
Mechanical Properties and Uniaxial Compression Stress—Strain Relation of Recycled Coarse Aggregate Concrete after Carbonation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Cement
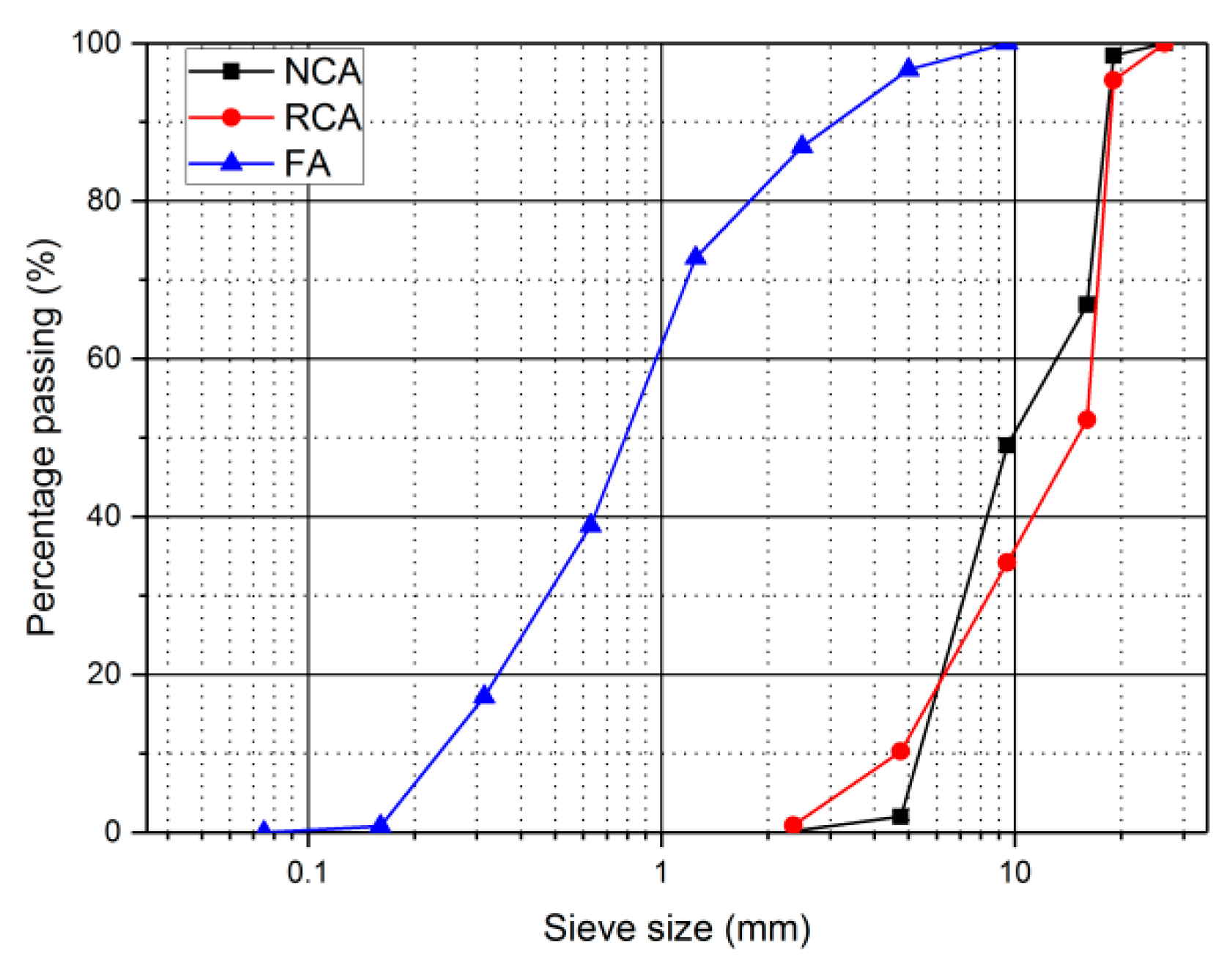
2.1.2. Coarse Aggregate
2.1.3. Fine Aggregate
2.2. Mix Proportion
2.3. Specimens
2.4. Test Methods
2.4.1. Accelerated Carbonation Test
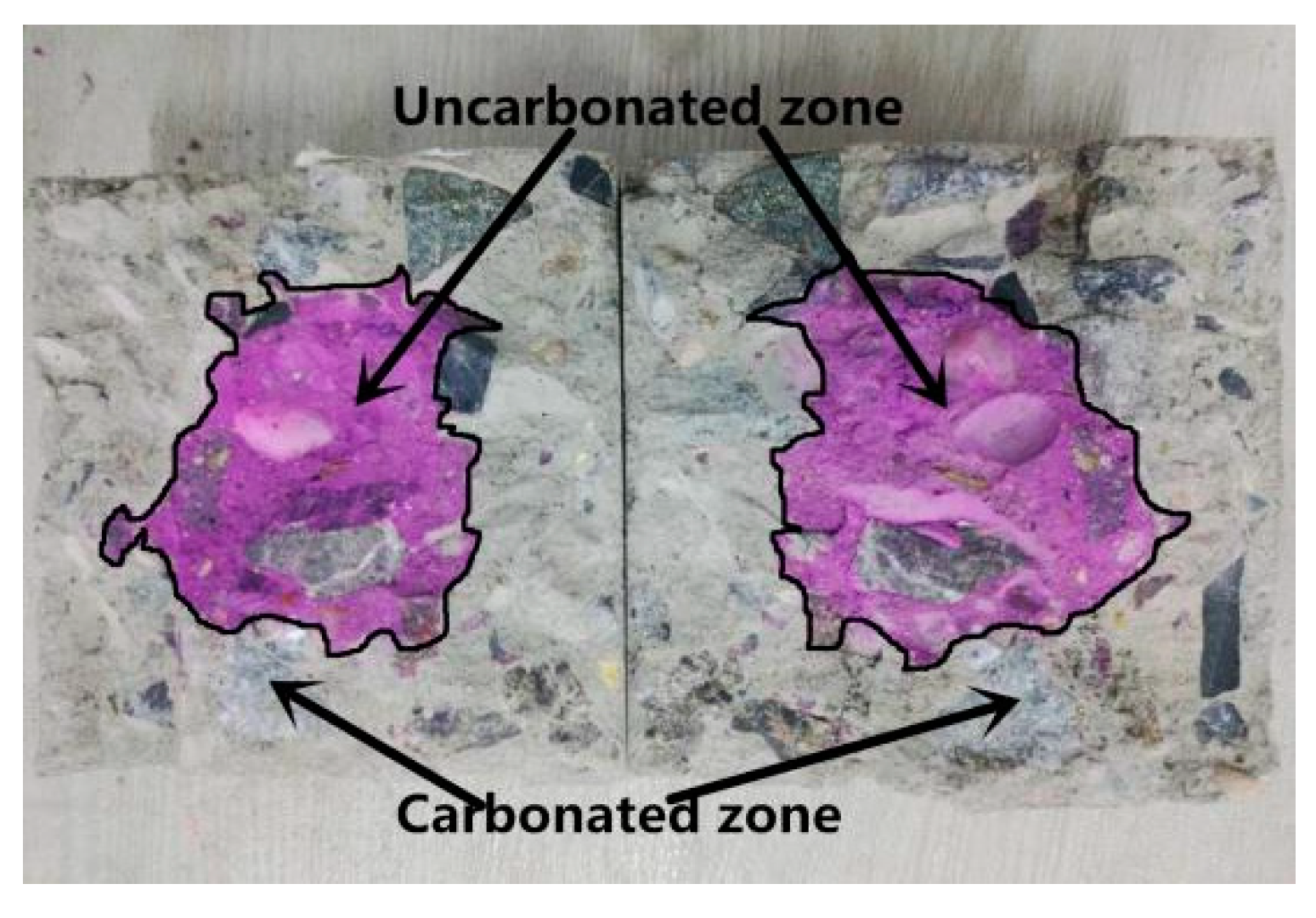
2.4.2. Carbonation Depth Measurement
2.4.3. Uniaxial Compressive Loading Test
3. Results and Discussion
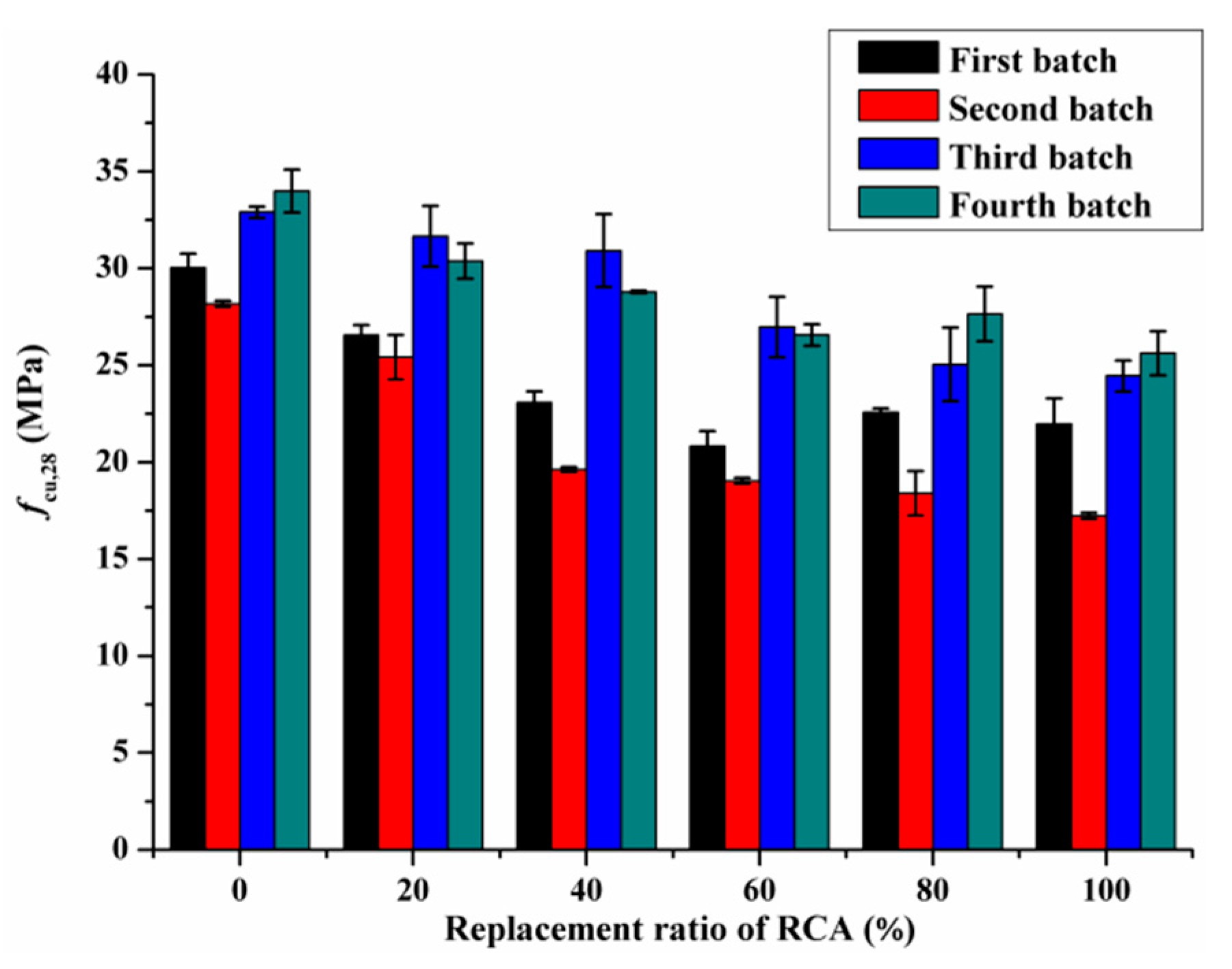
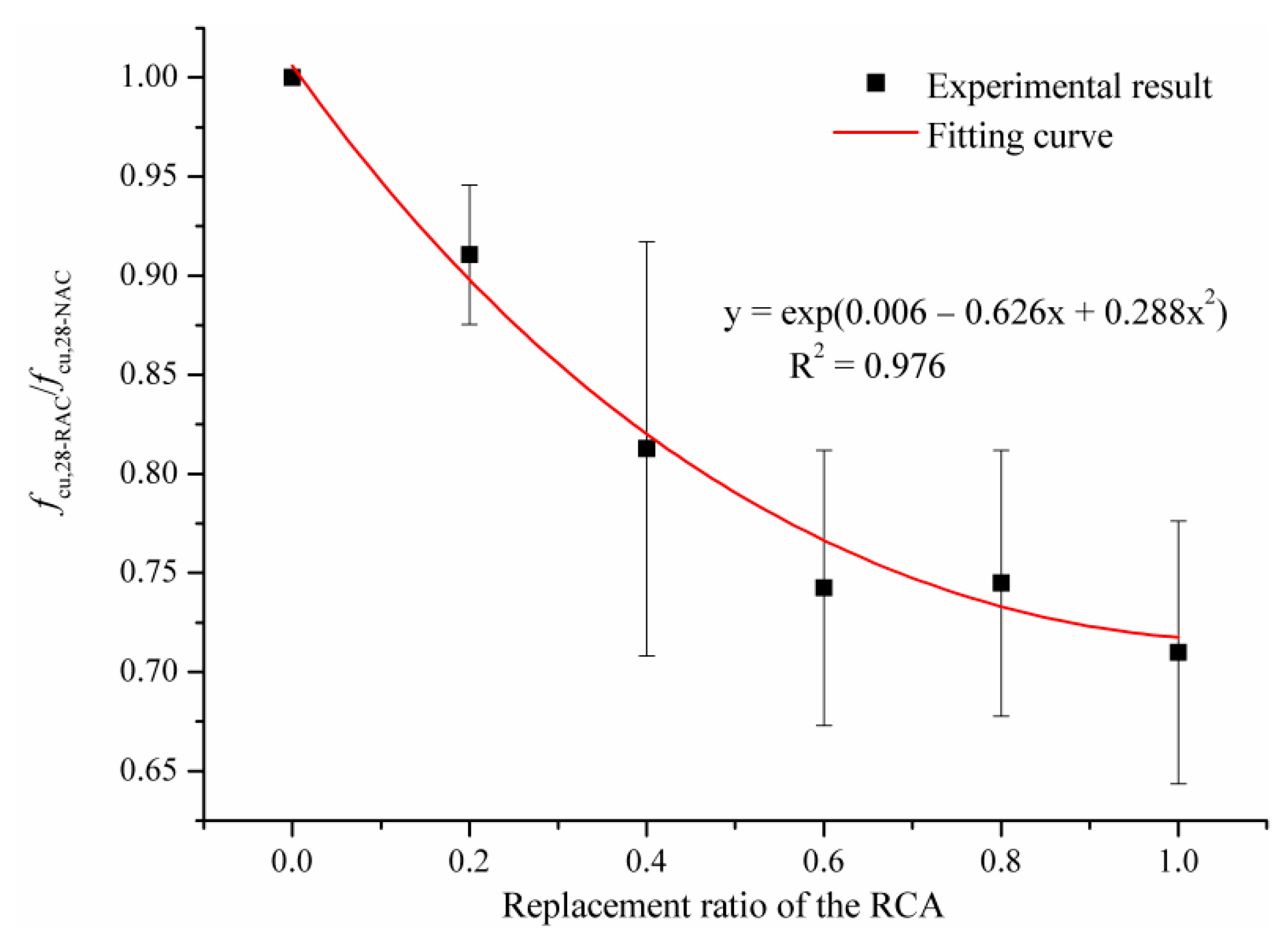
3.1. 28d Cubic Compressive Strength
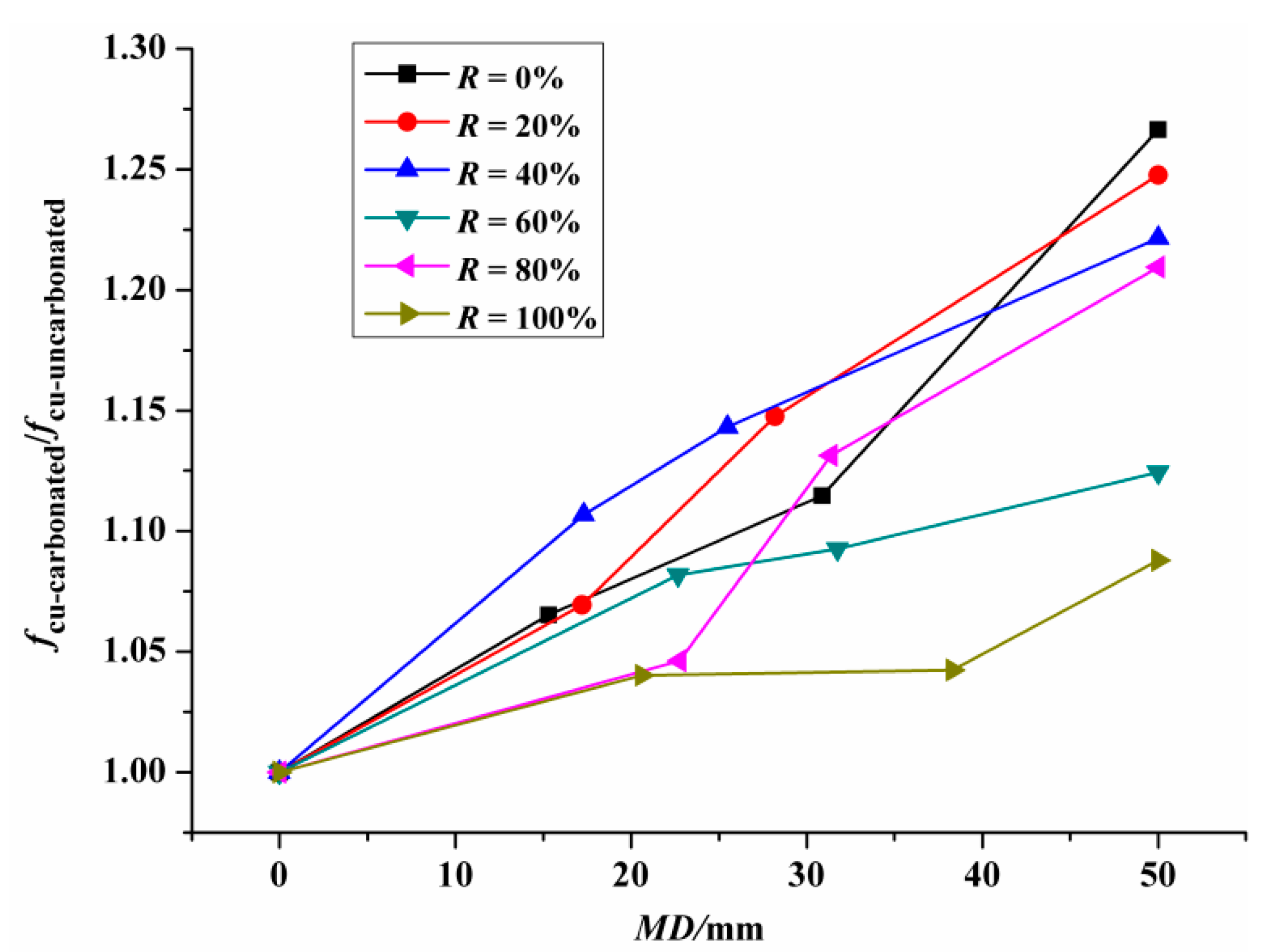
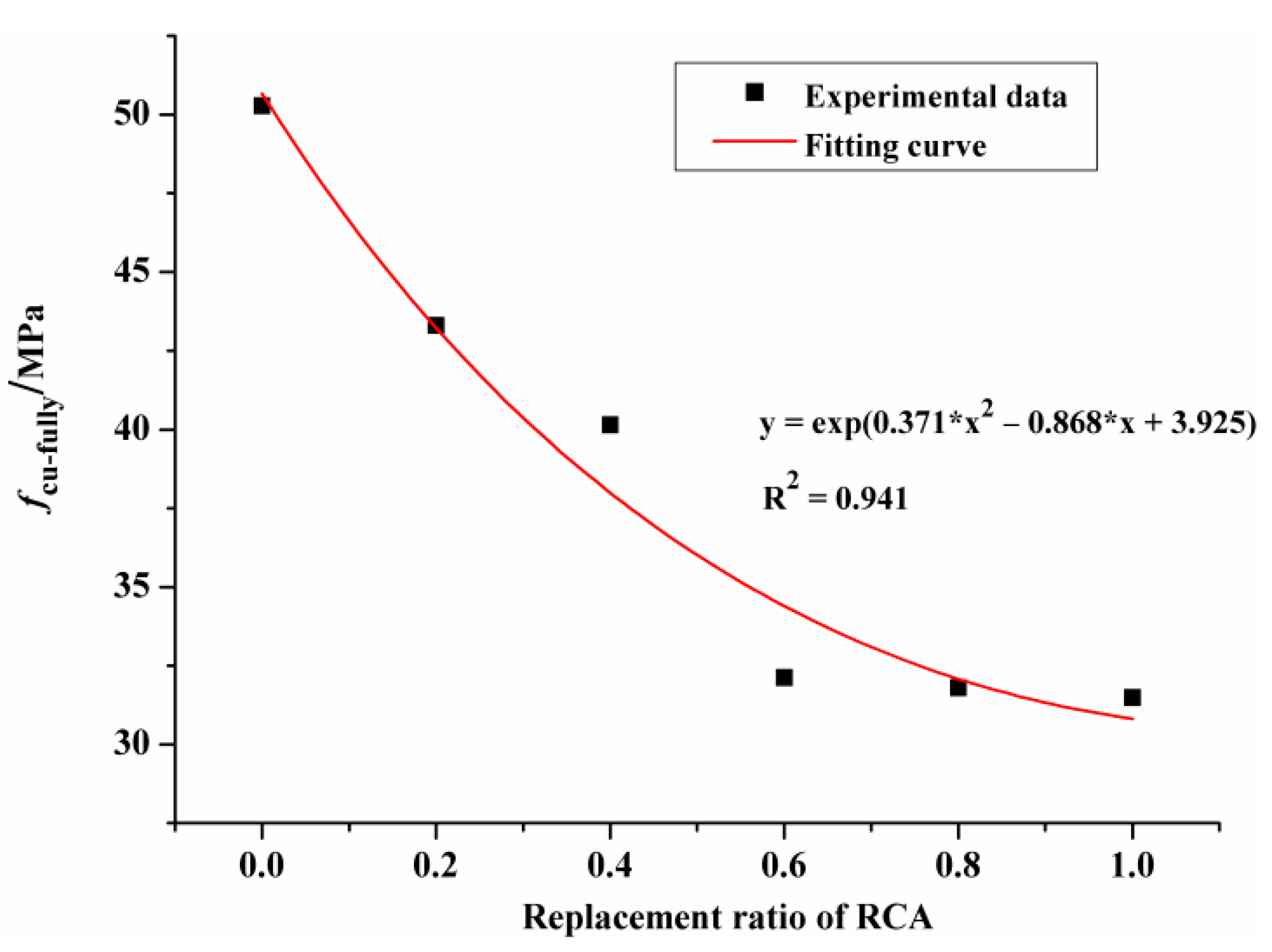
3.2. Cubic Compressive Strength after Carbonation
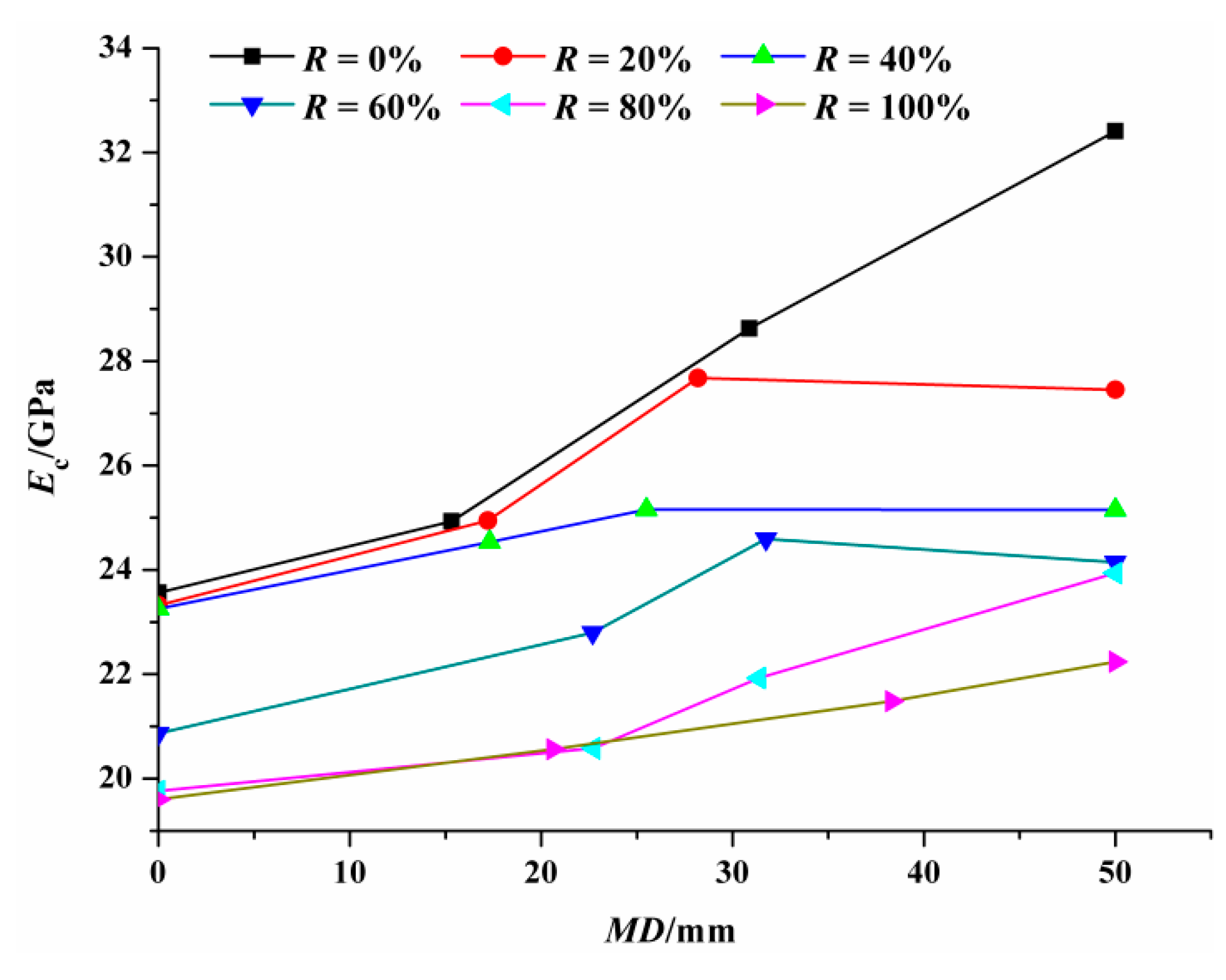
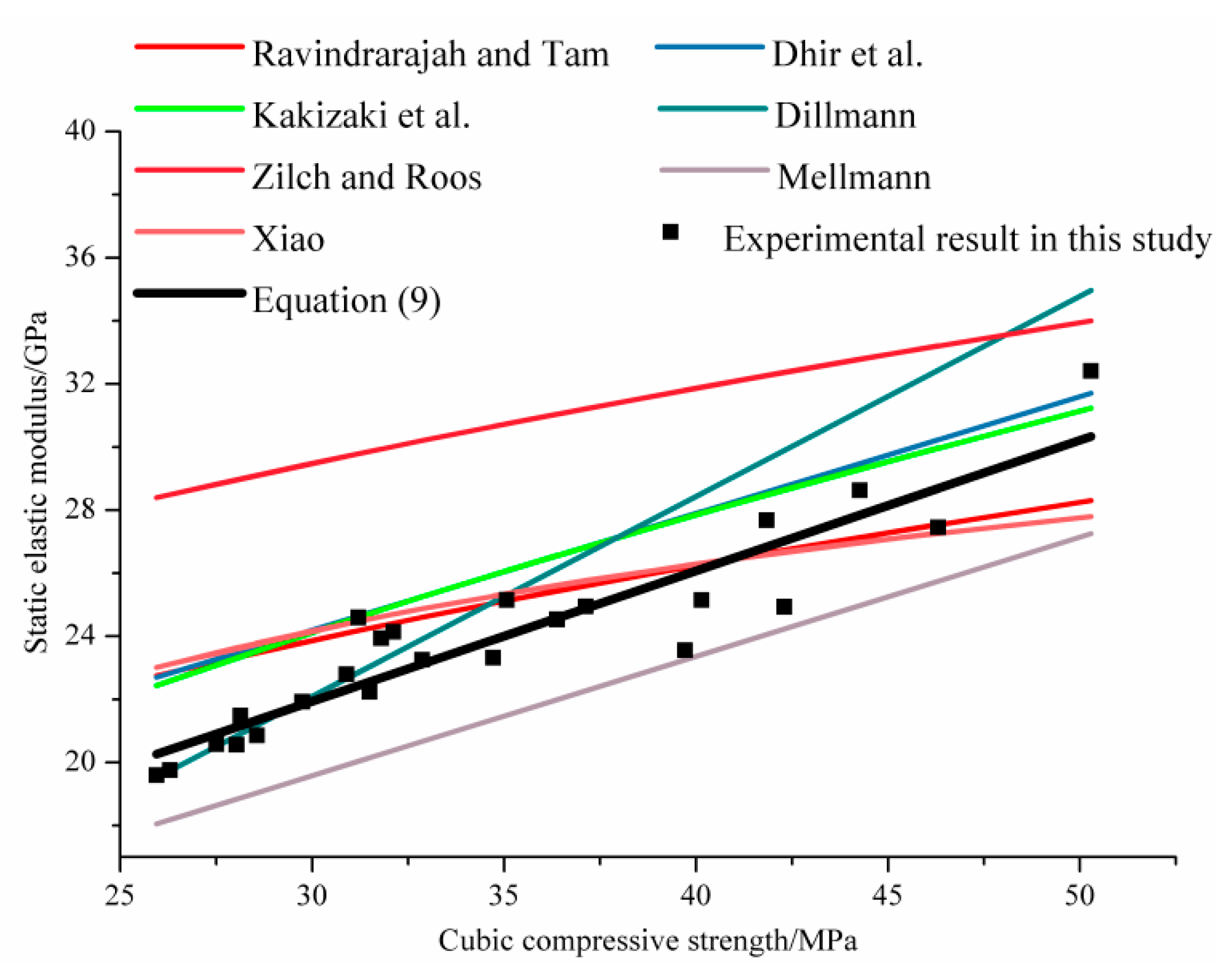
3.3. Static Elastic Modulus
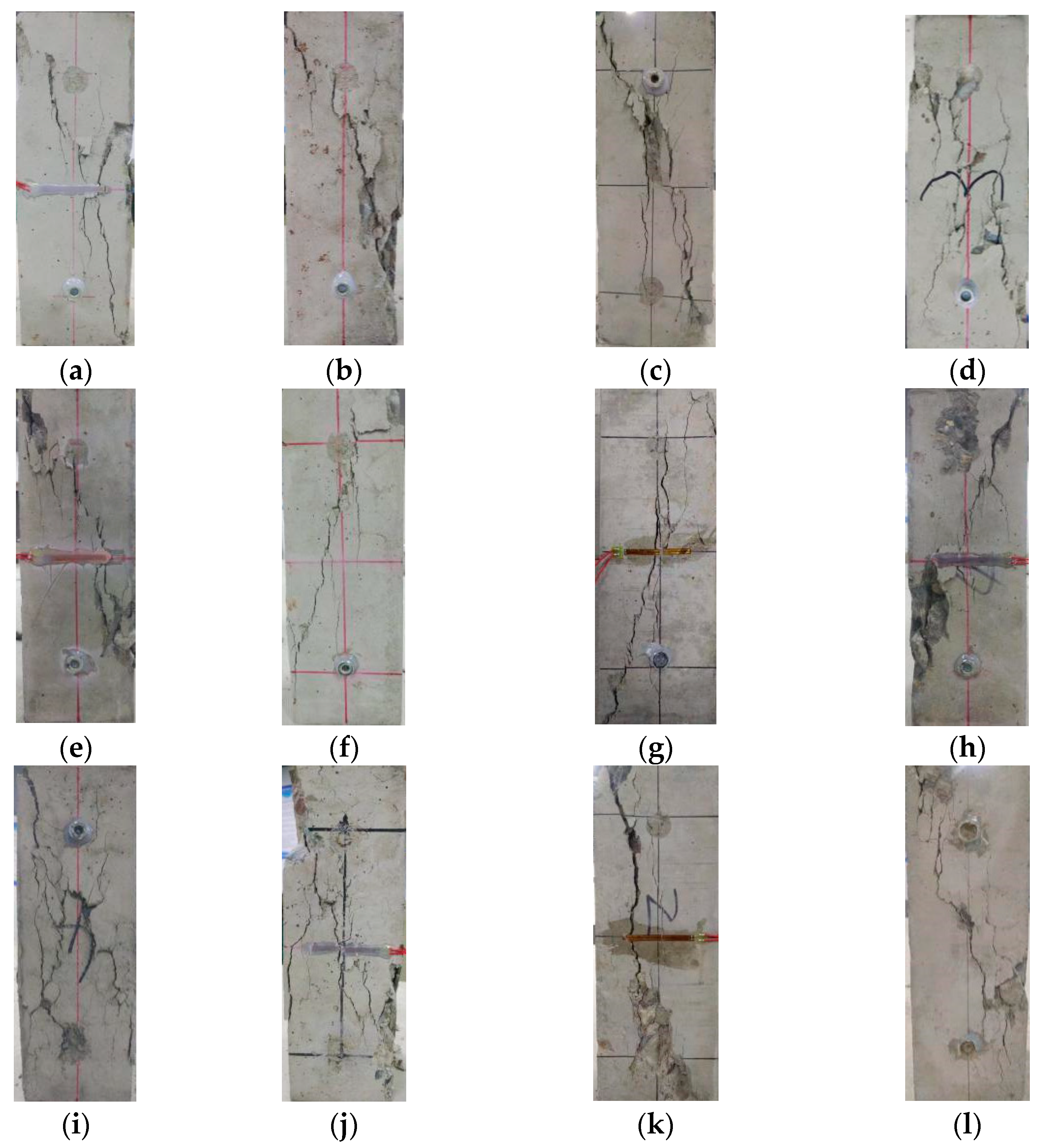
3.4. Failure Pattern
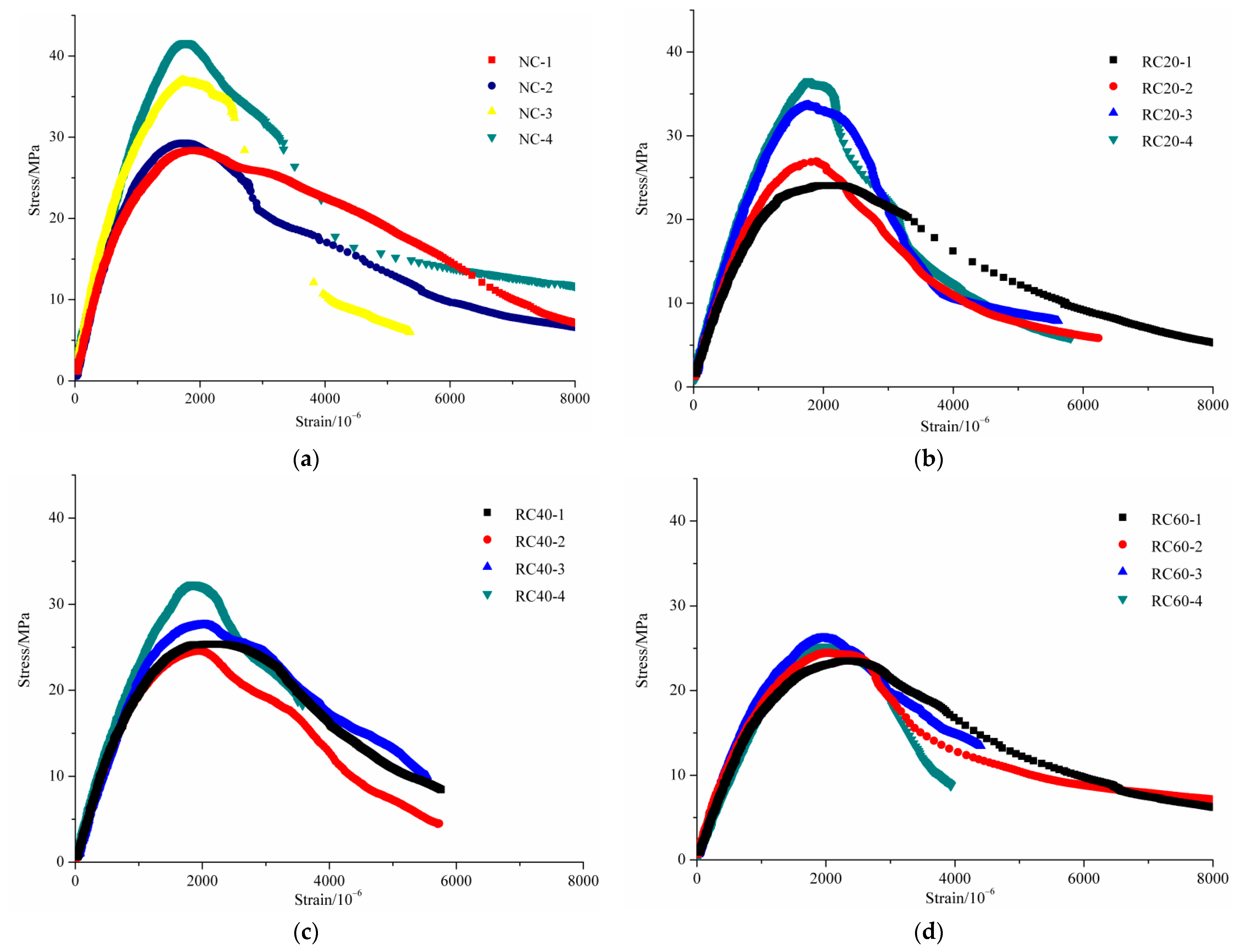
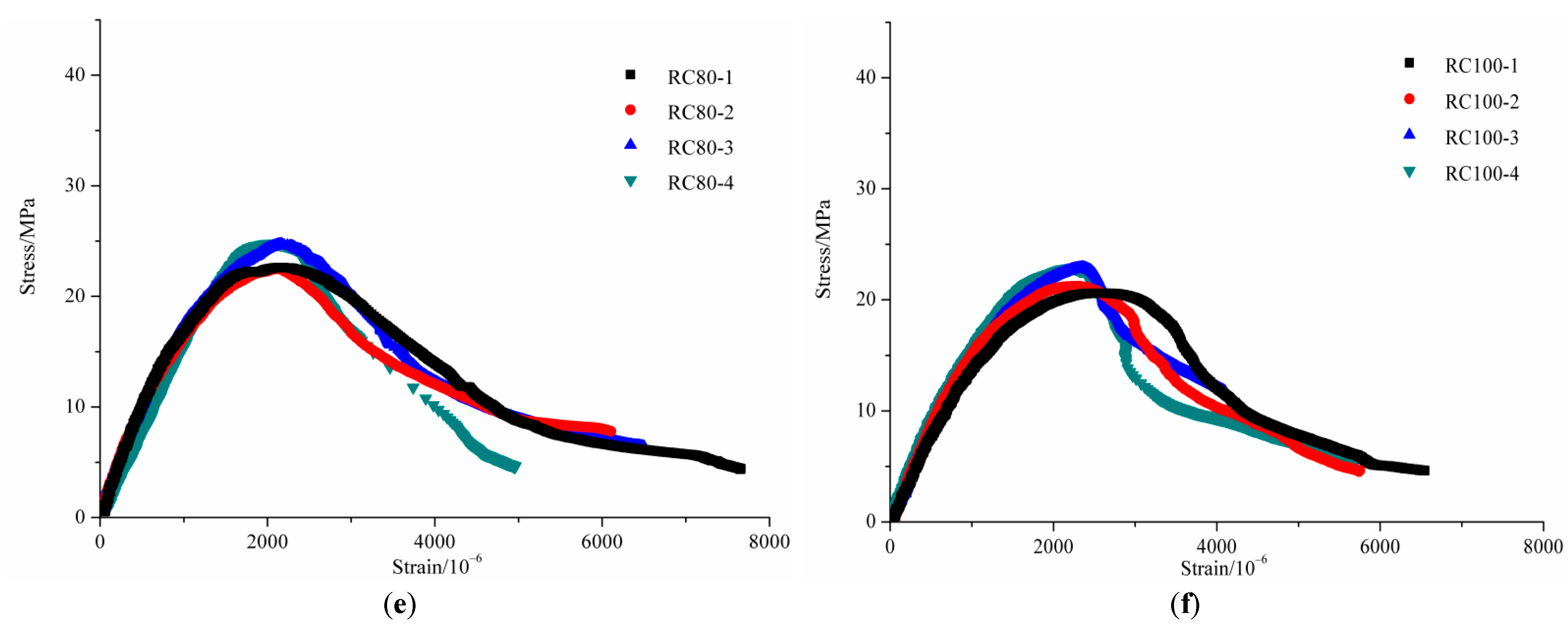
3.5. Uniaxial Compression Stress–Strain Curves
3.5.1. The Influence of Carbonation on Stress–Strain Curves of RAC
3.5.2. The Influence of Replacement Ratio on Stress–Strain Curves of RAC
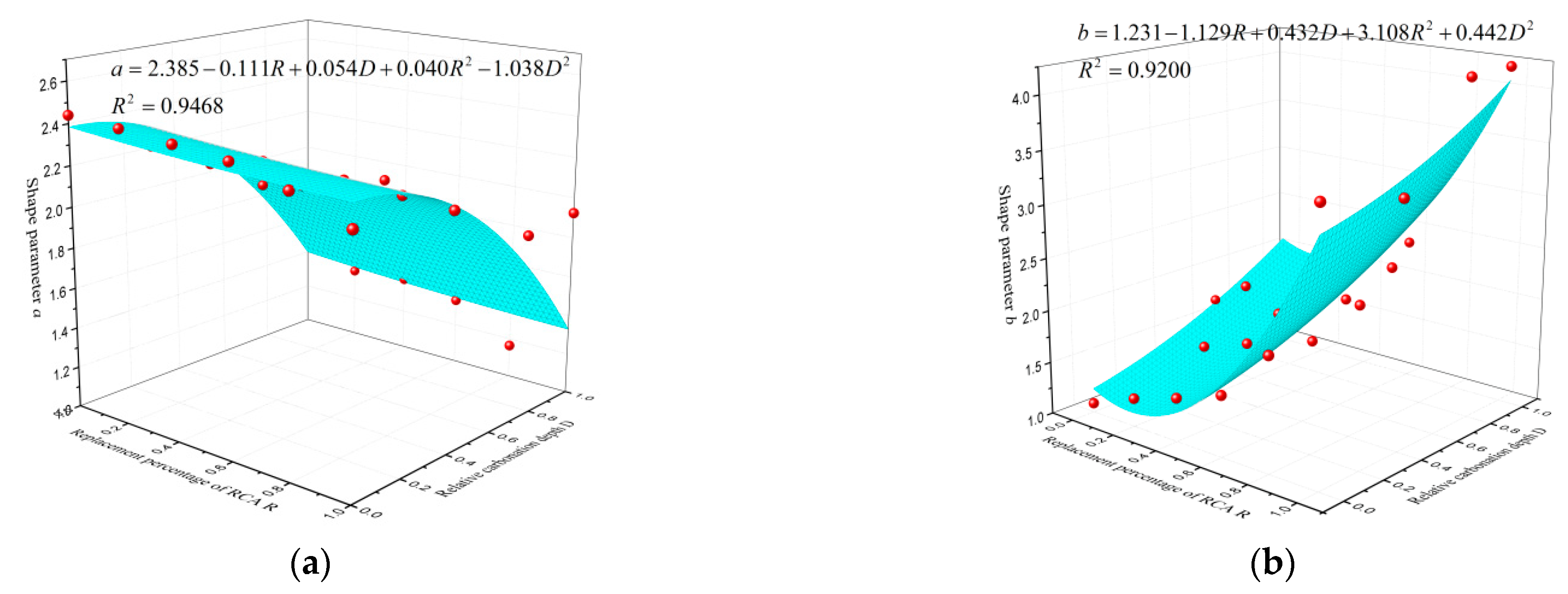
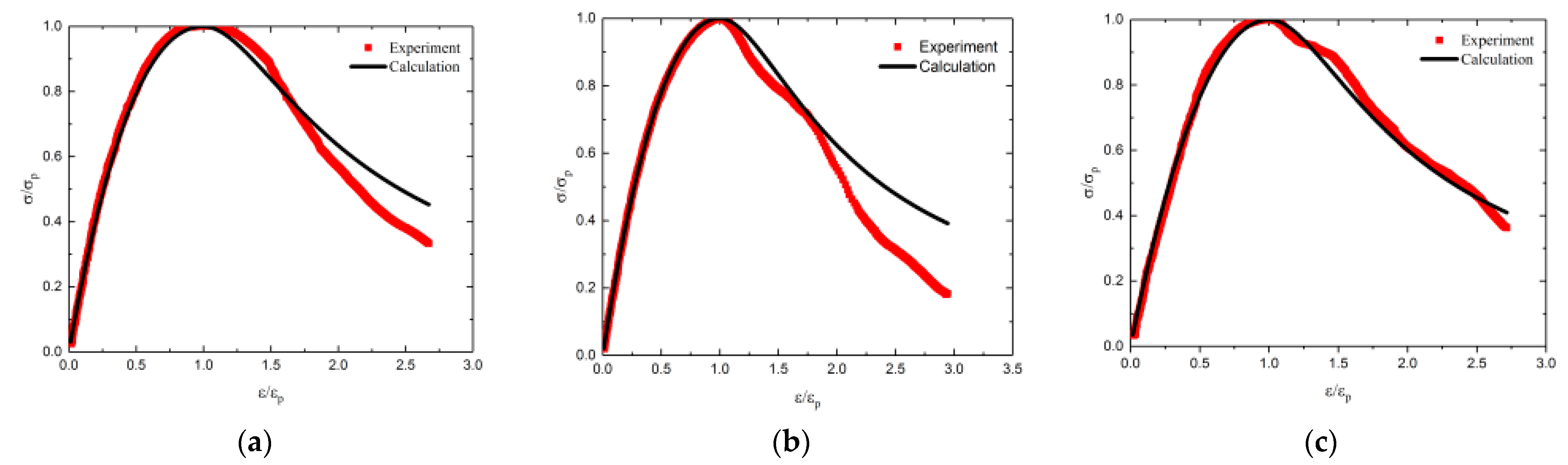
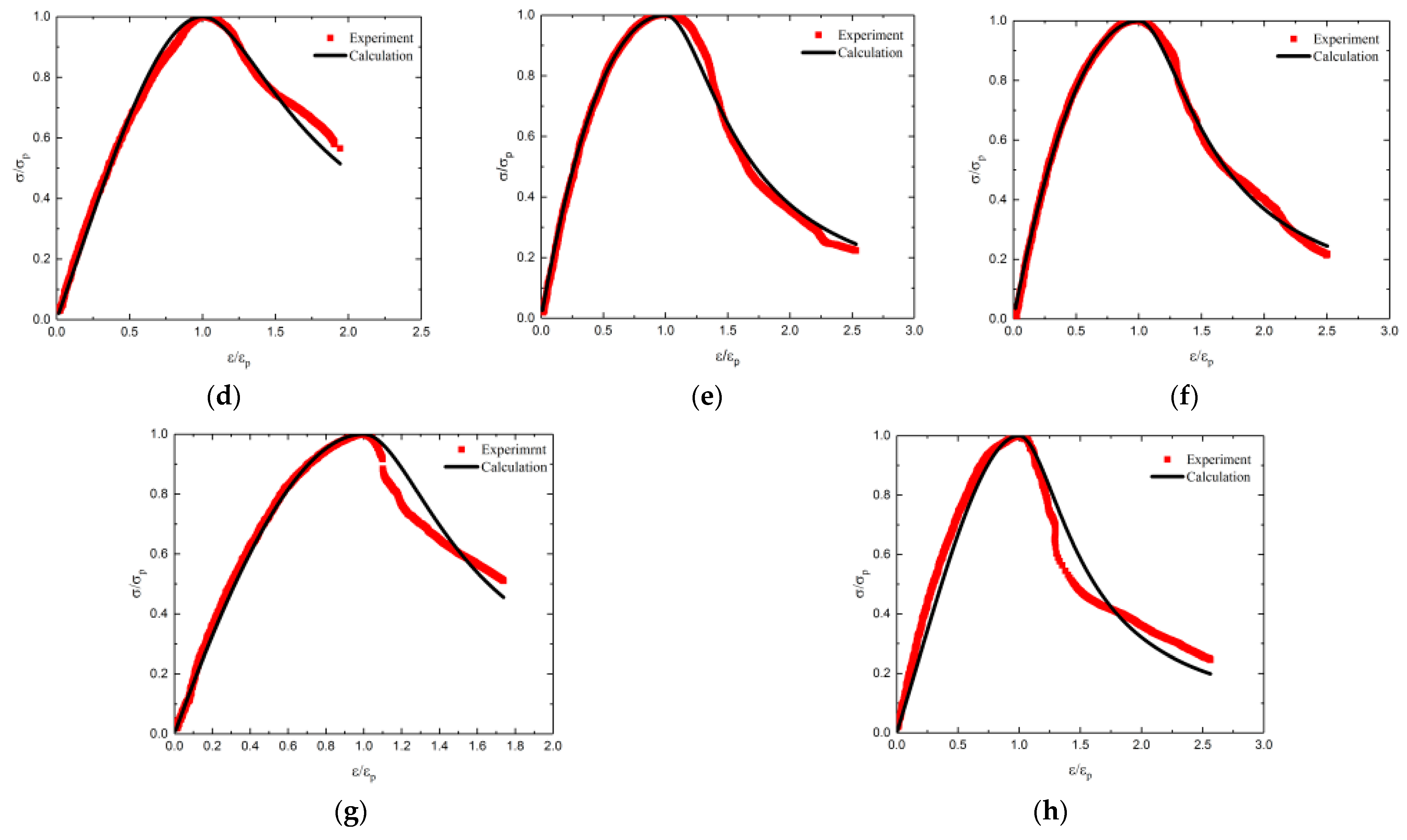
4. Fitting Analysis of Stress–Strain Relation of RAC after Carbonation
5. Conclusions and Prospectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Su, T.; Wu, J.; Yang, G.X.; Zou, Z.H. Bond behavior between recycled coarse aggregate concrete and steel bar after salt-frost cycles. Constr. Build. Mater. 2019, 226, 673–685. [Google Scholar] [CrossRef]
- Liotta, M.A.; Viviani, M.; Rodriquez, C. Structural Concrete with Recycled Aggregate: Advances in Mechanical Properties, Durability and Sustainability. Appl. Mech. Mater. 2016, 847, 553–558. [Google Scholar] [CrossRef]
- Chang, C.F.; Cheng, J.W. The experimental investigation of concrete carbonation depth. Cem. Concr. Res. 2006, 36, 1760–1767. [Google Scholar] [CrossRef]
- Ghahari, S.A.; Ramezanianpour, A.M.; Ramezanianpour, A.A.; Esmaeili, M. An accelerated test method of simultaneous carbonation and chloride ion ingress: Durability of silica fume concrete in severe environments. Adv. Mater. Sci. Eng. 2016, 2016, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Hafez, H.; Kassim, D.; Kurda, R.; Silva, R.V.; de Brito, J. Assessing the sustainability potential of aikali-activated concrete from electric furnace slag using the ECO2 framework. Constr. Build. Mater. 2021, 281, 122559. [Google Scholar] [CrossRef]
- Hornakova, M.; Lehner, P. Relationship of surface and bulk resistivity in the case of mechanically damaged fibre reinforced red ceramic waste aggregate concrete. Materials 2020, 13, 5501. [Google Scholar] [CrossRef] [PubMed]
- Fang, X.L.; Zhan, B.J.; Poon, C.S. Enhancement of recycled aggregates and concrete by combined treatment of spraying Ca2+ rich wastewater and flow-through carbonation. Constr. Build. Mater. 2021, 277, 122202. [Google Scholar] [CrossRef]
- Papadakis, V.G.; Vayenas, C.G.; Fardis, M.N. Experimental investigation and mathematical modeling of the concrete carbonation problem. Chem. Eng. Sci. 1991, 46, 1333–1338. [Google Scholar] [CrossRef]
- Silva, R.V.; Brito, J.D.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Evangelista, L.; Guedes, M.; Ferro, A.C.; Brito, J.D. Microstructure of concrete prepared with construction recycled aggregates. Microsc. Microanal. 2013, 19, 147–148. [Google Scholar] [CrossRef] [Green Version]
- Buyle-Bodin, F.; Hadjieva-Zaharieva, R. Influence of industrially produced recycled aggregates on flow properties of concrete. Mater. Struct. 2002, 35, 504–509. [Google Scholar] [CrossRef]
- Zhan, B.J.; Poon, C.S.; Shi, C.J. CO2 curing for improving the properties of concrete blocks containing recycled aggregates. Cem. Concr. Compos. 2013, 42, 1–8. [Google Scholar] [CrossRef]
- Niu, H.C.; Fan, Y.H.; Zhang, X.G.; Yin, X.J. Experimental study on carbonation resistance of recycled concrete. Bull. Chin. Ceram. Soc. 2018, 37, 59–66. [Google Scholar]
- Xiao, J.Z.; Lei, B.; Zhang, C.Z. On carbonation behavior of recycled aggregate concrete. Sci. China: Technol. Sci. 2012, 55, 2609–2616. [Google Scholar] [CrossRef]
- Xuan, D.Q.; Zhan, B.J.; Poon, C.S. Assessment of Mechanical Properties of Concrete Incorporating Carbonated Recycled Concrete Aggregates. Cem. Concr. Compos. 2016, 65, 67–74. [Google Scholar] [CrossRef]
- Yang, H.F.; Deng, Z.H.; Li, X.L. Microscopic Mechanism Study on Carbonation Resistance of Recycled Aggregate Concrete. Adv. Mater. Res. 2011, 194–196, 1001–1006. [Google Scholar] [CrossRef]
- Silva, R.V.; Neves, R.; Brito, J.D.; Dhir, R.K. Carbonation behaviour of recycled aggregate concrete. Cem. Concr. Compos. 2015, 62, 22–32. [Google Scholar] [CrossRef] [Green Version]
- Suryawanshi, S.; Singh, B.; Bhargava, P. Equation for stress–strain relationship of recycled aggregate concrete in axial compression. Mag. Concr. Res. 2018, 70, 163–171. [Google Scholar] [CrossRef]
- D’Alessandro, A.; Breccolotti, M.; Roscini, F.; Bonfigli, M.F. Investigation of stress—Strain behaviour of recycled aggregate concrete under cyclic loads. Environ. Eng. Manag. J. 2015, 14, 1543–1552. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Li, J.B.; Zhang, C. Mechanical properties of recycled aggregate concrete under uni-axial loading. Cem. Concr. Res. 2005, 35, 1187–1194. [Google Scholar] [CrossRef]
- Belén, F.F.; Fernando, M.A.; Diego, C.L.; Sindy, S.P. Stress–strain relationship in axial compression for concrete using recycled saturated coarse aggregate. Constr. Build. Mater. 2011, 25, 2335–2342. [Google Scholar] [CrossRef]
- JGJ 52-2006. Standard for Technical Requirements and Test Method of Sand and Crushed Stone (or Gravel) for Ordinary Concrete; The People’s Republic of China Ministry of Construction: Beijing, China, 2006. [Google Scholar]
- JGJ 55-2011. Specification for Mix Proportion Design of Ordinary Concrete; The People’s Republic of China Ministry of Housing and Urban-Rural Development: Beijing, China, 2011. [Google Scholar]
- Berndt, M.L. Properties of sustainable concrete containing fly ash, slag and recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 2606–2613. [Google Scholar] [CrossRef]
- Casuccio, L.; Torrijos, M.C.; Giaccio, G.; Zerbino, R. Failure mechanism of recycled aggregate concrete. Constr. Build. Mater. 2008, 22, 1500–1506. [Google Scholar] [CrossRef]
- Sagoe-Crentsil, K.K.; Brown, T.; Taylor, A.H. Performance of concrete made with commercially produced coarse recycled concrete aggregate. Cem. Concr. Res. 2001, 31, 707–712. [Google Scholar] [CrossRef]
- Poon, A.S.; Shui, Z.H.; Lam, L.; Fok, H.; Kou, S.C. Influence of moisture states of natural and recycled aggregates on the slump and compressive strength of concrete. Cem. Concr. Res. 2004, 34, 31–36. [Google Scholar] [CrossRef]
- Brand, A.S.; Roesler, J.R.; Salas, A. Initial moisture and mixing effects on higher quality recycled coarse aggregate concrete. Constr. Build. Mater. 2015, 79, 83–89. [Google Scholar] [CrossRef]
- Oliveira, M.B.D.; Vazquez, E. The influence of retained moisture in aggregates from recycling on the properties of new hardened concrete. Waste Manag. 1996, 16, 113–117. [Google Scholar] [CrossRef]
- GB/T 50082-2009. Standard for Test Method of Long-Term Performance and Durability of Ordinary Concrete; The People’s Republic of China Ministry of Housing and Urban-Rural Development: Beijing, China, 2009. [Google Scholar]
- Liang, C.F.; Lu, N.; Ma, H.W.; Ma, Z.M.; Duan, Z.H. Carbonation behavior of recycled concrete with CO2-curing recycled aggregate under various environments. J. CO2 Util. 2020, 39, 101185. [Google Scholar] [CrossRef]
- Neves, R.; Branco, F.; de Brito, J. Field assessment of the relationship between natural and accelerated concrete carbonation resistance. Cem. Concr. Compos. 2013, 41, 9–15. [Google Scholar] [CrossRef]
- Wu, J.; Jing, X.H.; Wang, Z. Uni-axial compressive stress-strain relation of recycled coarse aggregate concrete after freezing and thawing cycles. Constr. Build. Mater. 2017, 134, 210–219. [Google Scholar] [CrossRef]
- Akbarnezhad, A.; Ong, K.C.G.; Zhang, M.H. Microwave-assisted beneficiation of recycled concrete aggregates. Constr. Build. Mater. 2011, 25, 3469–3479. [Google Scholar] [CrossRef]
- Hu, X.B.; Lu, Q.W.; Xu, Z.H.; Zhang, W.L.; Chen, S.S. Compressive stress-strain relation of recycled aggregate concrete under cyclic loading. Constr. Build. Mater. 2018, 193, 72–83. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.M.; He, Y.H.; Jiang, T.; Lin, C.J. Behavior of CFRP-confined recycled aggregate concrete under axial compression. Constr. Build. Mater. 2016, 111, 85–97. [Google Scholar] [CrossRef]
- Ravindrarajah, R.S.; Tam, C.T. Properties of concrete made with crushed concrete as coarse aggregate. Mag. Concr. Res. 1985, 37, 29–38. [Google Scholar] [CrossRef]
- Dhir, R.K.; Limbachiya, M.C.; Leelawat, T. Suitability of recycled aggregate for use in BS 5328 designated mixes. Proc. Instit. Civ. Eng. Struct. Build. 1999, 134, 257–274. [Google Scholar] [CrossRef]
- Kakizaki, M.; Harada, M.; Soshiroda, T.; Kubota, S.; Ikeda, T.; Kasai, Y. Strength and elastic modulus of recycled aggregate concrete. In Proceedings of the 2nd International RILEM Symposium on Demolition and Reuse of Concrete and Masonry, Tokyo, Japan, 7–11 November 1988; pp. 565–574. [Google Scholar]
- Dillmann, R. Concrete with recycled concrete aggregate. In Proceedings of the International Symposium on Sustainable Construction: Use of Recycled Concrete Aggregate, London, UK, 11–12 November 1998; pp. 239–253. [Google Scholar]
- Zilch, K.; Roos, F. An equation to estimate the modulus of elasticity of concrete with recycled aggregates. Civ. Eng. 2001, 76, 187–191. [Google Scholar]
- Mellmann, G. Processed concrete rubble for the reuse as aggregate. In Proceedings of the International Seminar on Exploiting Waste in Concrete, Dundee, UK, 7 September 1999; pp. 171–178. [Google Scholar]
- Xiao, J.Z.; Li, J.B.; Zhang, C. On relationships between the mechanical properties of recycled aggregate concrete: An overview. Mater. Struct. 2006, 39, 655–664. [Google Scholar] [CrossRef]
- Luo, S.R.; Ye, S.C.; Xiao, J.Z.; Zheng, J.L. Carbonated recycled coarse aggregate and uniaxial compressive stress-strain relation of recycled aggregate concrete. Constr. Build. Mater. 2018, 188, 956–965. [Google Scholar] [CrossRef]
- Guo, Z.H. Concrete Strength and Constitutive Relation-Principle and Application; China Building Industry Press: Beijing, China, 2004. [Google Scholar]
- Xiao, J.Z.; Zhang, K.J.; Akbarnezhad, A. Variability of stress-strain relationship for recycled aggregate concrete under uniaxial compression loading. J. Clean. Prod. 2018, 181, 753–771. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Value |
|---|---|
| Type | P.O. 32.5 |
| Specific surface area (m2/kg) | 367 |
| Average diameter (µm) | 15 |
| Initial and final setting times (min) | 163/223 |
| Degree of fineness (%) | 2.8 |
| Loss on ignition (%) | 4.16 |
| 3-day compressive and flexural strength (MPa) | 16.5/4.0 |
| Silicon oxide (SiO) (% by mass) | 22.25 |
| Aluminum oxide (Al2O3) | 6.11 |
| Ferric oxide (Fe2O3) | 3.25 |
| Calcium oxide (CaO) | 59.43 |
| Magnesium oxide (MgO) | 1.42 |
| Sulphate oxide (SO3) | 3.31 |
| Potassium oxide (K2O) | 1.08 |
| Sodium oxide (Na2O) | 0.43 |
| Property | Type | ||
|---|---|---|---|
| RCA | NCA | FA | |
| Apparent density (kg/m3) | 2356 | 2570 | 2629 |
| Bulk density (kg/m3) | 1286 | 1330 | 1666 |
| Crushing value (%) | 16.1 | 9.96 | - |
| Mud content (%) | 3.03 | 0.35 | 1.7 |
| Water absorption (%) | 4.1 | 0.76 | - |
| Grain grading | II | II | II |
| Property | Type | |||||
|---|---|---|---|---|---|---|
| NC | RC20 | RC40 | RC60 | RC80 | RC100 | |
| Replacement ratio of RCA (%) | 0 | 20 | 40 | 60 | 80 | 100 |
| Water-cement ratio | 0.53 | 0.53 | 0.53 | 0.53 | 0.53 | 0.53 |
| Cement (kg/m3) | 368 | 368 | 368 | 368 | 368 | 368 |
| Fine aggregate (kg/m3) | 619 | 619 | 619 | 619 | 619 | 619 |
| NCA in dry state (kg/m3) | 1050 | 840 | 630 | 420 | 210 | 0 |
| RCA in dry state (kg/m3) | 0 | 210 | 420 | 630 | 840 | 1050 |
| Water (kg/m3) | 195 | 195 | 195 | 195 | 195 | 195 |
| Degree of Carbonation | Property | Type | |||||
|---|---|---|---|---|---|---|---|
| NC | RC20 | RC40 | RC60 | RC80 | RC100 | ||
| non-carbonation | MD (mm) | 0 | 0 | 0 | 0 | 0 | 0 |
| D | 0 | 0 | 0 | 0 | 0 | 0 | |
| S (mm) | 0 | 0 | 0 | 0 | 0 | 0 | |
| T (days) | 0 | 0 | 0 | 0 | 0 | 0 | |
| partial carbonation | MD (mm) | 15.3 | 17.2 | 17.3 | 22.7 | 22.7 | 20.6 |
| D | 0.31 | 0.34 | 0.35 | 0.45 | 0.45 | 0.41 | |
| S (mm) | 3.47 | 3.14 | 2.34 | 3.05 | 3.19 | 3.35 | |
| T (days) | 75 | 75 | 75 | 75 | 75 | 60 | |
| partial carbonation | MD (mm) | 30.9 | 28.2 | 25.5 | 31.8 | 31.4 | 38.3 |
| D | 0.62 | 0.56 | 0.51 | 0.64 | 0.63 | 0.77 | |
| S (mm) | 2.45 | 3.52 | 2.67 | 2.79 | 3.09 | 2.98 | |
| T (days) | 165 | 120 | 105 | 120 | 120 | 120 | |
| full carbonation | MD (mm) | 50 | 50 | 50 | 50 | 50 | 50 |
| D | 1 | 1 | 1 | 1 | 1 | 1 | |
| S (mm) | 0 | 0 | 0 | 0 | 0 | 0 | |
| T (days) | 210 | 210 | 210 | 210 | 210 | 210 | |
| Type | Property | ||||
|---|---|---|---|---|---|
| Replacement Percentage of RCA (%) | Relative Carbonation Depth D (mm) | Static Elastic Modulus Ec (GPa) | Peak Stress σp (MPa) | Peak Strain ɛp (10−6) | |
| NC-1 | 0 | 0 | 23.56 | 28.36 | 1917.72 |
| NC-2 | 0.31 | 24.93 | 31.24 | 1778.24 | |
| NC-3 | 0.62 | 28.63 | 37.01 | 1741.83 | |
| NC-4 | 1 | 32.41 | 41.62 | 1773.21 | |
| RC20-1 | 20 | 0 | 23.32 | 24.03 | 1963.08 |
| RC20-2 | 0.34 | 24.95 | 26.95 | 1886.97 | |
| RC20-3 | 0.56 | 27.69 | 33.65 | 1772.42 | |
| RC20-4 | 1 | 27.45 | 36.55 | 1758.85 | |
| RC40-1 | 40 | 0 | 23.25 | 25.35 | 2155.28 |
| RC40-2 | 0.35 | 24.53 | 24.61 | 1945.22 | |
| RC40-3 | 0.51 | 25.15 | 27.58 | 2040.34 | |
| RC40-4 | 1 | 25.15 | 32.31 | 1841.14 | |
| RC60-1 | 60 | 0 | 20.86 | 23.50 | 2298.69 |
| RC60-2 | 0.45 | 22.80 | 24.46 | 2044.33 | |
| RC60-3 | 0.64 | 24.59 | 26.15 | 2016.69 | |
| RC60-4 | 1 | 24.15 | 25.22 | 1939.13 | |
| RC80-1 | 80 | 0 | 19.76 | 22.60 | 2187.25 |
| RC80-2 | 0.45 | 20.58 | 22.55 | 2115.91 | |
| RC80-3 | 0.63 | 21.93 | 24.71 | 2166.39 | |
| RC80-4 | 1 | 23.94 | 24.78 | 2071.06 | |
| RC100-1 | 100 | 0 | 19.60 | 20.58 | 2587.14 |
| RC100-2 | 0.41 | 20.56 | 21.21 | 2298.69 | |
| RC100-3 | 0.77 | 21.48 | 22.89 | 2362.11 | |
| RC100-4 | 1 | 22.24 | 23.90 | 2227.97 | |
| Author | Equation | |
|---|---|---|
| Ravindrarajah et al. [37] | (1) | |
| Dhir et al. [38] | (2) | |
| Kakizaki et al. [39] | (3) | |
| Dillmann [40] | (4) | |
| Zilch et al. [41] | (5) | |
| Mellmann [42] | (6) | |
| Xiao et al. [43] | (7) |
| Type | Property | ||||
|---|---|---|---|---|---|
| D | a | Correlation Coefficient (R2) | b | Correlation Coefficient (R2) | |
| NC-1 | 0 | 2.44 | 0.9989 | 0.685 | 0.929 |
| NC-2 | 0.31 | 2.204 | 0.9986 | 1.214 | 0.9982 |
| NC-3 | 0.62 | 2.064 | 0.9989 | 2.185 | 0.9772 |
| NC-4 | 1 | 1.475 | 0.9986 | 1.051 | 0.9948 |
| RC20-1 | 0 | 2.420 | 0.9989 | 1.27 | 0.9833 |
| RC20-2 | 0.34 | 2.157 | 0.9992 | 2.416 | 0.9986 |
| RC20-3 | 0.56 | 1.981 | 0.999 | 2.374 | 0.9766 |
| RC20-4 | 1 | 1.357 | 0.9997 | 2.887 | 0.998 |
| RC40-1 | 0 | 2.439 | 0.9989 | 1.513 | 0.9645 |
| RC40-2 | 0.35 | 2.222 | 0.9993 | 1.971 | 0.9694 |
| RC40-3 | 0.51 | 2.051 | 0.9995 | 1.25 | 0.989 |
| RC40-4 | 1 | 1.378 | 0.9993 | 1.777 | 0.9865 |
| RC60-1 | 0 | 2.378 | 0.9993 | 1.478 | 0.9978 |
| RC60-2 | 0.45 | 2.153 | 0.9993 | 1.141 | 0.9916 |
| RC60-3 | 0.64 | 2.094 | 0.9994 | 1.622 | 0.9938 |
| RC60-4 | 1 | 1.334 | 0.999 | 2.361 | 0.9566 |
| RC80-1 | 0 | 2.307 | 0.9986 | 1.971 | 0.9933 |
| RC80-2 | 0.45 | 2.135 | 0.9993 | 2.003 | 0.9892 |
| RC80-3 | 0.63 | 2.006 | 0.9992 | 2.343 | 0.9978 |
| RC80-4 | 1 | 1.164 | 0.9995 | 4.041 | 0.996 |
| RC100-1 | 0 | 2.204 | 0.9985 | 3.470 | 0.9846 |
| RC100-2 | 0.41 | 2.14 | 0.9948 | 3.291 | 0.9953 |
| RC100-3 | 0.77 | 1.896 | 0.9991 | 4.196 | 0.9252 |
| RC100-4 | 1 | 1.924 | 0.9991 | 4.208 | 0.9836 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.-W.; Wu, J.; Dong, G.-Q. Mechanical Properties and Uniaxial Compression Stress—Strain Relation of Recycled Coarse Aggregate Concrete after Carbonation. Materials 2021, 14, 2215. https://doi.org/10.3390/ma14092215
Chen T-W, Wu J, Dong G-Q. Mechanical Properties and Uniaxial Compression Stress—Strain Relation of Recycled Coarse Aggregate Concrete after Carbonation. Materials. 2021; 14(9):2215. https://doi.org/10.3390/ma14092215
Chicago/Turabian StyleChen, Tian-Wen, Jin Wu, and Guo-Qing Dong. 2021. "Mechanical Properties and Uniaxial Compression Stress—Strain Relation of Recycled Coarse Aggregate Concrete after Carbonation" Materials 14, no. 9: 2215. https://doi.org/10.3390/ma14092215