
Mechanical Property Improvement in Dissimilar Friction Stir Welded Al5083/Al6061 Joints: Effects of Post-Weld Heat Treatment and Abnormal Grain Growth

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
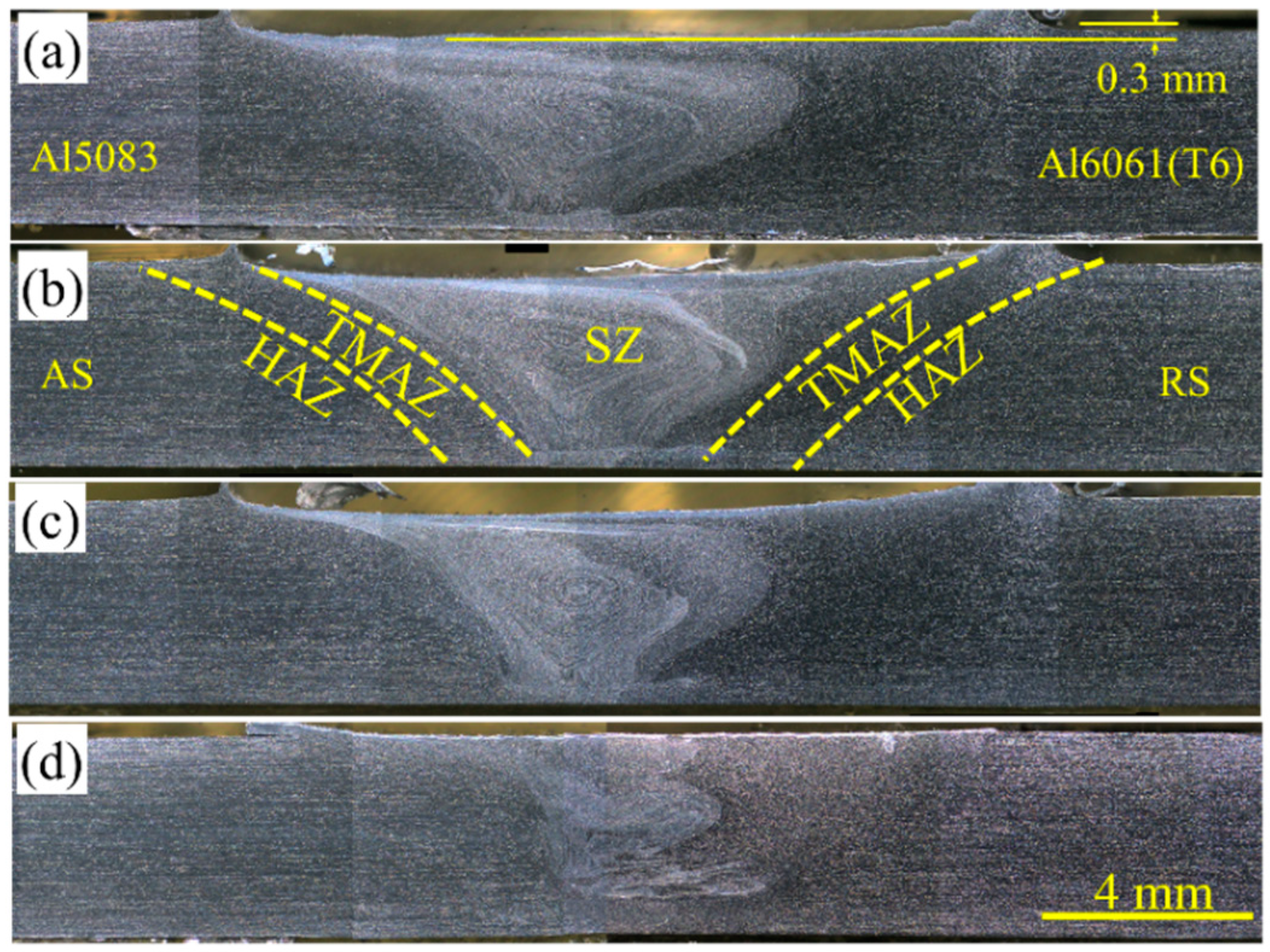
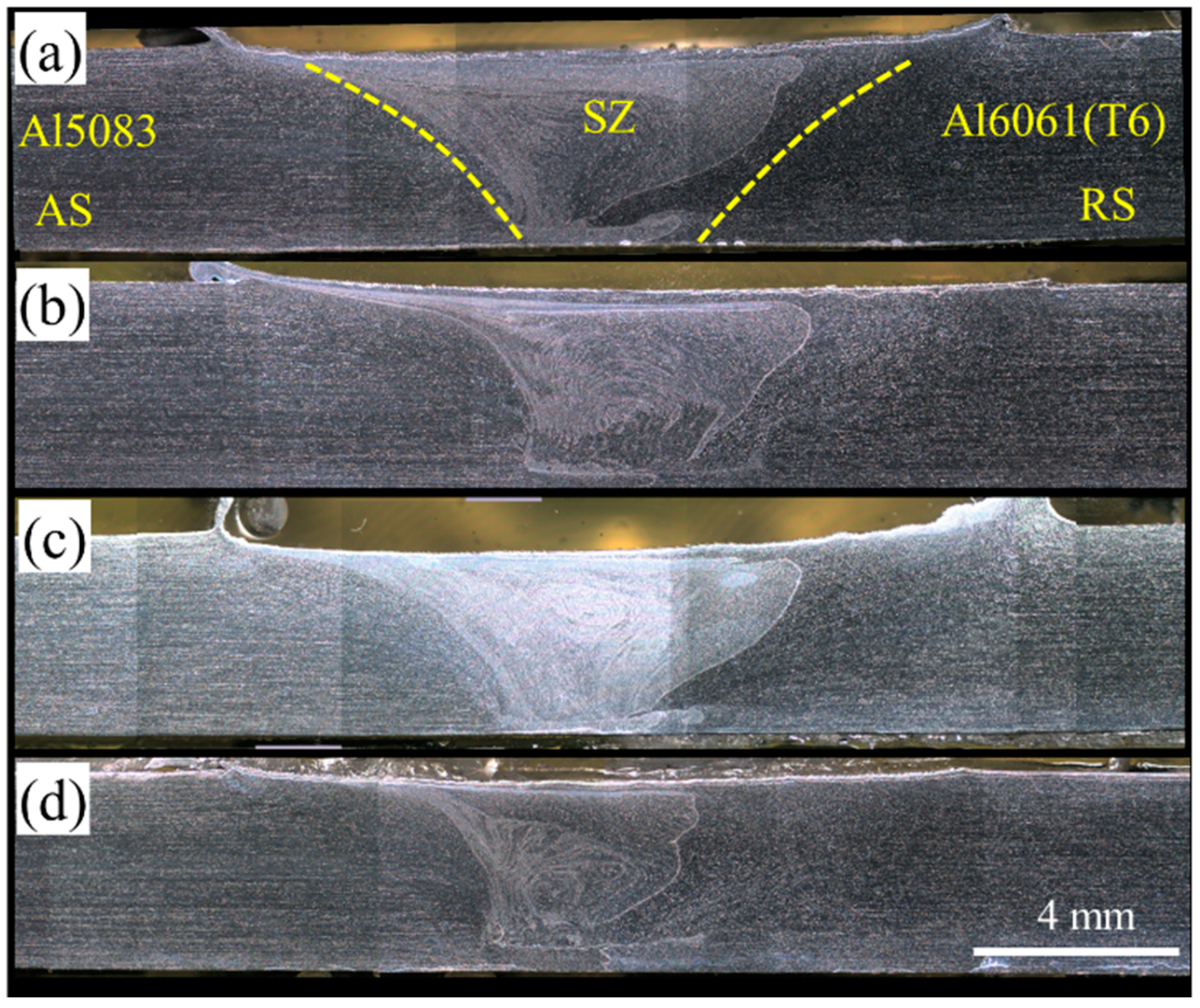
3.1. Microstructure
3.2. Mechanical Properties
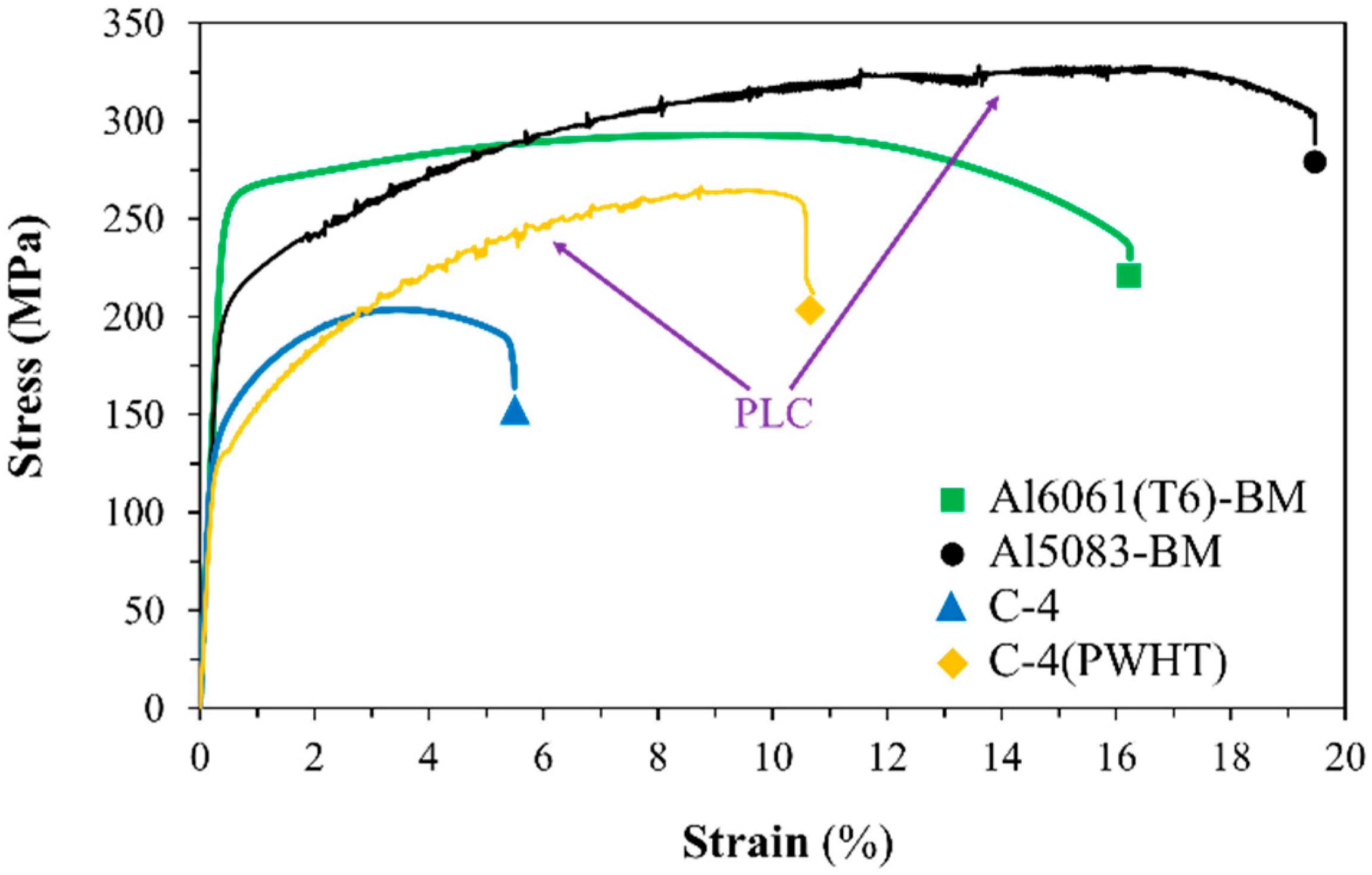
3.2.1. Tensile Properties
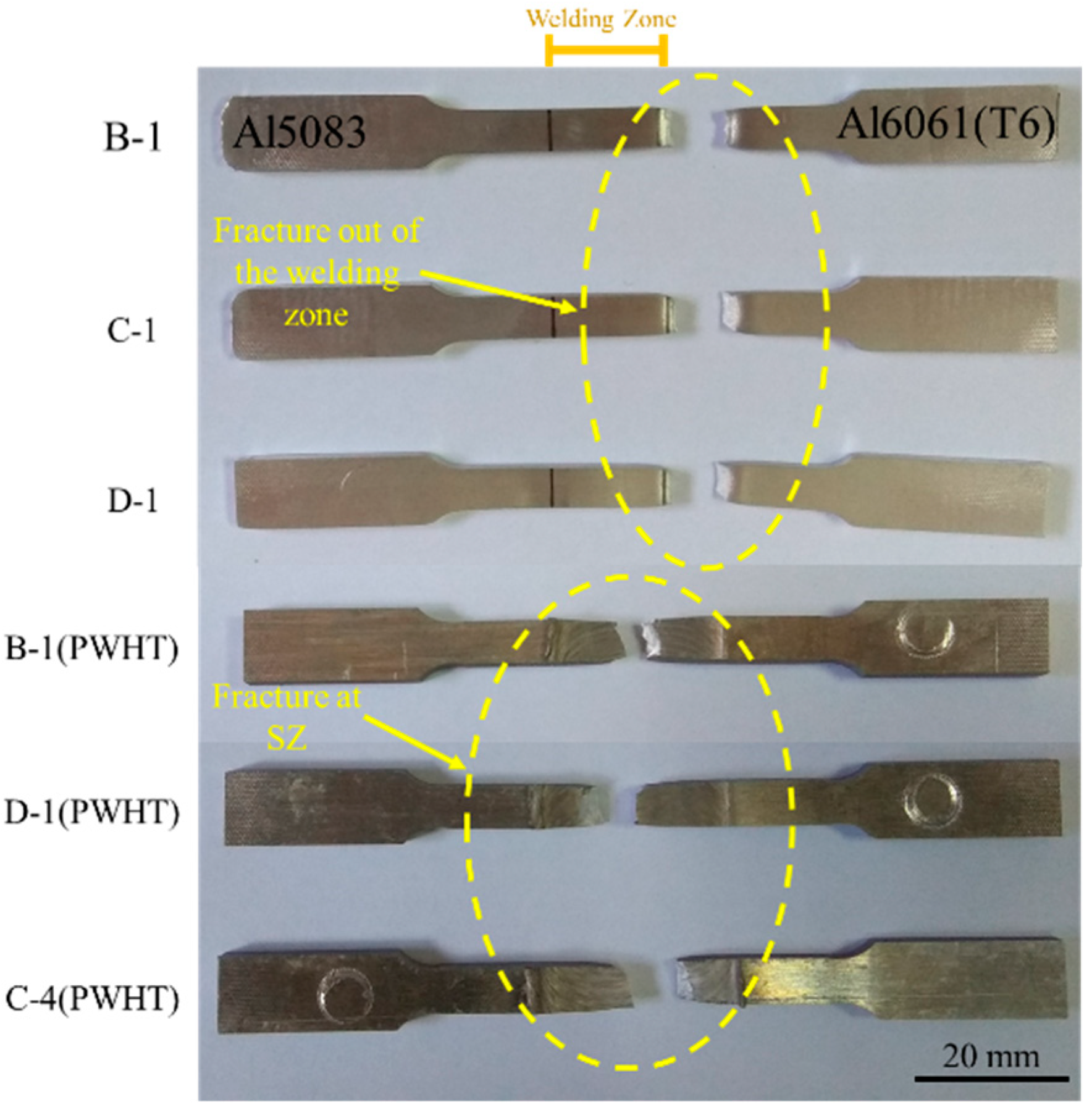
3.2.2. Fractography
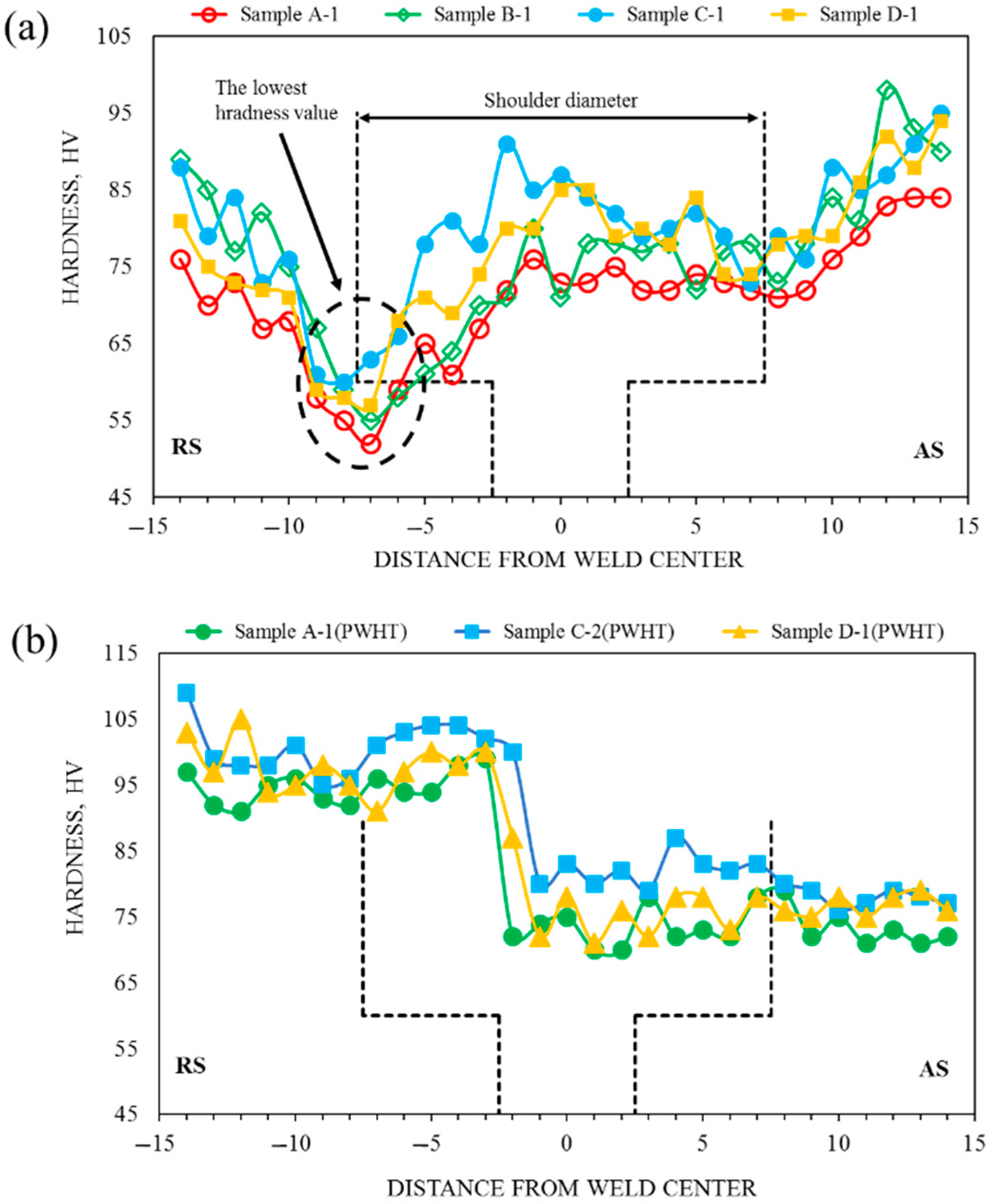
3.3. Hardness Profile
4. Conclusions
- Sound joints were obtained with no welding defects, such as cracks, porosity, and tunnel, under various welding parameters. The highest joint efficiency was obtained from Sample C-4 (1200 rpm and 400 mm/min) with a value of 71%. A decrease in the weld strength was observed in the as-welded samples due to the dissolution of precipitation hardening particles in the HAZ at RS, which was Al6061(T6).
- By controlling the welding parameters, i.e., the rotational speed at 1200 rpm and the travel speed at 200 mm/min (Sample C-2 (PWHT)), the AGG effect was suppressed and cancelled out by the homogeneous distribution of precipitation hardening phases in the welding zone from the appropriate T6 heat treatment, which resulted in the increased ultimate strength of the joint from 181 MPa in the as-welded joint to 270 MPa in PWHTed joint at 93% welding efficiency.
- The hardness properties were improved from 55 HV in the as-welded joint to 95 HV in PWHTed joint due to homogeneous distribution of precipitation hardening phases in the welding zone after PWHT, which caused a shifting of the fracture location from HAZ at RS in the as-welded joint to SZ of PWHTed joint after the tensile test.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Peng, P.; Wang, W.; Zhang, T.; Liu, Q.; Guan, X.; Qiao, K.; Cai, J.; Wang, K. Effects of interlayer metal on microstructures and mechanical properties of friction stir lap welded dissimilar joints of magnesium and aluminum alloys. J. Mater. Process. Technol. 2022, 299, 117362. [Google Scholar] [CrossRef]
- Liu, X.; Jia, R.; Zhang, H.; Cheng, W.; Zhai, X. EBSD Characterization of the Microstructure of 7A52 Aluminum Alloy Joints Welded by Friction Stir Welding. Materials 2021, 14, 6362. [Google Scholar] [CrossRef]
- Naumov, A.; Rylkov, E.; Polyakov, P.; Isupov, F.; Rudskoy, A.; Aoh, J.-N.; Popovich, A.; Panchenko, O. Effect of Different Tool Probe Profiles on Material Flow of Al–Mg–Cu Alloy Joined by Friction Stir Welding. Materials 2021, 14, 6296. [Google Scholar] [CrossRef]
- Jayaseelan, V.; Jayabalakrishnan, D.; Ashok Gandhi, R.; Muthuramalingam, T.; Francis Xavier, J. Impact of the novel square wave tool path pattern on AA6061-T6 friction stir welding. Mater. Manuf. Process. 2021, 36, 1–10. [Google Scholar] [CrossRef]
- Baghdadi, A.H.; Sajuri, Z.; Mohamad Selamat, N.F.; Omar, M.Z.; Miyashita, Y.; Kokabi, A.H. Effect of intermetallic compounds on the fracture behavior of dissimilar friction stir welding joints of Mg and Al alloys. Int. J. Miner. Metall. Mater. 2019, 26, 1285–1298. [Google Scholar] [CrossRef]
- Selamat, N.M.; Baghdadi, A.H.; Sajuri, Z.; Kokabi, A.H.; Junaidi, S. Effect of rolling on strength of friction stir welded joint of aluminium alloys. J. Kejuruter. 2018, 1, 9–15. [Google Scholar]
- Gao, S.; Zhou, L.; Sun, G.; Zhao, H.; Chu, X.; Li, G.; Zhao, H. Influence of Welding Speed on Microstructure and Mechanical Properties of 5251 Aluminum Alloy Joints Fabricated by Self-Reacting Friction Stir Welding. Materials 2021, 14, 6178. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Xiong, L.; Zhang, X.; Mi, G. Microstructural, porosity and mechanical properties of lap joint laser welding for 5182 and 6061 dissimilar aluminum alloys under different place configurations. Mater. Des. 2020, 191, 108625. [Google Scholar] [CrossRef]
- Toursangsaraki, M.; Li, Q.; Hu, Y.; Wang, H.; Zhao, D.; Zhao, Y. Crystal plasticity modeling for mechanical property prediction of AA2195-T6 friction stir welded joints. Mater. Sci. Eng. A 2021, 823, 141677. [Google Scholar] [CrossRef]
- Manuel, N.; Beltrão, D.; Galvão, I.; Leal, R.M.; Costa, J.D.; Loureiro, A. Influence of Tool Geometry and Process Parameters on Torque, Temperature, and Quality of Friction Stir Welds in Dissimilar Al Alloys. Materials 2021, 14, 6020. [Google Scholar] [CrossRef]
- You, J.; Zhao, Y.; Dong, C.; Miao, S.; Liu, Z.; Liu, L.; Su, Y. Microstructural evolution and mechanical properties of the Al–Cu dissimilar joint enhanced by stationary-dynamic shoulder friction stir welding. J. Mater. Process. Technol. 2022, 300, 117402. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, S.; Zhang, Y.; Chen, X.; Li, Z.; Yang, Z. Effect of High Rotational-Speed Friction-Stir Welding on Microstructure and Properties of Welded Joints of 6061-T6 Al Alloy Ultrathin Plate. Materials 2021, 14, 6012. [Google Scholar] [CrossRef]
- Ghavimi, A.H.; Aboutalebi, M.R.; Seyedein, S.H. Exit-hole repairing in friction stir welding of AA5456 pipe using consumable pin. Mater. Manuf. Process. 2020, 35, 1240–1250. [Google Scholar] [CrossRef]
- Kumar, N.; Mishra, R.S.; Yuan, W. Friction Stir Welding of Dissimilar Alloys and Materials; Butterworth-Heinemann: Oxford, UK, 2015; ISBN 9780128024188. [Google Scholar]
- Pakdil, M.; Çam, G.; Koçak, M.; Erim, S. Microstructural and mechanical characterization of laser beam welded AA6056 Al-alloy. Mater. Sci. Eng. A 2011, 528, 7350–7356. [Google Scholar] [CrossRef]
- Osman, N.; Sajuri, Z.; Baghdadi, A.H.; Omar, M.Z. Effect of Process Parameters on Interfacial Bonding Properties of Aluminium–Copper Clad Sheet Processed by Multi-Pass Friction Stir-Welding Technique. Metals 2019, 9, 1159. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, S.; Verma, M.; Saha, P. Process responses during μFSW of AA6061-T6 under the influence of triple-spiral micro-grooves on shoulder end-surface. J. Mater. Process. Technol. 2021, 290, 116984. [Google Scholar] [CrossRef]
- Memon, S.; Murillo-Marrodán, A.; Lankarani, H.M.; Aghajani Derazkola, H. Analysis of Friction Stir Welding Tool Offset on the Bonding and Properties of Al–Mg–Si Alloy T-Joints. Materials 2021, 14, 3604. [Google Scholar] [CrossRef]
- Wenjing, Y.; Hua, D.; Jizhong, L. Parametric optimization for friction stir processing in Al-Zn-Mg-Cu alloy. Mater. Manuf. Process. 2021, 36, 1–10. [Google Scholar] [CrossRef]
- Baghdadi, A.H.; Sajuri, Z.; Omar, M.Z.; Rajabi, A. Friction Stir Welding Parameters: Impact of Abnormal Grain Growth during Post-Weld Heat Treatment on Mechanical Properties of Al–Mg–Si Welded Joints. Metals 2020, 10, 1607. [Google Scholar] [CrossRef]
- Ogunsemi, B.T.; Abioye, T.E.; Ogedengbe, T.I.; Zuhailawati, H. A review of various improvement strategies for joint quality of AA 6061-T6 friction stir weldments. J. Mater. Res. Technol. 2021, 11, 1061–1089. [Google Scholar] [CrossRef]
- Hamed, J.A. Effect of welding heat input and post-weld aging time on microstructure and mechanical properties in dissimilar friction stir welded AA7075–AA5086. Trans. Nonferr. Met. Soc. China 2017, 27, 1707–1715. [Google Scholar] [CrossRef]
- Baghdadi, A.H.; Rajabi, A.; Mohamad Selamat, N.F.; Sajuri, Z.; Omar, M.Z. Effect of post-weld heat treatment on the mechanical behavior and dislocation density of friction stir welded Al6061. Mater. Sci. Eng. A 2019, 754, 728–734. [Google Scholar] [CrossRef]
- Pabandi, H.K.; Jashnani, H.R.; Paidar, M. Effect of precipitation hardening heat treatment on mechanical and microstructure features of dissimilar friction stir welded AA2024-T6 and AA6061-T6 alloys. J. Manuf. Process. 2018, 31, 214–220. [Google Scholar] [CrossRef]
- Paidar, M.; Tahani, K.; Vaira Vignesh, R.; Ojo, O.O.; Ezatpour, H.R.; Moharrami, A. Modified friction stir clinching of 2024-T3 to 6061-T6 aluminium alloy: Effect of dwell time and precipitation-hardening heat treatment. Mater. Sci. Eng. A 2020, 791, 139734. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, G.; Cao, Y.; Li, Q.; Zhu, Y.; Huang, X.; Liu, Q. Investigation on microstructure and localized corrosion behavior in the stir zone of dissimilar friction-stir-welded AA2024/7075 joint. J. Mater. Sci. 2020, 55, 15005–15032. [Google Scholar] [CrossRef]
- Wang, B.; Lei, B.; Zhu, J.; Feng, Q.; Wang, L.; Wu, D. EBSD study on microstructure and texture of friction stir welded AA5052-O and AA6061-T6 dissimilar joint. Mater. Des. 2015, 87, 593–599. [Google Scholar] [CrossRef]
- Baghdadi, A.H.; Selamat, N.F.M.; Sajuri, Z.; Kokabi, A.H. Effect of travel speed on quality and welding efficiency of friction stir welded AZ31B magnesium alloy. Int. J. Eng. Technol. (UAE) 2018, 7, 94–99. [Google Scholar] [CrossRef]
- Selamat, N.F.M.; Baghdadi, A.H.; Sajuri, Z.; Kokabi, A.H. Weldability and mechanical properties of dissimilar al-mgsi to pure aluminium and al-mg using friction stir welding process. J. Teknol. 2019, 81, 143–149. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Liu, J.; Zhu, H.; Fu, L. Influence of welding parameters and tool pin profile on microstructure and mechanical properties along the thickness in a friction stir welded aluminum alloy. Mater. Des. 2013, 47, 599–606. [Google Scholar] [CrossRef]
- Selamat, N.F.M.; Baghdadi, A.H.; Sajuri, Z.; Junaidi, S.; Kokabi, A.H. Rolling effect on dissimilar friction stir welded AA5083-AA6061 aluminium alloy joints. J. Adv. Manuf. Technol. (JAMT) 2020, 14, 49–61. [Google Scholar]
- Akbari, R.; Mirdamadi, S.; Khodabandeh, A.; Paidar, M. A study on mechanical and microstructural properties of dissimilar FSWed joints of AA5251–AA5083 plates. Int. J. Mater. Res. 2016, 107, 752–761. [Google Scholar] [CrossRef]
- Humphreys, F.J. A unified theory of recovery, recrystallization and grain growth, based on the stability and growth of cellular microstructures—I. The basic model. Acta Mater. 1997, 45, 4231–4240. [Google Scholar] [CrossRef]
- García-Bernal, M.A.; Mishra, R.S.; Verma, R.; Hernández-Silva, D. Inhibition of abnormal grain growth during hot deformation behavior of friction stir processed 5083 Al alloys. Mater. Sci. Eng. A 2015, 636, 326–330. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Oxford, UK, 2004; ISBN 008098388X. [Google Scholar]
- Gottstein, G. Physical Foundations of Materials Science; Springer Science & Business Media: New York, NY, USA, 2013; ISBN 9783662092910. [Google Scholar]
- Chen, Y.; Ding, H.; Li, J.; Cai, Z.; Zhao, J.; Yang, W. Influence of multi-pass friction stir processing on the microstructure and mechanical properties of Al-5083 alloy. Mater. Sci. Eng. A 2016, 650, 281–289. [Google Scholar] [CrossRef]
- Chen, K.E.; Gan, W.; Okamoto, K.; Chung, K.; Wagoner, R.H. The mechanism of grain coarsening in friction-stir-welded AA5083 after heat treatment. Metall. Mater. Trans. A 2011, 42, 488–507. [Google Scholar] [CrossRef]
- García-Bernal, M.A.; Mishra, R.S.; Verma, R.; Hernández-Silva, D. Influence of friction stir processing tool design on microstructure and superplastic behavior of Al-Mg alloys. Mater. Sci. Eng. A 2016, 670, 9–16. [Google Scholar] [CrossRef]
- Charit, I.; Mishra, R.S. Abnormal grain growth in friction stir processed alloys. Scr. Mater. 2008, 58, 367–371. [Google Scholar] [CrossRef]
- Zhou, N.; Song, D.; Qi, W.; Li, X.; Zou, J.; Attallah, M.M. Influence of the kissing bond on the mechanical properties and fracture behaviour of AA5083-H112 friction stir welds. Mater. Sci. Eng. A 2018, 719, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Saeidi, M.; Manafi, B.; Besharati Givi, M.K.; Faraji, G. Mathematical modeling and optimization of friction stir welding process parameters in AA5083 and AA7075 aluminum alloy joints. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1284–1294. [Google Scholar] [CrossRef]
- Sajuri, Z.; Selamat, N.F.M.; Baghdadi, A.H.; Rajabi, A.; Omar, M.Z.; Kokabi, A.H.; Syarif, J. Cold-rolling strain hardening effect on the microstructure, serration-flow behaviour and dislocation density of friction stir welded AA5083. Metals 2020, 10, 70. [Google Scholar] [CrossRef] [Green Version]
- Van den Beukel, A. Theory of the effect of dynamic strain aging on mechanical properties. Phys. Status Solidi (A) 1975, 30, 197–206. [Google Scholar] [CrossRef]
- Verdier, M.; Janecek, M.; Brechet, Y.; Guyot, P. Microstructural evolution during recovery in Al–2.5% Mg alloys. Mater. Sci. Eng. A 1998, 248, 187–197. [Google Scholar] [CrossRef]
- Fu, S.; Zhang, Q.; Hu, Q.; Gong, M.; Cao, P.; Liu, H. The influence of temperature on the PLC effect in Al-Mg alloy. Sci. China Technol. Sci. 2011, 54, 1389–1393. [Google Scholar] [CrossRef]
- Malopheyev, S.; Vysotskiy, I.; Kulitskiy, V.; Mironov, S.; Kaibyshev, R. Optimization of processing-microstructure-properties relationship in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2016, 662, 136–143. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt. %) | Yield Stress (MPa) | Tensile Stress (MPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Mg | Si | Mn | Fe | Cu | Zn | |||
| Al6061(T6) | Balance | 0.80 | 0.40 | 0.03 | 0.70 | 0.39 | 0.16 | 255 | 290 |
| Al5083-H111 | Balance | 4.46 | 0.25 | 1.00 | 0.45 | - | 0.03 | 202 | 325 |
| Welding Process | PWHT Process | ||
|---|---|---|---|
| Sample Name | Rotational Speed (rpm) | Travel Speed (mm/min) | Sample Name |
| Sample A-1 | 800 | 100 | Sample A-1(PWHT) |
| Sample B-1 | 1000 | 100 | Sample B-1(PWHT) |
| Sample C-1 | 1200 | 100 | Sample C-1(PWHT) |
| Sample C-2 | 1200 | 200 | Sample C-2(PWHT) |
| Sample C-3 | 1200 | 300 | Sample C-3(PWHT) |
| Sample C-4 | 1200 | 400 | Sample C-4(PWHT) |
| Sample D-1 | 1400 | 100 | Sample D-1(PWHT) |
| Sample | Welding Rotational Speed (rpm) | Welding Travel Speed (mm/min) | W/P |
|---|---|---|---|
| Sample A-1(PWHT) | 800 | 100 | 1/8 |
| Sample B-1(PWHT) | 1000 | 100 | 1/10 |
| Sample C-1(PWHT) | 1200 | 100 | 1/12 |
| Sample C-2(PWHT) | 1200 | 200 | 1/6 |
| Sample C-3(PWHT) | 1200 | 300 | 1/4 |
| Sample C-4(PWHT) | 1200 | 400 | 1/3 |
| Sample D-1(PWHT) | 1400 | 100 | 1/14 |
| Sample | Ultimate Tensile Strength (MPa) | Joint Efficiency (%) | Sample | Ultimate Tensile Strength (MPa) | Joint Efficiency (%) |
|---|---|---|---|---|---|
| A-1 | 173 | 60 | A-1(PWHT) | 231 | 80 |
| B-1 | 177 | 61 | B-1(PWHT) | 232 | 80 |
| C-1 | 181 | 62 | C-1(PWHT) | 235 | 81 |
| C-2 | 193 | 67 | C-2(PWHT) | 270 | 93 |
| C-3 | 202 | 70 | C-3(PWHT) | 267 | 92 |
| C-4 | 207 | 71 | C-4(PWHT) | 265 | 91 |
| D-1 | 176 | 61 | D-1(PWHT) | 229 | 79 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baghdadi, A.H.; Sajuri, Z.; Keshtgar, A.; Mohd Sharif, N.; Rajabi, A. Mechanical Property Improvement in Dissimilar Friction Stir Welded Al5083/Al6061 Joints: Effects of Post-Weld Heat Treatment and Abnormal Grain Growth. Materials 2022, 15, 288. https://doi.org/10.3390/ma15010288
Baghdadi AH, Sajuri Z, Keshtgar A, Mohd Sharif N, Rajabi A. Mechanical Property Improvement in Dissimilar Friction Stir Welded Al5083/Al6061 Joints: Effects of Post-Weld Heat Treatment and Abnormal Grain Growth. Materials. 2022; 15(1):288. https://doi.org/10.3390/ma15010288
Chicago/Turabian StyleBaghdadi, Amir Hossein, Zainuddin Sajuri, Azadeh Keshtgar, Nurulakmal Mohd Sharif, and Armin Rajabi. 2022. "Mechanical Property Improvement in Dissimilar Friction Stir Welded Al5083/Al6061 Joints: Effects of Post-Weld Heat Treatment and Abnormal Grain Growth" Materials 15, no. 1: 288. https://doi.org/10.3390/ma15010288