
The Effect of Severe Shot Peening on Fatigue Life of Laser Powder Bed Fusion Manufactured 316L Stainless Steel

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and LPBF Manufacturing
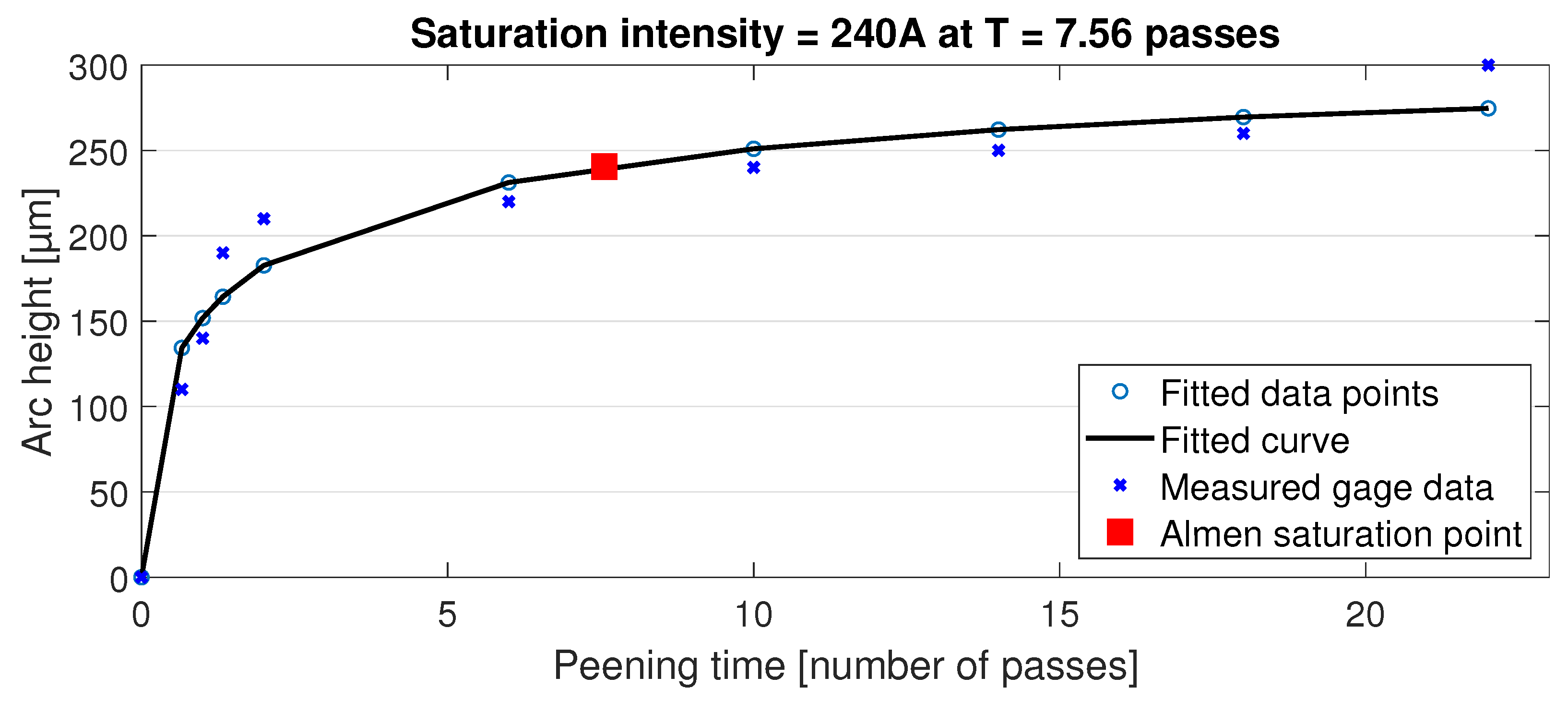
2.2. Shot Peening
2.3. Residual Stress and Roughness Measurements
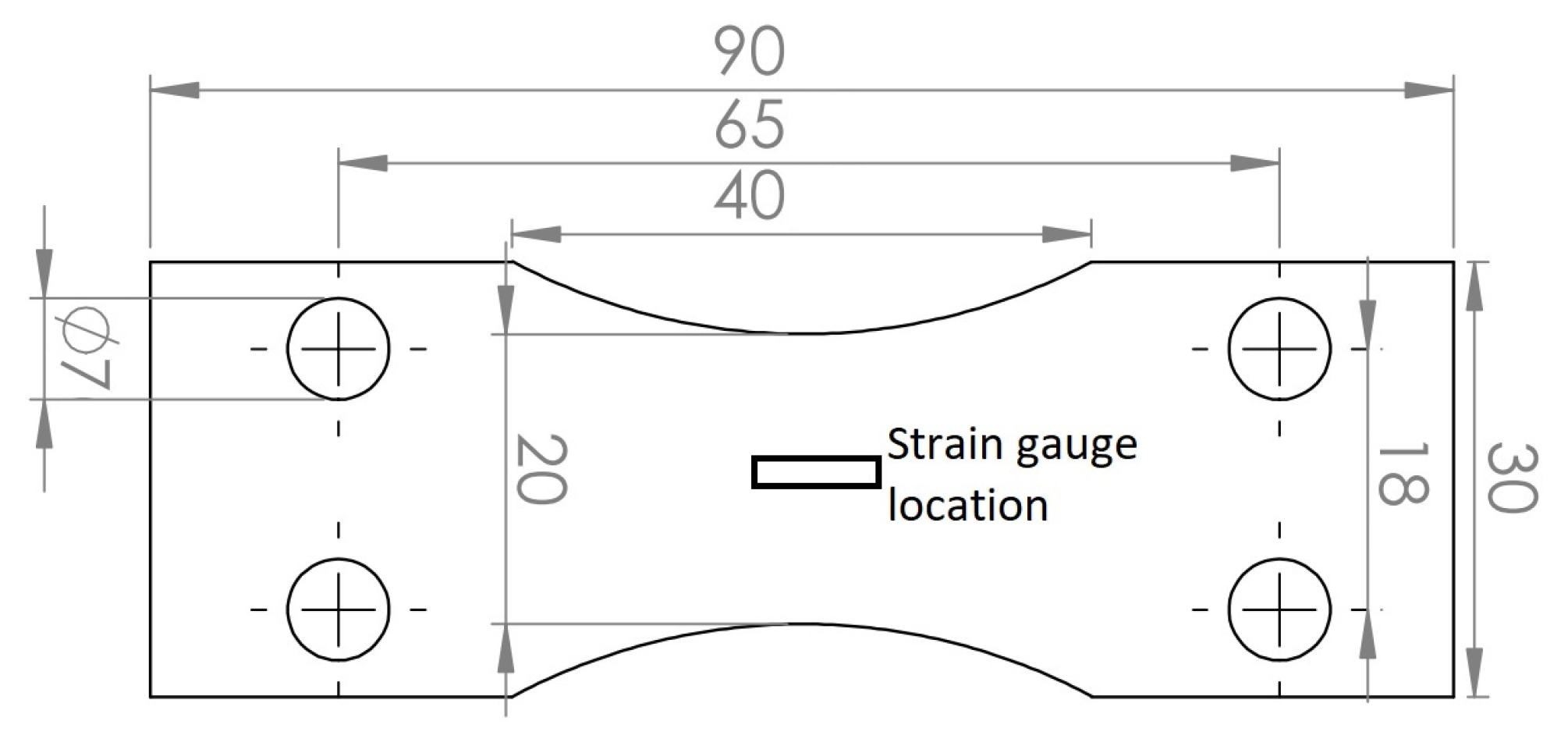
2.4. Characterization of Static and Dynamic Properties
3. Results
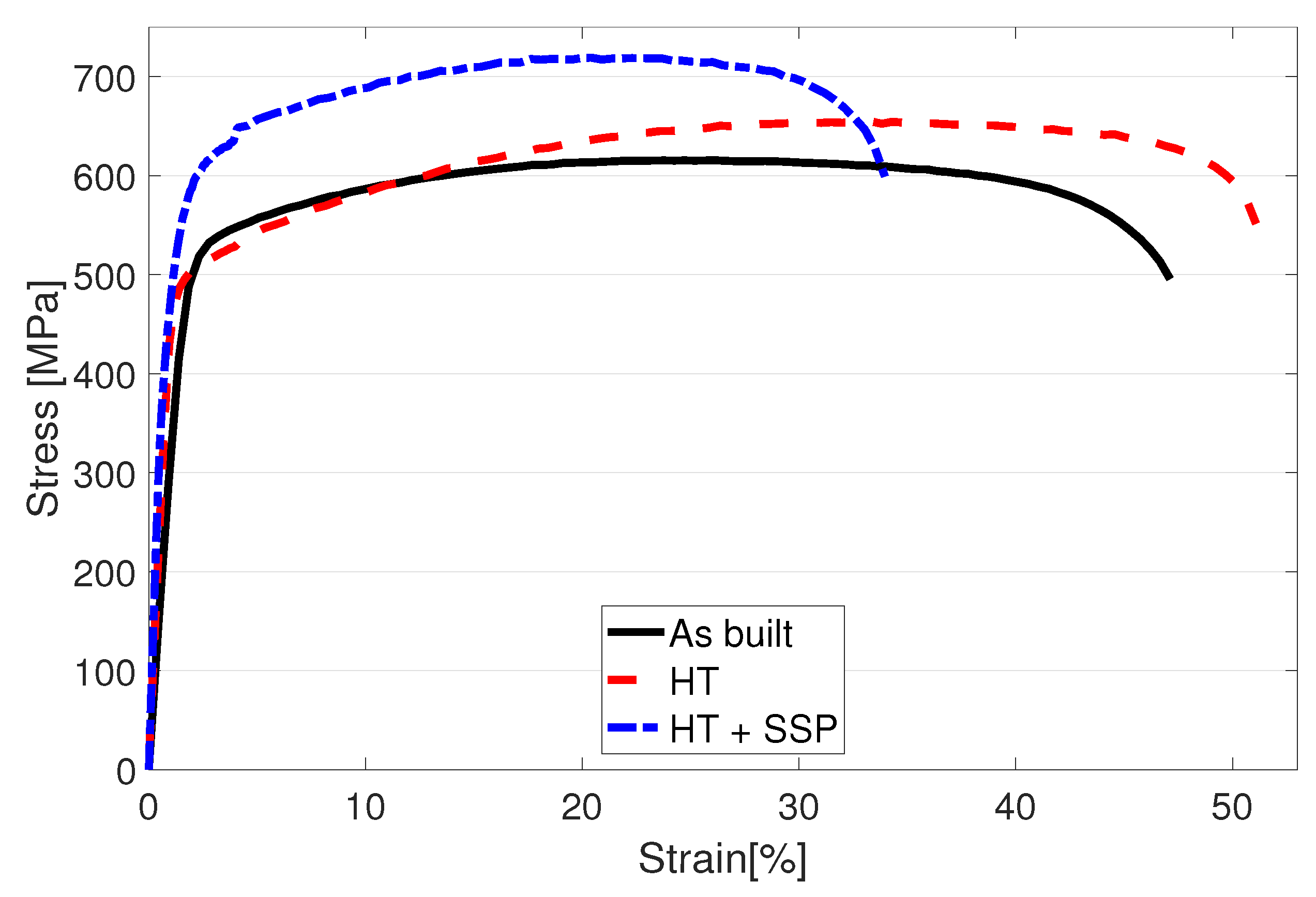
3.1. Tensile Strength
3.2. Hardness
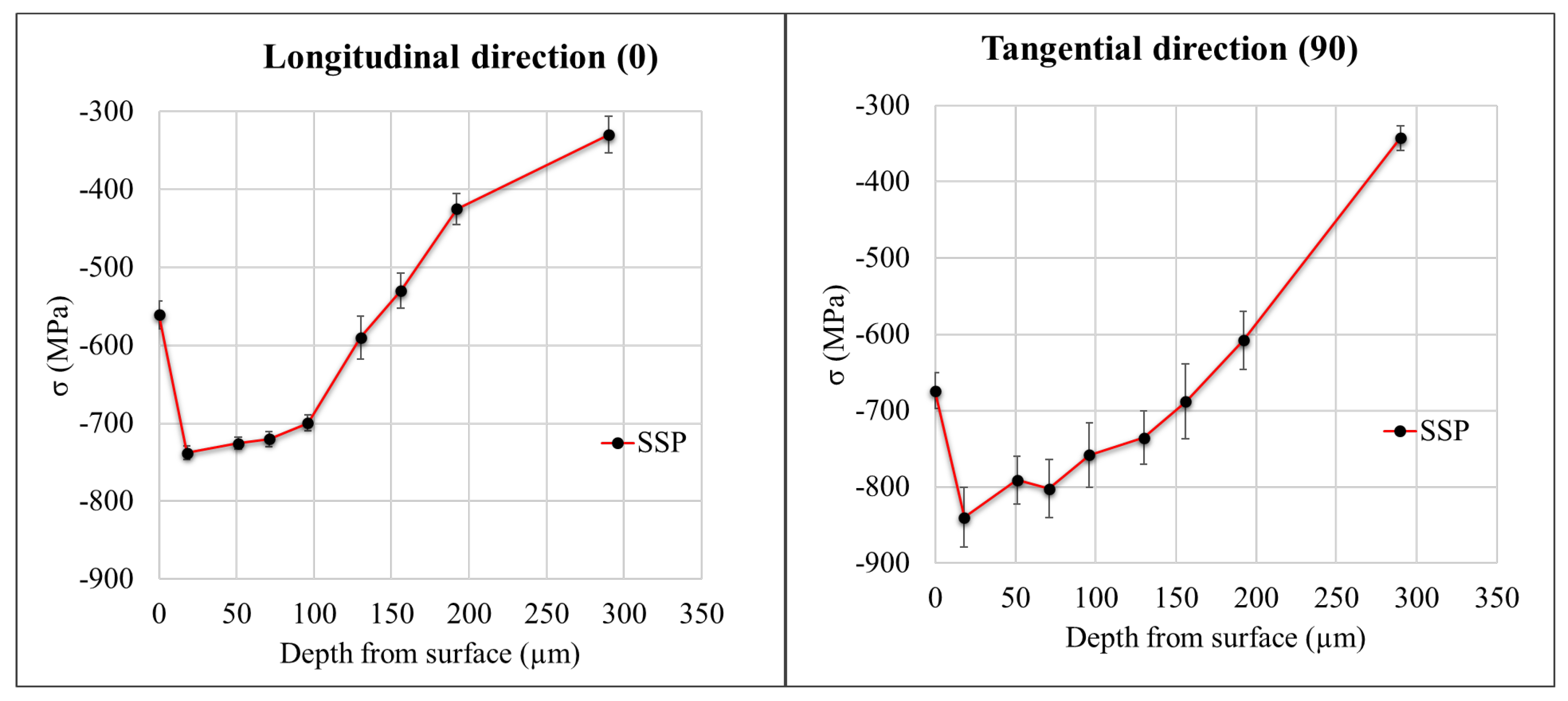
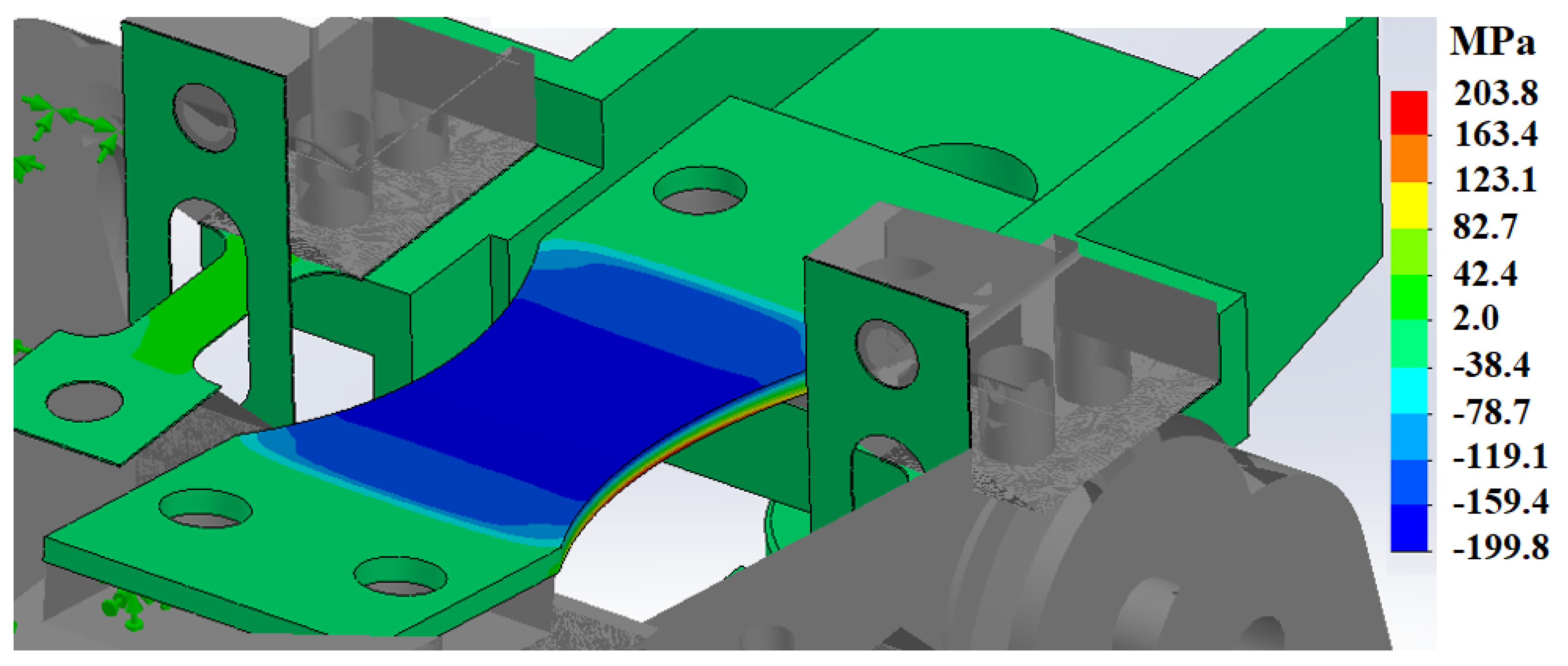
3.3. Residual Stresses
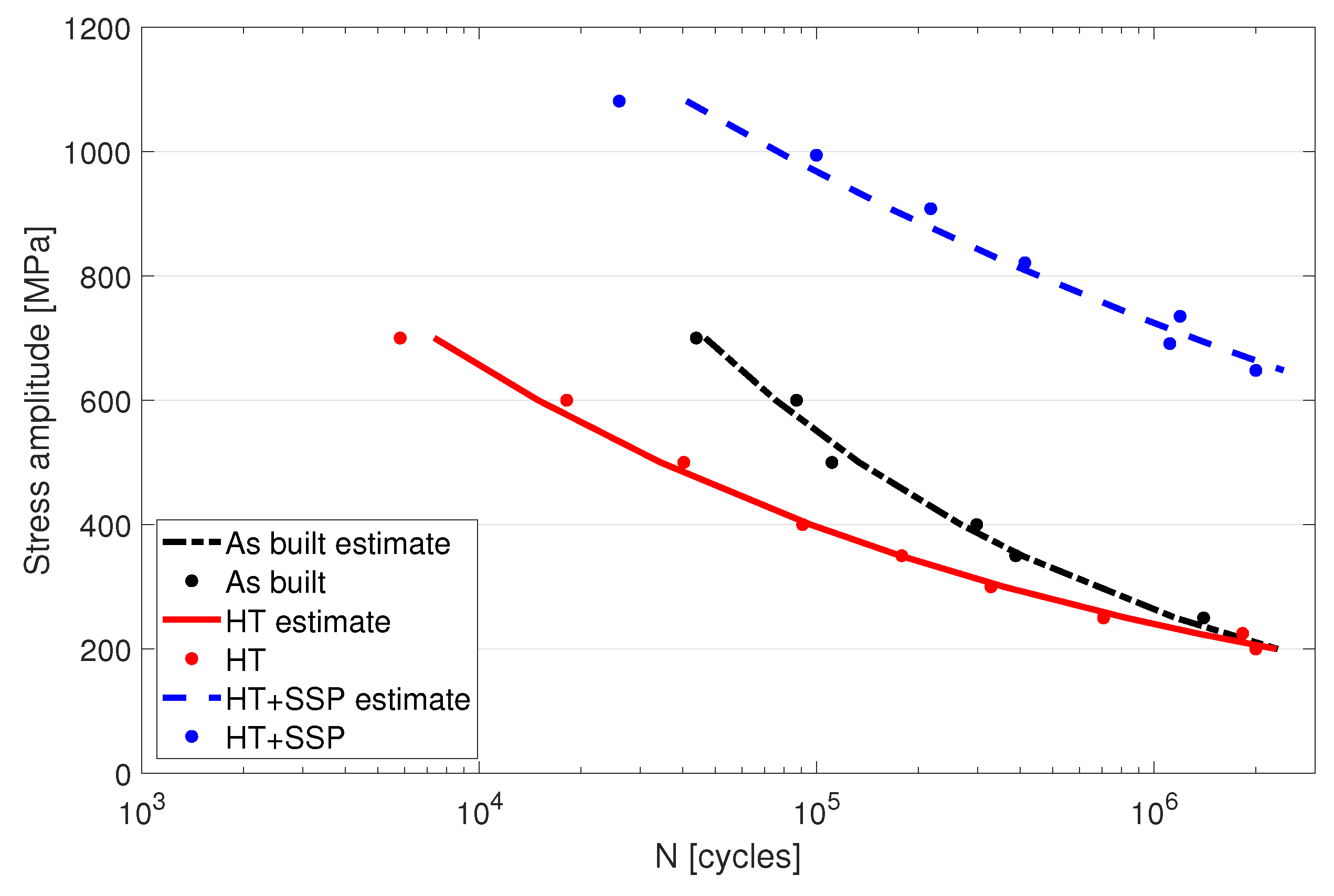
3.4. Bending Fatigue
4. Discussion
5. Conclusions
- SSP induced beneficial larger compressive residual stresses of more than 700 MPa at 100 μm depth along with reduced surface roughness;
- Increased mechanical strength was achieved with the SSP leading to an ultimate tensile strength increase of 10%;
- Hardness-depth profile measurements revealed a maximum hardness of nearly 650 HV at the surface after the SSP compared to 275 HV of as built material at the depth of 0.4 mm;
- Bending fatigue performance of the material was notably increased with the fatigue limit recorded at 600 MPa after the SSP compared to the 200 of as built material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| BF | Bending Fatigue |
| LPBF | Laser Powder Bed Fusion |
| SP | Shot Peening |
| SSP | Severe Shot Peening |
References
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The present and future of additive manufacturing in the aerospace sector: A review of important aspects. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2015, 229, 2132–2147. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Soro, N.; Kent, D.; Dargusch, M.S. Additive manufacturing of low-cost porous titanium-based composites for biomedical applications: Advantages, challenges and opinion for future development. J. Alloys Compd. 2020, 827, 154263. [Google Scholar] [CrossRef]
- Agrawal, R.; Vinodh, S. Life Cycle Assessment of an Additive Manufactured Automotive Component. In Advances in Additive Manufacturing and Joining; Shunmugam, M.S., Kanthababu, M., Eds.; Springer: Singapore, 2020; pp. 219–228. [Google Scholar]
- Pinomaa, T.; Lindroos, M.; Walbruhl, M.; Provatas, N.; Laukkanen, A. The Significance of Spatial Length Scales and Solute Segregation in Strengthening Rapid Solidification Microstructures of 316L Stainless Steel. Acta Mater. 2020, 184, 1–16. [Google Scholar] [CrossRef]
- Jaskari, M.; Mäkikangas, J.; Järvenpää, A.; Mäntyjärvi, K.; Karjalainen, P. Effect of High Porosity on Bending Fatigue Properties of 3D Printed AISI 316L Steel. Procedia Manuf. 2019, 36, 33–41. [Google Scholar] [CrossRef]
- Rautio, T.; Mäkikangas, J.; Jaskari, M.; Keskitalo, M.; Järvenpää, A. Microstructure and Mechanical Properties of Laser Welded 316L SLM Parts. Key Eng. Mater. 2020, 841, 306–311. [Google Scholar] [CrossRef]
- Kumar, P.; Jayaraj, R.; Suryawanshi, J.; Satwik, U.; McKinnell, J.; Ramamurty, U. Fatigue strength of additively manufactured 316L austenitic stainless steel. Acta Mater. 2020, 199, 225–239. [Google Scholar] [CrossRef]
- Solberg, K.; Guan, S.; Razavi, S.M.J.; Welo, T.; Chan, K.C.; Berto, F. Fatigue of additively manufactured 316L stainless steel: The influence of porosity and surface roughness. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 2043–2052. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Sun, C.N.; Zhang, X.; Goh, P.C.; Wei, J.; Hardacre, D.; Li, H. Fatigue and fracture behaviour of laser powder bed fusion stainless steel 316L: Influence of processing parameters. Mater. Sci. Eng. A 2017, 703, 251–261. [Google Scholar] [CrossRef]
- Andreau, O.; Pessard, E.; Koutiri, I.; Peyre, P.; Saintier, N. Influence of the position and size of various deterministic defects on the high cycle fatigue resistance of a 316L steel manufactured by laser powder bed fusion. Int. J. Fatigue 2021, 143, 105930. [Google Scholar] [CrossRef]
- Suraratchai, M.; Limido, J.; Mabru, C.; Chieragatti, R. Modelling the influence of machined surface roughness on the fatigue life of aluminium alloy. Int. J. Fatigue 2008, 30, 2119–2126. [Google Scholar] [CrossRef] [Green Version]
- Beretta, S.; Romano, S. A comparison of fatigue strength sensitivity to defects for materials manufactured by AM or traditional processes. Int. J. Fatigue 2017, 94, 178–191. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N. Additive manufacturing of fatigue resistant materials: Challenges and opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef] [Green Version]
- Dryepondt, S.; Nandwana, P.; Fernandez-Zelaia, P.; List, F. Microstructure and high temperature tensile properties of 316L fabricated by laser powder-bed fusion. Addit. Manuf. 2021, 37, 101723. [Google Scholar] [CrossRef]
- Bagherifard, S.; Hickey, D.J.; de Luca, A.C.; Malheiro, V.N.; Markaki, A.E.; Guagliano, M.; Webster, T.J. The influence of nanostructured features on bacterial adhesion and bone cell functions on severely shot peened 316L stainless steel. Biomaterials 2015, 73, 185–197. [Google Scholar] [CrossRef]
- Unal, O.; Varol, R. Surface severe plastic deformation of AISI 304 via conventional shot peening, severe shot peening and repeening. Appl. Surf. Sci. 2015, 351, 289–295. [Google Scholar] [CrossRef]
- Iswanto, P.T.; Akhyar, H.; Faqihudin, A. Effect of shot peening on microstructure, hardness, and corrosion resistance of AISI 316L. J. Achiev. Mater. Manuf. Eng. 2018, 1, 19–26. [Google Scholar] [CrossRef]
- Liu, H.; Wei, Y.; Tan, C.K.I.; Ardi, D.T.; Tan, D.C.C.; Lee, C.J.J. XRD and EBSD studies of severe shot peening induced martensite transformation and grain refinements in austenitic stainless steel. Mater. Charact. 2020, 168, 110574. [Google Scholar] [CrossRef]
- Rautio, T.; Hamada, A.; Kumpula, J.; Järvenpää, A.; Allam, T. Enhancement of electrical conductivity and corrosion resistance by silver shell-copper core coating of additively manufactured AlSi10Mg alloy. Surf. Coat. Technol. 2020, 403, 126426. [Google Scholar] [CrossRef]
- Ahmed, A.A.; Mhaede, M.; Basha, M.; Wollmann, M.; Wagner, L. The effect of shot peening parameters and hydroxyapatite coating on surface properties and corrosion behavior of medical grade AISI 316L stainless steel. Surf. Coat. Technol. 2015, 280, 347–358. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Santa-Aho, S.; Kiviluoma, M.; Jokiaho, T.; Gundgire, T.; Honkanen, M.; Lindgren, M.; Vippola, M. Additive manufactured 316l stainless-steel samples: Microstructure, residual stress and corrosion characteristics after post-processing. Metals 2021, 11, 182. [Google Scholar] [CrossRef]
- Robinson, J.H.; Ashton, I.R.T.; Jones, E.; Fox, P.; Sutcliffe, C. The effect of hatch angle rotation on parts manufactured using selective laser melting. Rapid Prototyp. J. 2019, 25, 289–298. [Google Scholar] [CrossRef]
- Kempen, K.; Vrancken, B.; Buls, S.; Thijs, L.; Van Humbeeck, J.; Kruth, J.P. Selective Laser Melting of Crack-Free High Density M2 High Speed Steel Parts by Baseplate Preheating. J. Manuf. Sci. Eng. Trans. ASME 2014, 136, 061026. [Google Scholar] [CrossRef]
- Kim, H.; Lin, Y.; Tseng, T.L.B. A review on quality control in additive manufacturing. Rapid Prototyp. J. 2018, 24, 645–669. [Google Scholar] [CrossRef] [Green Version]
- Kalentics, N.; Boillat, E.; Peyre, P.; Ćirić-Kostić, S.; Bogojević, N.; Logé, R.E. Tailoring residual stress profile of Selective Laser Melted parts by Laser Shock Peening. Addit. Manuf. 2017, 16, 90–97. [Google Scholar] [CrossRef] [Green Version]
- Cruz, V.; Chao, Q.; Birbilis, N.; Fabijanic, D.; Hodgson, P.D.; Thomas, S. Electrochemical studies on the effect of residual stress on the corrosion of 316L manufactured by selective laser melting. Corros. Sci. 2020, 164, 108314. [Google Scholar] [CrossRef]
- Farrahi, G.H.; Lebrijn, J.L.; Couratin, D. Effect of Shot Peening on Residual Stress and Fatigue Life of a Spring Steel. Fatigue Fract. Eng. Mater. Struct. 1995, 18, 211–220. [Google Scholar] [CrossRef]
- Bagherifard, S.; Slawik, S.; Fernández-Pariente, I.; Pauly, C.; Mücklich, F.; Guagliano, M. Nanoscale surface modification of AISI 316L stainless steel by severe shot peening. Mater. Des. 2016, 102, 68–77. [Google Scholar] [CrossRef]
- Champaigne, J.M. Almen Gage Calibration. Shot Peening 2003, 108–113. [Google Scholar] [CrossRef]
- EN-15305; Non-Destructive Testing-Test Method for Residual Stress Analysis by X-ray Diffraction. Finnish Standards Association SFS: Helsinki, Finland, 2008.
- Alkaisee, R.; Peng, R.L. Influence of layer removal methods in residual stress profiling of a shot peened steel using X-ray diffraction. Adv. Mater. Res. 2014, 996, 175–180. [Google Scholar] [CrossRef] [Green Version]
- Valiorgue, F.; Kermouche, G.; Lacaille, V.; Zuchiatti, S.; Rech, J. Electrolytic polishing influence on residual stresses measurements. In Proceedings of the MUGV, Saint-Etienne, France, 16–18 October 2012; pp. 16–18. [Google Scholar]
- Shrestha, R.; Simsiriwong, J.; Shamsaei, N. Fatigue behavior of additive manufactured 316L stainless steel parts: Effects of layer orientation and surface roughness. Addit. Manuf. 2019, 28, 23–38. [Google Scholar] [CrossRef]
- Rautio, T.; Jalava-Kanervio, J.; Kumpula, J.; Mäkikangas, J.; Järvenpää, A. Microstructure and Mechanical Properties of Laser Butt Welded Laser Powder Bed Fusion Manufactured and Sheet Metal 316L Parts. Key Eng. Mater. 2020, 861, 9–14. [Google Scholar] [CrossRef]
- Portella, Q.; Chemkhi, M.; Retraint, D. Influence of Surface Mechanical Attrition Treatment (SMAT) post-treatment on microstructural, mechanical and tensile behaviour of additive manufactured AISI 316L. Mater. Charact. 2020, 167, 110463. [Google Scholar] [CrossRef]
- Trško, L.; Bokůvka, O.; Nový, F.; Guagliano, M. Effect of severe shot peening on ultra-high-cycle fatigue of a low-alloy steel. Mater. Des. 2014, 57, 103–113. [Google Scholar] [CrossRef]
- Li, J.S.; Gao, W.D.; Cao, Y.; Huang, Z.W.; Gao, B.; Mao, Q.Z.; Li, Y.S. Microstructures and Mechanical Properties of a Gradient Nanostructured 316L Stainless Steel Processed by Rotationally Accelerated Shot Peening. Adv. Eng. Mater. 2018, 20, 1800402. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Ni | Cr | Mn | Mo | C | Si | Cu | N | O | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Balance | 12.5 | 17.6 | 0.66 | 2.38 | 0.02 | 0.65 | 0.02 | 0.09 | 0.03 | 0.006 | 0.007 |
| YS 0.2% [MPa] | YS 0.5% [MPa] | YS 1% [MPa] | UTS [MPa] | Elongation at Break [%] | |
|---|---|---|---|---|---|
| As built | 488 ± 2.2 | 520 ± 2.3 | 533 ± 2.3 | 615 ± 1.4 | 39.3 ± 0.2 |
| HT | 468 ± 2.1 | 496 ± 2.2 | 503 ± 2.2 | 654 ± 2.0 | 42.6 ± 0.3 |
| HT + SSP | 479 ± 1.2 | 535 ± 1.3 | 589 ± 1.5 | 719 ± 2.3 | 33.9 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rautio, T.; Jaskari, M.; Gundgire, T.; Iso-Junno, T.; Vippola, M.; Järvenpää, A. The Effect of Severe Shot Peening on Fatigue Life of Laser Powder Bed Fusion Manufactured 316L Stainless Steel. Materials 2022, 15, 3517. https://doi.org/10.3390/ma15103517
Rautio T, Jaskari M, Gundgire T, Iso-Junno T, Vippola M, Järvenpää A. The Effect of Severe Shot Peening on Fatigue Life of Laser Powder Bed Fusion Manufactured 316L Stainless Steel. Materials. 2022; 15(10):3517. https://doi.org/10.3390/ma15103517
Chicago/Turabian StyleRautio, Timo, Matias Jaskari, Tejas Gundgire, Terho Iso-Junno, Minnamari Vippola, and Antti Järvenpää. 2022. "The Effect of Severe Shot Peening on Fatigue Life of Laser Powder Bed Fusion Manufactured 316L Stainless Steel" Materials 15, no. 10: 3517. https://doi.org/10.3390/ma15103517
APA StyleRautio, T., Jaskari, M., Gundgire, T., Iso-Junno, T., Vippola, M., & Järvenpää, A. (2022). The Effect of Severe Shot Peening on Fatigue Life of Laser Powder Bed Fusion Manufactured 316L Stainless Steel. Materials, 15(10), 3517. https://doi.org/10.3390/ma15103517