
A New Method for Testing the Breaking Force of a Polylactic Acid-Fabric Joint for the Purpose of Making a Protective Garment

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
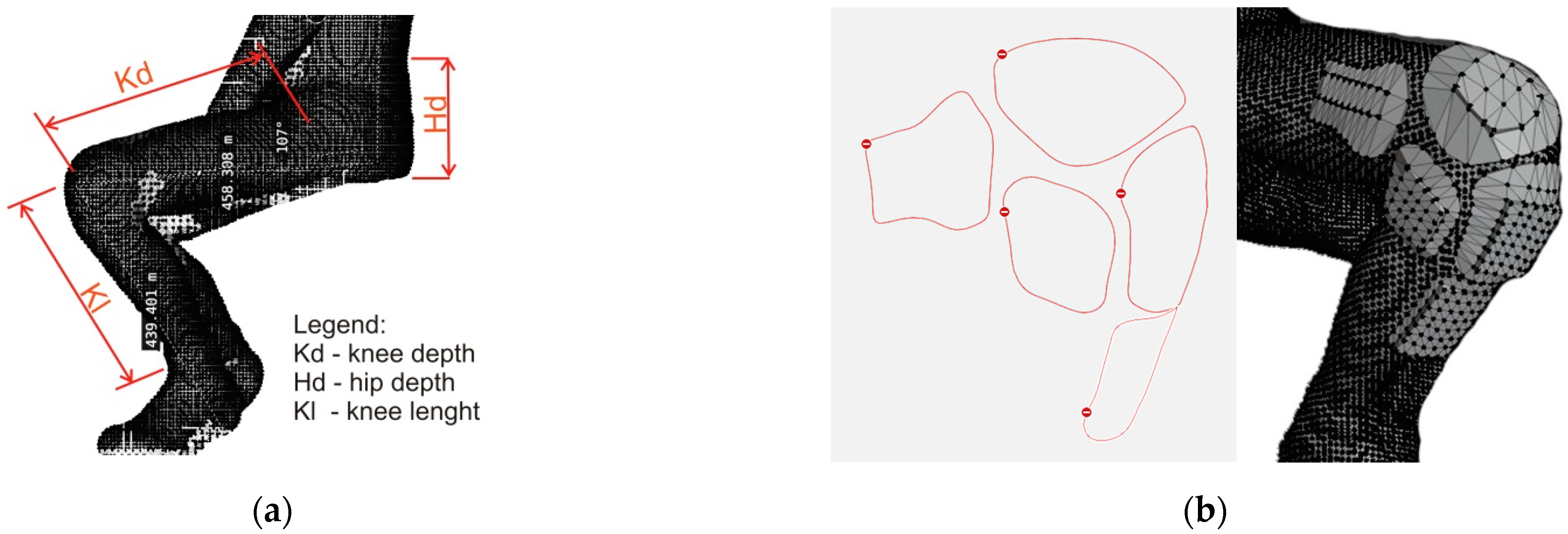
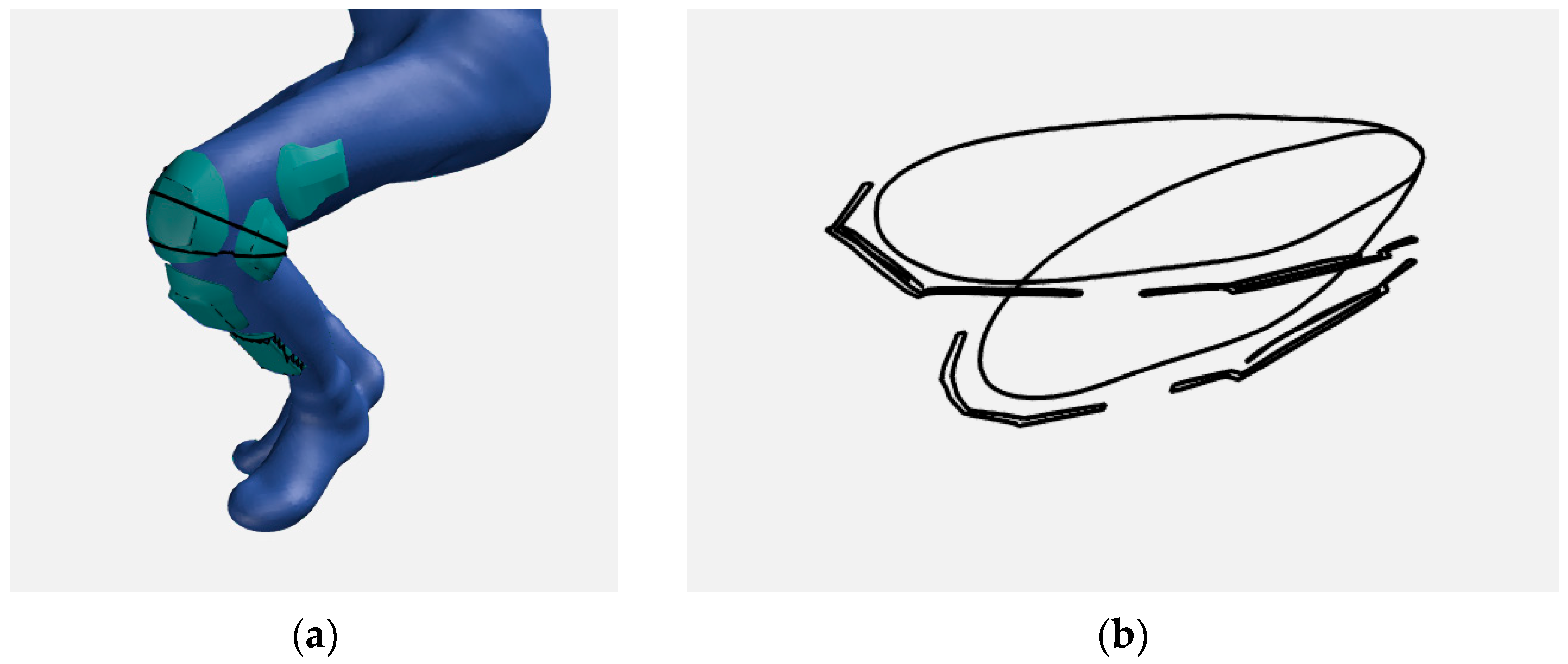
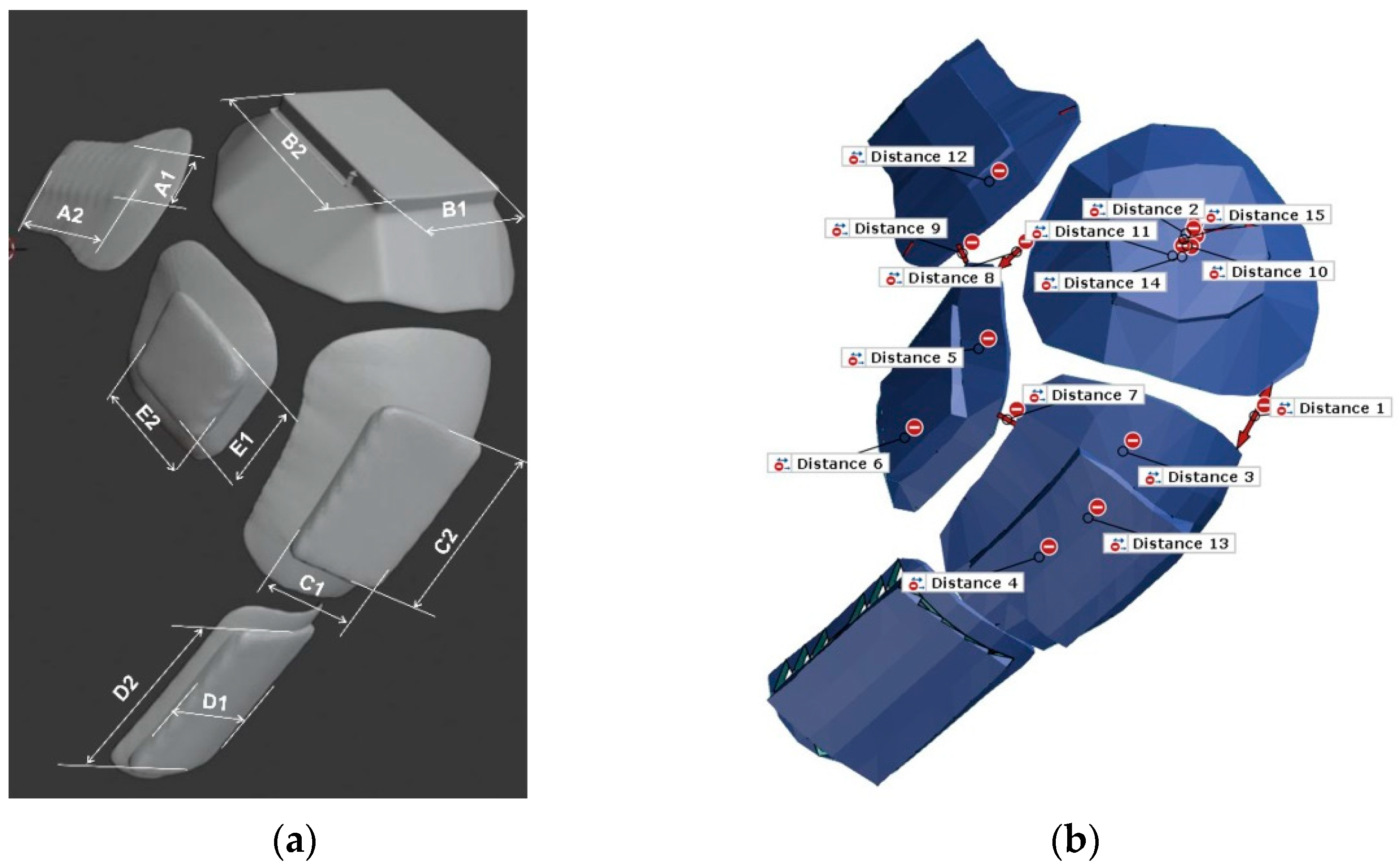
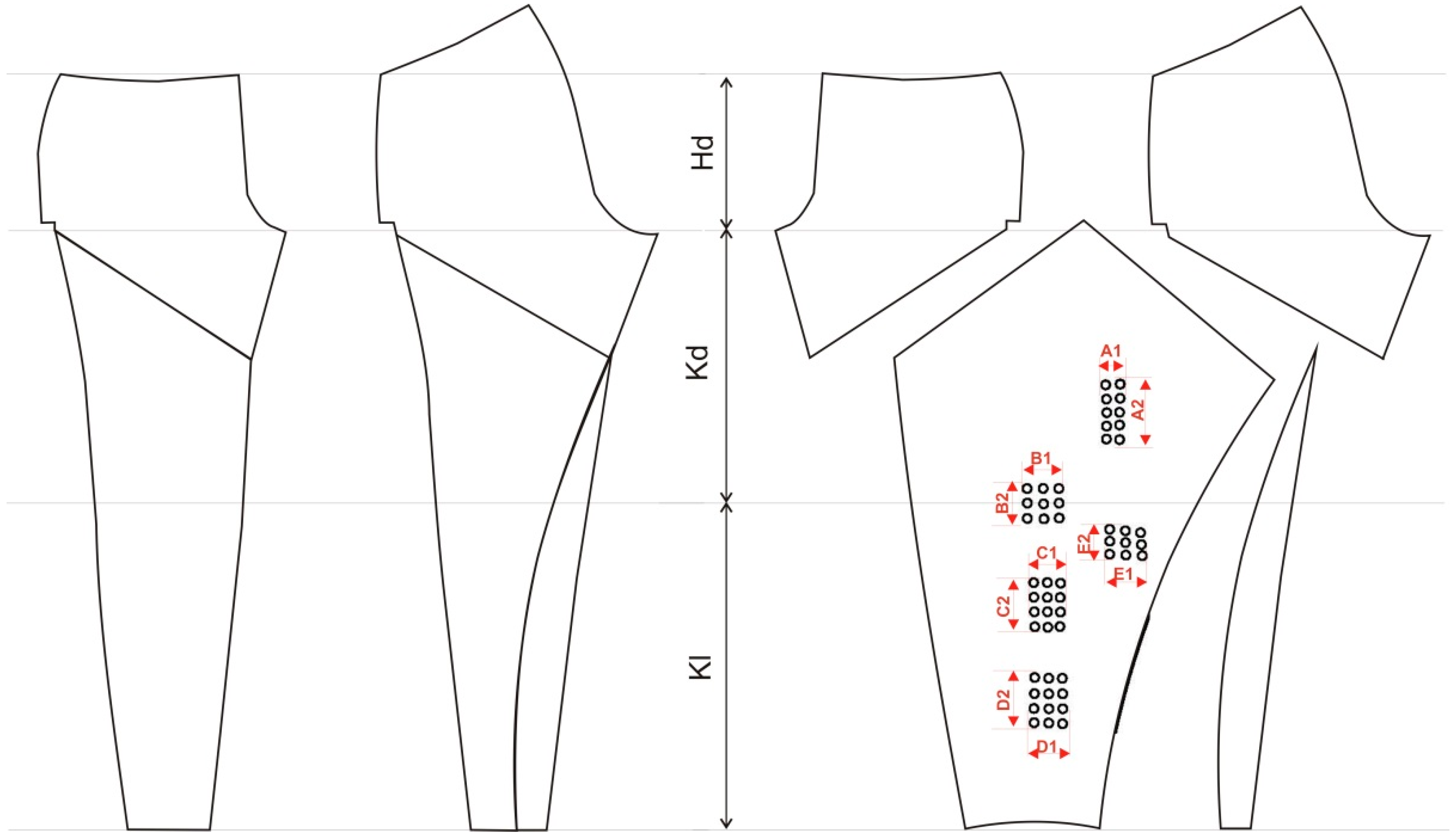
2.3. Preparation of the 3D Sample Model
3. Results and Discussion
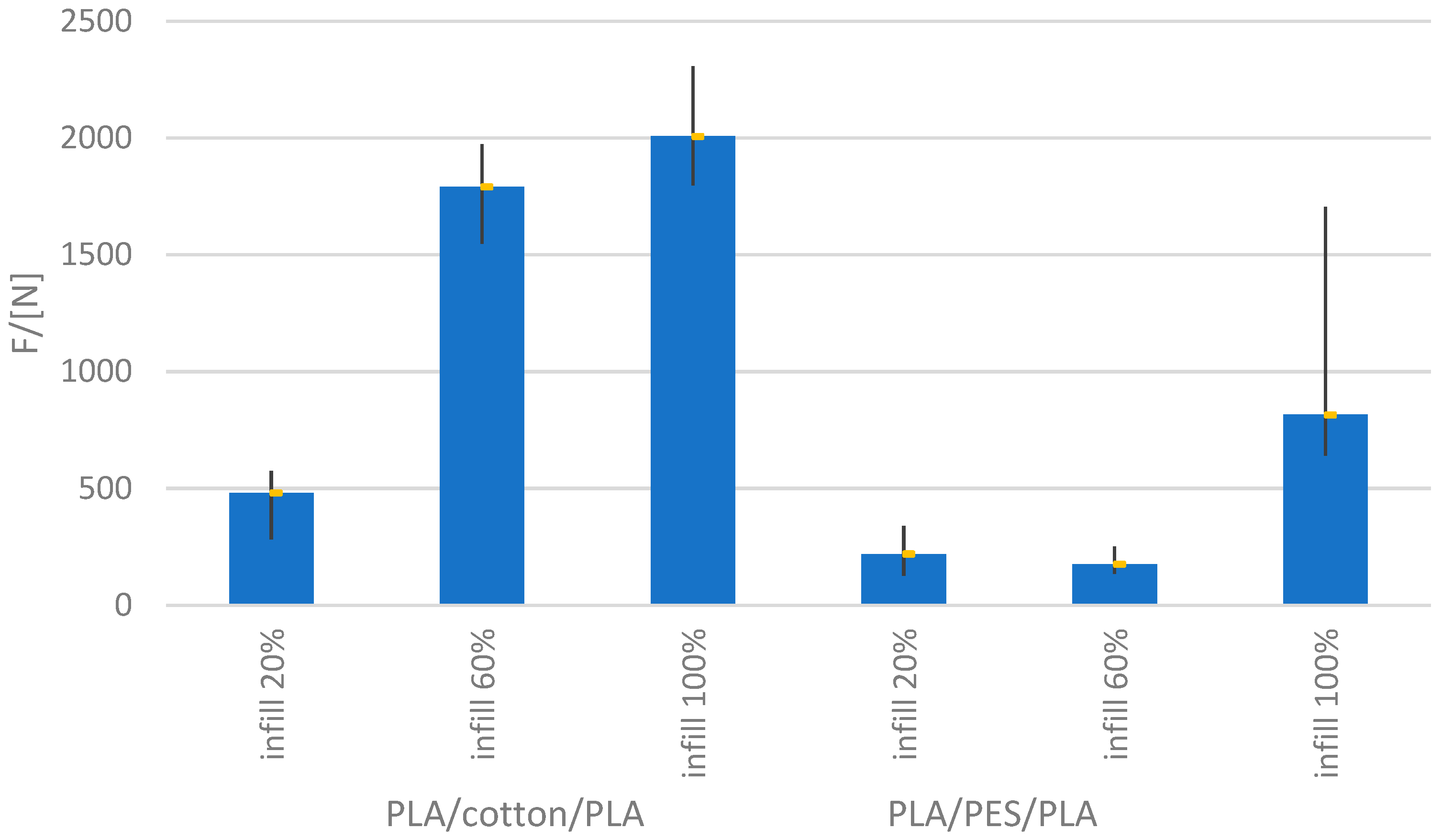
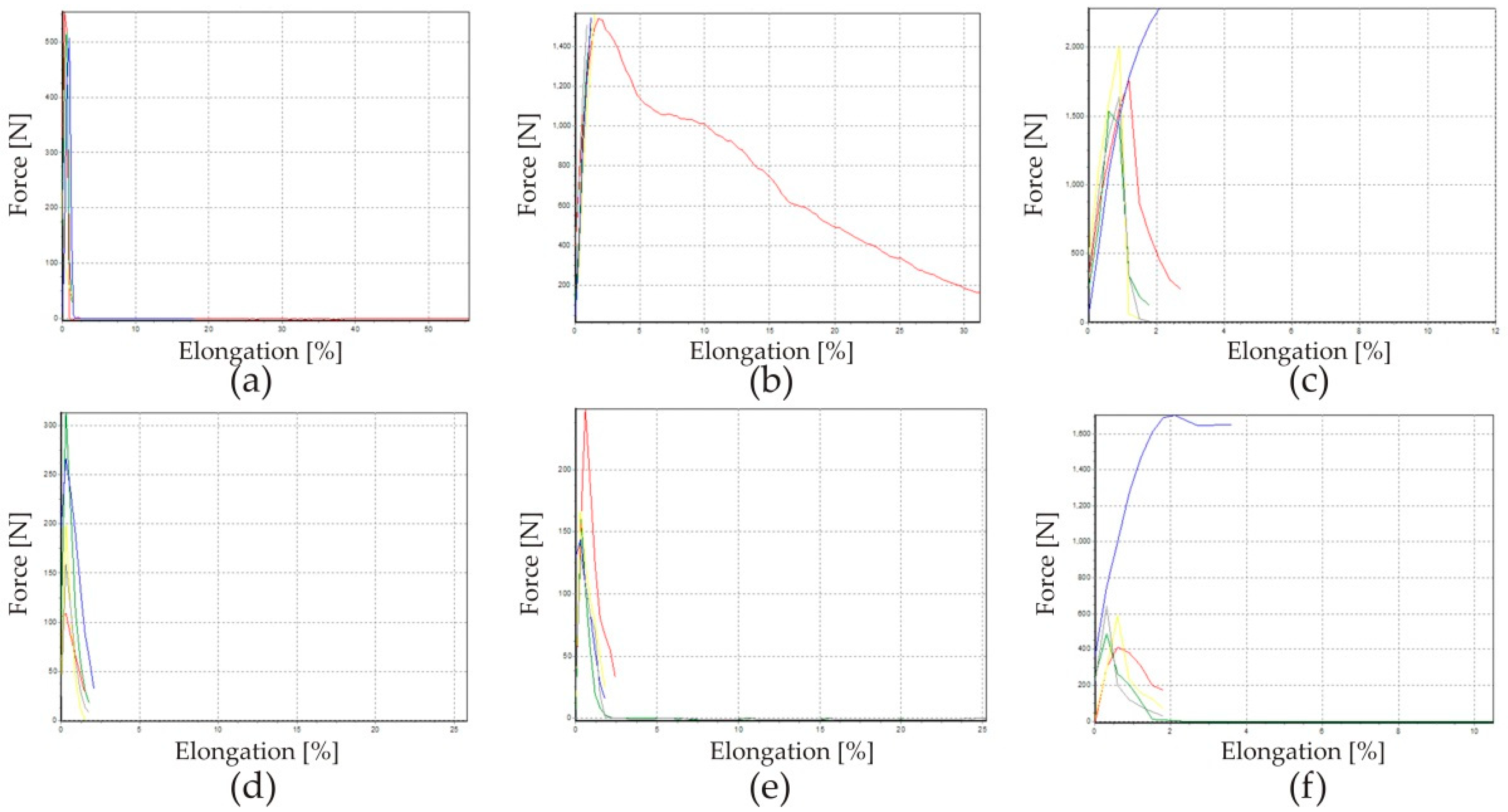
3.1. Breaking Force
3.2. Application onto the Garment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Kozior, T.; Blachowicz, T.; Ehrmann, A. Adhesion of three-dimensional printing on textile fabrics: Inspiration from and for other research areas. J. Eng. Fibers Fabr. 2020, 15, 1558925020910875. [Google Scholar] [CrossRef] [Green Version]
- Korger, M.; Glogowsky, A.; Sanduloff, S.; Steinem, C.; Huysman, S.; Horn, B.; Ernst, M.; Rabe, M. Testing thermoplastic elastomers selected as flexible three-dimensional printing materials for functional garment and technical textile applications. J. Eng. Fibers Fabr. 2020, 15, 1558925020924599. [Google Scholar] [CrossRef]
- Milošević, P.; Bogović, S. 3D Technologies in Individualized Chest Protector Modelling. Text. Leather Rev. 2018, 2, 46–55. [Google Scholar] [CrossRef]
- Sitotaw, D.B.; Ahrendt, D.; Kyosev, Y.; Kabish, A.K. Additive Manufacturing and Textiles-State of the Art. Appl. Sci. 2020, 10, 5033. [Google Scholar] [CrossRef]
- Spahiu, T.; Piperi, E.; Grimmelsmann, N.; Ehrmann, A.; Shehi, E. 3D Printing as a New Technology for Apparel Designing and Manufacturing. In Proceedings of the Interantional Textile Conference, Dresden, Germany, 24–25 November 2016. [Google Scholar]
- Pei, E.; Shen, J.; Watling, J. Direct 3D Printing of Polymers onto Textiles: Experimental, Studies and Applications. Rapid Prototyp. J. 2015, 21, 556–571. [Google Scholar] [CrossRef] [Green Version]
- Grothe, T.; Brockhagen, B.; Storck, J.L. Three-dimensional printing resin on different textile substrates using stereolithography: A proof of concept. J. Eng. Fibers Fabr. 2020, 15, 1558925020933440. [Google Scholar] [CrossRef]
- Meyer, P.; Döpke, C.; Ehrmann, A. Improving adhesion of three-dimensional printed objects on textile fabrics by polymer coating. J. Eng. Fibers Fabr. 2019, 14, 1558925019895257. [Google Scholar] [CrossRef] [Green Version]
- Korger, M.; Bergschneider, J.; Lutz, M.; Mahltig, B.; Finsterbusch, K.; Rabe, M. Possible Applications of 3D Printing Technology on Textile Substrates. In Proceedings of the 48th Conference of the International Federation of Knitting Technologists (IFKT), Materials Science and Engineering, Moenchengladbach, Germany, 8–11 June 2016; Volume 141. [Google Scholar] [CrossRef] [Green Version]
- Mpofu, N.S.; Mwasiagi, J.I.; Nkiwane, L.C.; Githinji, D.N. The use of statistical techniques to study the machine parameters affecting the properties of 3D printed cotton/polylactic acid fabrics. J. Eng. Fibers Fabr. 2020, 15, 1558925020928531. [Google Scholar] [CrossRef]
- Spahiu, T.; Al-Arabiyat, M.; Martens, Y.; Ehrmann, A.; Piperi, E.; Shehi, E. Adhesion of 3D printing polymers on textile fabrics for garment production. In Proceedings of the Aegean International Textile and Advanced Engineering Conference (AITAE 2018), 2018 IOP Conference Series: Materials Science and Engineering, Lesvos, Greece, 5–7 September 2018; Volume 459. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, M.; Kozior, T. A Comparative Study of the Mechanical Properties of FDM 3D Prints Made of PLA and Carbon Fiber-Reinforced PLA for Thin- Walled Applications. Materials 2021, 14, 7062. [Google Scholar] [CrossRef] [PubMed]
- Kozior, T.; Döpke, C.; Grimmelsmann, N.; Junger, I.J.; Ehrmann, A. Influence of fabric pretreatment on adhesion of three-dimensional printed material on textile substrates. Adv. Mech. Eng. 2018, 10, 1687814018792316. [Google Scholar] [CrossRef] [Green Version]
- Unger, L.; Scheideler, M.; Meyer, P.; Harland, J.; Görzen, A.; Wortmann, M.; Dreyer, A.; Ehrmann, A. Increasing Adhesion of 3D Printing on Textile Fabrics by Polymer Coating. Tekstilec 2018, 61, 265–271. [Google Scholar] [CrossRef]
- Narula, A.; Pastore, C.M.; Schmelzeisen, D.; El Basri, S.; Schenk, J.; Shajoo, S. Effect of knit and print parameters on peel strength of hybrid 3-D printed textiles. J. Text. Fibrous Mater. 2018, 1, 2515221117749251. [Google Scholar] [CrossRef]
- Martensa, Y.; Ehrmanna, A. Composites of 3D-Printed Polymers and Textile Fabrics. In Proceedings of the ICMAEM-2017, IOP Conference Series: Materials Science and Engineering, Secunderabad, India, 3–4 July 2017; Volume 225, p. 012292. [Google Scholar] [CrossRef] [Green Version]
- Tümer, E.H.; Erbil, H.Y. Extrusion-Based 3D Printing Applications of PLA Composites: A Review. Coatings 2021, 11, 390. [Google Scholar] [CrossRef]
- Chalgham, A.; Ehrmann, A.; Wickenkamp, I. Mechanical Properties of FDM Printed PLA Parts before and after Thermal Treatment. Polymers 2021, 13, 1239. [Google Scholar] [CrossRef] [PubMed]
- Nakić, M.; Bogović, S. Computational Design of Functional Clothing for Disabled People. Tekstilec 2019, 62, 23–33. [Google Scholar] [CrossRef]
- Čorak, A. Application of 3D Technologies in the Manufacture of Men’s Trousers Intended for Rugby Players in Wheelchairs. Graduate Thesis, University of Zagreb Faculty of Textile Technology, Zagreb, Croatia, 20 October 2020. [Google Scholar]
- Mpofu, N.S.; Mwasiagi, J.I.; Nkiwane, L.C.; Njuguna, D. Use of regression to study the effect of fabric parameters on the adhesion of 3D printed PLA polymer onto woven fabrics. Fash Text. 2019, 6, 24. [Google Scholar] [CrossRef]
- HRN EN ISO 13934-1:2013; Textiles—Tensile Properties of Fabrics—Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method (ISO 13934-1:2013; EN ISO 13934-1:2013). Croatian Standards Institute: Zagreb, Croatia, 2013.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filament Data | 3D Print Settings | |||||||
|---|---|---|---|---|---|---|---|---|
| Extrusion Temp. [°C] | Diameter [mm] | Speed [mm/s] | Density [g/cm3] | Layer Height [mm] | Bed Temp. [°C] | Nozzle Size [mm] | Fill Angle | |
| PLA | 210 | 1.75 | 30 | 1.24 | 0.3 | 60 | 0.4 | 45° |
| Fabric | Raw Material Composition | Density [Thread/cm] | Weave | ||
|---|---|---|---|---|---|
| Warp | Weft | ||||
| 1 | 100% cotton | 25 | 24 |  |  |
| 2 | 100% polyester | 18 | 22 |  |  |
| Infill Density | Preparation for 3D Printing | 3D Printing of Model Infill |
|---|---|---|
| 20% | 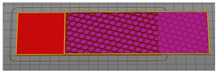 | 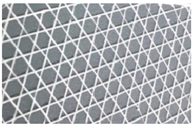 |
| 60% |  |  |
| 100% |  |  |
| Washing Temperature | After a Single Wash | After 5 Washes |
|---|---|---|
| 40 °C | 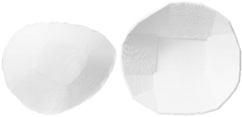 | 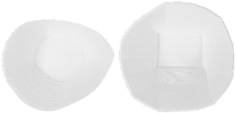 |
| 50 °C |  |  |
| 60 °C |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bogović, S.; Čorak, A. A New Method for Testing the Breaking Force of a Polylactic Acid-Fabric Joint for the Purpose of Making a Protective Garment. Materials 2022, 15, 3549. https://doi.org/10.3390/ma15103549
Bogović S, Čorak A. A New Method for Testing the Breaking Force of a Polylactic Acid-Fabric Joint for the Purpose of Making a Protective Garment. Materials. 2022; 15(10):3549. https://doi.org/10.3390/ma15103549
Chicago/Turabian StyleBogović, Slavica, and Ana Čorak. 2022. "A New Method for Testing the Breaking Force of a Polylactic Acid-Fabric Joint for the Purpose of Making a Protective Garment" Materials 15, no. 10: 3549. https://doi.org/10.3390/ma15103549
APA StyleBogović, S., & Čorak, A. (2022). A New Method for Testing the Breaking Force of a Polylactic Acid-Fabric Joint for the Purpose of Making a Protective Garment. Materials, 15(10), 3549. https://doi.org/10.3390/ma15103549