
The Influence of the Soaking Temperature Rotary Forging and Solution Heat Treatment on the Structural and Mechanical Behavior in Ni-Rich NiTi Alloy

 ,
,  ,
,
Abstract
:1. Introduction
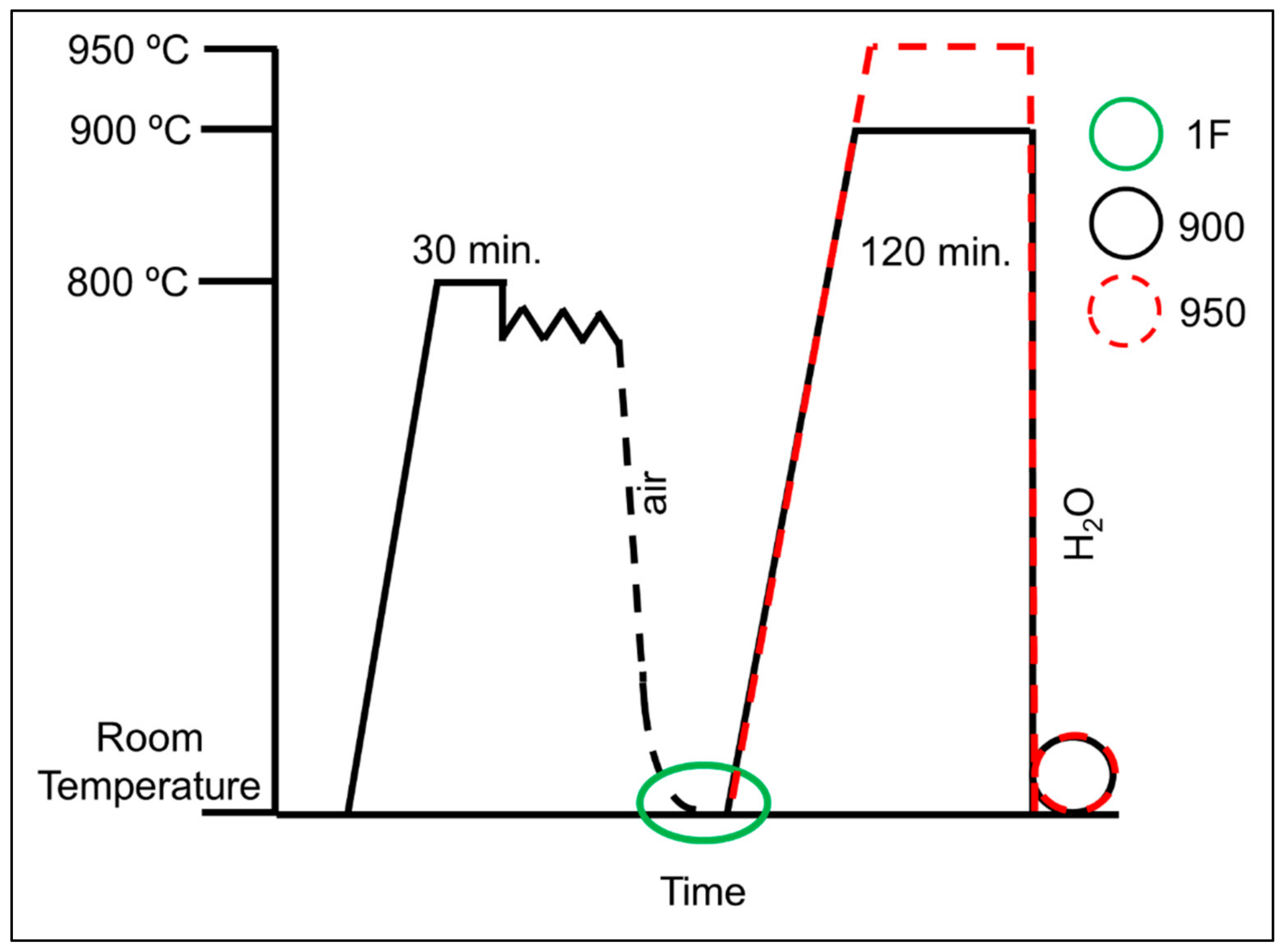
2. Material and Methods
2.1. Material
2.2. Microstructural and Mechanical Characterization
3. Results and Discussion
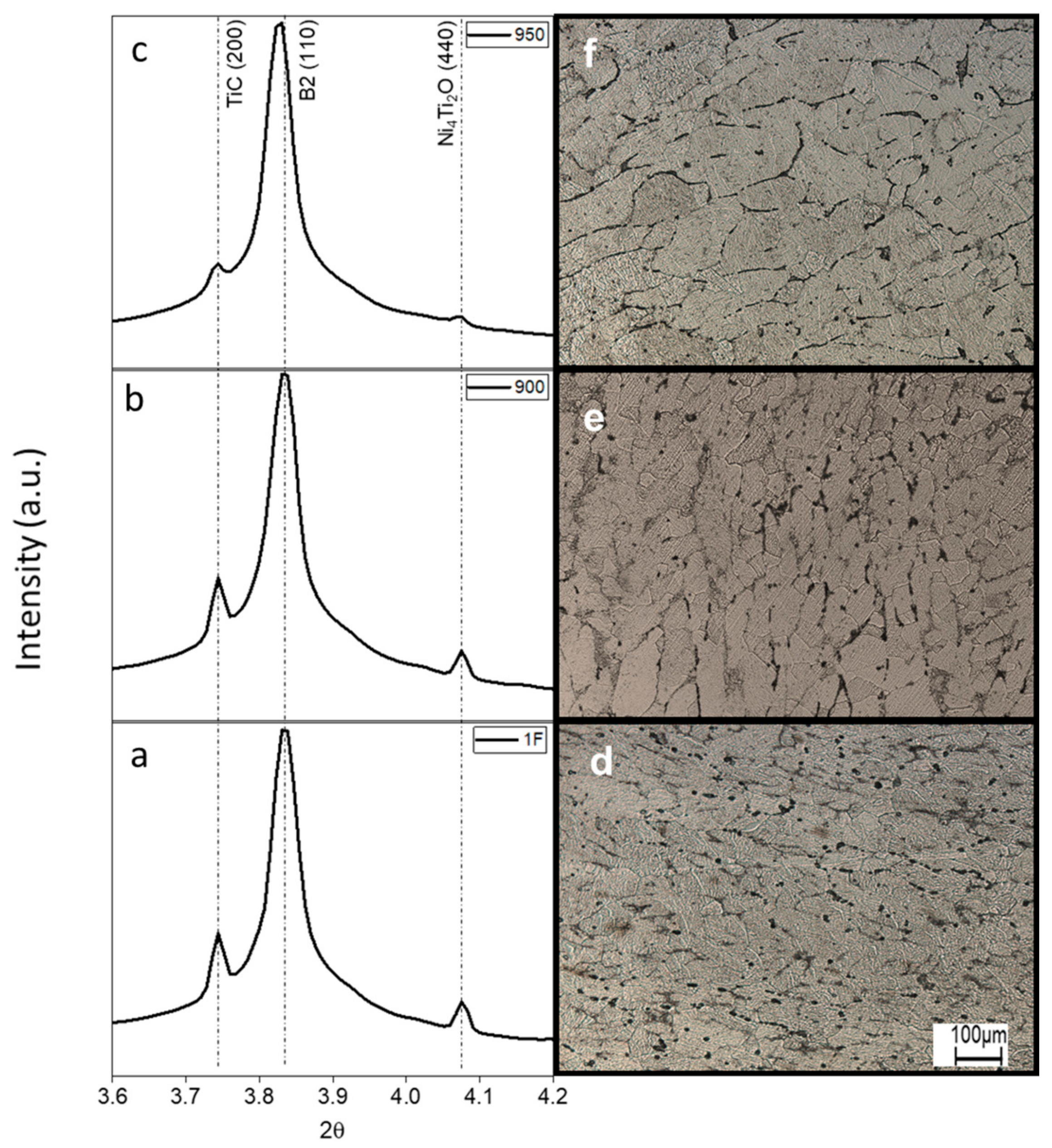
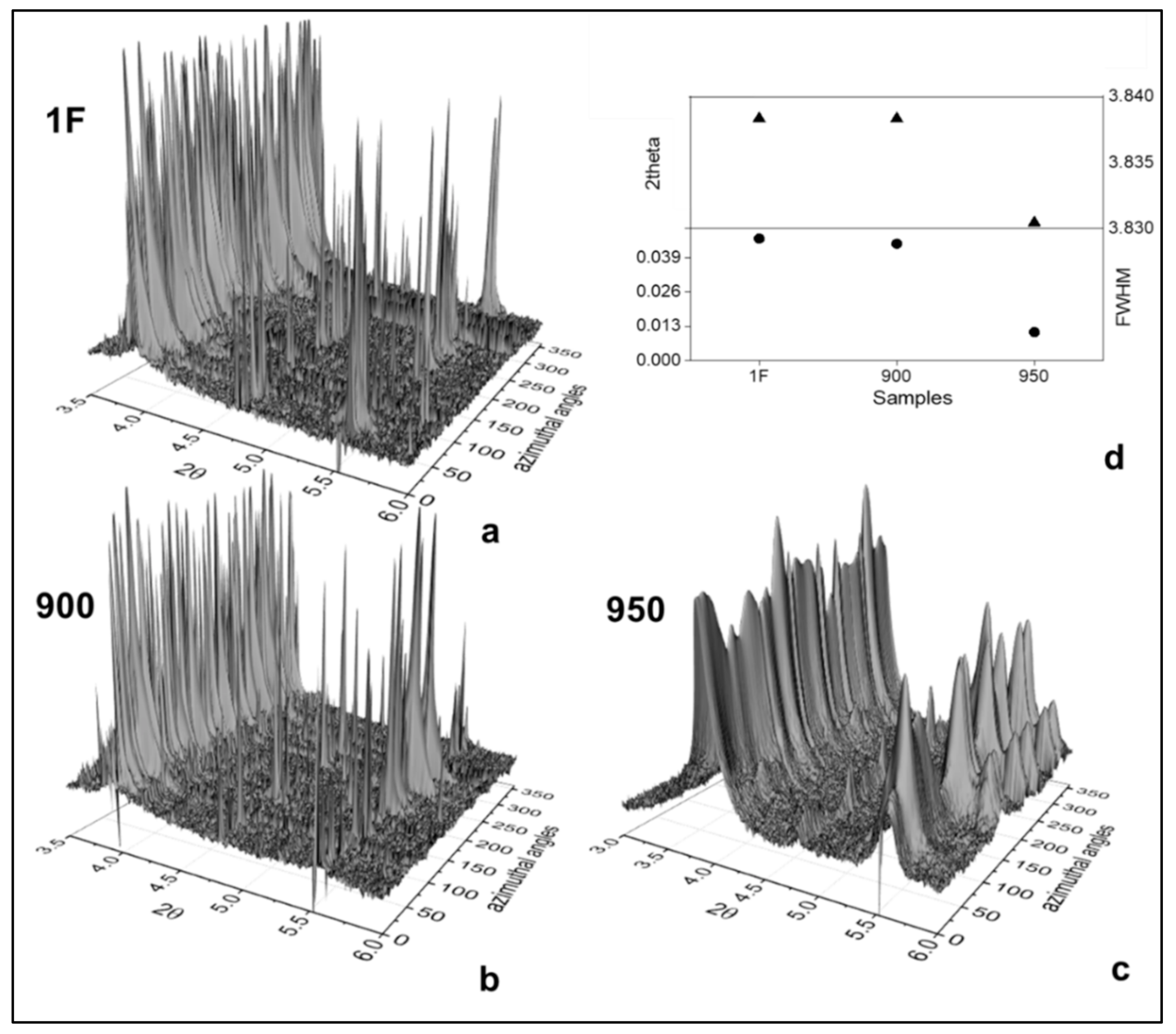
3.1. Structural Characterization
3.2. Mechanical Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saburi, T. Ti-Ni Shape memory Alloys. In Shape Memory Materials, 1st ed.; Otsuka, K., Wayman, C.M., Eds.; Cambridge University Press: New York, NY, USA, 1998; pp. 49–96. [Google Scholar]
- Gall, K.; Sehitoglu, H.; Chumlyakov, Y.I.; Kireeva, I.V.; Maier, H.J. The Influence of Aging on Critical Transformation Stress Levels and Martensite Start Temperatures in NiTi: Part II—Discussion of Experimental Results. J. Eng. Mater. Technol. 1999, 121, 28–37. [Google Scholar] [CrossRef]
- Suzuki, Y. Fabrication of shape memory alloys. In Shape Memory Materials, 1st ed.; Otsuka, K., Wayman, C.M., Eds.; Cambridge University Press: New York, NY, USA, 1998; pp. 133–148. [Google Scholar]
- Lekston, Z.; Zubko, M.; Lelątko, J.; Stróż, D.; Goryczka, T.; Wierzchoń, T. The Structure and Properties Formation of the NiTi Shape Memory Rods after Hot Rotary Forging. Key Eng. Mater. 2016, 687, 11–18. [Google Scholar] [CrossRef]
- Yeung, K.W.K.; Cheung, K.M.C.; Lu, W.W.; Chung, C.Y. Optimization of thermal treatment parameters to alter austenitic phase transition temperature of NiTi alloy for medical implant. Mater. Sci. Eng. A 2004, 383, 213–218. [Google Scholar] [CrossRef]
- Saghaian, S.M.; Karaca, H.E.; Tobe, H.; Pons, J.; Santamarta, R.; Chumlyakov, Y.I. Effects of Ni content on the shape memory properties and microstructure of Ni-rich NiTi-20Hf alloys. Smart Mater. Struct. 2016, 25, 095029. [Google Scholar] [CrossRef]
- Jiang, S.; Zhang, Y. Microstructure Evolution and Deformation Behavior of As-Cast NiTi Shape Memory Alloy under Compression; Industrial Training Center, Harbin Engineering University: Harbin, China, 2011. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Parsa, M.H. Hot deformation and dynamic recrystallization of NiTi intermetallic compound. J. Alloys Compd. 2014, 614, 56–59. [Google Scholar] [CrossRef]
- Jiang, S.; Zhang, Y.; Zhao, Y.; Liu, S.; Hu, L.; Zhao, C. Influence of Ni4Ti3 precipitates on phase transformation of NiTi shape memory alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 4063–4071. [Google Scholar] [CrossRef]
- Rodrigues, P.F.; Fernandes, F.M.B.; Teixeira, E.N.; Baptista, S.; Paula, A.S.; Oliveira, J.P. Influence of ageing treatment on the thermophysical characteristics and mechanical properties of forging wire Ni-rich NiTi alloy for superelastic applications. Ciência Tecnol. Mater. 2017, 29, e23–e26. [Google Scholar] [CrossRef]
- Freitas Rodrigues, P. Structural Evolution of Ni-Ti Alloy Wires Produced by Hot and Cold Rotary Forging. Ph.D. Thesis, Science and Materials Engineering, Universidade Nova de Lisboa, Caparica, Portugal, 2018. Available online: http://hdl.handle.net/10362/57049 (accessed on 19 December 2021).
- Świec, P.; Zubko, M.; Lekston, Z.; Stróż, D. Structure and Properties of NiTi Shape Memory Alloy after Cold Rolling in Martensitic State. Acta Phys. Pol. A 2016, 130, 1081–1084. [Google Scholar] [CrossRef]
- Paryab, M.; Nasr, A.; Bayat, O.; Vahid Abouei, A.E. Effect of heat treatment on the microstructural and superelastic behavior of NiTi alloy with 58.5wt% Ni. Mediterr. J. Math. 2010, 16, 123–131. [Google Scholar]
- Safdel, A.; Zarei-Hanzaki, A.; Shamsolhodaei, A.; Krooß, P.; Niendorf, T. Room temperature superelastic responses of NiTi alloy treated by two distinct thermomechanical processing schemes. Mater Sci. Eng. A 2017, 684, 303–311. [Google Scholar] [CrossRef]
- Jiang, S.Y.; Zhao, Y.N.; Zhang, Y.Q.; Hu, L.; Liang, Y.L. Effect of solution treatment and aging on microstructural evolution and mechanical behavior of NiTi shape memory alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 3658–3667. [Google Scholar] [CrossRef]
- ASTM E-112-96; Metals Test Methods and Analytical Procedures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2000.
- Hammersley, A.P.; Svensson, S.O.; Hanfland, M.; Fitch, A.N.; Hausermann, D. Two-dimensional detector software: From real detector to idealised image or two-theta scan. High Press Res. 1996, 14, 235–248. [Google Scholar] [CrossRef]
- Rodrigues, P.; Braz Fernandes, F.M.; Paula, A.S.; Oliveira, J.P.; Ribeiro, S.B.; Texeira, E.N. Microstructural characterization of NiTi shape memory alloy produced by rotary hot forging. Powder Diffr. 2017, 32, S201–S206. [Google Scholar] [CrossRef] [Green Version]
- Otsuka, K.; Ren, X. Physical metallurgy of Ti-Ni-based shape memory alloys. Prog. Mater Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Zhou, D.; Gao, Y. A review of shape memory alloy research, applications and opportunities. Mater Sci. Eng. A 2015, 56, 1078–1113. [Google Scholar] [CrossRef]
- Frenzel, J.; Zhang, Z.; Somsen, C.; Neuking, K.; Eggeler, G. Influence of carbon on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2007, 55, 1331–1341. [Google Scholar] [CrossRef]
- Chiang, L.J.; Li, C.H.; Hsu, Y.F.; Wang, W.H. Age-induced four-stage transformation in Ni-rich NiTi shape memory alloys. J. Alloys Compd. 2008, 458, 231–237. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
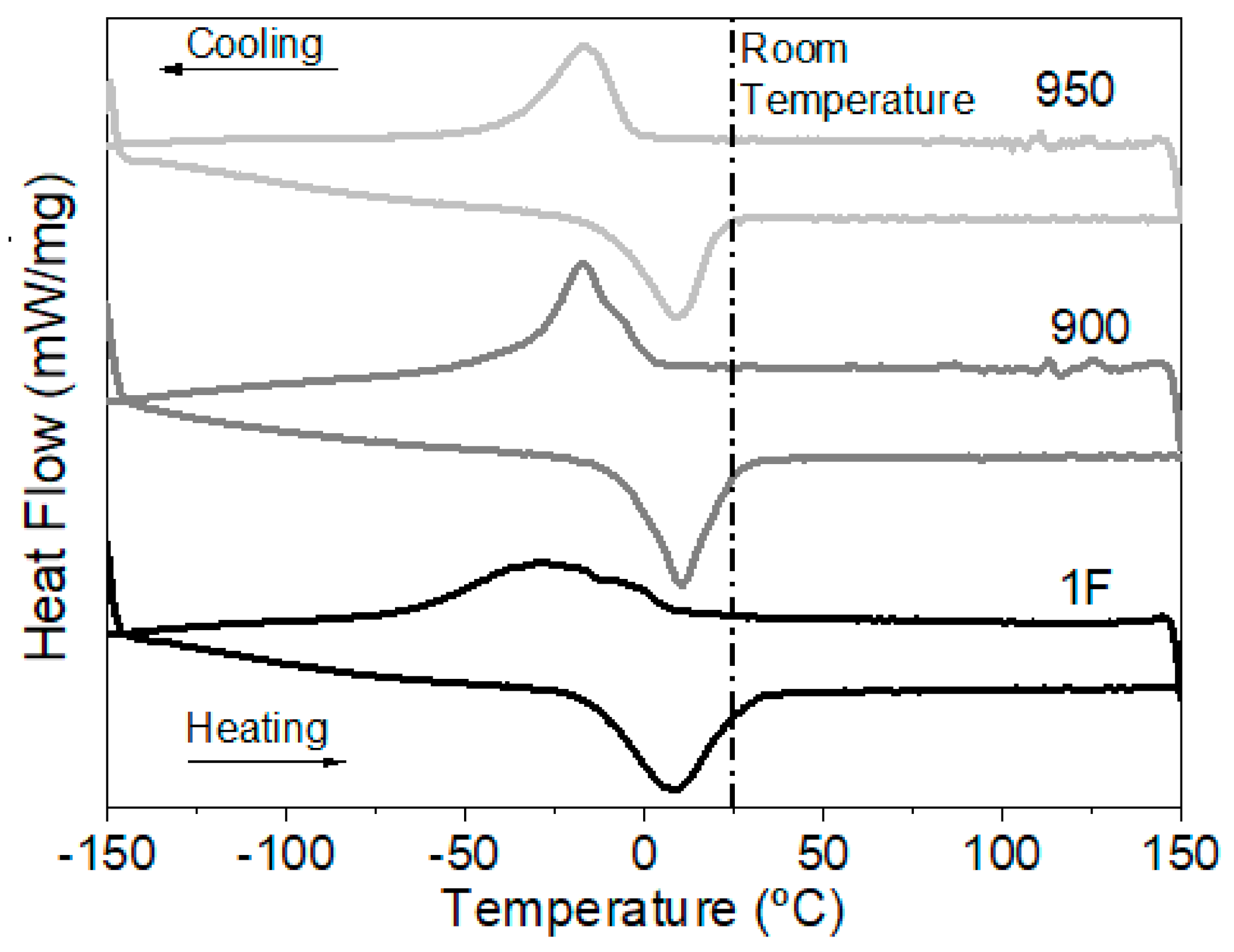
| Cooling (°C) | Heating (°C) | |||
|---|---|---|---|---|
| Ms | Mf | As | Af | |
| 1F | 8.1 | −3.9 | −15.1 | 27.8 |
| 900 | 1.2 | −30.2 | −4.4 | 23.6 |
| 950 | −5.1 | −36.4 | −9.0 | 20.7 |
| Sample | µm | HV |
|---|---|---|
| 1F | 58 | 302.97 |
| 900 | 61 | 252.77 |
| 950 | 93 | 225.98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Freitas Rodrigues, P.; Teixeira, R.S.; Le Sénéchal, N.V.; Braz Fernandes, F.M.; Paula, A.S. The Influence of the Soaking Temperature Rotary Forging and Solution Heat Treatment on the Structural and Mechanical Behavior in Ni-Rich NiTi Alloy. Materials 2022, 15, 63. https://doi.org/10.3390/ma15010063
Freitas Rodrigues P, Teixeira RS, Le Sénéchal NV, Braz Fernandes FM, Paula AS. The Influence of the Soaking Temperature Rotary Forging and Solution Heat Treatment on the Structural and Mechanical Behavior in Ni-Rich NiTi Alloy. Materials. 2022; 15(1):63. https://doi.org/10.3390/ma15010063
Chicago/Turabian StyleFreitas Rodrigues, Patrícia, Rodolfo S. Teixeira, Naiara V. Le Sénéchal, Francisco Manuel Braz Fernandes, and Andersan S. Paula. 2022. "The Influence of the Soaking Temperature Rotary Forging and Solution Heat Treatment on the Structural and Mechanical Behavior in Ni-Rich NiTi Alloy" Materials 15, no. 1: 63. https://doi.org/10.3390/ma15010063