The Effect of Manufacture Process on Mechanical Properties and Burning Behavior of Epoxy-Based Hybrid Composites

 ,
,  , , , ,
, , , , 
Abstract
:1. Introduction
2. Experimental
2.1. Materials and Laminates Fabrication
2.2. Methods
3. Results and Discussion
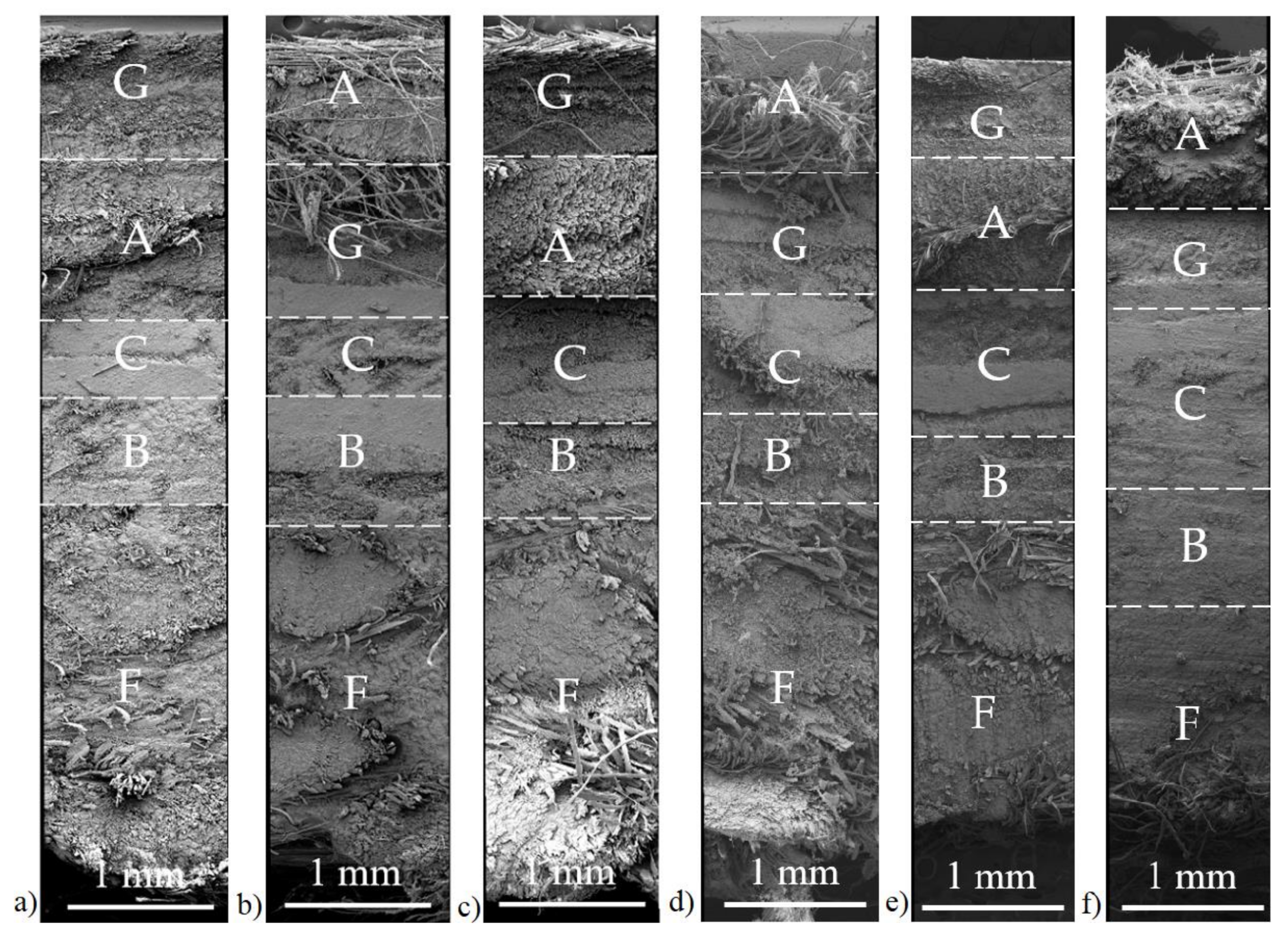
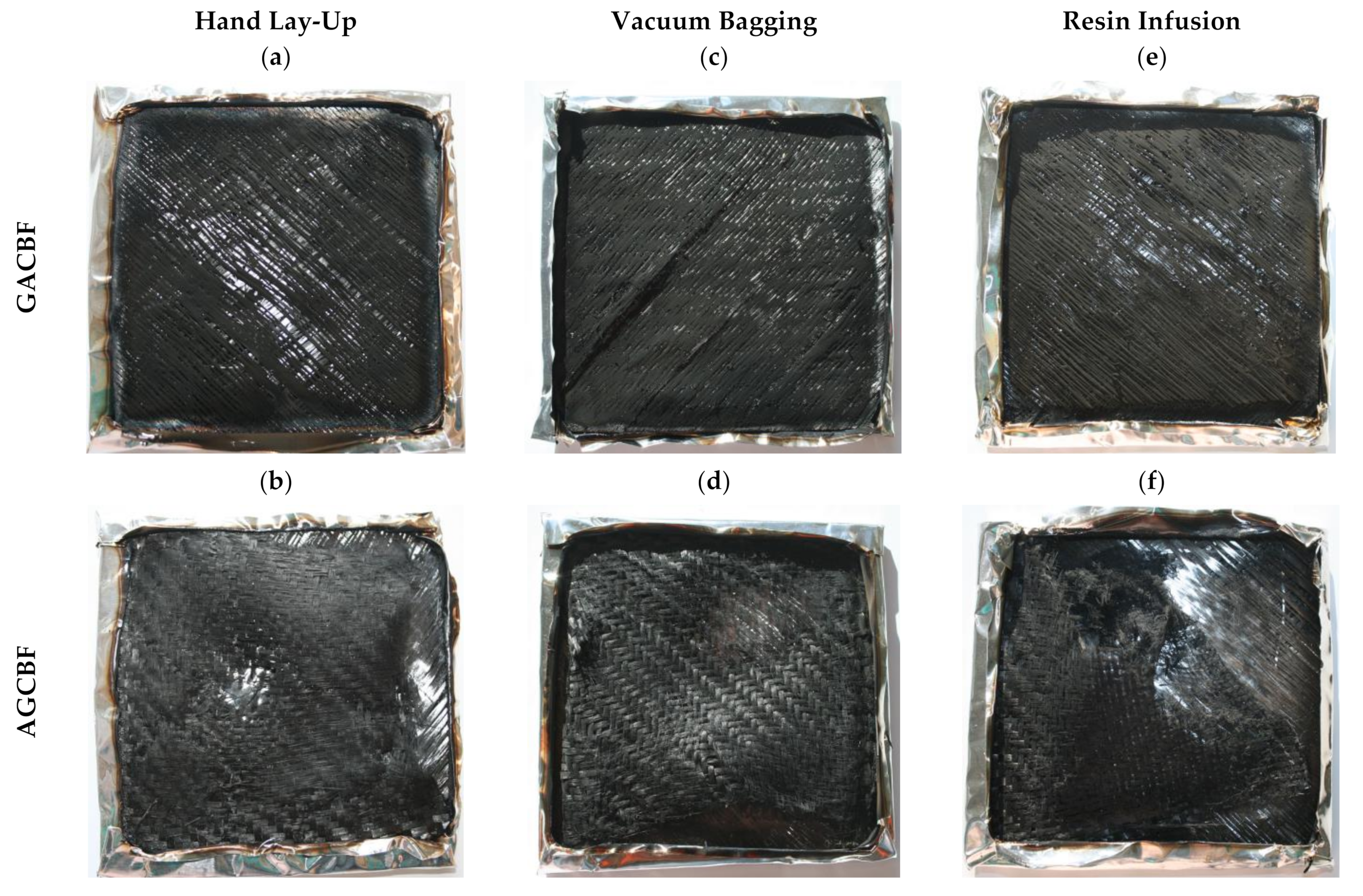
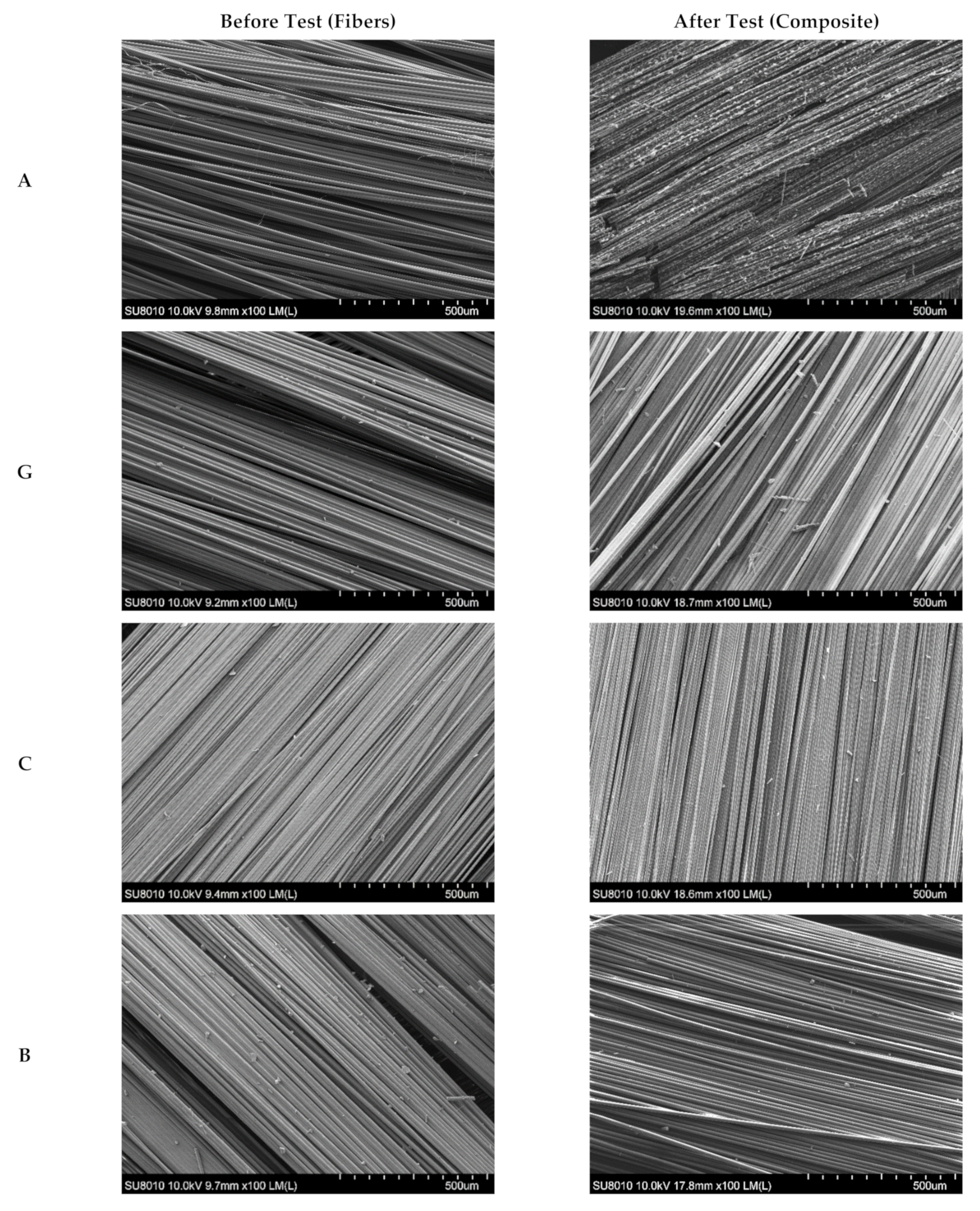
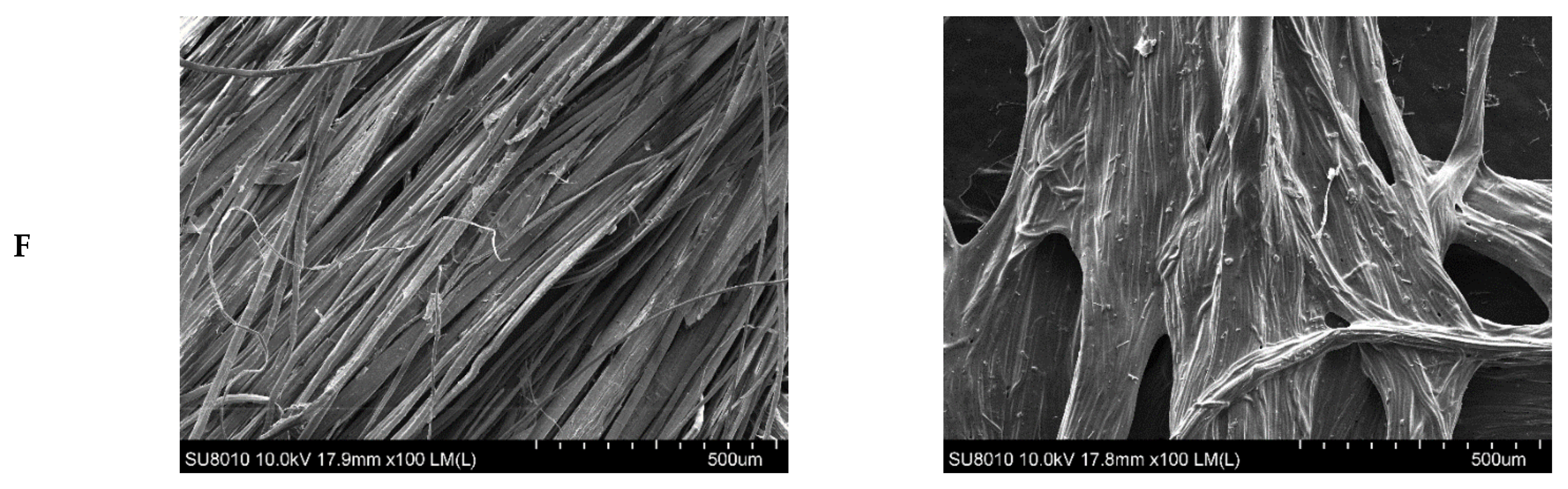
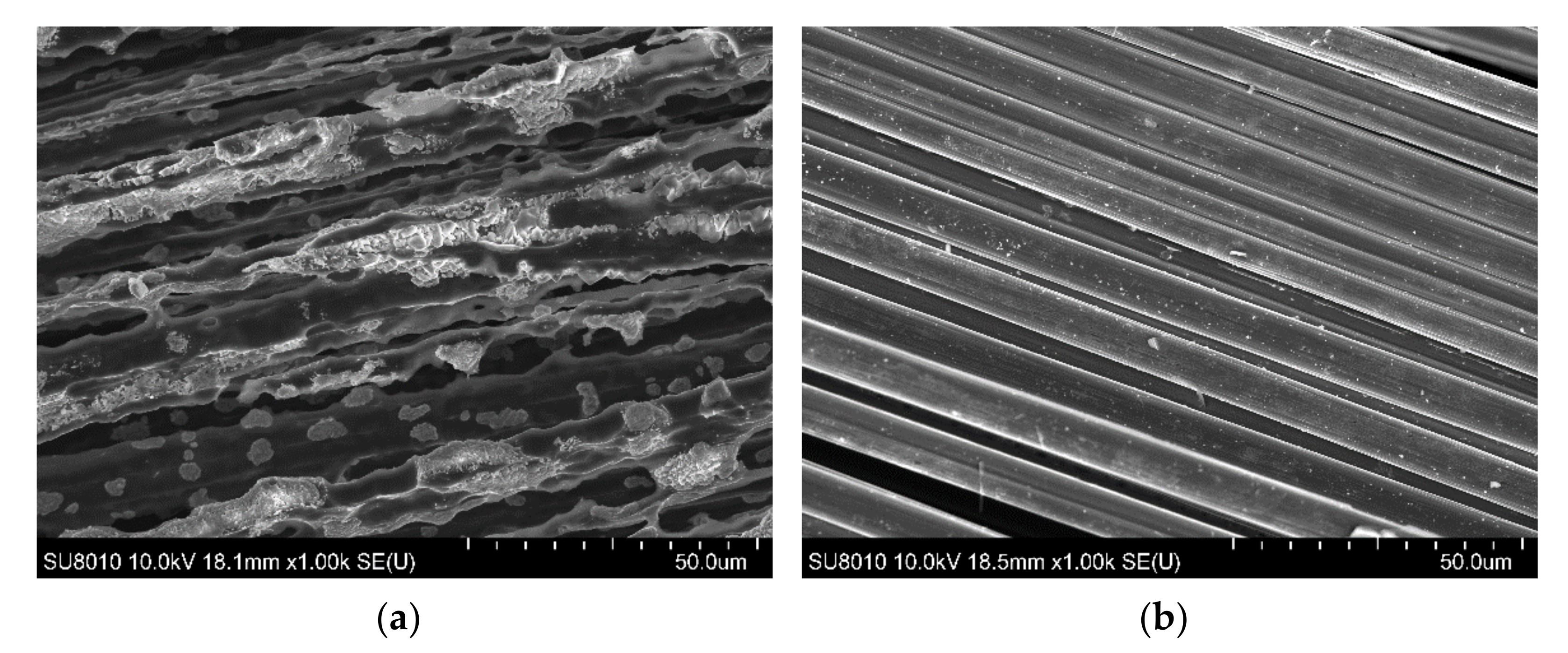
3.1. Surface Morphology Analysis
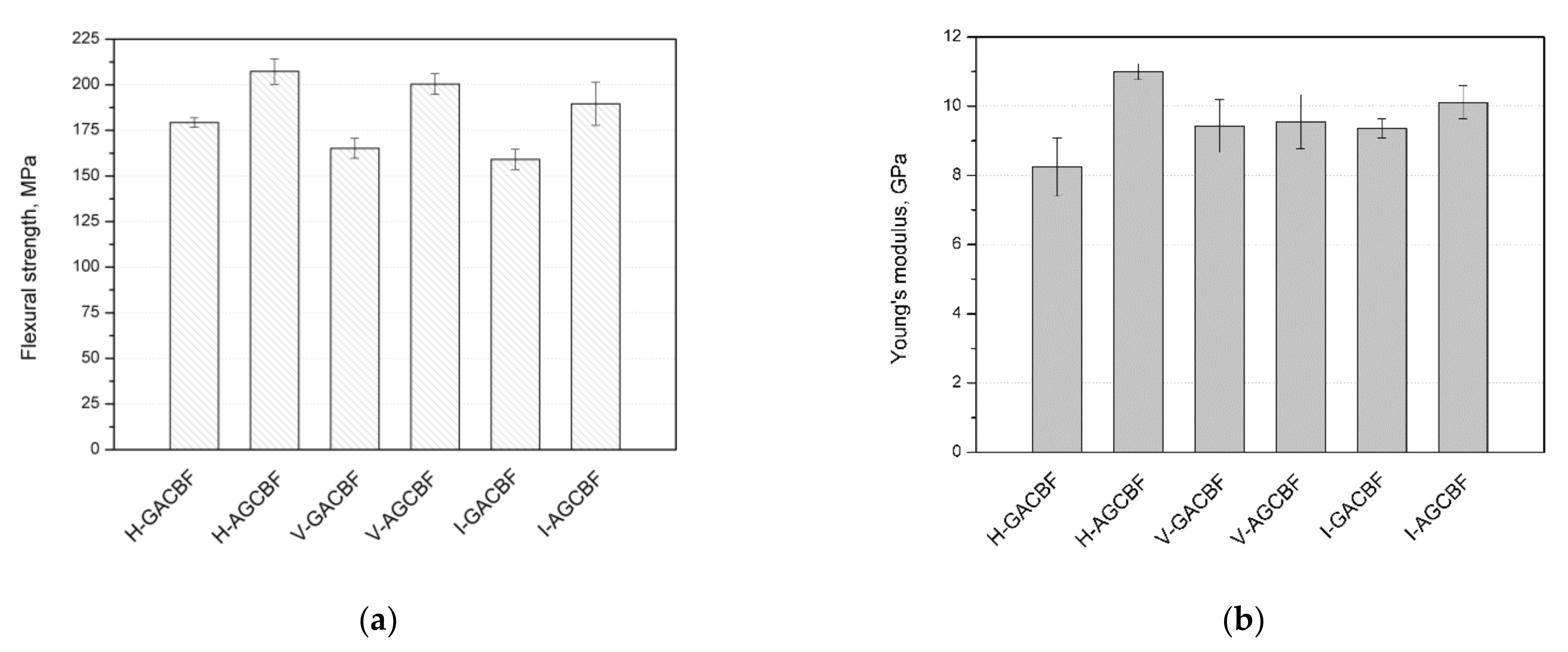
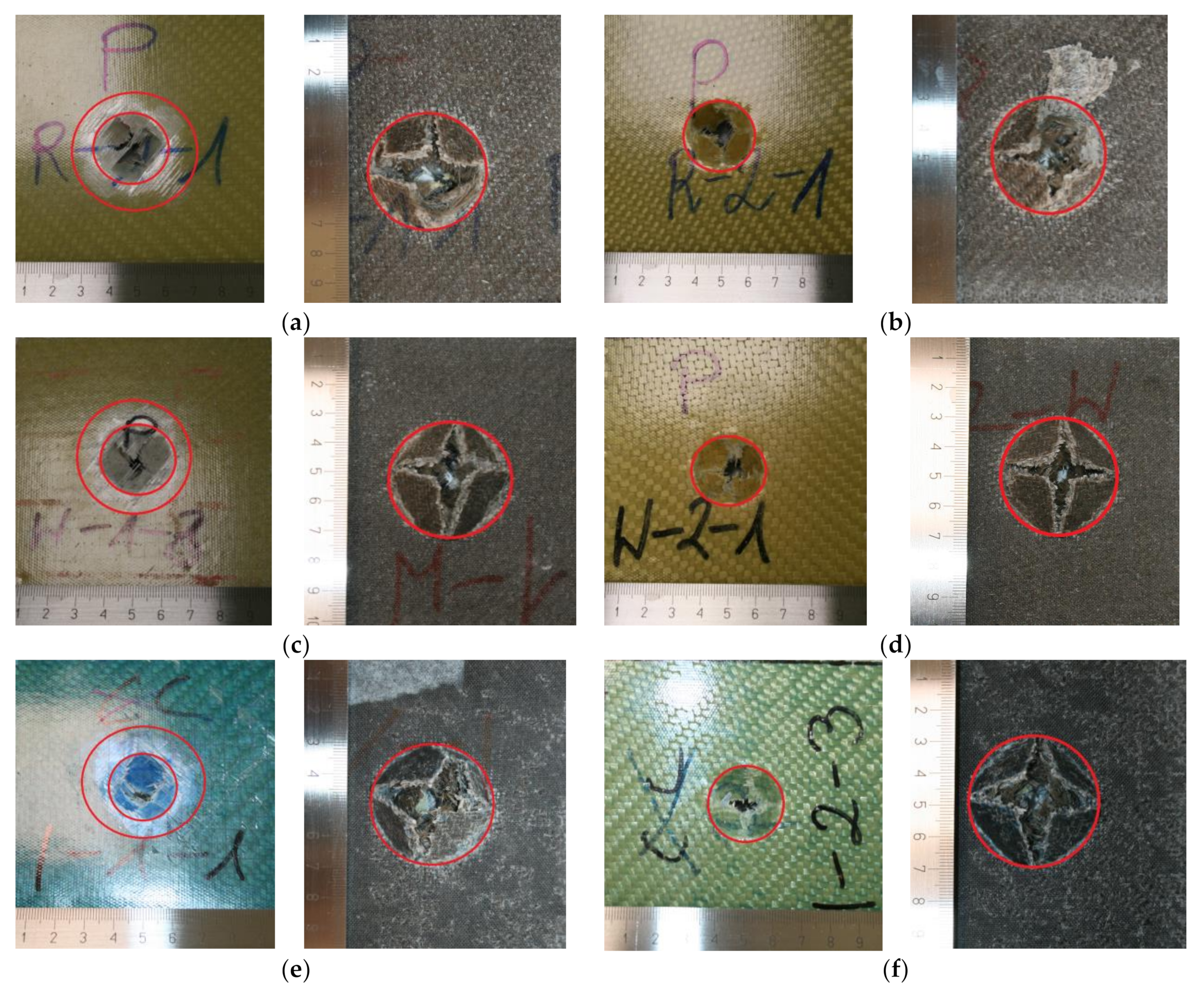
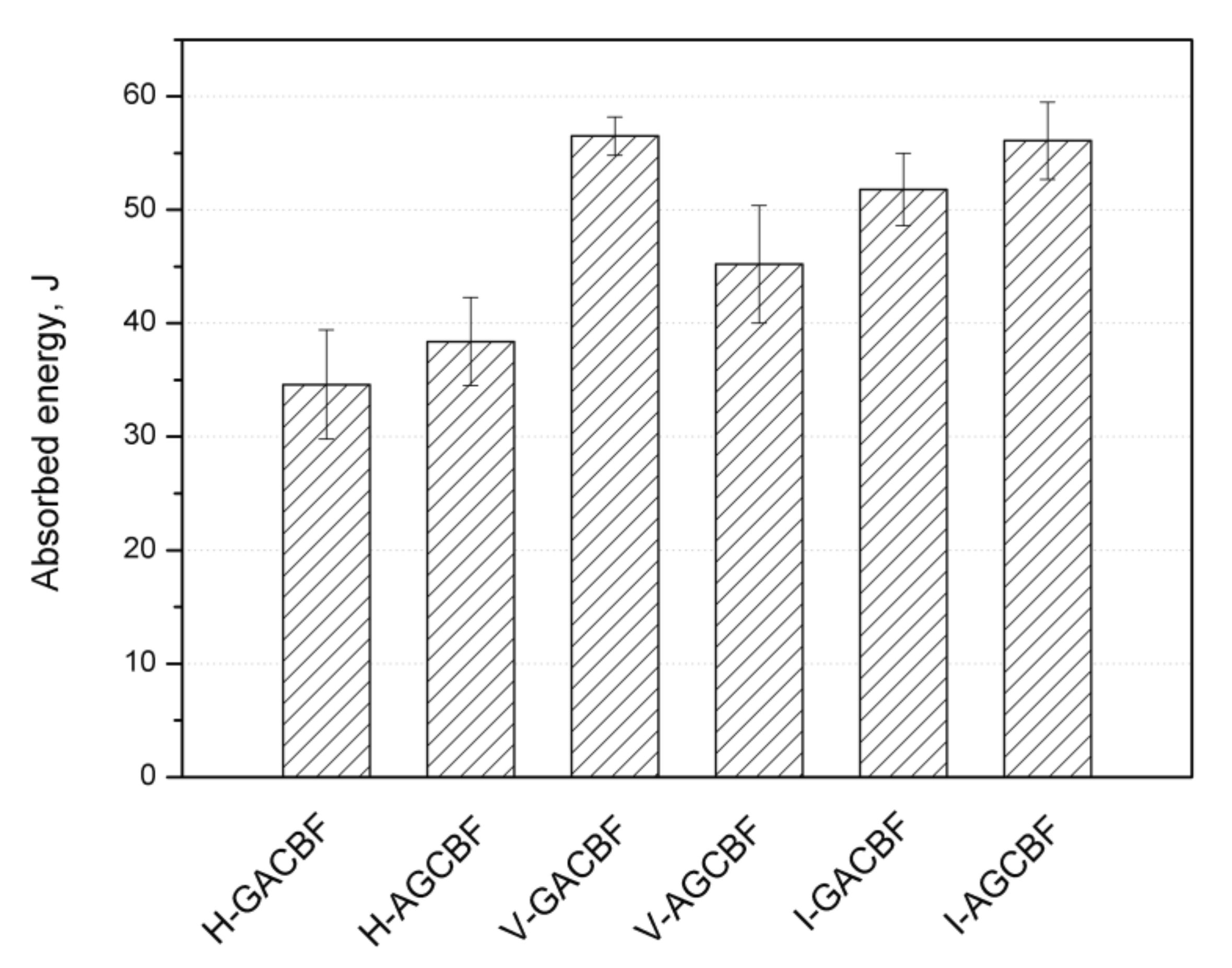
3.2. Mechanical Properties Evaluation
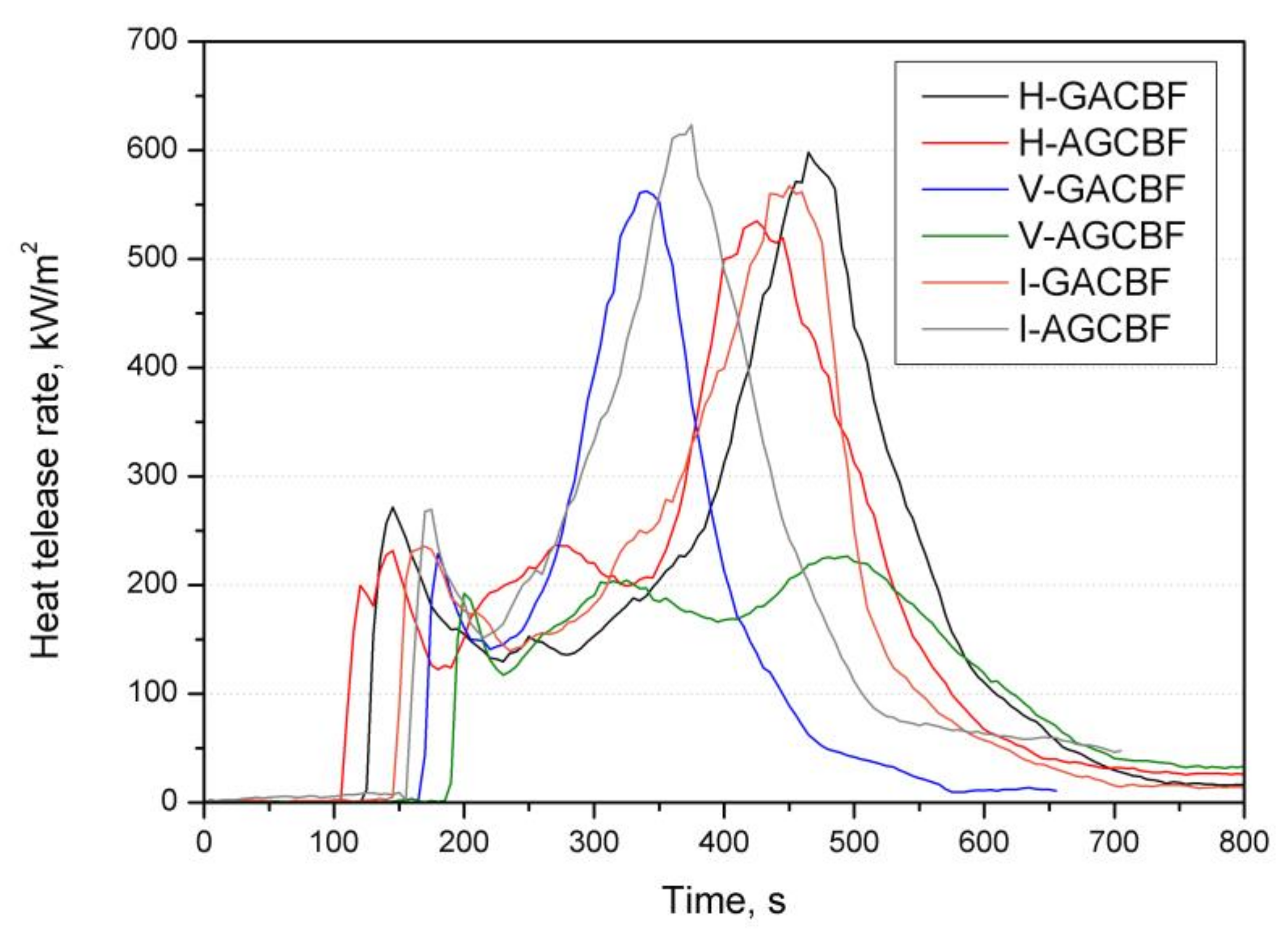
3.3. Burning Behavior
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Khan, R. Fiber bridging in composite laminates: A literature review. Compos. Struct. 2019, 229, 111418. [Google Scholar] [CrossRef]
- Boczkowska, A.; Krzesiński, G. Composites and Techniques for Their Production; Publishing House of the Warsaw University of Technology: Warsaw, Poland, 2016. [Google Scholar]
- Xian, G.; Guo, R.; Li, C.; Hong, B. Effects of rod size and fiber hybrid mode on the interface shear strength of carbon/glass fiber composite rods exposed to freezing-thawing and outdoor environments. J. Mater. Res. Technol. 2021, 14, 2812–2831. [Google Scholar] [CrossRef]
- Nagaraja, K.C.; Rajanna, S.; Prakash, G.S.; Koppad, P.G.; Alipour, M. Studying the effect of different carbon and glass fabric stacking sequence on mechanical properties of epoxy hybrid composite laminates. Compos. Commun. 2020, 21, 100425. [Google Scholar] [CrossRef]
- Lal, H.M.; Uthaman, A.; Li, C.; Xian, G.; Thomas, S. Combined effects of cyclic/sustained bending loading and water immersion on the interface shear strength of carbon/glass fiber reinforced polymer hybrid rods for bridge cable. Constr. Build. Mater. 2022, 314, 125587. [Google Scholar] [CrossRef]
- Bozkurt, Ö.Y.; Gökdemir, M.E. Effect of basalt fiber hybridization on the vibration-damping behavior of carbon fiber/epoxy composites. Polym. Compos. 2018, 39, E2274–E2282. [Google Scholar] [CrossRef]
- Pan, Y.; Yan, D. Study on the durability of GFRP bars and carbon/glass hybrid fiber reinforced polymer (HFRP) bars aged in alkaline solution. Compos. Struct. 2021, 261, 113285. [Google Scholar] [CrossRef]
- Liu, X.; Yang, B.; Lu, L.; Wan, Z.; Tang, Y. A Thermoplastic Multilayered Carbon-Fabric/Polycarbonate Laminate Prepared by a Two-Step Hot-Press Technique. Polymers 2018, 10, 720. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.-Y.; Shim, C.S.; Sturtevant, C.; Kim, D.; Song, H.C. Mechanical properties and production quality of hand-layup and vacuum infusion processed hybrid composite materials for GFRP marine structures. Int. J. Nav. Archit. Ocean Eng. 2014, 6, 723–736. [Google Scholar] [CrossRef] [Green Version]
- Astrom, B.T. Manufacturing of Polymer Composites; Champan & Hall: Cheltenham, UK, 1997; ISBN 978-0-7487-7076-2. [Google Scholar]
- Najfi, M.; Eslami-Farsani, R.; Khalili, S.M.R. Comparison of Compressive Properties Between Vacuum Infusion and Hand Lay-Up Method Toward Balsa Core Sandwich Composites. J. Mech. Res. Appl. 2012, 4, 33–40. [Google Scholar]
- Rydarowski, H.; Koziol, M. Repeatability of glass fiber reinforced polymer laminate panels manufactured by hand lay-up and vacuum-assisted resin infusion. J. Compos. Mater. 2015, 49, 573–586. [Google Scholar] [CrossRef]
- Guo, R.; Xian, G.; Li, C.; Huang, X.; Xin, M. Effect of fiber hybridization types on the mechanical properties of carbon/glass fiber reinforced polymer composite rod. Mech. Adv. Mater. Struct. 2021. [Google Scholar] [CrossRef]
- Feng, P.; Wang, J.; Wang, Y.; Loughery, D.; Niu, D. Effects of corrosive environments on properties of pultruded GFRP plates. Compos. Part B Eng. 2014, 67, 427–433. [Google Scholar] [CrossRef]
- Mohanty, A.; Srivastava, V.K.; Sastry, P.U. Investigation of mechanical properties of alumina nanoparticle-loaded hybrid glass/carbon-fiber-reinforced epoxy composites. J. Appl. Polym. Sci. 2014, 131, 39749. [Google Scholar] [CrossRef]
- Mohanavel, V.; Raja, T.; Yadav, A.; Ravichandran, M.; Winczek, J. Evaluation of Mechanical and Thermal Properties of Jute and Ramie Reinforced Epoxy-based Hybrid Composites. J. Nat. Fibers 2021, 1–11. [Google Scholar] [CrossRef]
- Chee, S.S.; Jawaid, M.; Sultan, M.T.H.; Alothman, O.Y.; Abdullah, L.C. Evaluation of the hybridization effect on the thermal and thermo-oxidative stability of bamboo/kenaf/epoxy hybrid composites. J. Therm. Anal. Calorim. 2019, 137, 55–63. [Google Scholar] [CrossRef]
- Suriani, M.J.; Radzi, F.S.M.; Ilyas, R.A.; Petrů, M.; Sapuan, S.M.; Ruzaidi, C.M. Flammability, Tensile, and Morphological Properties of Oil Palm Empty Fruit Bunches Fiber/Pet Yarn-Reinforced Epoxy Fire Retardant Hybrid Polymer Composites. Polymers 2021, 13, 1282. [Google Scholar] [CrossRef] [PubMed]
- Matykiewicz, D. Hybrid Epoxy Composites with Both Powder and Fiber Filler: A Review of Mechanical and Thermomechanical Properties. Materials 2020, 13, 1802. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chang, L.N.; Jaafar, M.; Chow, W.S. Thermal behavior and flammability of epoxy/glass fiber composites containing clay and decabromodiphenyl oxide. J. Therm. Anal. Calorim. 2013, 112, 1157–1164. [Google Scholar] [CrossRef]
- Suriani, M.; Sapuan, S.; Ruzaidi, C.; Nair, D.; Ilyas, R. Flammability, morphological and mechanical properties of sugar palm fiber/polyester yarn-reinforced epoxy hybrid biocomposites with magnesium hydroxide flame retardant filler. Text. Res. J. 2021, 91, 2600–2611. [Google Scholar] [CrossRef]
- Oliwa, R.; Bulanda, K.; Oleksy, M.; Ostynska, P.; Budzik, G.; Plocinska, M.; Krauze, S. Fire resistance and mechanical properties of powder-epoxy composites reinforced with recycled glass fiber laminate. Polimery 2020, 65, 280–288. [Google Scholar] [CrossRef]
- Tehrani Dehkordi, M.; Nosraty, H.; Shokrieh, M.M.; Minak, G.; Ghelli, D. The influence of hybridization on impact damage behavior and residual compression strength of intraply basalt/nylon hybrid composites. Mater. Des. 2013, 43, 283–290. [Google Scholar] [CrossRef]
- Majid, D.L.; Jamal, Q.M.; Manan, N.H. Low-velocity Impact Performance of Glass Fiber, Kenaf Fiber, and Hybrid Glass/Kenaf Fiber Reinforced Epoxy Composite Laminates. BioResources 2018, 13, 8839–8852. [Google Scholar] [CrossRef]
- Wang, X.; Hy, B.; Feng, Y.; Liang, F.; Mo, J.; Xiong, J.; Qiu, Y. Low velocity impact properties of 3D woven basalt/aramid hybrid composites. Compos. Sci. Technol. 2008, 68, 444–450. [Google Scholar] [CrossRef]
- Richardson, M.O.W.; Wisheart, M.J. Review of low-velocity impact properties of composite materials. Compos. Part A Appl. Sci. Manuf. 1996, 27, 1123–1131. [Google Scholar] [CrossRef]
- Santos, P.; Valvez, S.; Monjon, A.; Reis, P.N.B. The hybridisation effect on the viscoelastic properties of polymeric composites. Procedia Struct. Integr. 2020, 28, 1816–1826. [Google Scholar] [CrossRef]
- Assarar, M.; Zouari, W.; Sabhi, H.; Ayad, R.; Berthelot, J.-M. Evaluation of the damping of hybrid carbon–flax reinforced composites. Compos. Struct. 2015, 132, 148–154. [Google Scholar] [CrossRef]
- Zuhudi, N.Z.M.; Lin, R.J.; Jayaraman, K. Flammability, thermal and dynamic mechanical properties of bamboo–glass hybrid composites. J. Thermoplast. Compos. Mater. 2016, 29, 1210–1228. [Google Scholar] [CrossRef]
- Dreyer, C.; Motoc, D.L. Reaction-to-fire parameters of CE/epoxy blend-based CF/FF and BF/FF hybrid composites. J. Therm. Anal. Calorim. 2020, 142, 661–669. [Google Scholar] [CrossRef]
- Sałasińska, K.; Kirpluks, M.; Cabulis, P.; Kovalovs, A.; Skukis, E.; Kozikowski, P.; Celiński, M.; Mizera, K.; Gałecka, M.; Kalnins, K.; et al. Experimental Investigation of the Mechanical Properties and Fire Behavior of Epoxy Composites Reinforced by Fabrics and Powder Fillers. Processes 2021, 9, 738. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Aniśko, J.; Hejna, A.; Celiński, M. Comparative Study of the Reinforcement Type Effect on the Thermomechanical Properties and Burning of Epoxy-Based Composites. J. Compos. Sci. 2021, 5, 89. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, Z.; Shen, Y.; Pan, Z.; Hu, X. Three-point Bending Behavior and Energy Absorption Capacity of Composite Tube Reinforced by Gradient Braided Structure in Radial Direction. Fibers Polym. 2019, 20, 1455–1466. [Google Scholar] [CrossRef]
- Sebaey, T.A.; Blanco, N.; Costa, J.; Lopes, C.S. Characterization of crack propagation in mode I delamination of multidirectional CFRP laminates. Compos. Sci. Technol. 2012, 72, 1251–1256. [Google Scholar] [CrossRef]
- Erkliğ, A.; Bulut, M. Experimental investigation on tensile and Charpy impact behavior of Kevlar/S-glass/epoxy hybrid composite laminates. J. Polym. Eng. 2017, 37, 177–184. [Google Scholar] [CrossRef]
- Abd El-Baky, M.A.; Attia, M.A.; Abdelhaleem, M.M.; Hassan, M.A. Flax/basalt/E-glass Fibers Reinforced Epoxy Composites with Enhanced Mechanical Properties. J. Nat. Fibers 2020, 1–15. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Valente, T.; Cioffi, S.; Iannace, S.; Sorrentino, L. Effect of basalt fiber hybridization on the impact behavior under low impact velocity of glass/basalt woven fabric/epoxy resin composites. Compos. Part A Appl. Sci. Manuf. 2013, 47, 109–123. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Vijayarangan, S. Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 2008, 207, 330–335. [Google Scholar] [CrossRef]
- Ary Subagia, I.D.G.; Kim, Y.; Tijing, L.D.; Kim, C.S.; Shon, H.K. Effect of stacking sequence on the flexural properties of hybrid composites reinforced with carbon and basalt fibers. Compos. Part B Eng. 2014, 58, 251–258. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Vinod, A.; Madhu, P.; Kushvaha, V.; Sanjay, M.R.; Siengchin, S. A new study on flax-basalt-carbon fiber reinforced epoxy/ bioepoxy hybrid composites. Polym. Compos. 2021, 42, 1891–1900. [Google Scholar]
- Vigneshwaran, G.V.; Shanmugavel, B.P.; Paskaramoorthy, R.; Harish, S. Tensile, impact, and mode-I behaviour of glass fiber-reinforced polymer composite modified by graphene nanoplatelets. Arch. Civ. Mech. Eng. 2020, 20, 94. [Google Scholar] [CrossRef]
- Ma, H.; Jia, Z.; Lau, K.; Leng, J.; Hui, D. Impact properties of glass fiber/epoxy composites at cryogenic environment. Compos. Part B Eng. 2016, 92, 210–217. [Google Scholar] [CrossRef]
- Belingardi, G.; Cavatorta, M.P.; Salvatore Paolino, D. Repeated impact response of hand lay-up and vacuum infusion thick glass reinforced laminates. Int. J. Impact Eng. 2008, 35, 609–619. [Google Scholar] [CrossRef]
- Atas, C.; Akgun, Y.; Dagdelen, O.; Icten, B.M.; Sarikanat, M. An experimental investigation on the low velocity impact response of composite plates repaired by VARIM and hand lay-up processes. Compos. Struct. 2011, 93, 1178–1186. [Google Scholar] [CrossRef]
- Uzay, Ç.; Acer, D.; Geren, N. Impact Strength of Interply and Intraply Hybrid Laminates Based on Carbon-Aramid/Epoxy Composites. Eur. Mech. Sci. 2019, 3, 1–5. [Google Scholar] [CrossRef]
- Berton, T.; Najafi, F.; Singh, C.V. Development and implementation of a multi-scale model for matrix micro-cracking prediction in composite structures subjected to low velocity impact. Compos. Part B Eng. 2019, 168, 140–151. [Google Scholar] [CrossRef]
- Chitturi, S.K.; Shaikh, A.A. The dynamic performance of novel multilayered hybrid composite laminate. SN Appl. Sci. 2020, 2, 1000. [Google Scholar] [CrossRef]
- Raajeshkrishna, C.R.; Chandramohan, P. Effect of reinforcements and processing method on mechanical properties of glass and basalt epoxy composites. SN Appl. Sci. 2020, 2, 959. [Google Scholar] [CrossRef] [Green Version]
- Jang, B.Z.; Chen, L.C.; Wang, C.Z.; Lin, H.T.; Zee, R.H. Impact resistance and energy absorption mechanisms in hybrid composites. Compos. Sci. Technol. 1989, 34, 305–335. [Google Scholar] [CrossRef]
- Mastura, M.T.; Sapuan, S.M.; Noryani, M. Material Selection of Natural Fibers for Composite Automotive Component Using Analytic Hierarchy Process/Analytic Network Process in Concurrent Engineering Approach. Key Eng. Mater. 2019, 801, 53–58. [Google Scholar] [CrossRef]
- Rizzo, F.; Cuomo, S.; Pinto, F.; Pucillo, G.; Meo, M. Thermoplastic polyurethane composites for railway applications: Experimental and numerical study of hybrid laminates with improved impact resistance. J. Thermoplast. Compos. Mater. 2021, 34, 1009–1036. [Google Scholar] [CrossRef]
- Schartel, B.; Wilkie, C.A.; Camino, G. Recommendations on the scientific approach to polymer flame retardancy: Part 2—Concepts. J. Fire Sci. 2017, 35, 3–20. [Google Scholar] [CrossRef]
- Günther, M.; Levchik, S.V.; Schartel, B. Bubbles and collapses: Fire phenomena of flame-retarded flexible polyurethane foams. Polym. Adv. Technol. 2020, 31, 2185–2198. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | G | C | A | B | F | Manufacturing Method |
|---|---|---|---|---|---|---|
| H-GACBF | 2a | 2b | 2c | 2d | 2e | hand lay-up |
| H-AGCBF | 2b | 2a | 2c | 2d | 2e | hand lay-up |
| V-GACBF | 2a | 2b | 2c | 2d | 2e | vacuum bagging |
| V-AGCBF | 2b | 2a | 2c | 2d | 2e | vacuum bagging |
| I-GACBF | 2a | 2b | 2c | 2d | 2e | resin infusion |
| I-AGCBF | 2b | 2a | 2c | 2d | 2e | resin infusion |
| Samples | TTI, s | pHRR, kW/m2 | MARHE, kW/m2 | THR, MJ/m2 | TSR, m2/m2 |
|---|---|---|---|---|---|
| H-GACBF | 129 (7) | 544 (183) | 200 (28) | 131 (3) | 3211 (54) |
| H-AGCBF | 118 (10) | 595 (86) | 226 (7) | 136 (4) | 3121 (51) |
| V-GACBF | 164 (7) | 562 (1) | 177 (0) | 81 (4) | 2047 (240) |
| V-AGCBF | 189 (4) | 219 (10) | 116 (8) | 83 (3) | 1873 (1) |
| I-GACBF | 159 (11) | 496 (160) | 192 (24) | 126 (10) | 3114 (166) |
| I-AGCBF | 174 (17) | 636 (30) | 211 (13) | 115 (5) | 2716 (147) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sałasińska, K.; Cabulis, P.; Kirpluks, M.; Kovalovs, A.; Kozikowski, P.; Barczewski, M.; Celiński, M.; Mizera, K.; Gałecka, M.; Skukis, E.; et al. The Effect of Manufacture Process on Mechanical Properties and Burning Behavior of Epoxy-Based Hybrid Composites. Materials 2022, 15, 301. https://doi.org/10.3390/ma15010301
Sałasińska K, Cabulis P, Kirpluks M, Kovalovs A, Kozikowski P, Barczewski M, Celiński M, Mizera K, Gałecka M, Skukis E, et al. The Effect of Manufacture Process on Mechanical Properties and Burning Behavior of Epoxy-Based Hybrid Composites. Materials. 2022; 15(1):301. https://doi.org/10.3390/ma15010301
Chicago/Turabian StyleSałasińska, Kamila, Peteris Cabulis, Mikelis Kirpluks, Andrejs Kovalovs, Paweł Kozikowski, Mateusz Barczewski, Maciej Celiński, Kamila Mizera, Marta Gałecka, Eduard Skukis, and et al. 2022. "The Effect of Manufacture Process on Mechanical Properties and Burning Behavior of Epoxy-Based Hybrid Composites" Materials 15, no. 1: 301. https://doi.org/10.3390/ma15010301