
Effects of Unidirection/Bidirection Torsional Thermomechanical Processes on Grain Boundary Characteristics and Plasticity of Pure Nickel

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
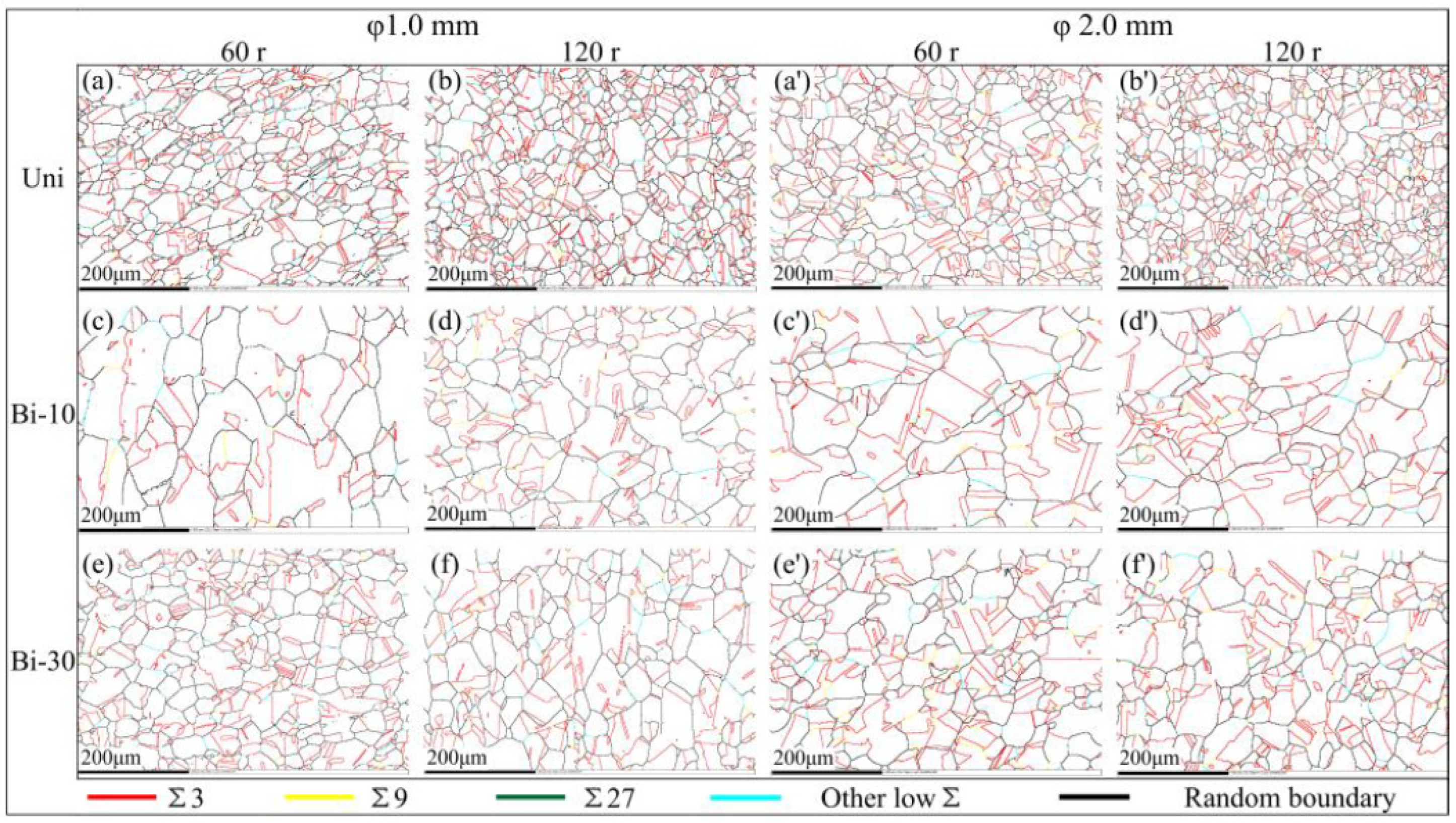
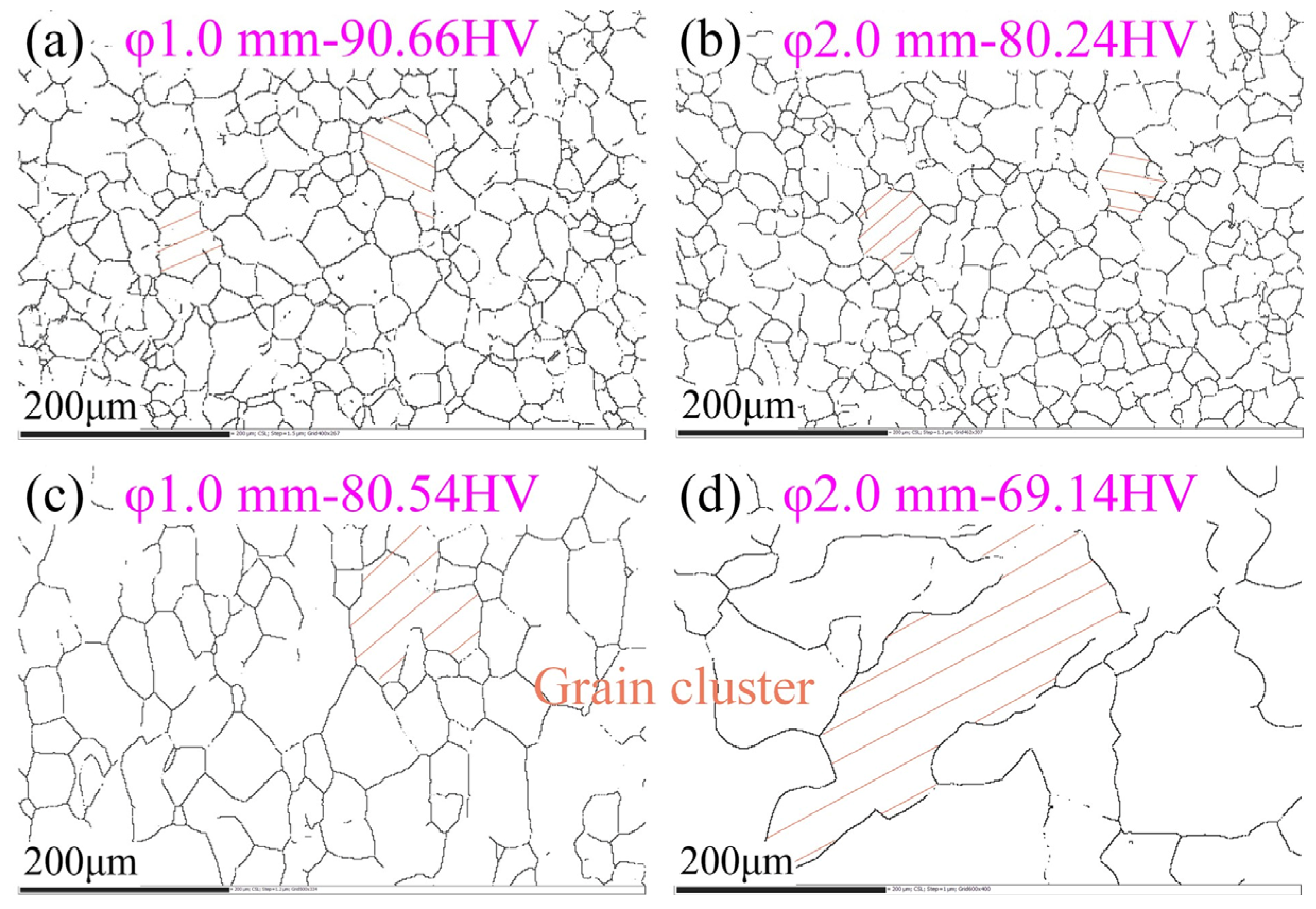
3.1. Micro GB Characteristics
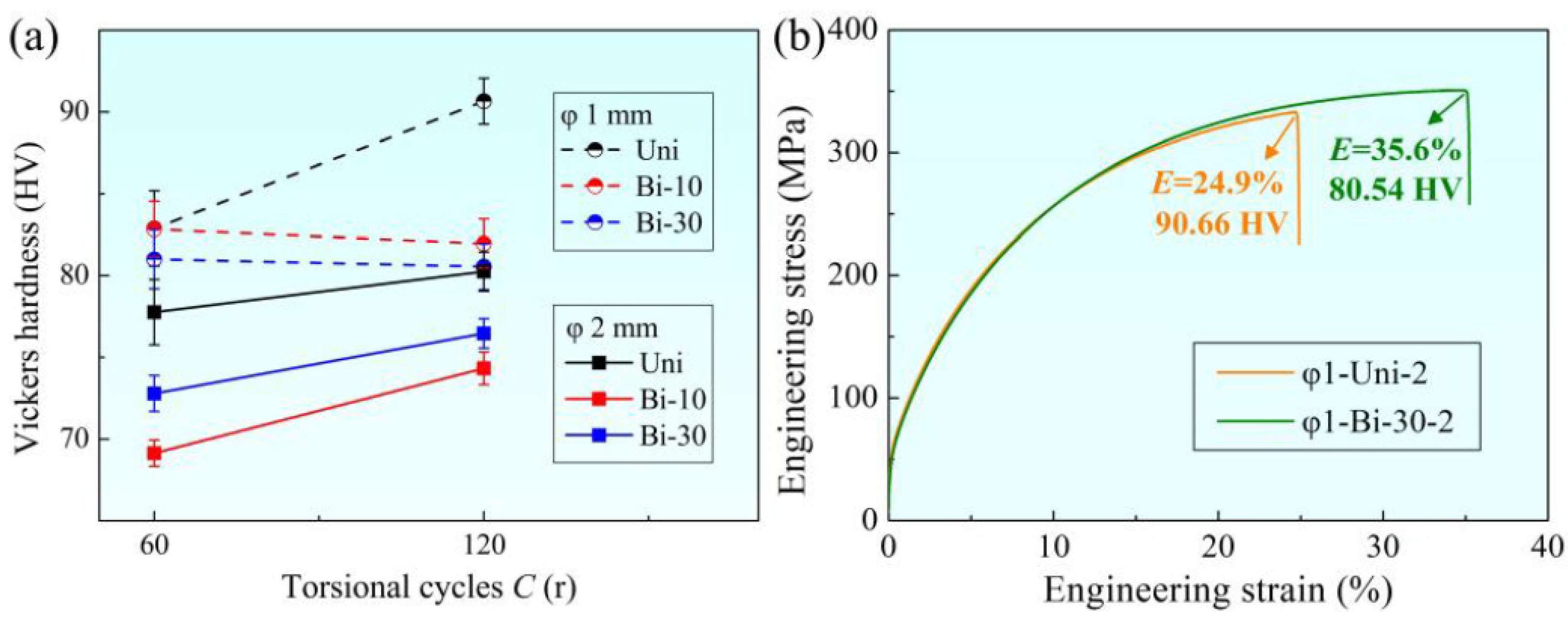
3.2. Vickers Hardness
3.3. Relationship between Microstructure Characteristics and Plasticity
4. Conclusions
- The SPs, especially Σ3 boundaries, increased and effectively broke the random boundary networks after “torsion and annealing” thermomechanical treatment. Samples with a diameter of 2 mm generally had higher fraction of SPs, larger average grain size and lower hardness than that of the 1 mm diameter sample. The Fsp and average grain size were higher by bidirectional torsion than those by unidirectional method, whereas the hardness was much lower. The bidirectional torsion with small torsional circulation unit (10 r) was the most appropriate way to improve the fraction of SPs.
- Vickers hardness of nickel samples decreased with the increase in the Fsp. That is, there was a good linear correlation between Fsp and hardness. No clear regularity existed between grain size and hardness.
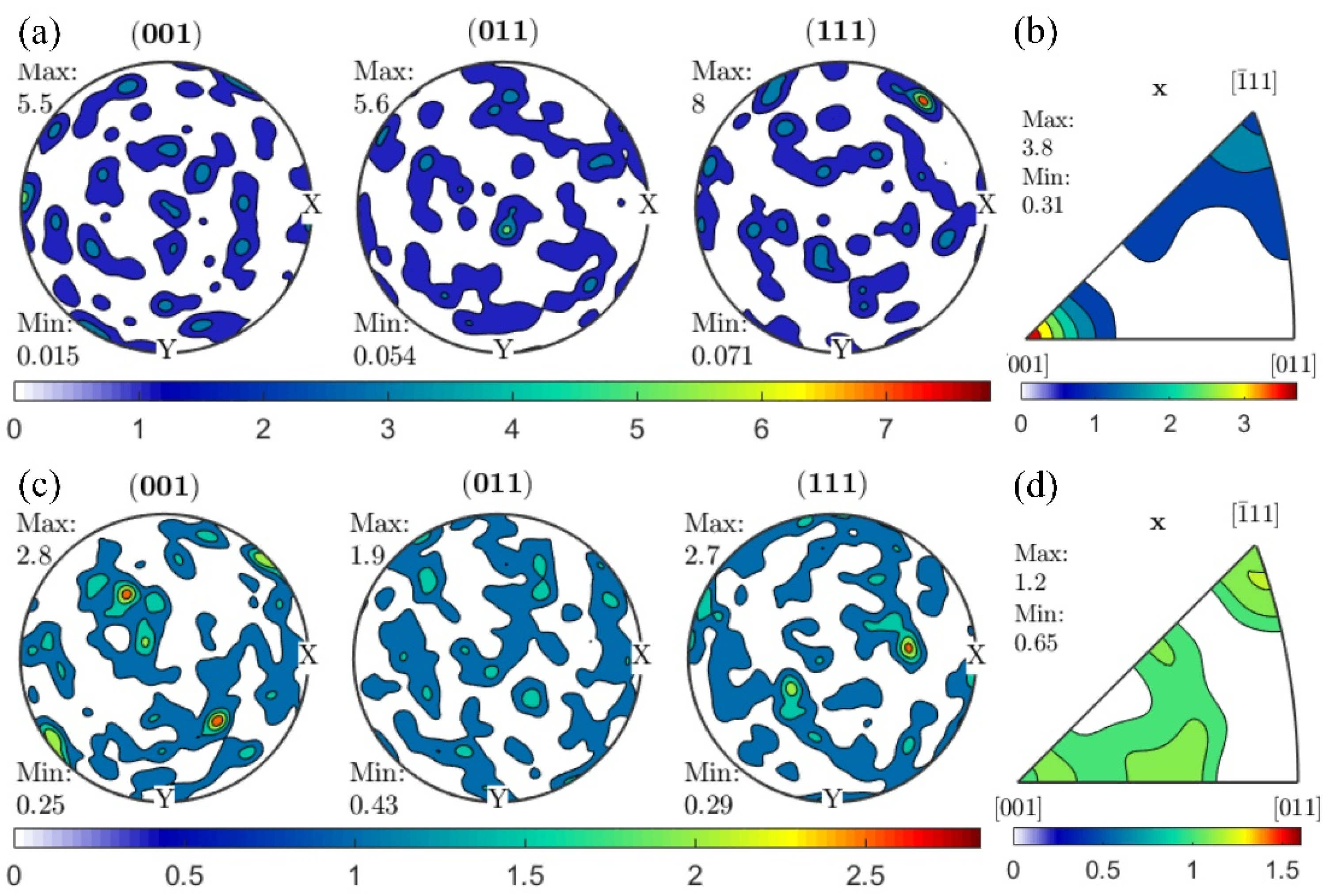
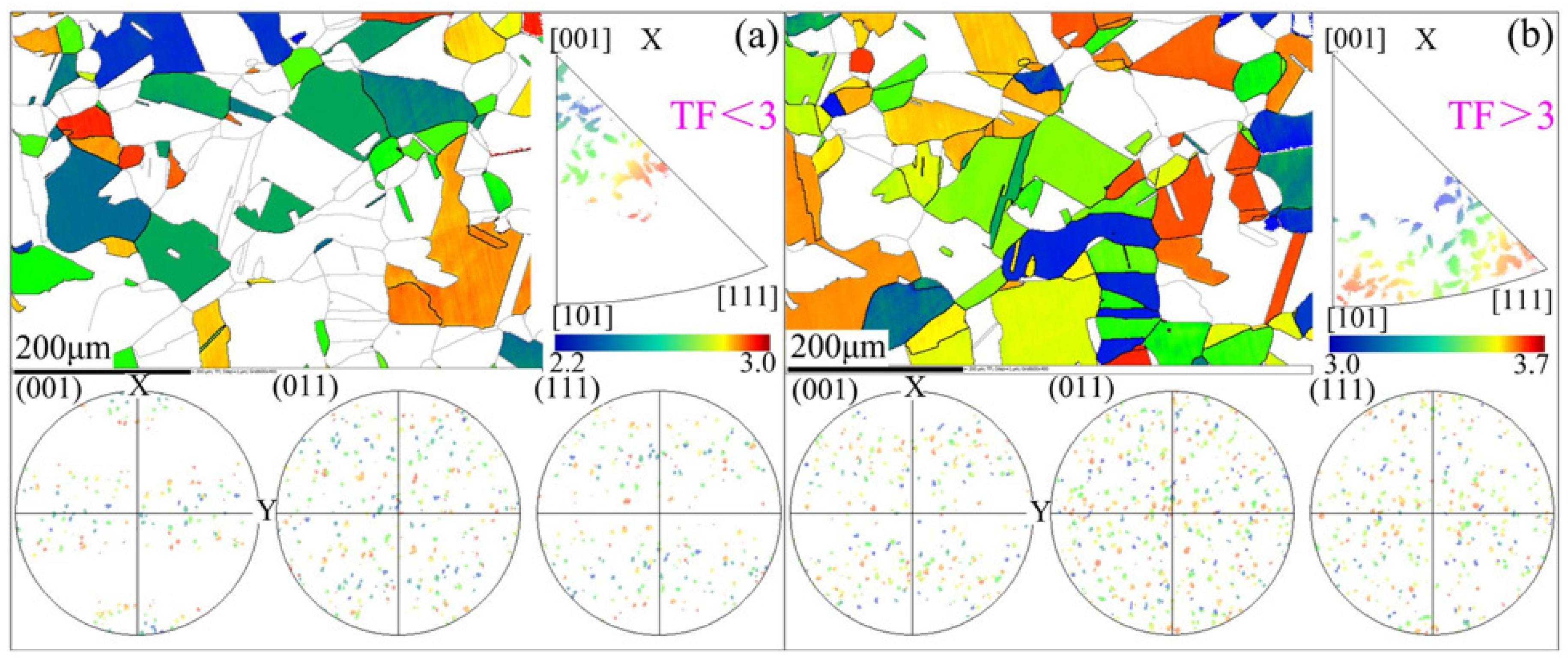
- The plasticization mechanism of thermomechanical treated nickel wires was as follows. On one hand, numerous Σ3 boundaries broke the random boundary network, which was easy to fracture, and hindered the crack initiation and propagation. On the other hand, the Σ3 annealing twin boundaries formed in thermomechanical treatment were stimulated by a [001] dominated orientation distribution which had low TF. Thus, the hardness was reduced and the plasticity of materials was improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wejrzanowski, T.; Cwieka, K.; Skibinski, J. Microstructure driven design of porous electrodes for molten carbonate fuel cell application: Recent progress. Int. J. Hydrogen Energ. 2020, 45, 25719–25732. [Google Scholar] [CrossRef]
- Verma, S.; Arya, S.; Gupta, V.; Mahajan, S.; Furukawa, H.; Khosla, A. Performance analysis, challenges and future perspectives of nickel based nanostructured electrodes for electrochemical supercapacitors. J. Mater. Res. Technol. 2021, 11, 564–599. [Google Scholar] [CrossRef]
- Eloy, J.C.; Henning, A.K.; Mounier, E. Status of the MEMS industry. Int. Soc. Opt. Photonics 2005, 5717, 43. [Google Scholar]
- Zhuo, Z.; Xia, S.; Bai, Q.; Zhou, B. The effect of grain boundary character distribution on the mechanical properties at different strain rates of a 316L stainless steel. J. Mater. Sci. 2018, 53, 2844–2858. [Google Scholar] [CrossRef]
- Zhao, M.; Ji, X.; Li, B.; Liang, S.Y. Effect of crystallographic orientation on the hardness of polycrystalline materials AA7075. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 3182–3192. [Google Scholar] [CrossRef]
- Huang, W.; Yuan, S.; Chai, L.; Jiang, L.; Liu, H.; Wang, F.; Wang, D.; Wang, J. Development of grain boundary character distribution in medium-strained 316L stainless steel during annealing. Met. Mater. Int. 2018, 25, 364–371. [Google Scholar] [CrossRef]
- Cai, G.; Huang, Y. Effects of Ce addition on grain boundary character distribution, corrosion behavior and impact toughness of AISI 204Cu stainless steel. J. Mater. Eng. Perform. 2019, 28, 3683–3694. [Google Scholar] [CrossRef]
- Hu, C.; Xia, S.; Li, H.; Liu, T.; Zhou, B.; Chen, W.; Wang, N. Improving the intergranular corrosion resistance of 304 stainless steel by grain boundary network control. Corros. Sci. 2011, 53, 1880–1886. [Google Scholar] [CrossRef]
- Kobayashi, S.; Kobayashi, R.; Watanabe, T. Control of grain boundary connectivity based on fractal analysis for improvement of intergranular corrosion resistance in SUS316L austenitic stainless steel. Acta Mater. 2016, 102, 397–405. [Google Scholar] [CrossRef]
- Kobayashi, S.; Ogou, S.; Tsurekawa, S. Grain boundary engineering for control of fatigue fracture in 316L austenitic stainless steel. Mater. Trans. 2018, 60, 623–630. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, T. An approach to grain boundary design of strong and ductile polycrystals. Res. Mech. 1984, 11, 47–84. [Google Scholar]
- Guyot, B.M.; Richards, N.L. A study on the effect of cold rolling and annealing on special grain boundary fractions in commercial-purity nickel. Mat. Sci. Eng. A-Struct. 2005, 395, 87–97. [Google Scholar] [CrossRef]
- Akhiani, H.; Nezakat, M.; Sanayei, M.; Szpunar, J. The effect of thermo-mechanical processing on grain boundary character distribution in Incoloy 800H/HT. Mat. Sci. Eng. A-Struct. 2015, 626, 51–60. [Google Scholar] [CrossRef]
- Joham, R.; Sharma, N.K.; Mondal, K.; Shekhar, S. Low temperature cross-rolling to modify grain boundary character distribution and its effect on sensitization of SS304. J. Mater. Process. Tech. 2017, 240, 324–331. [Google Scholar] [CrossRef]
- Lee, S.L.; Richards, N.L. The effect of single-step low strain and annealing of nickel on grain boundary character. Mat. Sci. Eng. A-Struct. 2005, 390, 81–87. [Google Scholar] [CrossRef]
- Randle, V. Twinning-related grain boundary engineering. Acta Mater. 2004, 52, 4067–4081. [Google Scholar] [CrossRef]
- Wang, W.G.; Yin, F.X.; Guo, H.; He, L.; Zhou, B.X. Effect of recovery treatment after large strain on the grain boundary character distribution of subsequently cold rolled and annealed Pb-Ca-Sn-A1 alloy. Mat. Sci. Eng. A-Struct. 2008, 491, 199–206. [Google Scholar] [CrossRef]
- Thomson, C.B.; Randle, V. “Fine tuning” at Σ3n boundaries in nickel. Acta Mater. 1997, 45, 4909–4916. [Google Scholar] [CrossRef]
- Schuh, C.A.; Kumar, M.; King, W.E. Universal features of grain boundary networks in FCC materials. J. Mater. Sci. 2005, 40, 847–852. [Google Scholar] [CrossRef]
- Xia, S.; Zhou, B.X.; Chen, W.J. Effect of Deformation and Heat-Treatments on the Grain Boundary Character Distribution for 690 Alloy. Rare Metal Mat. Eng. 2008, 37, 999–1003. [Google Scholar]
- Horton, D.; Thomson, C.B.; Randle, V. Aspects of twinning and grain growth in high purity and commercially pure nickel. Mat. Sci. Eng. A-Struct. 1995, 203, 408–414. [Google Scholar] [CrossRef]
- Ru, X.K.; Liu, Y.G.; Xia, S.; Zhou, B.X.; Ma, A.L.; Zheng, Y.G. Effect of deformation and heat-treatment on grain boundary distribution character of cupronickel B10 alloy. Chin. J. Nonferrous Met. 2013, 23, 2176–2181. [Google Scholar]
- Kim, T.; Hong, K.T.; Lee, K.S. The relationship between the fracture toughness and grain boundary character distribution in polycrystalline NiAl. Intermetallics 2003, 11, 33–39. [Google Scholar] [CrossRef]
- Miller, H.M.; Kim, C.S.; Gruber, J.; Randle, V.; Rohrer, G.S. Orientation distribution of Σ3 grain boundary planes in Ni before and after grain boundary engineering. Mater. Sci. Forum. 2007, 558, 641–647. [Google Scholar] [CrossRef]
- Poddar, D.; Chakraborty, A.; Kumar, R. Annealing twin evolution in the grain-growth stagnant austenitic stainless steel microstructure. Mater. Charact. 2019, 155, 109791. [Google Scholar] [CrossRef]
- Lin, Y.; Zhu, J.; Han, J.; Ma, X.; Wang, G. Effect of strains in grain boundary modification on plasticity and plasticizing mechanism of commercial-purity nickel. Mater. Today Commun. 2020, 24, 101177. [Google Scholar] [CrossRef]
- Hu, H.; Zhao, M.; Chen, S.; Rong, L. Effect of grain boundary character distribution on hydrogen embrittlement in Fe-Ni based alloy. Mat. Sci. Eng. A-Struct. 2020, 780, 139201. [Google Scholar] [CrossRef]
- Fu, M.W.; Chan, W.L. A review on the state-of-the-art microforming technologies. Int. J. Adv. Manuf. Tech. 2013, 67, 2411–2437. [Google Scholar] [CrossRef]
- Cai, G.; Huang, Y.; Misra, R. Effects of Ce on DO 3-ordered phase, coincident site lattice grain boundary and plastic deformation of Fe-6.9Wt.%Si alloy. J. Mater. Eng. Perform. 2020, 29, 1080–1089. [Google Scholar] [CrossRef]
- Watanabe, T.; Tsurekawa, S. Toughening of brittle materials by grain boundary engineering. Mat. Sci. Eng. A-Struct. 2004, 387, 447–455. [Google Scholar] [CrossRef]
- Seita, M.; Hanson, J.P.; Gradečak, S.; Demkowicz, M.J. The dual role of coherent twin boundaries in hydrogen embrittlement. Nat. Commun. 2015, 6, 6164. [Google Scholar] [CrossRef] [PubMed]
- Harte, A.; Atkinson, M.; Preuss, M.; Da Fonseca, J.Q. A statistical study of the relationship between plastic strain and lattice misorientation on the surface of a deformed Ni-based superalloy. Acta Mater. 2020, 195, 555–570. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter [mm] | Positive Torsion Cycles [r] | Reverse Torsion Cycles [r] | Circulation Numbers | Total Cycles [r] | No. |
|---|---|---|---|---|---|
| 1 | 60 | - | 1 | 60 | φ1-Uni-1 |
| 10 | 10 | 3 | φ1-Bi-10-1 | ||
| 30 | 30 | 1 | φ1-Bi-30-1 | ||
| 120 | - | 1 | 120 | φ1-Uni-2 | |
| 10 | 10 | 6 | φ1-Bi-10-2 | ||
| 30 | 30 | 2 | φ1-Bi-30-2 | ||
| 2 | 60 | - | 1 | 60 | φ2-Uni-1 |
| 10 | 10 | 3 | φ2-Bi-10-1 | ||
| 30 | 30 | 1 | φ2-Bi-30-1 | ||
| 120 | - | 1 | 120 | φ2-Uni-2 | |
| 10 | 10 | 6 | φ2-Bi-10-2 | ||
| 30 | 30 | 2 | φ2-Bi-30-2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.; Liu, S.; Wu, T.; Wang, G. Effects of Unidirection/Bidirection Torsional Thermomechanical Processes on Grain Boundary Characteristics and Plasticity of Pure Nickel. Materials 2022, 15, 236. https://doi.org/10.3390/ma15010236
Lin Y, Liu S, Wu T, Wang G. Effects of Unidirection/Bidirection Torsional Thermomechanical Processes on Grain Boundary Characteristics and Plasticity of Pure Nickel. Materials. 2022; 15(1):236. https://doi.org/10.3390/ma15010236
Chicago/Turabian StyleLin, Yao, Shan Liu, Tao Wu, and Guangchun Wang. 2022. "Effects of Unidirection/Bidirection Torsional Thermomechanical Processes on Grain Boundary Characteristics and Plasticity of Pure Nickel" Materials 15, no. 1: 236. https://doi.org/10.3390/ma15010236
APA StyleLin, Y., Liu, S., Wu, T., & Wang, G. (2022). Effects of Unidirection/Bidirection Torsional Thermomechanical Processes on Grain Boundary Characteristics and Plasticity of Pure Nickel. Materials, 15(1), 236. https://doi.org/10.3390/ma15010236