
Dry Sliding Wear and Corrosion Performance of Mg-Sn-Ti Alloys Produced by Casting and Extrusion



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure and XRD Analysis
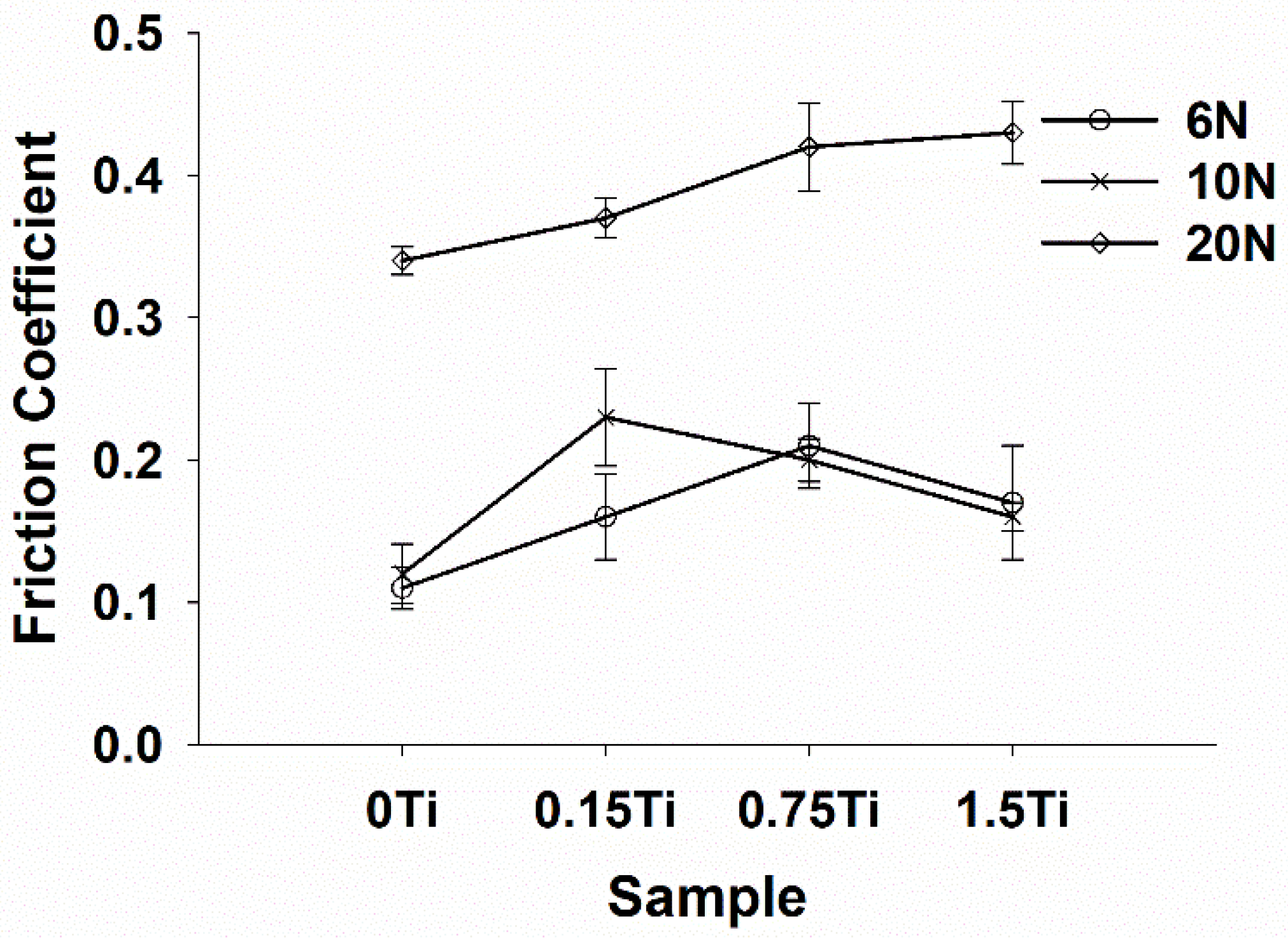
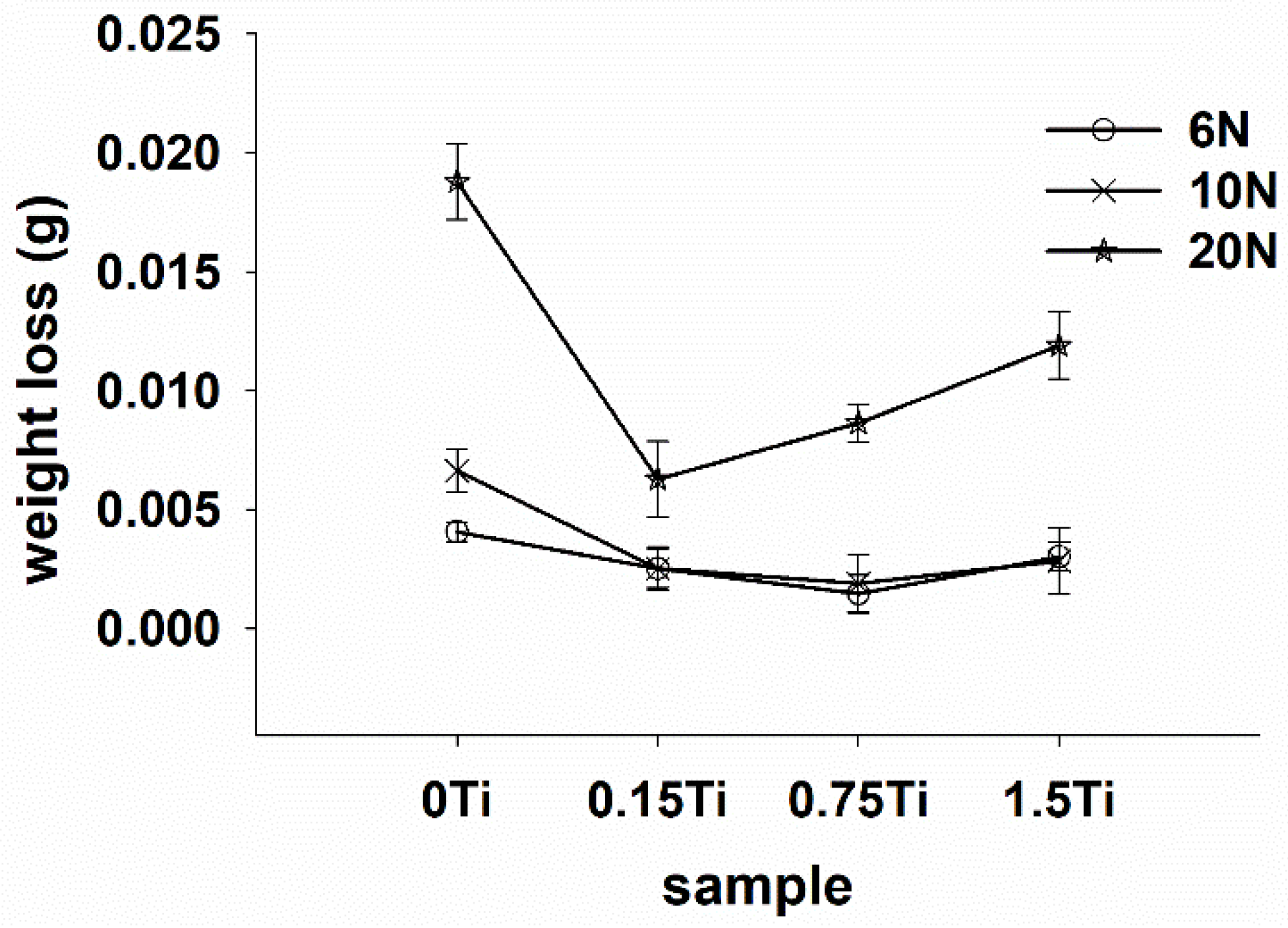
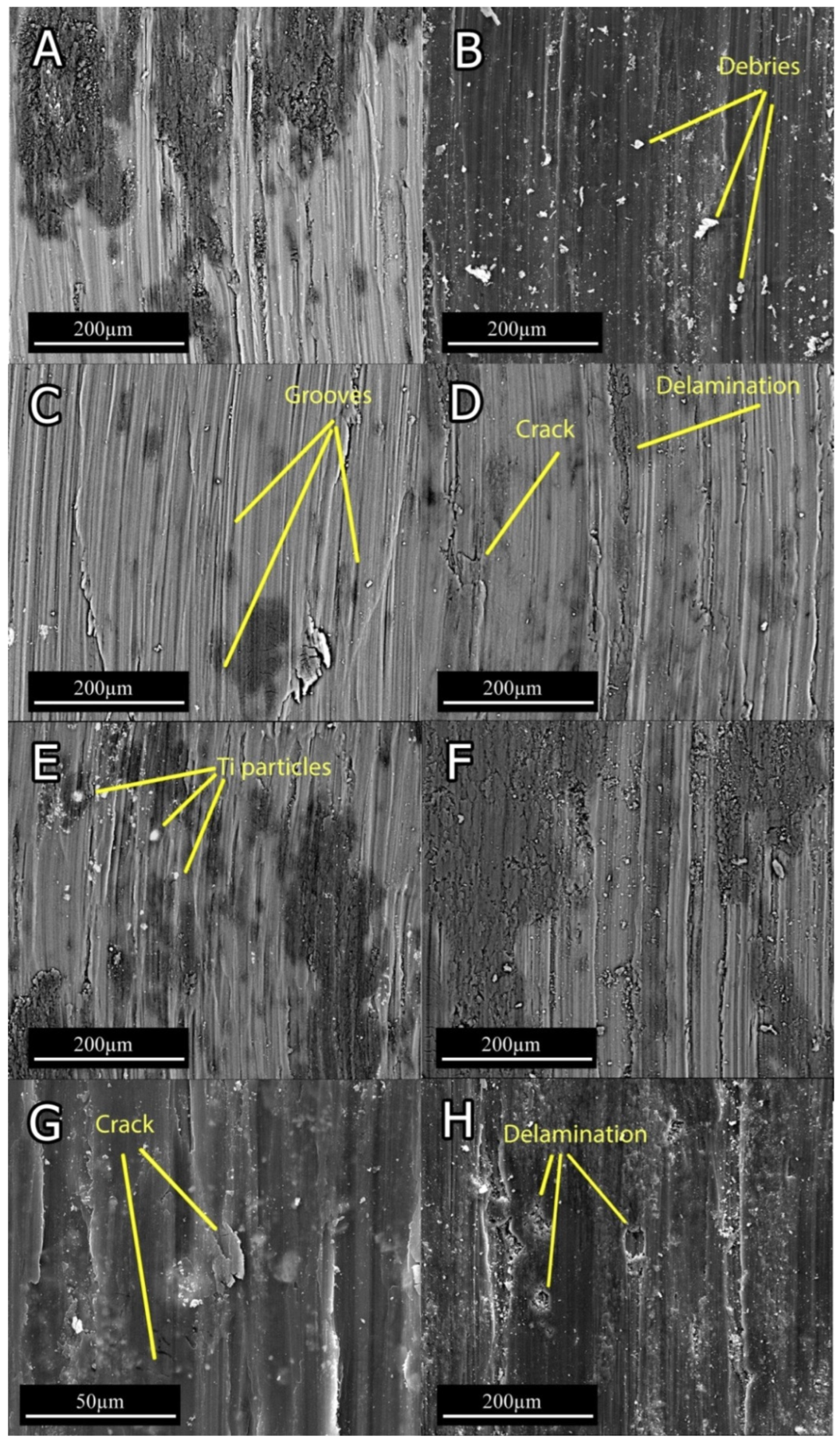
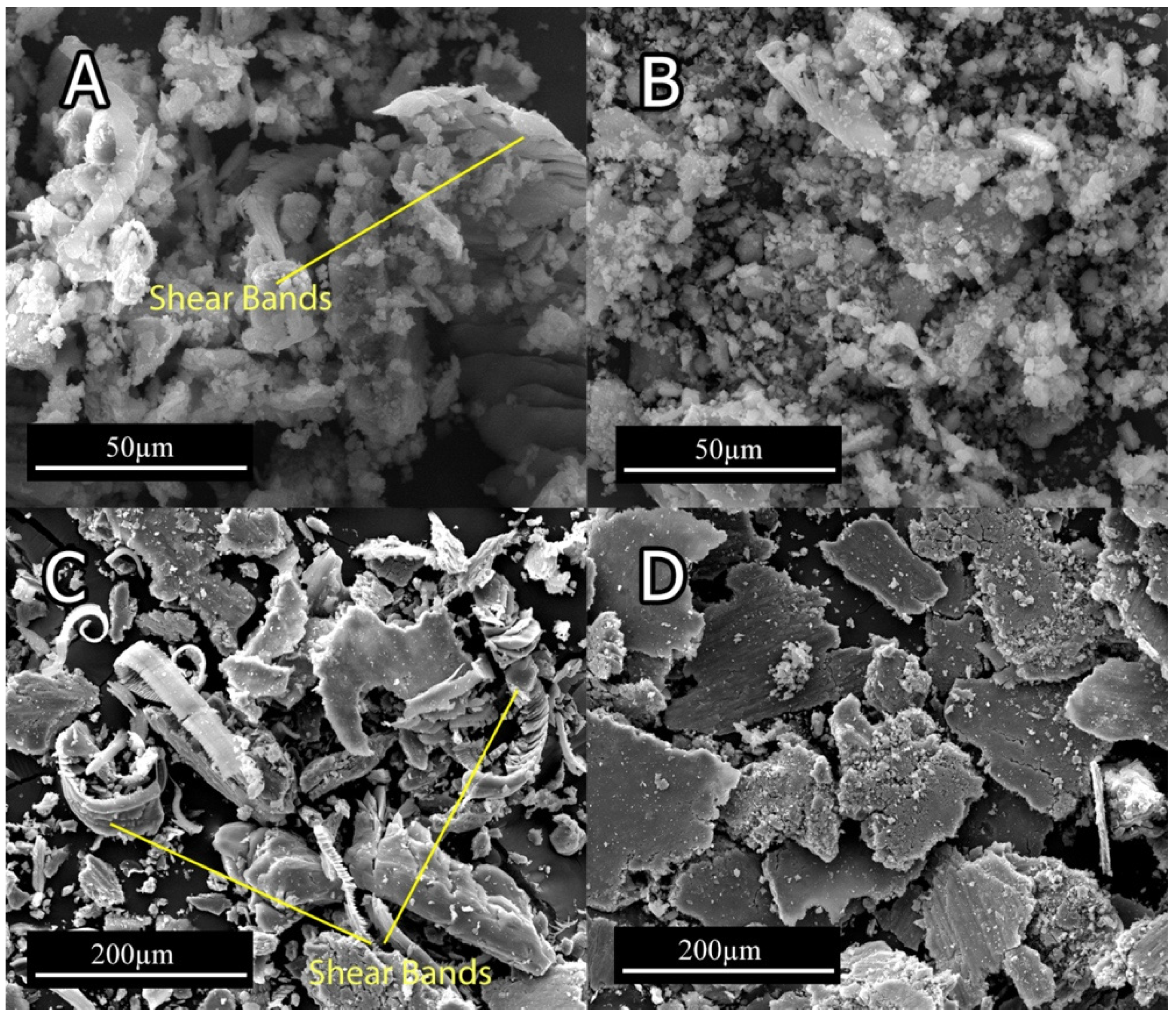
3.2. Wear Behavior
3.3. Electrochemical Tests
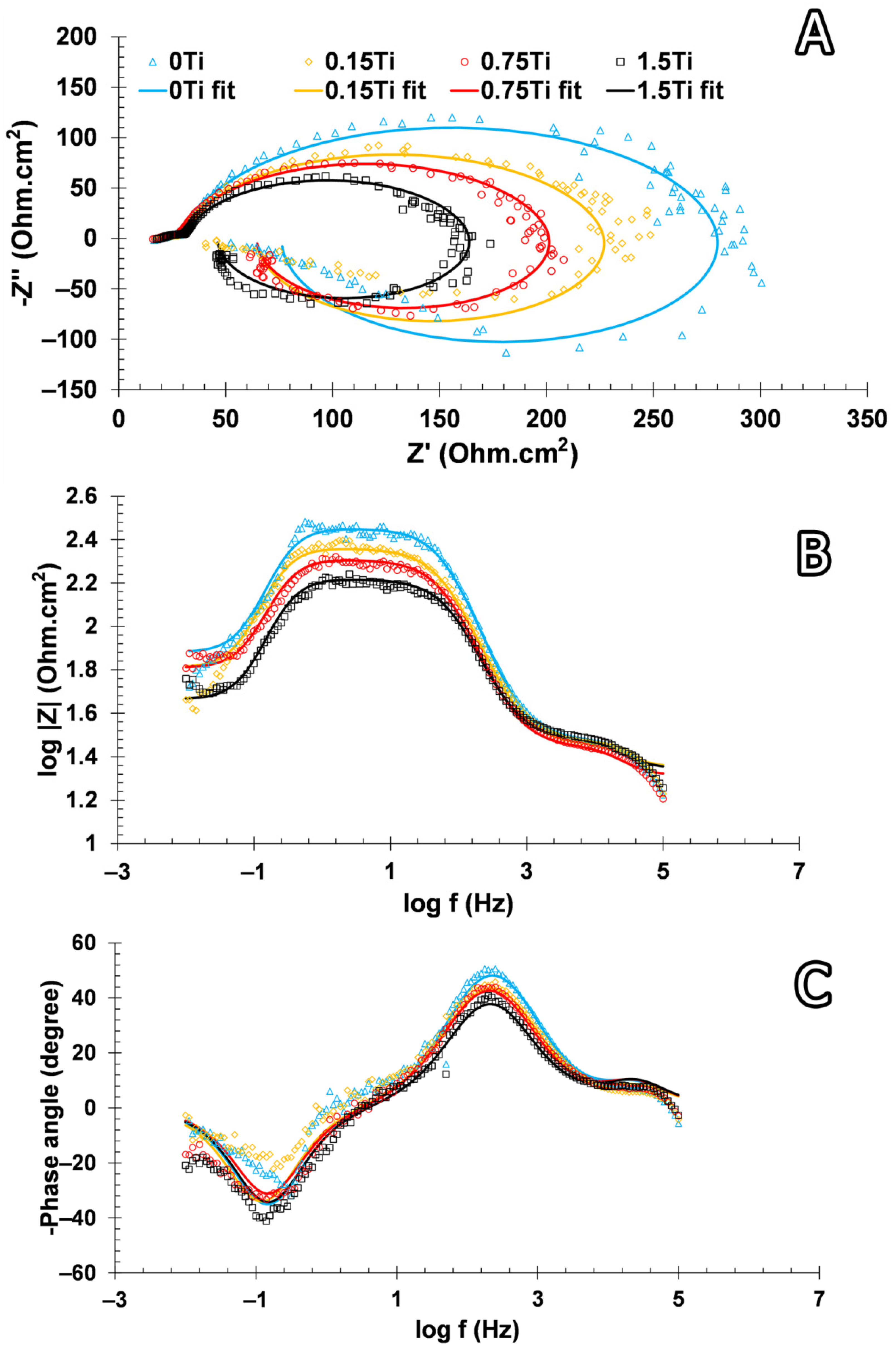
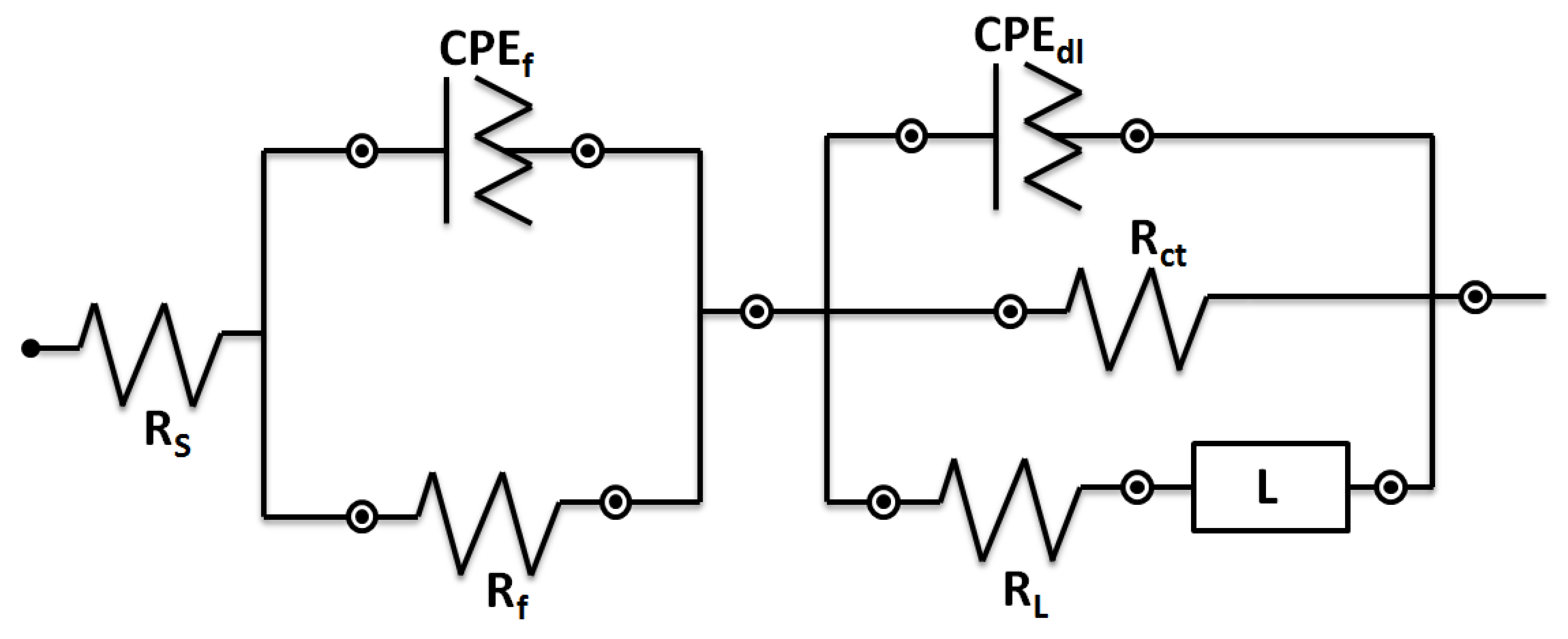
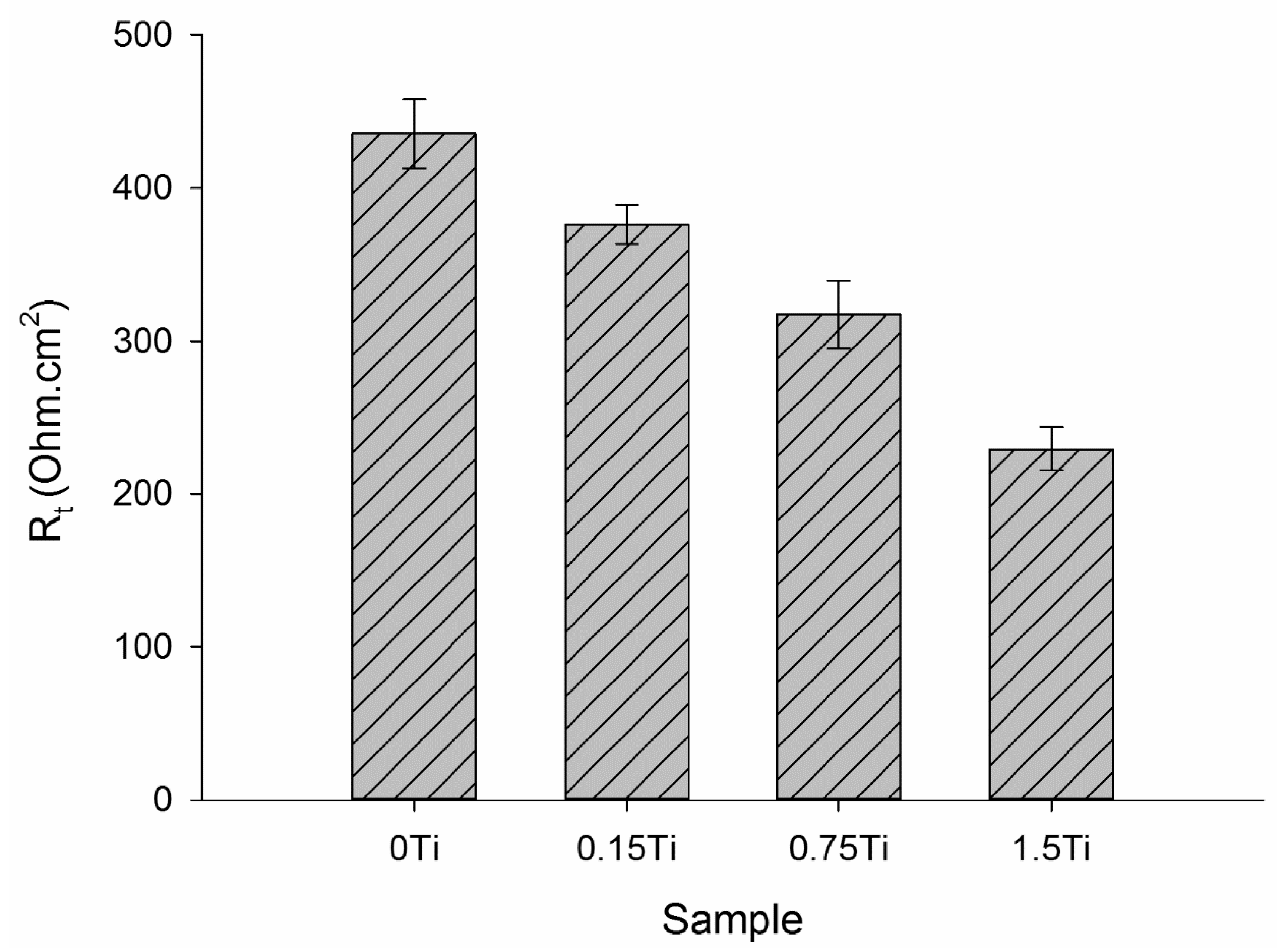
3.3.1. Electrochemical Impedance Spectroscopy
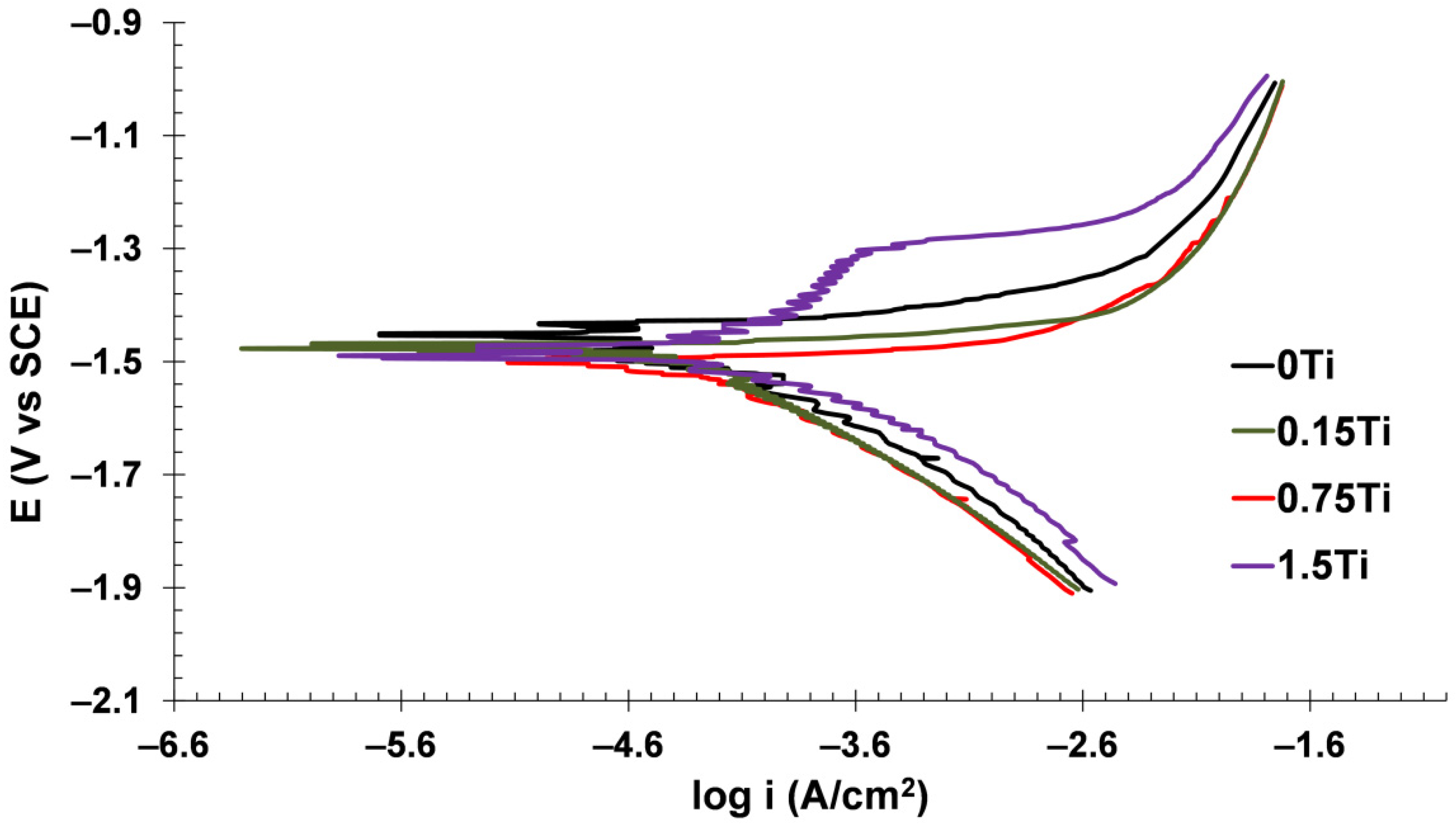
3.3.2. Potentiodynamic Polarization Test
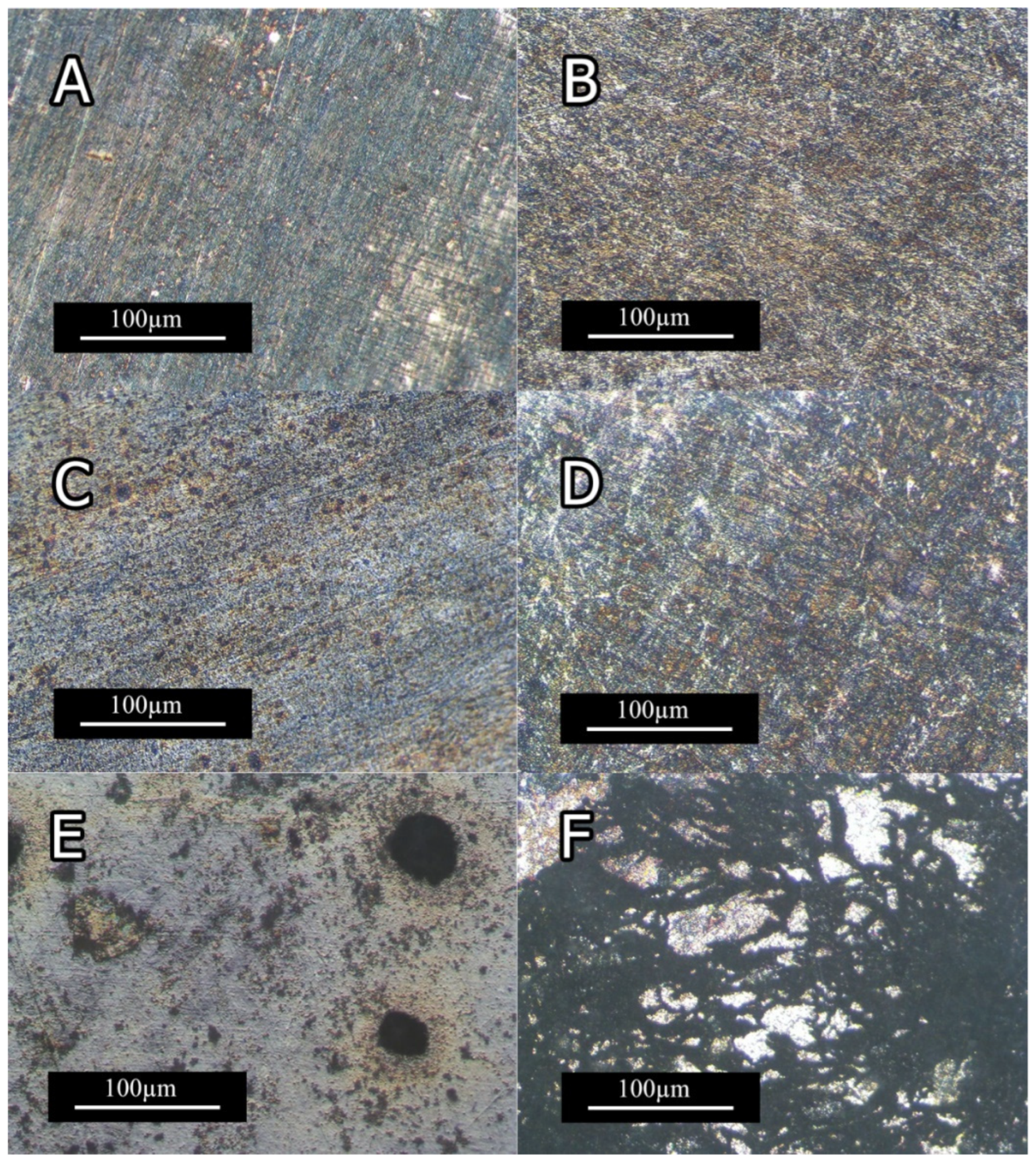
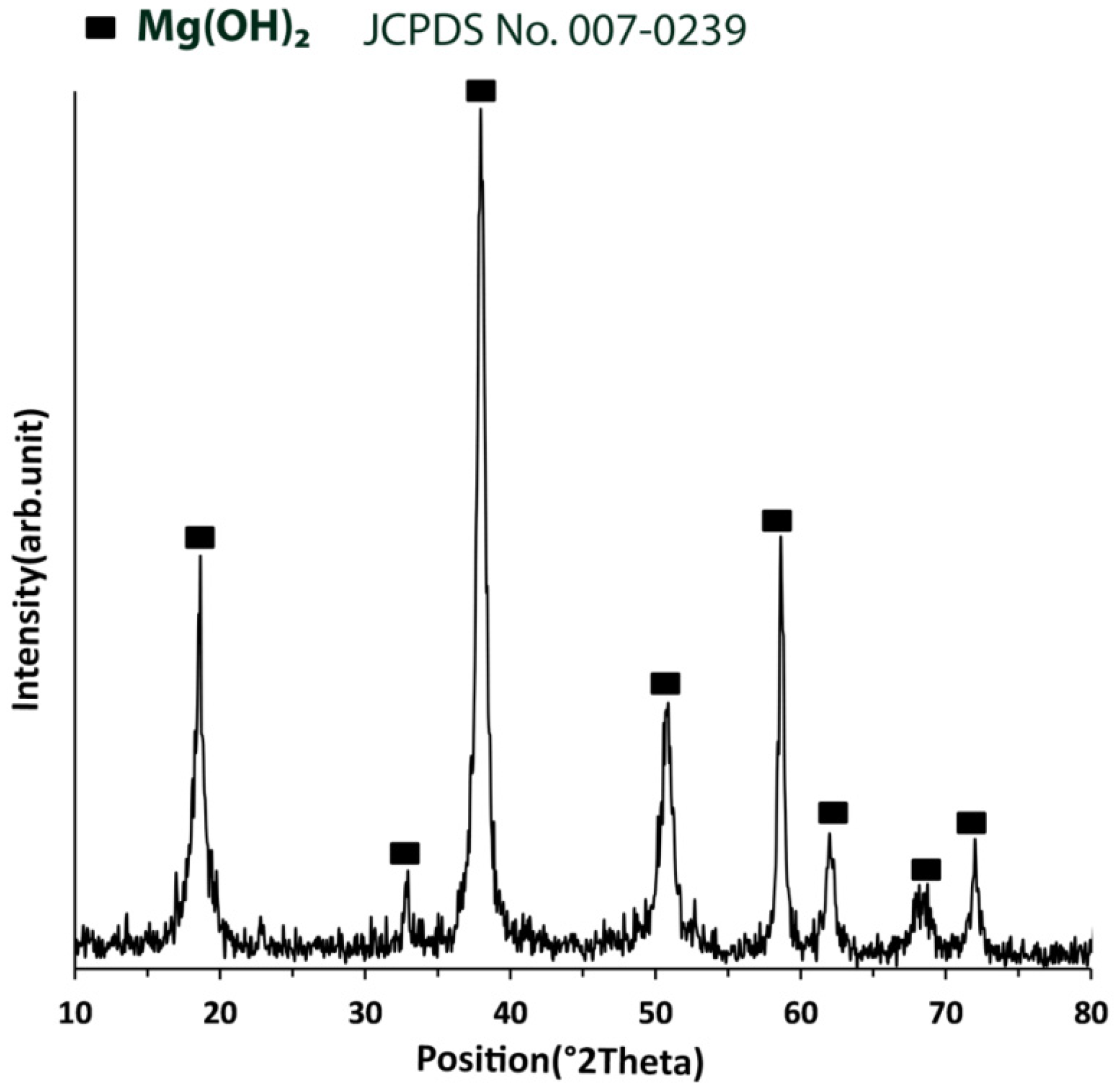
3.3.3. Corrosion Microstructure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ren, L.; Fan, L.; Zhou, M.; Guo, Y.; Zhang, Y.; Boehlert, C.J.; Quan, G. Magnesium application in railway rolling stocks: A new challenge and opportunity for lightweighting. Int. J. Lightweight Mater. Manuf. 2018, 1, 81–88. [Google Scholar] [CrossRef]
- Luo, A.A. Magnesium casting technology for structural applications. J. Magnes. Alloy. 2013, 1, 2–22. [Google Scholar] [CrossRef] [Green Version]
- Al-maamari, A.E.A.; Iqbal, A.K.M.A.; Nuruzzaman, D.M. Wear and mechanical characterization of Mg–Gr self-lubricating composite fabricated by mechanical alloying. J. Magnes. Alloy. 2019, 7, 283–290. [Google Scholar] [CrossRef]
- Lou, B.-S.; Lee, J.-W.; Tseng, C.-M.; Lin, Y.-Y.; Yen, C.-A. Mechanical property and corrosion resistance evaluation of AZ31 magnesium alloys by plasma electrolytic oxidation treatment: Effect of MoS2 particle addition. Surf. Coat. Technol. 2018, 350, 813–822. [Google Scholar] [CrossRef]
- Bagherifard, S.; Hickey, D.J.; Fintová, S.; Pastorek, F.; Fernandez-Pariente, I.; Bandini, M.; Webster, T.J.; Guagliano, M. Effects of nanofeatures induced by severe shot peening (SSP) on mechanical, corrosion and cytocompatibility properties of magnesium alloy AZ31. Acta Biomater. 2018, 66, 93–108. [Google Scholar] [CrossRef] [Green Version]
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Wu, G.; Dai, W.; Zheng, H.; Wang, A. Improving wear resistance and corrosion resistance of AZ31 magnesium alloy by DLC/AlN/Al coating. Surf. Coat. Technol. 2010, 205, 2067–2073. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, H. Improving the wear resistance of AZ91D magnesium alloys by laser cladding with Al–Si powders. Mater. Lett. 2009, 63, 19–21. [Google Scholar] [CrossRef]
- Madhusudhan Reddy, G.; Sambasiva Rao, A.; Srinivasa Rao, K. Friction Stir Processing for Enhancement of Wear Resistance of ZM21 Magnesium Alloy. Trans. Indian Inst. Met. 2013, 66, 13–24. [Google Scholar] [CrossRef]
- Fini, M.H.; Amadeh, A. Improvement of wear and corrosion resistance of AZ91 magnesium alloy by applying Ni–SiC nanocomposite coating via pulse electrodeposition. Trans. Nonferrous Met. Soc. China 2013, 23, 2914–2922. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Kang, J.-Y.; Yang, J.; Yim, C.D.; You, B.S. Role of Sn in corrosion and passive behavior of extruded Mg-5 wt% Sn alloy. Corros. Sci. 2016, 102, 355–362. [Google Scholar] [CrossRef]
- Jiang, W.; Wang, J.; Zhao, W.; Liu, Q.; Jiang, D.; Guo, S. Effect of Sn addition on the mechanical properties and bio-corrosion behavior of cytocompatible Mg–4Zn based alloys. J. Magnes. Alloy. 2019, 7, 15–26. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Y.; Tang, Y.; Wei, S.; Niu, G. The microstructure, tensile properties, and creep behavior of as-cast Mg–(1–10)% Sn alloys. J. Alloy. Compounds 2007, 440, 122–126. [Google Scholar] [CrossRef]
- Arab, S.M.; Akbarzadeh, A. On the cold rolling of AZ31 Mg alloy after Equal Channel Angular Pressing. J. Magnes. Alloy. 2014, 2, 203–207. [Google Scholar] [CrossRef] [Green Version]
- Mohammadi, S.; Jabbari, A.H.; Sedighi, M. Mechanical Properties and Microstructure of Mg-SiCp Composite Sheets Fabricated by Sintering and Warm Rolling. J. Mater. Eng. Perform. 2017, 26, 3410–3419. [Google Scholar] [CrossRef]
- Madaj, M.; Greger, M.; Karas, V. Magnesium-alloy die forgings for automotive applications. Mater. Techonol. 2015, 49, 267–273. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, X.; Zhao, C.; Li, J.; Song, Y.; Xie, C.; Tao, H.; Zhang, Y.; He, Y.; Jiang, Y.; et al. Research on an Mg–Zn alloy as a degradable biomaterial. Acta Biomater. 2010, 6, 626–640. [Google Scholar] [CrossRef]
- Liu, X.; Shan, D.; Song, Y.; Han, E.H. Influence of yttrium element on the corrosion behaviors of Mg–Y binary magnesium alloy. J. Magnes. Alloy. 2017, 5, 26–34. [Google Scholar] [CrossRef]
- Han, Y.Y.; You, C.; Zhao, Y.; Chen, M.F.; Wang, L. Effect of Mn Element Addition on the Microstructure, Mechanical Properties, and Corrosion Properties of Mg-3Zn-0.2Ca Alloy. Front. Mater. 2019, 6, 324. [Google Scholar] [CrossRef]
- Gui, Z.; Kang, Z.; Li, Y. Mechanical and corrosion properties of Mg-Gd-Zn-Zr-Mn biodegradable alloy by hot extrusion. J. Alloy. Compounds 2016, 685, 222–230. [Google Scholar] [CrossRef]
- Yu, Z.; Zhang, C.; Tang, A.; Li, C.; Liu, J.; Gao, Z.; Pan, F. Effect of Titanium on Microstructure, Texture, and Mechanical Property of As-Extruded Mg—Sn Alloy. Front. Mater. 2020, 7, 149. [Google Scholar] [CrossRef]
- Bovand, D.; Abdollah-Pour, H.; Mirzaee, O.; Bagherifard, S. Effect of Ti Content on Microstructure and Mechanical Properties of Mg-Sn Alloys Produced by Casting and Hot Extrusion. J. Mater. Eng. Perform. 2022, 1–11. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, H.-Y.; Wang, H.-Y.; Liu, G.-J.; Jiang, Q.-C. Effects of doping atoms on the generalized stacking-fault energies of Mg alloys from first-principles calculations. Scr. Mater. 2013, 69, 445–448. [Google Scholar] [CrossRef]
- Jiang, J.; Bi, G.; Zhao, L.; Li, R.; Lian, J.; Jiang, Z. Dry sliding wear behavior of extruded Mg-Sn-Yb alloy. J. Rare Earths 2015, 33, 77–85. [Google Scholar] [CrossRef]
- Yim, C.D.; Whoo, S.K.; You, B.S. Effect of Sn:Zn Ratio on Corrosion Behavior of Mg-aSn-bZn Extrusions. In Magnesium Technology 2015; Springer: Cham, Switzerland, 2015; pp. 315–318. [Google Scholar]
- Lee, D.; Kim, B.; Lee, S.; Baek, S.-M.; Kim, J.C.; Son, H.-T.; Lee, J.G.; Lee, K.-S.; Park, S.S. Enhanced corrosion resistance of Mg–Sn–Zn–Al alloy by Y microalloying. Scr. Mater. 2019, 163, 125–129. [Google Scholar] [CrossRef]
- Abu Leil, T.; Hort, N.; Dietzel, W.; Blawert, C.; Huang, Y.; Kainer, K.U.; Rao, K.P. Microstructure and corrosion behavior of Mg-Sn-Ca alloys after extrusion. Trans. Nonferrous Met. Soc. China 2009, 19, 40–44. [Google Scholar] [CrossRef]
- Huang, Z.; Li, W.; Fan, X.; Zeng, Y.; Cai, Z.; Zhu, M. Probing fretting behavior of Mg–Sn–Y alloy under high-performance fluids lubrication. Tribol. Int. 2019, 138, 125–139. [Google Scholar] [CrossRef]
- An, J.; Li, R.G.; Lu, Y.; Chen, C.M.; Xu, Y.; Chen, X.; Wang, L.M. Dry sliding wear behavior of magnesium alloys. Wear 2008, 265, 97–104. [Google Scholar] [CrossRef]
- Cahn, R.W. Binary Alloy Phase Diagrams–Second edition. T. B. Massalski, Editor-in-Chief; H. Okamoto, P.R. Subramanian, L. Kacprzak, Editors. ASM International, Materials Park, Ohio, USA. December 1990. xxii, 3589 pp., 3 vol., hard- back. Adv. Mater. 1991, 3, 628–629. [Google Scholar] [CrossRef]
- Hu, Y.; Rao, L. Effect of particulate reinforcement on wear behavior of magnesium matrix composites. Trans. Nonferrous Met. Soc. China 2012, 22, 2659–2664. [Google Scholar] [CrossRef]
- Saranu, R.; Chanamala, R.; Putti, S.R. Corrosion and tribological behavior of magnesium metal matrix hybrid composites—A review. AIP Conf. Proc. 2020, 2259, 020018. [Google Scholar] [CrossRef]
- Kondoh, K.; Umeda, J.; Kawabata, K. Tribological Analysis of Particulates Reinforced Powder Metallurgy Magnesium Alloy Composites under Oil Lubrication Condition. Adv. Mater. Sci. Eng. 2009, 2009, 628737. [Google Scholar] [CrossRef] [Green Version]
- Shamsipour, M.; Pahlevani, Z.; Shabani, M.O.; Mazahery, A. Optimization of the EMS process parameters in compocasting of high-wear-resistant Al-nano-TiC composites. Appl. Phys. A 2016, 122, 457. [Google Scholar] [CrossRef]
- Bowden, F.P.; Tabor, D. The Friction and Lubrication of Solids; Oxford University Press: Oxford, UK; New York, NY, USA, 2001. [Google Scholar]
- Kailas, S.V.; Menezes, P.L. Coefficient of Friction and Material Transfer Studies of An Al-Mg Aluminium Alloy pin on EN 8 Steel flat Using Inclined Scratch. Mater. Sci. 2012, 124–143. [Google Scholar]
- Sun, H.Q.; Shi, Y.N.; Zhang, M.X. Wear behaviour of AZ91D magnesium alloy with a nanocrystalline surface layer. Surf. Coat. Technol. 2008, 202, 2859–2864. [Google Scholar] [CrossRef]
- Feliu, S. Electrochemical Impedance Spectroscopy for the Measurement of the Corrosion Rate of Magnesium Alloys: Brief Review and Challenges. Metals 2020, 10, 775. [Google Scholar] [CrossRef]
- Dinodi, N.; Nityananda Shetty, A. Electrochemical investigations on the corrosion behaviour of magnesium alloy ZE41 in a combined medium of chloride and sulphate. J. Magnes. Alloy. 2013, 1, 201–209. [Google Scholar] [CrossRef] [Green Version]
- Curioni, M.; Scenini, F.; Monetta, T.; Bellucci, F. Correlation between electrochemical impedance measurements and corrosion rate of magnesium investigated by real-time hydrogen measurement and optical imaging. Electrochim. Acta 2015, 166, 372–384. [Google Scholar] [CrossRef]
- Ding, J.; Liu, X.; Wang, Y.; Huang, W.; Wang, B.; Wei, S.; Xia, X.; Liang, Y.; Chen, X.; Pan, F.; et al. Effect of Sn Addition on Microstructure and Corrosion Behavior of As-Extruded Mg-5Zn-4Al Alloy. Materials 2019, 12, 2069. [Google Scholar] [CrossRef] [Green Version]
- Falcon, L.A.; Bedolla, B.E.; Lemus, J.; Leon, C.; Rosales, I.; Gonzalez-Rodriguez, J.G. Corrosion Behavior of Mg-Al/TiC Composites in NaCl Solution. Int. J. Corros. 2011, 2011, 896845. [Google Scholar] [CrossRef] [Green Version]
- Sikora-Jasinska, M.; Paternoster, C.; Mostaed, E.; Tolouei, R.; Casati, R.; Vedani, M.; Mantovani, D. Synthesis, mechanical properties and corrosion behavior of powder metallurgy processed Fe/Mg2Si composites for biodegradable implant applications. Mater. Sci. Eng. C 2017, 81, 511–521. [Google Scholar] [CrossRef]
- Chiu, C.; Liu, H.-C. Mechanical Properties and Corrosion Behavior of WZ73 Mg Alloy/SiCp Composite Fabricated by Stir Casting Method. Metals 2018, 8, 424. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Nominal Composition wt.% | Measured Composition wt.% | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Sn | Ti | P | Al | Fe | Na | Mn | Mg | ||
| 0Ti | Mg-5Sn | 5.00 ± 0.04 | 0 | 0.01 | 0.15 ± 0.02 | 0.02 | 0.17 ± 0.01 | 0.01 | Bal. |
| 0.15Ti | Mg-5Sn-0.15Ti | 4.91 ± 0.92 | 0.11 ± 0.02 | 0.01 | 0.14 ± 0.01 | 0.02 | 0.16 ± 0.01 | 0.01 | Bal. |
| 0.75Ti | Mg-5Sn-0.75Ti | 4.98 ± 0.06 | 0.81 ± 0.01 | 0.01 | 0.13 ± 0.02 | 0.02 | 0.17 ± 0.02 | 0.02 | Bal. |
| 1.5Ti | Mg-5Sn-1.5Ti | 5.04 ± 0.07 | 1.46 ± 0.04 | 0.01 | 0.15 ± 0.02 | 0.02 | 0.17 ± 0.02 | 0.01 | Bal. |
| Sample ID | Rs (Ohm.cm2) | Rf (Ohm.cm2) | CPEf (S.secn/cm2) | n1 | CPEdl (S.secn/cm2) | n2 | Rct (Ohm.cm2) | RL (Ohm.cm2) | L (Henri.cm2) |
|---|---|---|---|---|---|---|---|---|---|
| 0Ti | 22.31 | 6.72 | 1.06 × 10−6 | 1 | 1.66 × 10−5 | 0.90 | 253.2 | 175.4 | 57.8 |
| 0.15Ti | 22.54 | 5.75 | 1.08 × 10−6 | 1 | 2.45 × 10−5 | 0.88 | 201 | 169.4 | 44.3 |
| 0.75Ti | 20.62 | 6.86 | 1.07 × 10−6 | 1 | 2.60 × 10−5 | 0.89 | 175.8 | 134.7 | 46.84 |
| 1.5Ti | 22.22 | 7.96 | 9.27 × 10−7 | 1 | 2.70 × 10−5 | 0.90 | 135.1 | 86.4 | 18.4 |
| Samples | βa(v·dec−1) | −βc(v·dec−1) | Ecorr SCE (V) | icorr (μA/cm2) | Rp (Ohm.cm2) |
|---|---|---|---|---|---|
| 0Ti | 0.062 | 0.244 | −1.45 | 43.92 | 488.74 |
| 0.15Ti | 0.054 | 0.305 | −1.47 | 56.46 | 352.81 |
| 0.75Ti | 0.068 | 0.322 | −1.50 | 75.74 | 321.85 |
| 1.5Ti | 0.089 | 0.326 | −1.50 | 113.02 | 268.59 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bovand, D.; Abdollah-Pour, H.; Mirzaee, O.; Bagherifard, S. Dry Sliding Wear and Corrosion Performance of Mg-Sn-Ti Alloys Produced by Casting and Extrusion. Materials 2022, 15, 3533. https://doi.org/10.3390/ma15103533
Bovand D, Abdollah-Pour H, Mirzaee O, Bagherifard S. Dry Sliding Wear and Corrosion Performance of Mg-Sn-Ti Alloys Produced by Casting and Extrusion. Materials. 2022; 15(10):3533. https://doi.org/10.3390/ma15103533
Chicago/Turabian StyleBovand, Davoud, Hassan Abdollah-Pour, Omid Mirzaee, and Sara Bagherifard. 2022. "Dry Sliding Wear and Corrosion Performance of Mg-Sn-Ti Alloys Produced by Casting and Extrusion" Materials 15, no. 10: 3533. https://doi.org/10.3390/ma15103533
APA StyleBovand, D., Abdollah-Pour, H., Mirzaee, O., & Bagherifard, S. (2022). Dry Sliding Wear and Corrosion Performance of Mg-Sn-Ti Alloys Produced by Casting and Extrusion. Materials, 15(10), 3533. https://doi.org/10.3390/ma15103533