
Investigations on the Performance of Shotcrete Using Artificial Lightweight Shale Ceramsite as Coarse Aggregate


Abstract
:1. Introduction
2. Experiment
2.1. Raw Materials
2.1.1. Artificial Lightweight Shale Ceramsite
2.1.2. Cement
2.1.3. Fine Aggregate
2.1.4. Supplementary Cementitious Material
2.1.5. Admixtures
2.2. Shotcrete Mixture Proportion
2.2.1. Mixture Proportion Design
2.2.2. Casting Specimen for Mechanical Properties
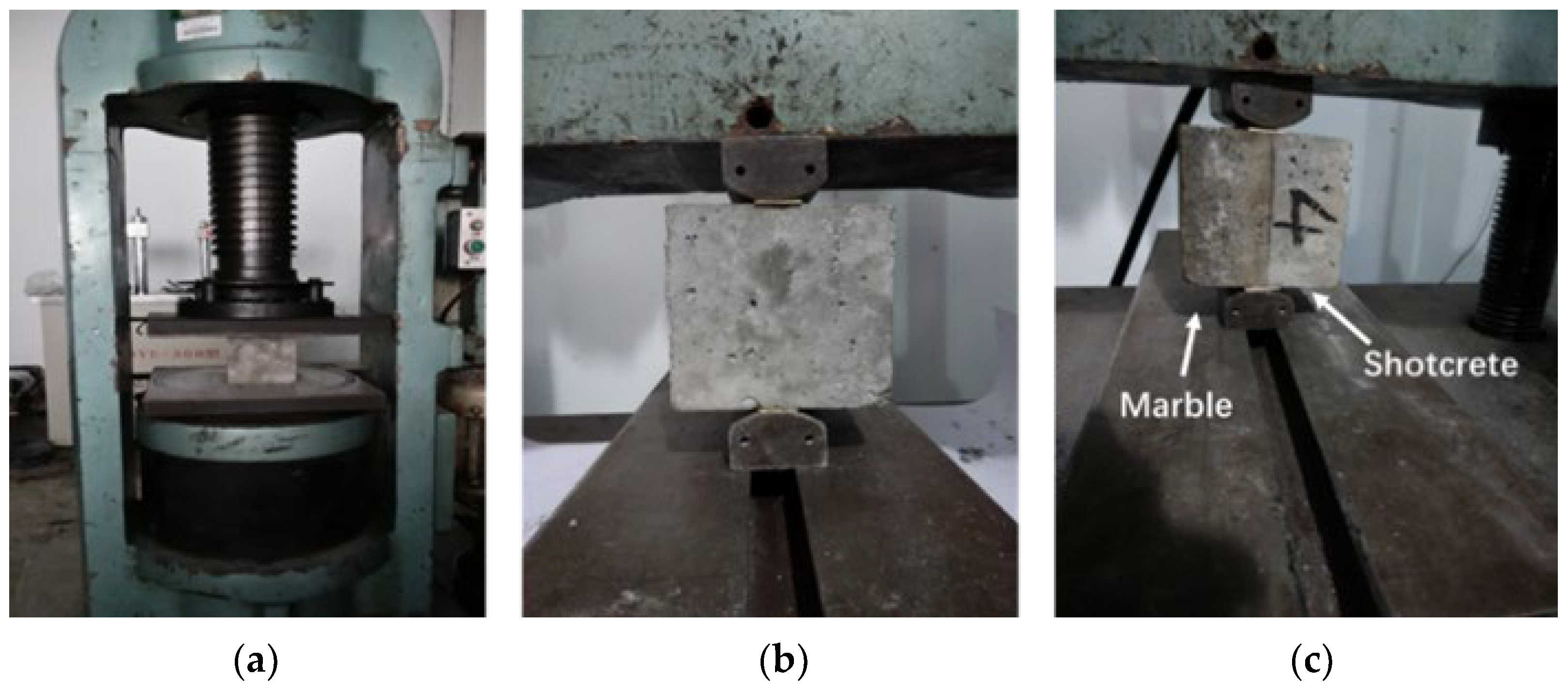
2.3. Tests of Mechanical Properties
2.4. Tests on Chloride Ion Penetration Resistance
- T is the average of the initial and final temperature;
- h is the actual height of the specimen;
- xd is the chloride penetration depth;
- t is the test time required for each specimen;
- α = 3.338·10 −3(Th) 0.5.
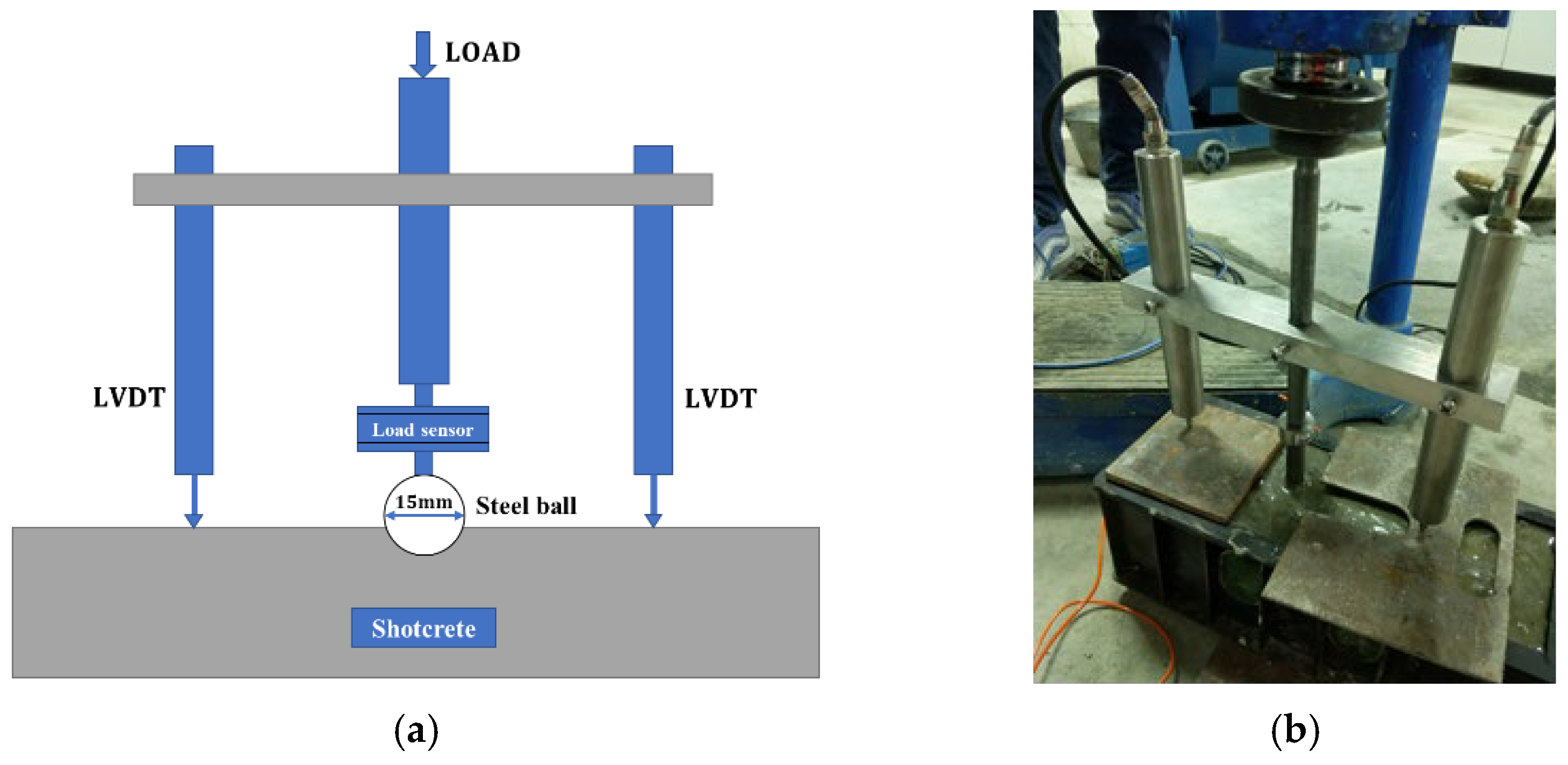
2.5. Contact Force Measurement
3. Analyses of Test Results
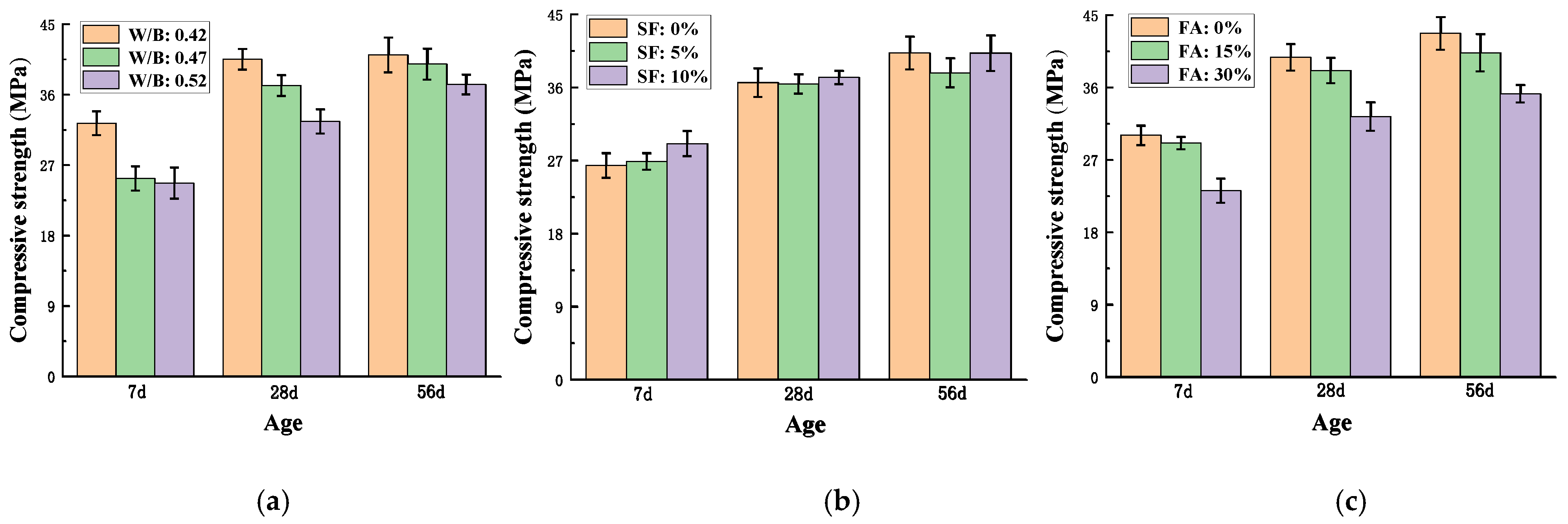
3.1. Compressive Strength of Lightweight Aggregate Shotcrete at Different Ages
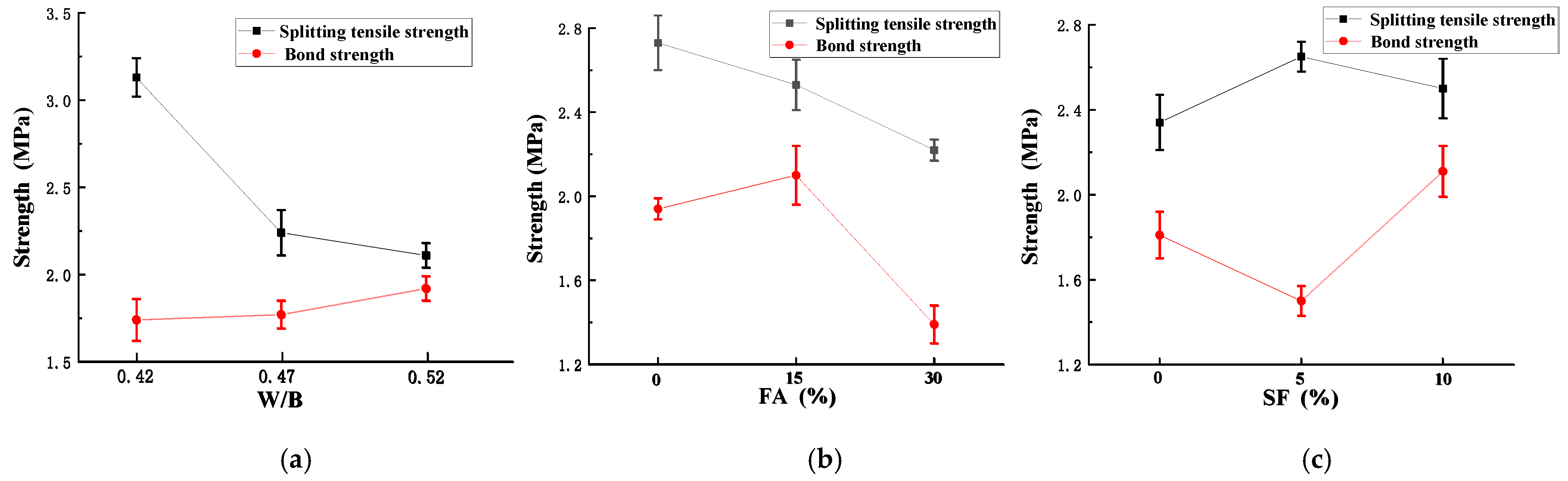
3.2. Indirect Tensile Strength and Bond Strength
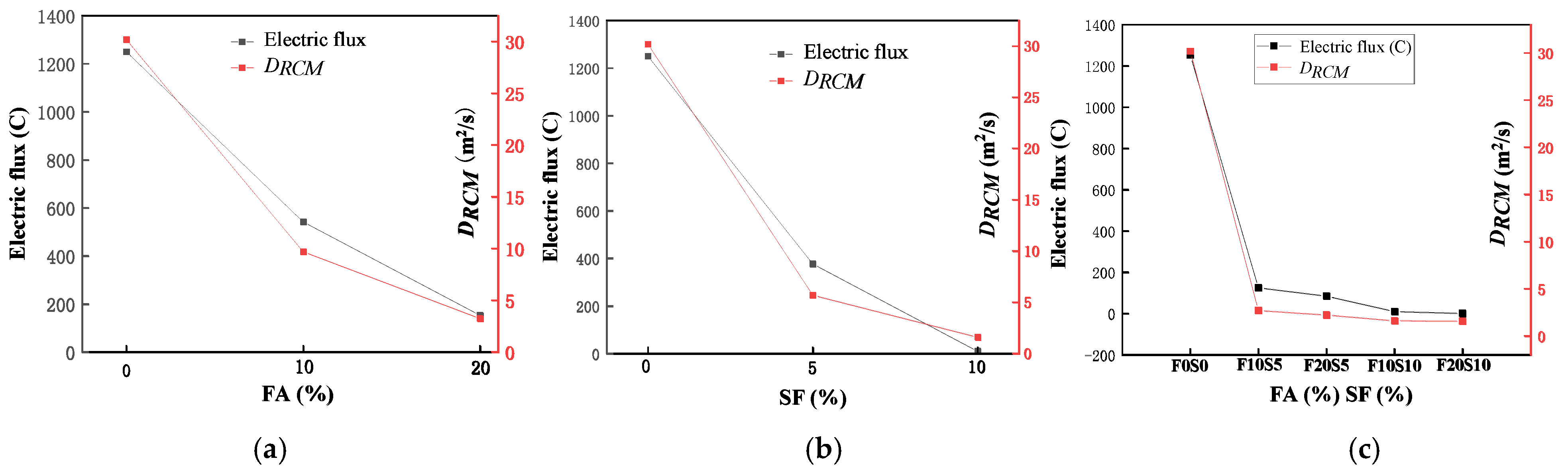
3.3. Results of Electric Flux and Chloride Ion Migration Coefficient
4. Rebound Model of Shotcrete
4.1. Rebound Theory of Shotcrete
- Flight Phase
- 2.
- Penetration Phase
- σr is the radial stress;
- p is the contact stress in hydrostatic state;
- a is the radius of the contact area between the aggregate and the base material;
- r is the radius of the cavity;
- c is the radius of the elastic boundary around hydrostatic core;
- Y is the yield strength of the shotcrete mixture.
- E is the modulus of elasticity of fresh shotcrete;
- R is the radius of the aggregate, which is assumed as a spherical projectile.
- vc is the volume of the cavity;
- pd is the dynamic contact stress;
- m is the mass of the impactor (aggregate);
- V0 is the initial speed of the impactor (aggregate).
- 3.
- Reaction Phase
- Ec and µc are the modulus of elasticity and Poisson’s ratio of the (shotcrete) base material, respectively;
- Ei and µi are the modulus of elasticity and Poisson’s ratio of the impactor (coarse aggregate), respectively;
- a* is the maximum contact area radius between the aggregate and the base material in the penetration stage.
4.1.1. Influencing Factors of Coarse Aggregate Rebound
4.1.2. Influencing Factors of Rebound of Shotcrete with Different Aggregate Densities
- K is a constant;
- ψ is the influence factor of coarse aggregate rebound.where:
- ρ is the density of the impactor.
4.2. Analysis of Influencing Factors on Rebound of Aggregate with Different Density
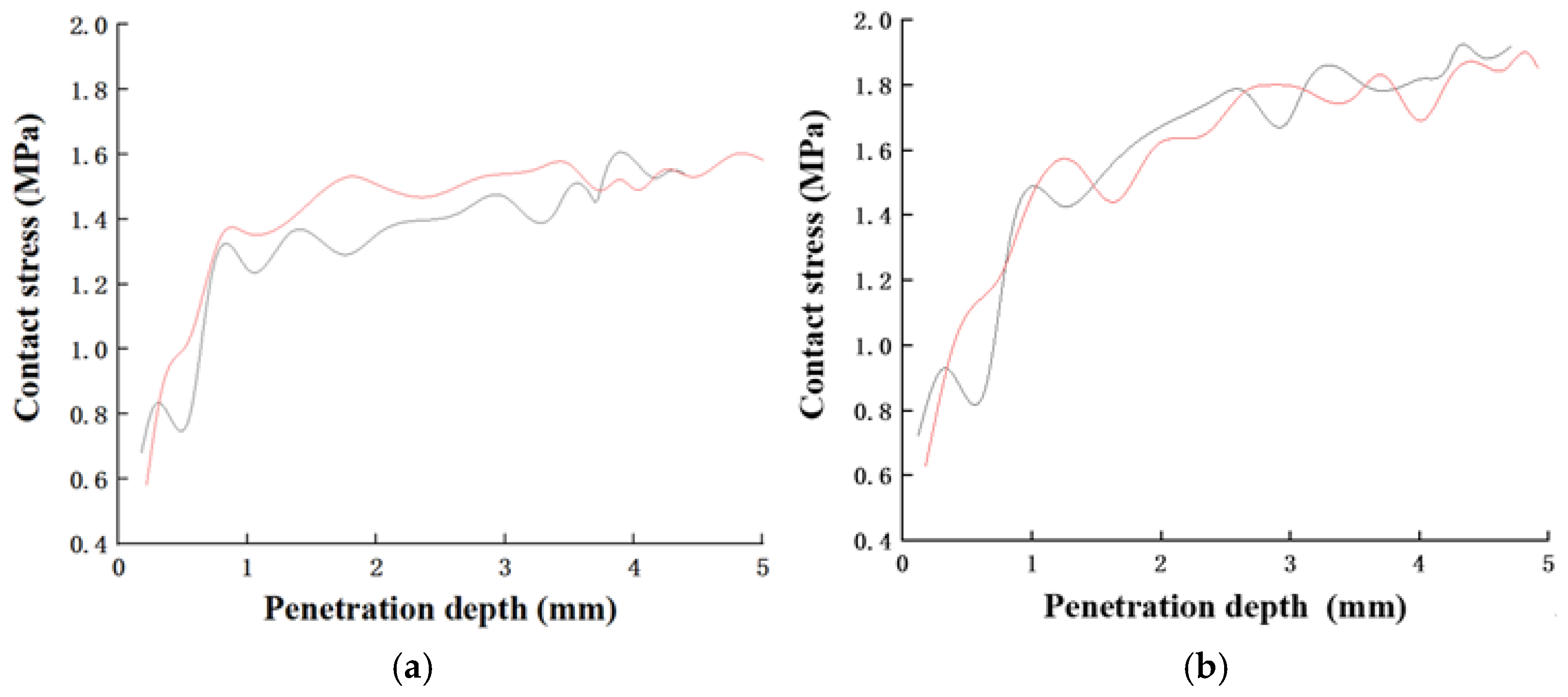
4.2.1. Contact Stress
4.2.2. Dynamic Contact Stress
4.2.3. Modulus of Elasticity
4.2.4. Initial Velocity
4.2.5. Influence Factor of Rebound
5. Conclusions
- (1)
- As expected, the water/cementitious material (w/b) ratio had a significant influence on the fc’ and ft of LAS; the lower the w/b ratio was, the higher the fc’ and ft of the LAS mixture were. When the w/b ratio decreased from 0.52 to 0.47 and 0.42, only an extremely slight decrease in τ was observed. Therefore, it is beneficial to keep a low w/b ratio for LAS, as fc’ and ft are improved and τ is only negligibly sacrificed.
- (2)
- As the cement replacement rate of FA increased (to 15% and 30%), both the fc’ and the ft of the LAS decreased evidently, while τ first increased slightly at FA = 15% but decreased drastically at FA = 30%, which is undesired for shotcrete. Therefore, the replacement rate of FA is suggested to be controlled at near 15%.
- (3)
- As the cement replacement rate of SF increased (to 5% and 10%), fc’ increased accordingly, and ft first increased and then slightly decreased, albeit to a level still higher than that without adding SF content. Furthermore, τ decreased at SF = 5% but increased significantly at SF = 10%. Therefore, the replacement rate of SF is suggested to be controlled at 10%.
- (4)
- Based on the results of the electric flux test and rapid chloride migration (RCM) test on the LAS, replacing cement with SF and FA significantly increased the chloride ion penetration resistance of (CPR) of LAS, indicating that the permeability of the mixture was reduced.
- (5)
- Coarse aggregate made up the majority part of the rebound materials of shotcrete. Based on the rebound model of shotcrete, the main influencing factors of the rebound rate of coarse aggregate included aggregate density, static and dynamic contact stress, initial aggregate velocity, and the elastic modulus of fresh concrete. These factors were represented by a rebound coefficient. Through experiments and mathematical models, the above influencing factors of both ALSC and normal-weight aggregate were obtained and used to calculate the rebound coefficient. The rebound coefficient of ALSC for LAS was about half of that of the normal-weight aggregate for ordinary shotcrete, thus proving the feasibility and benefit of using ALSC as the coarse aggregate in shotcrete.
Author Contributions
Funding
Conflicts of Interest
References
- Leung, C.K.; Lai, R.; Lee, A.Y. Properties of wet-mixed fiber reinforced shotcrete and fiber reinforced concrete with similar composition. Cem. Concr. Res. 2005, 35, 788–795. [Google Scholar] [CrossRef]
- Liu, W.; Apel, D.; Bindiganavile, V. Thermal properties of lightweight dry-mix shotcrete containing expanded perlite aggregate. Cem. Concr. Compos. 2014, 53, 44–51. [Google Scholar] [CrossRef]
- Kalhori, H.; Bagherzadeh, B.; Bagherpour, R.; Akhlaghi, M.A. Experimental study on the influence of the different percentage of nanoparticles on strength and freeze–thaw durability of shotcrete. Constr. Build. Mater. 2020, 256, 119470. [Google Scholar] [CrossRef]
- Galan, I.; Baldermann, A.; Kusterle, W.; Dietzel, M.; Mittermayr, F. Durability of shotcrete for underground support—Review and update. Constr. Build. Mater. 2019, 202, 465–493. [Google Scholar] [CrossRef]
- Meng, C.; Jin-Yang, Z.E.F. Studies on lightweight high-strength shotcrete. In Proceedings of the 4th International Conference on Digital Manufacturing and Automation, Qingdao, China, 29–30 June 2013; pp. 1231–1234. [Google Scholar]
- Pan, G.; Li, P.; Chen, L.; Liu, G. A study of the effect of rheological properties of fresh concrete on shotcrete-rebound based on different additive components. Constr. Build. Mater. 2019, 224, 1069–1080. [Google Scholar] [CrossRef]
- Kaufmann, J.; Frech, K.; Schuetz, P.; Münch, B. Rebound and orientation of fibers in wet sprayed concrete applications. Constr. Build. Mater. 2013, 49, 15–22. [Google Scholar] [CrossRef]
- Jolin, M.; Beaupre, D. Effects of particle-size distribution in dry process shotcrete. Mater. J. 2004, 101, 131–135. [Google Scholar]
- Drs, J.F.; Melbye, T.; Tjugum, O.M.; Valenti, S. Washington, DC: U.S. Patent and Trademark Office. U.S. Patent No. 5,494,516, 1996. [Google Scholar]
- Pickelmann, J.; Plank, J. A mechanistic study explaining the synergistic viscosity increase obtained from polyethylene oxide (PEO) and β-naphthalene sulfonate (BNS) in shotcrete. Cem. Concr. Res. 2012, 42, 1409–1416. [Google Scholar] [CrossRef]
- Yun, K.-K.; Choi, S.-Y.; Yeon, J.H. Effects of admixtures on the rheological properties of high-performance wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 78, 194–202. [Google Scholar] [CrossRef]
- Park, C.-W.; Lee, H.-G.; Kang, T.-S. Evaluation of Durability Characteristics of High Performance Shotcrete Using Fly Ash. J. Korea Concr. Inst. 2010, 22, 305–311. [Google Scholar] [CrossRef]
- Salvador, R.P.; Rambo, D.A.; Bueno, R.M.; Silva, K.T.; de Figueiredo, A.D. On the use of blast-furnace slag in sprayed concrete applications. Constr. Build. Mater. 2019, 218, 543–555. [Google Scholar] [CrossRef]
- Khooshechin, M.; Tanzadeh, J. Experimental and mechanical performance of shotcrete made with nanomaterials and fiber reinforcement. Constr. Build. Mater. 2018, 165, 199–205. [Google Scholar] [CrossRef]
- Armelin, H.A.; Banthia, N. Mechanics of aggregate rebound in shotcrete—(Part I). Mater. Struct. 1998, 31, 91–98. [Google Scholar] [CrossRef]
- Armelin, H.A.; Banthia, N. Development of a general model of aggregate rebound for dry-mix shotcrete—(Part II). Mater. Struct. 1998, 31, 195–202. [Google Scholar] [CrossRef]
- Bindiganavile, V.; Banthia, N. Effect of Particle Density on Its Rebound in Dry-Mix Shotcrete. J. Mater. Civ. Eng. 2009, 21, 58–64. [Google Scholar] [CrossRef]
- Bindiganavile, V.; Banthia, N. Fiber reinforced dry-mix shotcrete with metakaolin. Cem. Concr. Compos. 2001, 23, 503–514. [Google Scholar] [CrossRef]
- Ginouse, N.; Jolin, M. Mechanisms of placement in sprayed concrete. Tunn. Undergr. Space Technol. 2016, 58, 177–185. [Google Scholar] [CrossRef]
- Clarke, J.L. (Ed.) Structural Lightweight Aggregate Concrete; Blackie Academic & Professional: London, UK; New York, NY, USA, 1993. [Google Scholar]
- Weber, S.; Reinhardt, H.W. A New Generation of High Performance Concrete: Concrete with Autogenous Curing. Adv. Cem. Based Mater. 1997, 6, 59–68. [Google Scholar] [CrossRef]
- Cusson, D.; Hoogeveen, T. Internal curing of high-performance concrete with pre-soaked fine lightweight aggregate for pre-vention of autogenous shrinkage cracking. Cem. Concr. Res. 2008, 38, 757–765. [Google Scholar] [CrossRef] [Green Version]
- Bogas, J.A.; Gomes, A.; Pereira, M. Self-compacting lightweight concrete produced with expanded clay aggregate. Constr. Build. Mater. 2012, 35, 1013–1022. [Google Scholar] [CrossRef]
- Patel, S.; Majhi, R.; Satpathy, H.; Nayak, A. Durability and microstructural properties of lightweight concrete manufactured with fly ash cenosphere and sintered fly ash aggregate. Constr. Build. Mater. 2019, 226, 579–590. [Google Scholar] [CrossRef]
- ACI Committee 213. Guide for Structural Lightweight-Aggregate Concrete (213R-2017); American Concrete Institute: Farmington Hills, MI, USA, 2017. [Google Scholar]
- Chia, K.S.; Zhang, M.-H. Water permeability and chloride penetrability of high-strength lightweight aggregate concrete. Cem. Concr. Res. 2002, 32, 639–645. [Google Scholar] [CrossRef]
- Mouli, M.; Khelafi, H. Performance characteristics of lightweight aggregate concrete containing natural pozzolan. Build. Environ. 2008, 43, 31–36. [Google Scholar] [CrossRef]
- Kayali, O.; Zhu, B. Chloride induced reinforcement corrosion in lightweight aggregate high-strength fly ash concrete. Constr. Build. Mater. 2004, 19, 327–336. [Google Scholar] [CrossRef]
- Youm, K.-S.; Moon, J.; Cho, J.-Y.; Kim, J.J. Experimental study on strength and durability of lightweight aggregate concrete containing silica fume. Constr. Build. Mater. 2016, 114, 517–527. [Google Scholar] [CrossRef]
- Shideler, J.J. Lightweight-aggregate concrete for structural use. ACI J. Proc. 1957, 54, 299–328. [Google Scholar]
- Kayali, O. Fly ash lightweight aggregates in high performance concrete. Constr. Build. Mater. 2008, 22, 2393–2399. [Google Scholar] [CrossRef]
- Nadesan, M.S.; Dinakar, P. Structural concrete using sintered fly ash lightweight aggregate: A review. Constr. Build. Mater. 2017, 154, 928–944. [Google Scholar] [CrossRef]
- Gomathi, P.; Sivakumar, A. Accelerated curing effects on the mechanical performance of cold bonded and sintered fly ash aggregate concrete. Constr. Build. Mater. 2015, 77, 276–287. [Google Scholar] [CrossRef]
- Mo, K.H.; Ling, T.C.; Alengaram, U.J.; Yap, S.P.; Yuen, C.W. Overview of supplementary cementitious materials usage in lightweight aggregate concrete. Constr. Build. Mater. 2017, 139, 403–418. [Google Scholar] [CrossRef]
- Chung, S.-Y.; Elrahman, M.A.; Kim, J.-S.; Han, T.-S.; Stephan, D.; Sikora, P. Comparison of lightweight aggregate and foamed concrete with the same density level using image-based characterizations. Constr. Build. Mater. 2019, 211, 988–999. [Google Scholar] [CrossRef]
- Maree, A.F.; Riad, K.H. Analytical and experimental investigation for bond behaviour of newly developed polystyrene foam particles’ lightweight concrete. Eng. Struct. 2014, 58, 1–11. [Google Scholar] [CrossRef]
- Wu, X.; Wang, S.; Yang, J.; Zhao, J.; Chang, X. Damage characteristics and constitutive model of lightweight shale ceramsite concrete under static-dynamic loading. Eng. Fract. Mech. 2021, 259, 108137. [Google Scholar] [CrossRef]
- Sun, Y.; Li, J.-S.; Chen, Z.; Xue, Q.; Sun, Q.; Zhou, Y.; Chen, X.; Liu, L.; Poon, C.S. Production of lightweight aggregate ceramsite from red mud and municipal solid waste incineration bottom ash: Mechanism and optimization. Constr. Build. Mater. 2021, 287, 122993. [Google Scholar] [CrossRef]
- Chen, M.; Li, Z.-H.; Wu, J.-F.; Wang, J.-H. Shear behaviour and diagonal crack checking of shale ceramsite lightweight aggregate concrete beams with high-strength steel bars. Constr. Build. Mater. 2020, 249, 118730. [Google Scholar] [CrossRef]
- Jin, H.; Xu, H.; Yang, S.; Xu, Z.; Li, F.; Hu, Z. Grey target decision analysis of optimum mixing ratio of LWAS based on the comprehensive performance. Constr. Build. Mater. 2020, 262, 120570. [Google Scholar] [CrossRef]
- GB/T50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. China Academy of Building Research: Beijing, China, 2019.
- GB/T 50082-2009; Standard for Test Methods of Long-Term Performance and Durability of Ordinary Concrete. China Academy of Building Research: Beijing, China, 2009.
- ASTM C1202-19; Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. ASTM International: West Conshohocken, PA, USA, 2019.
- Mehta, P.K.; Monteiro, P.J. Concrete Microstructure, Properties and Materials; McGraw-Hill: New York, NY, USA, 2017. [Google Scholar]
- Prudencio, L.R., Jr. Accelerating admixtures for shotcrete. Cem. Concr. Compos. 1998, 20, 213–219. [Google Scholar] [CrossRef]
- Nili, M.; Adayon, T.M.; Nili, M. The relationship between setting time and early age strength of concrete containing silica fume, fly ash and slag. In 3rd International Conference on Sustainable Construction Materials and Technologies; Coventry University: Coventry, UK, 2005; pp. 18–21. [Google Scholar]
- Al-Yousuf, A.; Pokharel, T.; Lee, J.; Gad, E.; Abdouka, K.; Sanjayan, J. Effect of fly ash and slag on properties of normal and high strength concrete including fracture energy by wedge splitting test: Experimental and numerical investigations. Constr. Build. Mater. 2020, 271, 121553. [Google Scholar] [CrossRef]
- Golewski, G. Effect of curing time on the fracture toughness of fly ash concrete composites. Compos. Struct. 2018, 185, 105–112. [Google Scholar] [CrossRef]
- Almusallam, A.A.; Beshr, H.; Maslehuddin, M.; Al-Amoudi, O.S. Effect of silica fume on the mechanical properties of low quality coarse aggregate concrete. Cem. Concr. Compos. 2004, 26, 891–900. [Google Scholar] [CrossRef]
- Köksal, F.; Altun, F.; Yiğit, I.; Şahin, Y. Combined effect of silica fume and steel fiber on the mechanical properties of high strength concretes. Constr. Build. Mater. 2008, 22, 1874–1880. [Google Scholar] [CrossRef]
- Tanyildizi, H.; Coşkun, A. Performance of lightweight concrete with silica fume after high temperature. Constr. Build. Mater. 2008, 22, 2124–2129. [Google Scholar] [CrossRef]
- Bhanja, S.; Sengupta, B. Influence of silica fume on the tensile strength of concrete. Cem. Concr. Res. 2005, 35, 743–747. [Google Scholar] [CrossRef]
- Han, Y.; Zhang, J.; Luosun, Y.; Hao, T. Effect of internal curing on internal relative humidity and shrinkage of high strength concrete slabs. Constr. Build. Mater. 2014, 61, 41–49. [Google Scholar] [CrossRef]
- Ghourchian, S.; Wyrzykowski, M.; Lura, P.; Shekarchizadeh, M.; Ahmadi, B. An investigation on the use of zeolite aggregates for internal curing of concrete. Constr. Build. Mater. 2013, 40, 135–144. [Google Scholar] [CrossRef]
- Zhutovsky, S.; Kovler, K.; Bentur, A. Efficiency of lightweight aggregates for internal curing of high strength concrete to eliminate autogenous shrinkage. Mater. Struct. 2002, 35, 97–101. [Google Scholar] [CrossRef]
- Maage, M.; Helland, S.; Poulsen, E.; Vennesland, O.; Carl, J.E. Service life prediction of existing concrete structures exposed to marine environment. Mater. J. 1996, 93, 602–608. [Google Scholar]
- Da, B.; Yu, H.; Ma, H.; Tan, Y.; Mi, R.; Dou, X. Chloride diffusion study of coral concrete in a marine environment. Constr. Build. Mater. 2016, 123, 47–58. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridgeshire, UK, 1987. [Google Scholar]
- Tabor, D. A Simple Theory of Static and Dynamic Hardness. Proc. R. Soc. Lond. Ser. A-Math. Phys. Sci. 1948, 192, 247–274. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Passing % (Sieve Analysis) | Apparent Density (kg/m3) | Packing Density (kg/m3) | Compressive Strength (MPa) | |||
|---|---|---|---|---|---|---|
| 20 mm | 15 mm | 9.5 mm | 4.75 mm | |||
| 0.8 | 45.8 | 51.7 | 1.7 | 1380 | 683 | 4.2 |
| Chemical Component | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | f-CaO |
|---|---|---|---|---|---|---|---|---|
| Cement | 21.75 | 4.6 | 3.46 | 64.54 | 3.56 | 0.46 | 0.6 | 0.96 |
| Fly Ash | 51.24 | 26.99 | 14.72 | 0.09 | 0.18 | 2.16 | 0.23 | |
| Silica Fume | 91.27 | 0.17 | 0.45 | 0.45 | 0.92 |
| Passing 0.08 mm (%) | Density (g/cm3) | Specific Surface Area (m2/kg) | Normal Consistency (%) | Stability (Le Chatelier Method) (mm) | Setting Time (min) | Setting Time (min) | Flexural Strength (MPa) | Compressive Strength (MPa) | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Initial | Final | 3 d | 28 d | 3 d | 28 d | |||||
| 0.6 | 3.14 | 349 | 25.0 | 0.5 | 151 | 210 | 5.7 | 8.8 | 28.5 | 51.1 |
| No. of Mixture | Water Content (kg/m3) | Cementitious Material (kg/m3) | Replacement Rate of FA (%) | Replacement Rate of SF (%) | Fine Aggregate (kg/m3) | Coarse Aggregate (kg/m3) | Accelerator (%) | Superplasticizer (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 160 | 381.0 | 0 | 0 | 560 | 440 | 1.5 | 3.0 |
| 2 | 160 | 340.4 | 15 | 5 | 560 | 440 | 1.5 | 3.0 |
| 3 | 160 | 307.7 | 30 | 10 | 560 | 440 | 1.5 | 3.0 |
| 4 | 180 | 428.6 | 30 | 5 | 560 | 440 | 1.5 | 3.0 |
| 5 | 180 | 383.0 | 0 | 10 | 560 | 440 | 1.5 | 3.0 |
| 6 | 180 | 346.2 | 15 | 0 | 560 | 440 | 1.5 | 3.0 |
| 7 | 200 | 476.2 | 15 | 10 | 560 | 440 | 1.5 | 3.0 |
| 8 | 200 | 425.5 | 30 | 0 | 560 | 440 | 1.5 | 3.0 |
| 9 | 200 | 384.6 | 0 | 5 | 560 | 440 | 1.5 | 3.0 |
| No. of Mixture | 7 d Compressive Strength (MPa) | 28 d Compressive Strength (MPa) | 56 d Compressive Strength (MPa) | 28 d Indirect Tensile Strength (MPa) | 28 d Bond Strength (MPa) |
|---|---|---|---|---|---|
| 1 | 33.6 | 43.4 | 44.3 | 3.13 | 2.01 |
| 2 | 26.1 | 38.2 | 38.3 | 2.36 | 1.89 |
| 3 | 21.8 | 28.7 | 33 | 1.76 | 1.93 |
| 4 | 26.5 | 36.7 | 35.7 | 2.83 | 1.06 |
| 5 | 28.5 | 41.5 | 44.4 | 2.3 | 2.25 |
| 6 | 24.3 | 34.6 | 39.4 | 1.81 | 2.27 |
| 7 | 36.9 | 41.5 | 43.3 | 3.43 | 2.15 |
| 8 | 21.2 | 31.7 | 37 | 2.07 | 1.17 |
| 9 | 28 | 34.3 | 39.5 | 2.77 | 1.57 |
| No. | w/b | Fly Ash (%) | Silica Fume (%) | Penetration Depth (mm) | DRCM (m2/s) | Electric Flux (C) | Permeability |
|---|---|---|---|---|---|---|---|
| 1 | 0.42 | 0 | 0 | 50 | 30.18 | 1252 | low |
| 2 | 0.42 | 10 | 0 | 21.75 | 9.66 | 542 | Very low |
| 3 | 0.42 | 20 | 0 | 14.55 | 3.24 | 153 | Very low |
| 4 | 0.42 | 0 | 5 | 18.4 | 5.7 | 377 | Very low |
| 5 | 0.42 | 10 | 5 | 13.8 | 2.7 | 125 | Very low |
| 6 | 0.42 | 20 | 5 | 11.2 | 2.23 | 85 | Extremely low |
| 7 | 0.42 | 0 | 10 | 10.6 | 1.7 | Too small, ignored | Extremely low |
| 8 | 0.42 | 10 | 10 | 9.6 | 1.61 | Too small, ignored | Extremely low |
| 9 | 0.42 | 20 | 10 | 8.7 | 1.56 | Too small, ignored | Extremely low |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, S.; Li, F.; Tang, H.; Wen, T.; Chen, Z.; Gao, H. Investigations on the Performance of Shotcrete Using Artificial Lightweight Shale Ceramsite as Coarse Aggregate. Materials 2022, 15, 3528. https://doi.org/10.3390/ma15103528
Hou S, Li F, Tang H, Wen T, Chen Z, Gao H. Investigations on the Performance of Shotcrete Using Artificial Lightweight Shale Ceramsite as Coarse Aggregate. Materials. 2022; 15(10):3528. https://doi.org/10.3390/ma15103528
Chicago/Turabian StyleHou, Shengjun, Fuhai Li, Huiqi Tang, Tao Wen, Zhao Chen, and Hao Gao. 2022. "Investigations on the Performance of Shotcrete Using Artificial Lightweight Shale Ceramsite as Coarse Aggregate" Materials 15, no. 10: 3528. https://doi.org/10.3390/ma15103528
APA StyleHou, S., Li, F., Tang, H., Wen, T., Chen, Z., & Gao, H. (2022). Investigations on the Performance of Shotcrete Using Artificial Lightweight Shale Ceramsite as Coarse Aggregate. Materials, 15(10), 3528. https://doi.org/10.3390/ma15103528