
The Effect of Vanadium Content Coupling with Heat Treatment Process on the Properties of Low-Vanadium Wear-Resistant Alloy

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
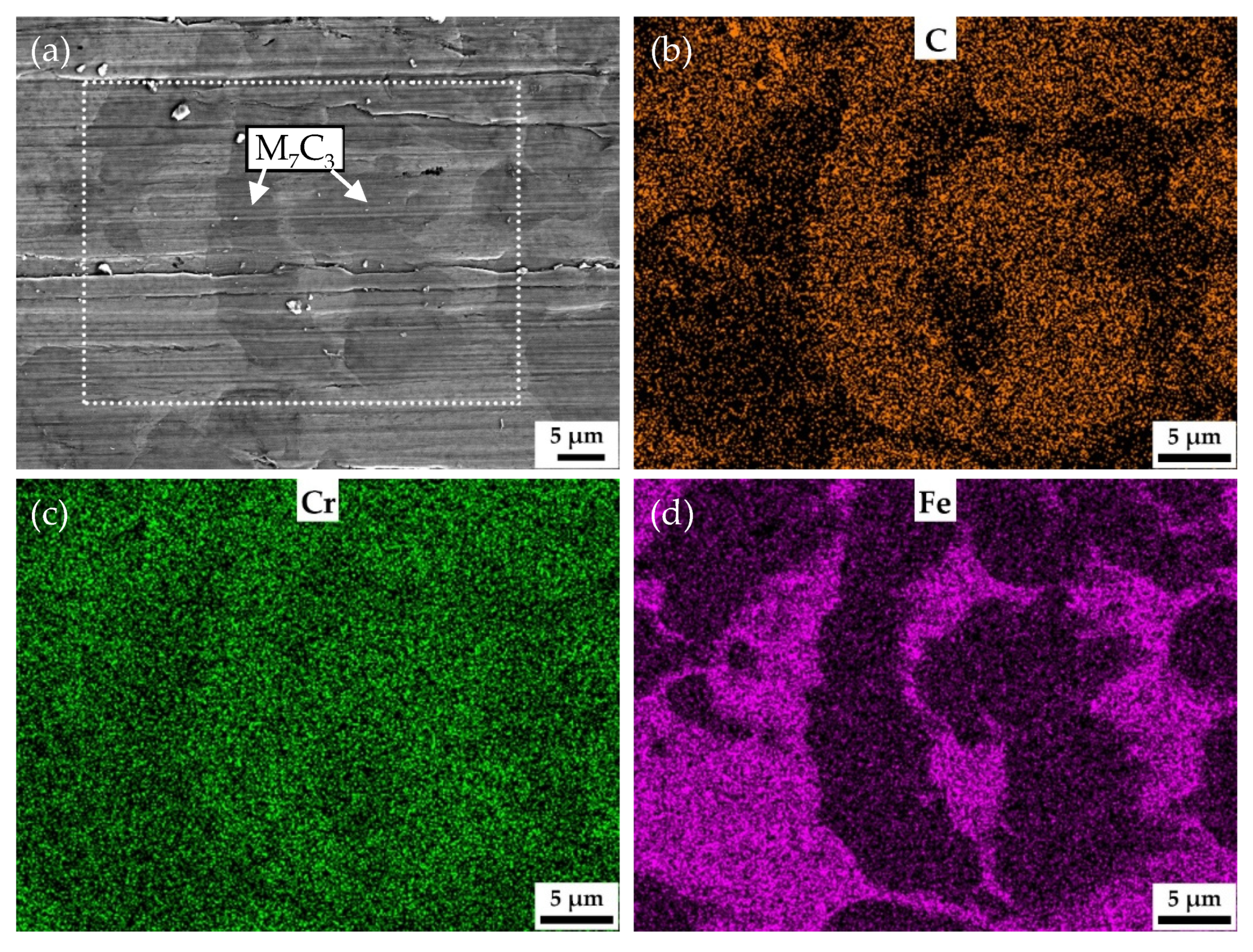
3.1. Microstructure of the Annealed Samples
3.2. The Effect of Quenching Temperature on Hardness
3.3. Effect of Vanadium Content on Microstructure and Wear Properties
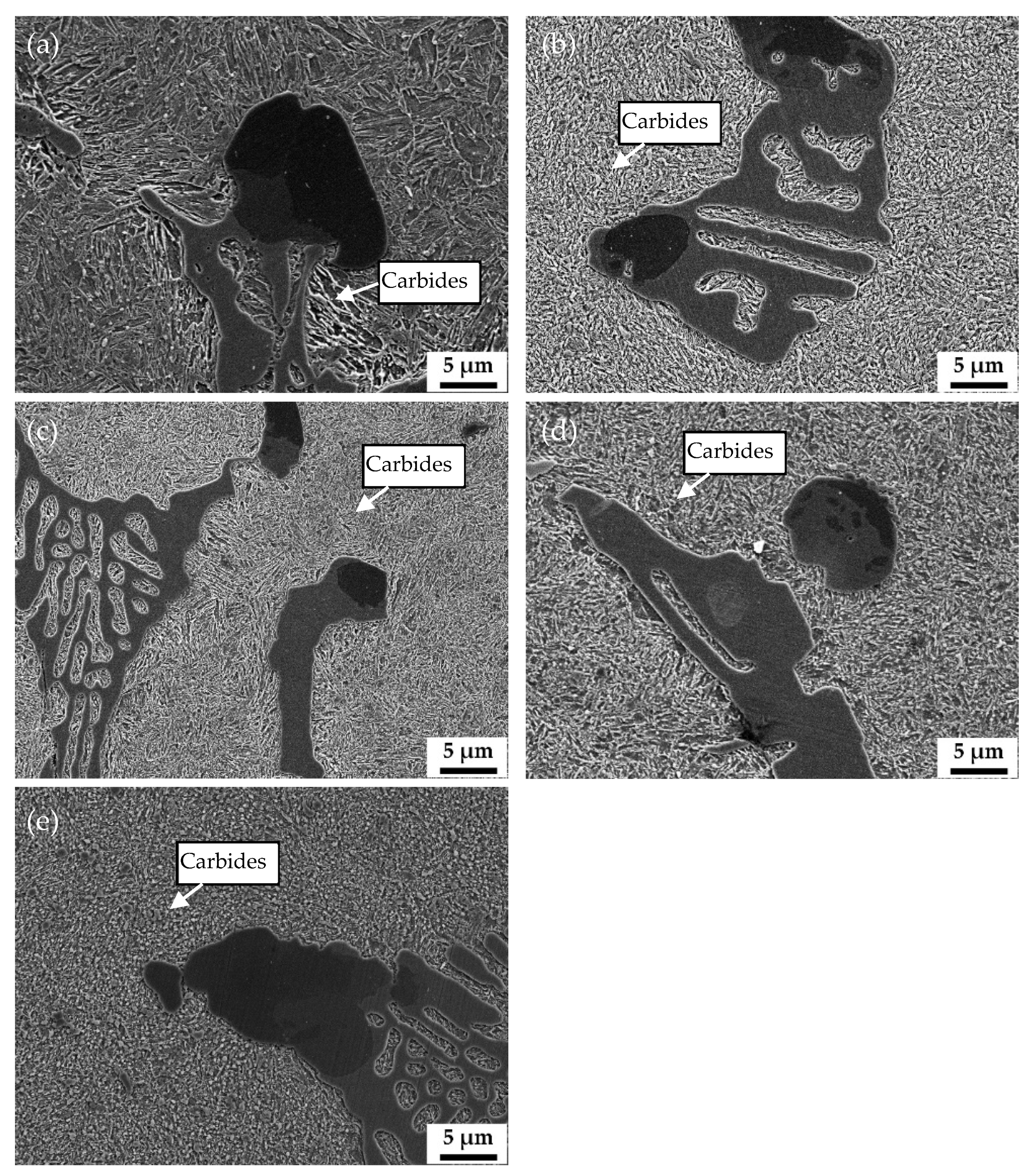
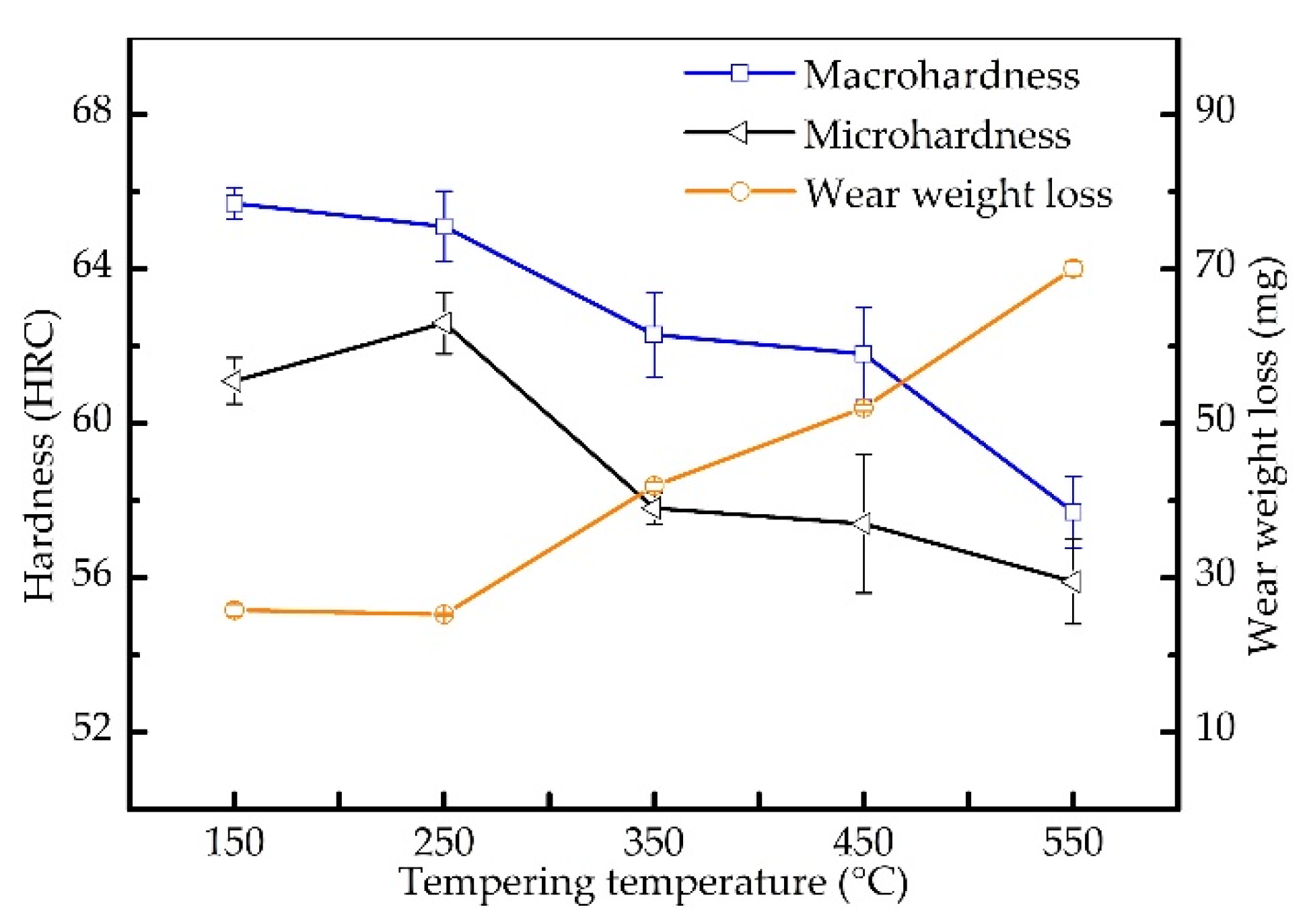
3.4. Effect of Tempering Temperature on Microstructure and Wear Properties
4. Discussion
5. Conclusions
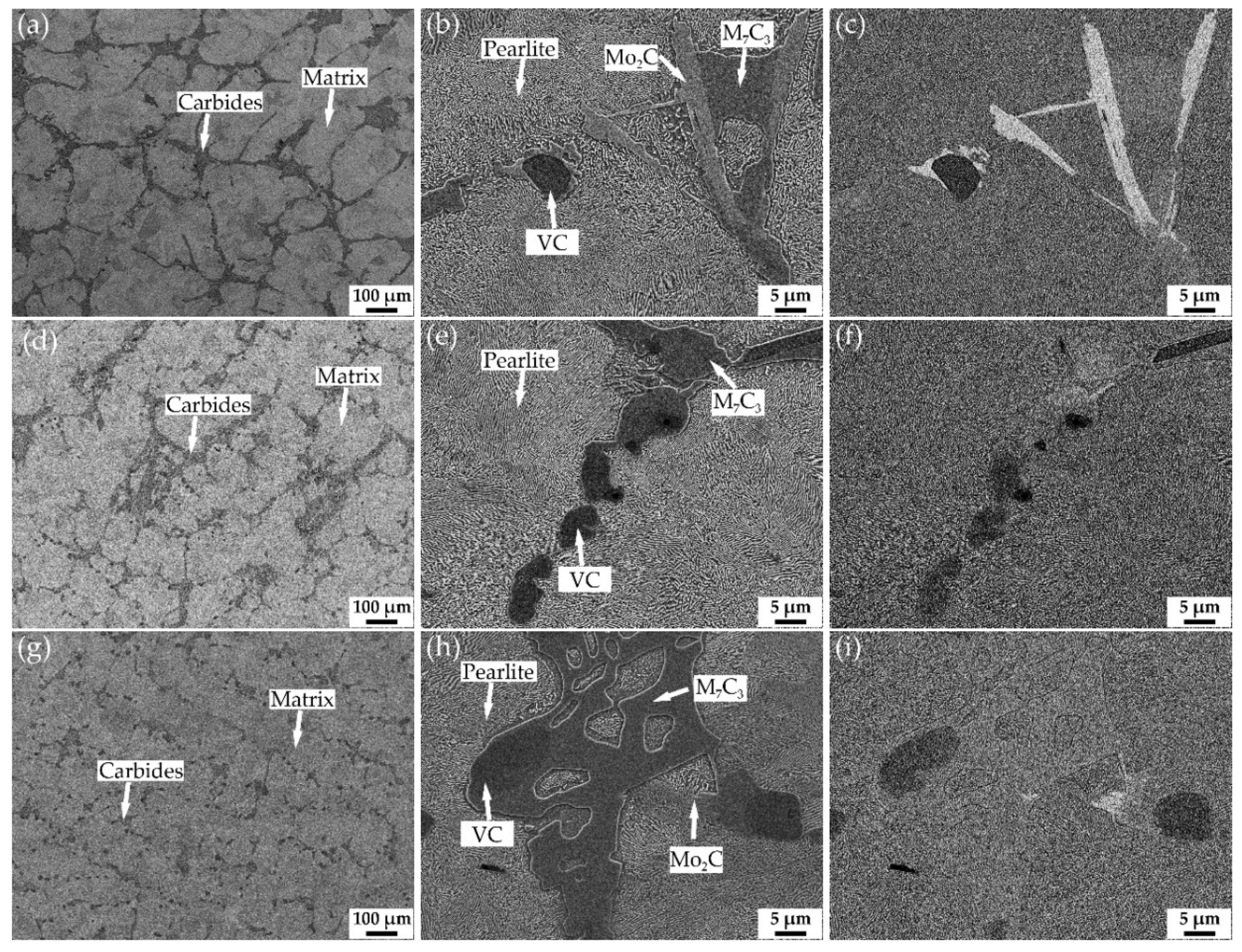
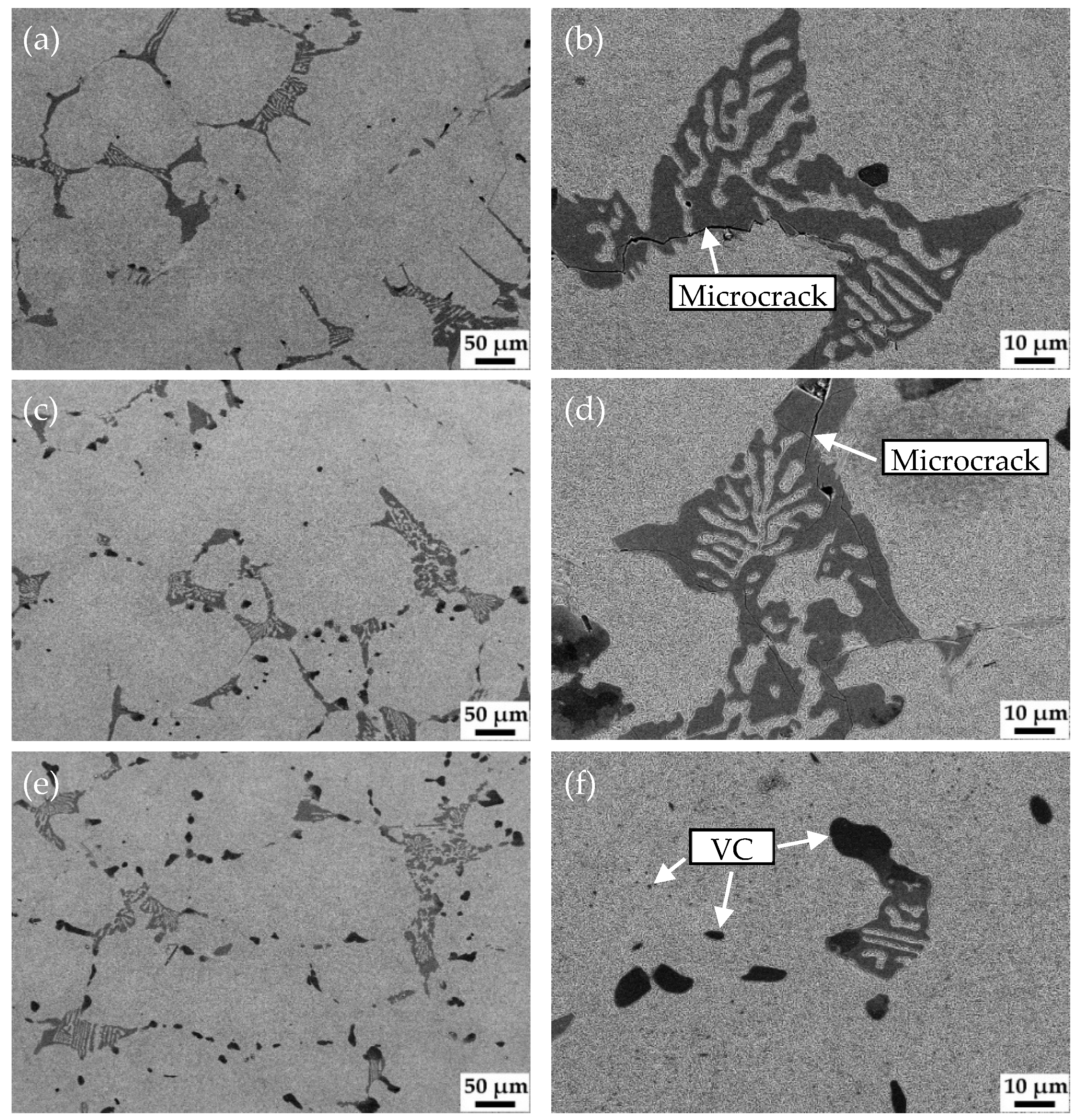
- As the vanadium content increases, the amount of primary carbides (VC) increases, and the amount of eutectic carbides (M7C3) decreases, resulting in a decrease in the size of M7C3 and a more homogeneous distribution of M7C3.
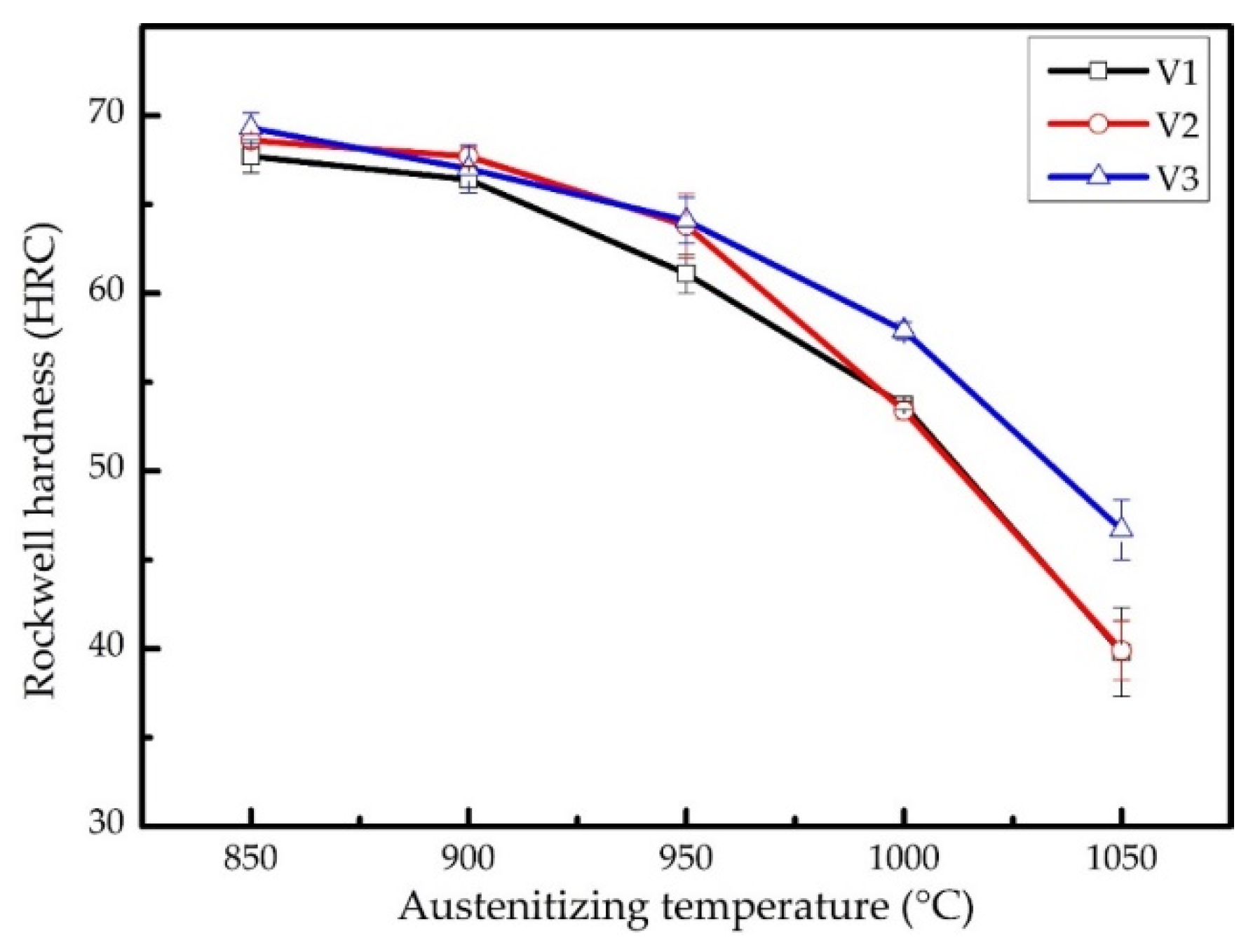
- Because of the high carbon content in the matrix of low-vanadium wear-resistant alloys, increasing the quenching temperature will lead to the increase of the amount of austenite. This will reduce the macro-hardness of the alloys, which may not be conducive to the wear property.
- Tempering treatment is used to improve the toughness of the matrix, but when the tempering temperature exceeds 250 °C, a large amount of carbides will precipitate in the matrix, which makes the hardness and wear resistance of the material decrease significantly.
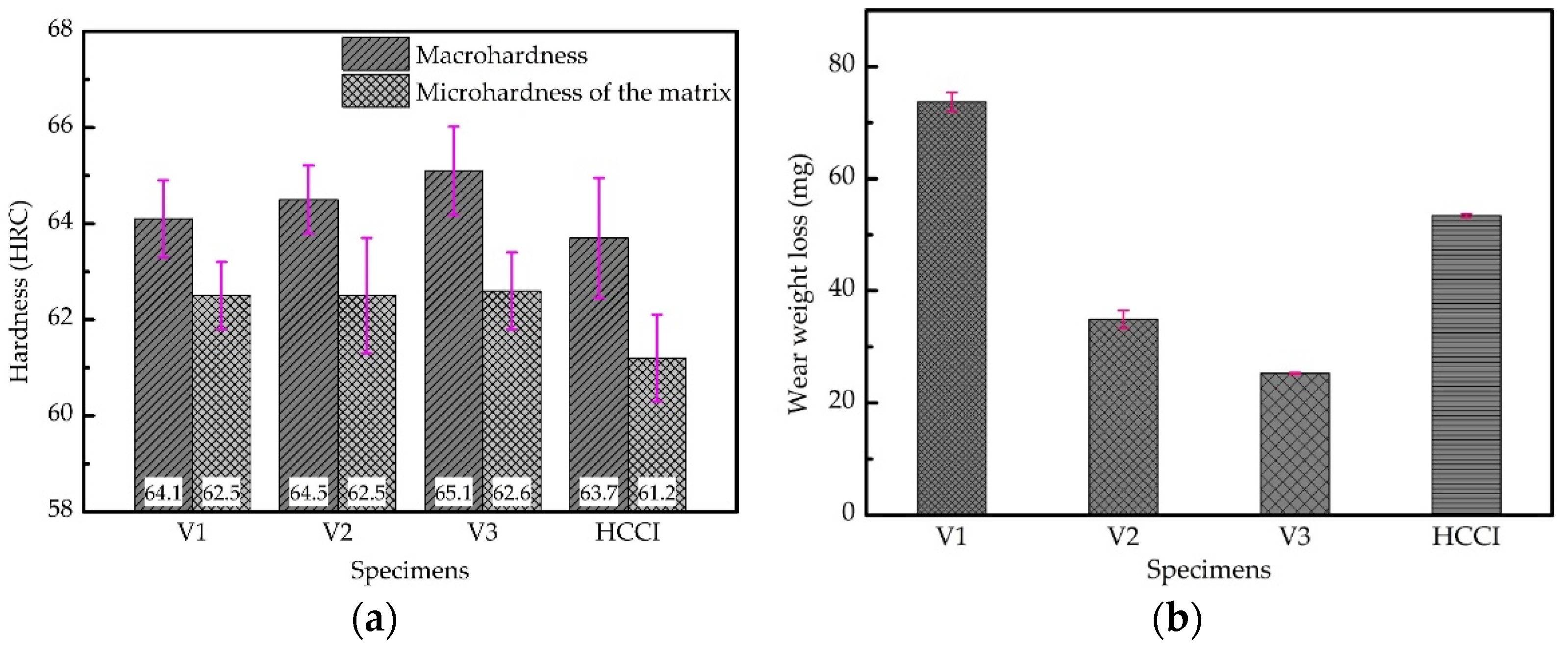
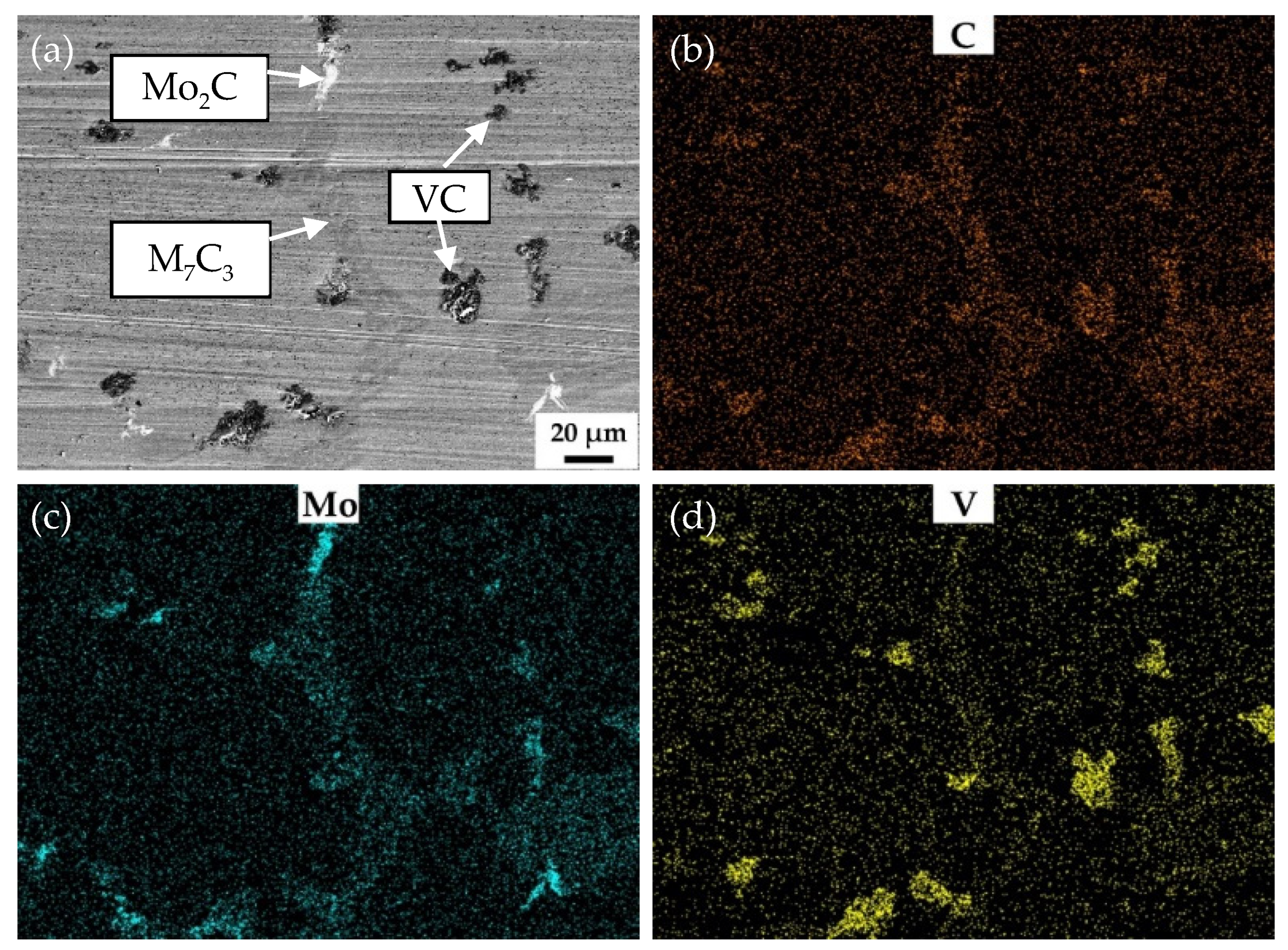
- As the vanadium content increases, the wear properties of low-vanadium wear-resistant alloys are improved. V3 quenched at 900 °C and tempered at 250 °C, possessing VC, Mo2C, and M7C3 distributed in the martensite matrix, displayed a wear resistance two times better than the HCCI.
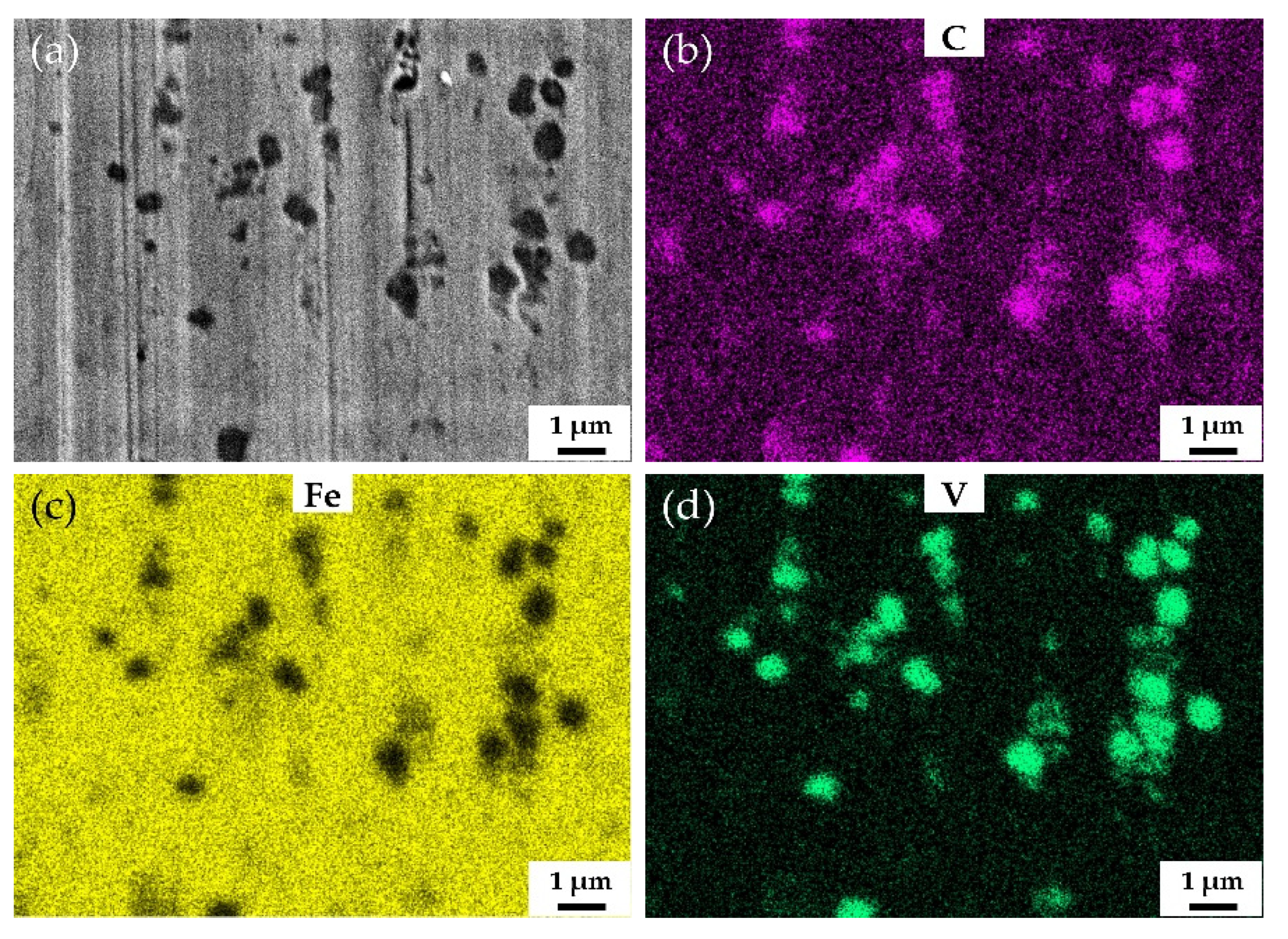
- The VC in the low-vanadium wear-resistant alloys plays a vital role in improving the wear resistance. The size of VC in V3 has a bimodal distribution. The size of blocky VC, usually attached to M7C3, is about 10 μm. The size of VC distributed in the martensite matrix is submicron. Both forms of VC are effective to impede wear induced by grooving or indenting because of their high hardness.
- Increasing the vanadium content can not only increase the volume fraction of VC, which possess excellent wear resistance performance, but also refine the M7C3. Thus, increasing the vanadium content coupling with appropriate heat treatment can help for developing new alloys with outstanding wear resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wei, S.Z.; Xu, L.J. Review on Research Progress of Steel and Iron Wear-Resistant Materials. Acta Metall. Sin. 2020, 54, 523–538. [Google Scholar]
- Holmberg, K.; Kivikytö-Reponen, P.; Härkisaari, P.; Valtonen, K.; Erdemir, A. Global energy consumption due to friction and wear in the mining industry. Tribol. Int. 2017, 115, 116–139. [Google Scholar] [CrossRef]
- Aldrich, C. Consumption of steel grinding media in mills—A review. Miner. Eng. 2013, 49, 77–91. [Google Scholar] [CrossRef]
- Anderson, A.E. ASM Handbook, Friction, Lubrication and Wear Technology. Technology 1992, 18, 3470. [Google Scholar]
- Szymura, M.; Czupryński, A.; Róański, M. Research on the properties of high chromium cast iron overlay welds deposited by tubular electrodes. Weld. Technol. Rev. 2018, 90, 26–30. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Jin, X.S.; Wen, Z.F.; Cui, D.B.; Zhang, W.H. A new integrated model to predict wheel profile evolution due to wear. Wear 2011, 271, 227–237. [Google Scholar] [CrossRef]
- Rada, V.; Miettunen, I.; Kuokkala, V.T. Surface deformation of steels in impact-abrasion: The effect of sample angle and test duration. Wear 2013, 301, 94–101. [Google Scholar]
- Zeng, D.F.; Lu, L.T.; Zhang, N.; Gong, Y.B.; Zhang, J.W. Effect of different strengthening methods on rolling/sliding wear of ferrite-pearlite steel. Wear 2016, 358–359, 62–71. [Google Scholar] [CrossRef]
- Ding, H.H.; He, C.G.; Ma, L.; Guo, J.; Liu, Q.Y.; Wang, W.J. Wear mapping and transitions in wheel and rail materials under different contact pressure and sliding velocity conditions. Wear 2016, 352–353, 1–8. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brüx, U.; Neumann, P. Supra-Ductile and High-Strength Manganese-TRIP/TWIP Steels for High Energy Absorption Purposes. ISIJ Int. 2003, 43, 438–446. [Google Scholar] [CrossRef] [Green Version]
- Efstathiou, C.; Sehitoglu, H. Strain hardening and heterogeneous deformation during twinning in Hadfield steel. Acta Mater. 2010, 58, 1479–1488. [Google Scholar] [CrossRef]
- Shimizu, K.; Purba, R.H.; Kusumoto, K.; Yaer, X.B.; Ito, J.; Kasuga, H.; Gaqi, Y.L. Microstructural evaluation and high-temperature erosion characteristics of high chromium cast irons. Wear 2019, 426, 420–427. [Google Scholar] [CrossRef]
- Zhi, X.H.; Liu, J.Z.; Xing, J.D.; Ma, S.Q. Effect of cerium modification on microstructure and properties of hypereutectic high chromium cast iron. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2014, 603, 98–103. [Google Scholar] [CrossRef]
- Tian, H.H.; Addie, G.R.; Visintainer, R.J. Erosion-corrosion performance of high-Cr cast iron alloys in flowing liquid-solid slurries. Wear 2009, 267, 2039–2047. [Google Scholar] [CrossRef]
- Xu, L.J.; Song, W.L.; Ma, S.Q.; Zhou, Y.C.; Pan, K.M.; Wei, S.Z. Effect of slippage rate on frictional wear behaviors of high -speed steel with dual-scale tungsten carbides (M6C) under high-pressure sliding-rolling condition. Tribol. Int. 2021, 154, 11. [Google Scholar] [CrossRef]
- Wei, S.Z.; Zhu, J.H.; Xu, L.J. Effects of vanadium and carbon on microstructures and abrasive wear resistance of high speed steel. Tribol. Int. 2006, 39, 641–648. [Google Scholar] [CrossRef]
- Xu, L.J.; Xing, J.D.; Wei, S.Z.; Zhang, Y.Z.; Long, R. Study on relative wear resistance and wear stability of high-speed steel with high vanadium content. Wear 2007, 262, 253–261. [Google Scholar] [CrossRef]
- Xu, L.J.; Xing, J.D.; Wei, S.Z. Optimisation of chemical composition of high speed steel with high vanadium content for abrasive wear using an artificial neural network. Mater. Des. 2007, 28, 1031–1037. [Google Scholar]
- Xu, L.J.; Wei, S.Z.; Xiao, F.N.; Zhou, H.; Zhang, G.S.; Li, J.W. Effects of carbides on abrasive wear properties and failure behaviours of high speed steels with different alloy element content. Wear 2017, 376–377, 968–974. [Google Scholar] [CrossRef]
- Ma, Z.Z.; Zhang, Y.Z.; Wei, S.Z.; Long, R.; Li, Y. Impact Wear and Wear Mechanism Study of High Vanadium High Speed Steel. Tribology 2006, 26, 169–173. [Google Scholar]
- Xu, L.J.; Xing, J.D.; Wei, S.Z.; Zhang, Y.Z.; Long, R. Investigation on wear behaviors of high-vanadium high-speed steel compared with high-chromium cast iron under rolling contact condition. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2006, A434, 63–70. [Google Scholar] [CrossRef]
- Park, J.W.; Lee, H.C.; Lee, S. Composition, microstructure, hardness, and wear properties of high-speed steel rolls. Metall. Mater. Trans. A 1999, 30A, 399–409. [Google Scholar] [CrossRef] [Green Version]
- Li, C.S.; Liu, X.H.; Wang, G.D.; Yang, G. Experimental investigation on thermal wear of high speed steel rolls in hot strip rolling. Met. Sci. J. 2013, 18, 1581–1584. [Google Scholar] [CrossRef]
- Lee, J.H.; Oh, J.C.; Park, J.W. Effects of Tempering Temperature on Wear Resistance and Surface Roughness of a High Speed Steel Roll. ISIJ Int. 2001, 41, 859–865. [Google Scholar] [CrossRef]
- Xu, L.J.; Wei, S.Z.; Xing, J.D.; Long, R. Effects of carbon content and sliding ratio on wear behavior of high-vanadium high-speed steel (HVHSS) under high-stress rolling–sliding contact. Tribol. Int. 2014, 70, 34–41. [Google Scholar] [CrossRef]
- Xu, L.J.; Wang, F.; Zhou, Y.C.; Wang, X.D.; Wei, S.Z. Fabrication and wear property of in-situ micro-nano dual-scale vanadium carbide ceramics strengthened wear-resistant composite layers. Ceram. Int. 2020, 47, 953–964. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Mo | V | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| V1 | 2.15 | 3.82 | 2.62 | 0.98 | 0.71 | 0.80 | 0.037 | 0.026 | Bal. |
| V2 | 2.17 | 3.85 | 2.65 | 1.86 | 0.68 | 0.75 | 0.014 | 0.020 | Bal. |
| V3 | 2.15 | 3.78 | 2.57 | 3.00 | 0.72 | 0.77 | 0.037 | 0.028 | Bal. |
| HCCI | 3.06 | 23.01 | 0.52 | - | 0.62 | 1.15 | 0.062 | 0.053 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, T.; Wei, S.; Xu, L.; Zhang, C.; Wang, X.; Xiong, M.; Mao, F.; Chen, C. The Effect of Vanadium Content Coupling with Heat Treatment Process on the Properties of Low-Vanadium Wear-Resistant Alloy. Materials 2022, 15, 285. https://doi.org/10.3390/ma15010285
Jiang T, Wei S, Xu L, Zhang C, Wang X, Xiong M, Mao F, Chen C. The Effect of Vanadium Content Coupling with Heat Treatment Process on the Properties of Low-Vanadium Wear-Resistant Alloy. Materials. 2022; 15(1):285. https://doi.org/10.3390/ma15010285
Chicago/Turabian StyleJiang, Tao, Shizhong Wei, Liujie Xu, Cheng Zhang, Xiaodong Wang, Mei Xiong, Feng Mao, and Chong Chen. 2022. "The Effect of Vanadium Content Coupling with Heat Treatment Process on the Properties of Low-Vanadium Wear-Resistant Alloy" Materials 15, no. 1: 285. https://doi.org/10.3390/ma15010285