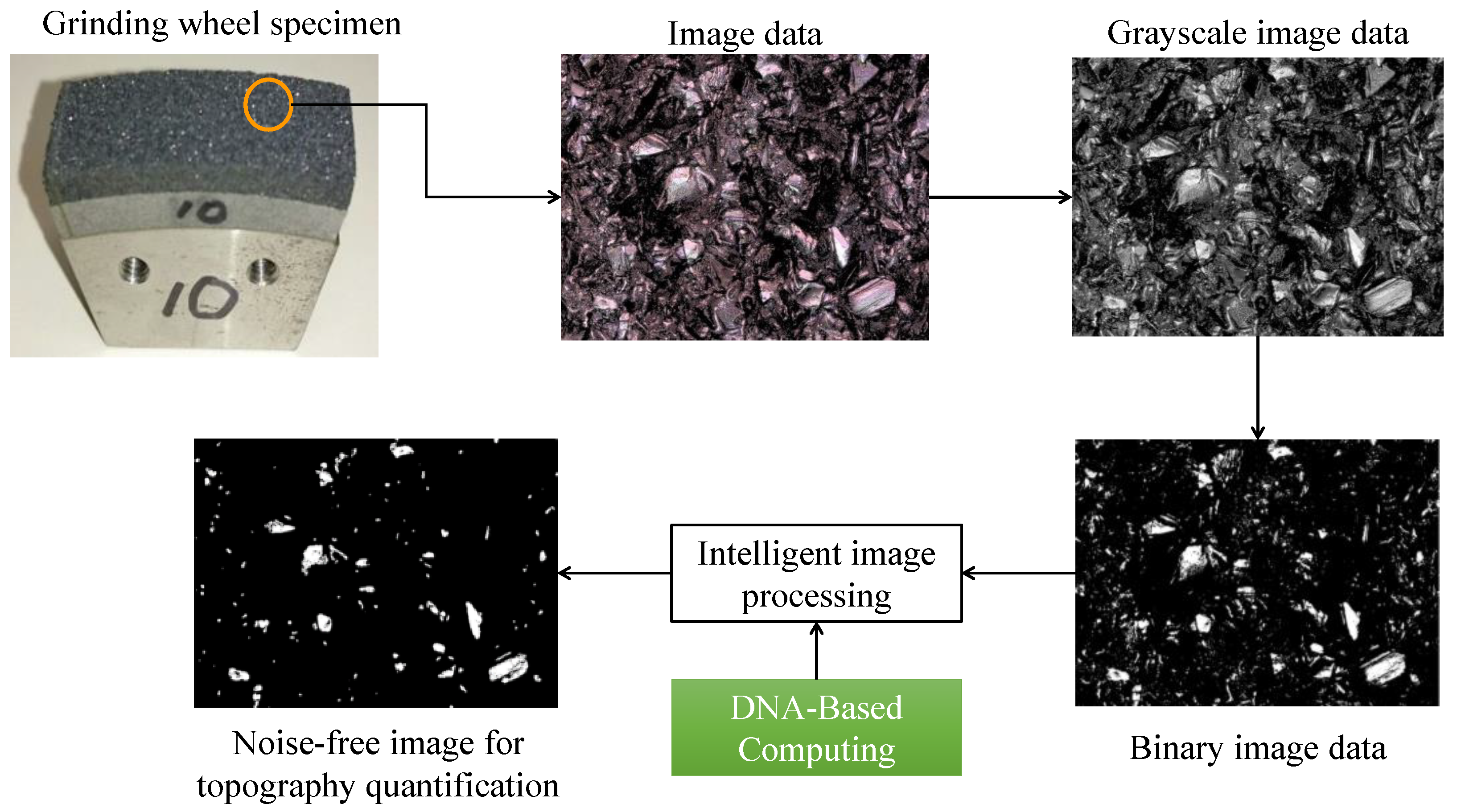
28]. Within this concept, for overcoming the limits of current image processing-based topography analysis methods, this study presents a bio-inspiration based computing methodology, known as DNA-based computing (DBC) [
29], with a focus on DBC’s effectiveness in helping remove non-grain regions while maintaining grain regions with a significantly reduced amount of computational effort and time.
After the introduction, this article is organized in the following sections:
Section 2 presents the dressing conditions and pre-processing of the grinding wheel surface images.
Section 3 describes the way DBC is performed on the pre-processed images to eliminate image regions that are not significant for surface topography determination.
Section 4 presents the results of the DBC-driven image processing for grinding wheel surface topography determination. It also shows the relationship between dressing conditions and the distributions of active abrasive grains and discusses the implications of this study.
Section 5 presents the concluding remarks of this research work.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}