1. Introduction
Due to the good balance of strength, toughness and excellent elongation, high-strength low-alloy (HSLA) steels are used to construct bridges, pipelines, pressure vessels and offshore drilling platforms [
1,
2,
3,
4]. The production of high toughness steel is an essential requirement due to its utilization in extreme environments such as in the Gulf of Alaska and the North Sea for the search of gas and oil [
4,
5], but it is still difficult to achieve superior toughness when the strength exceeds 700 MPa at relatively low costs [
6].
Nb as microalloying element has gained attention due to its special properties of toughening and strengthening HSLA steels, especially those made by the thermo-mechanical control process (TMCP). The addition of Nb in steel effectively improves the strength, as mentioned in many studies [
7,
8,
9], as the addition of a small amount of Nb forms carbonitride, which refines prior austenite grains. Additionally, Nb not only improves the mechanical properties, but also act as a corrosion resistance element in the atmosphere and sea water [
10,
11,
12,
13,
14,
15].
In spite of the fact that Nb improves the toughness and strength of the base plate, it is also reported to weaken the toughness of the heat-affected zone (HAZ) because of martensite hardening [
16,
17]. Nb restricts the heterogenous acicular ferrite nucleation on unstable carbonitrides, and helps in coarse upper bainitic microstructure formation at low cooling rates (t
8/5 ≥ 50 s). Some studies [
18,
19] indicated that with increasing carbon content, the micro-segregation of Mn and Nb occurs, thus increasing the hardenability of the re-austenitized structure during the second thermal cycle through promoting martensite/retained austenite (MA) constituent formation [
20]. Moreover, during the third thermal cycle, it obstructs MA decomposition by means of preventing carbon atom diffusion. The cycle loading under the stress concentration of CGHAZ was also investigated. It was found that the fatigue property of the CGHAZ is low compared with base metal [
21]. Recently, Kryzhanivskyy et al. [
22] investigated the toughness of an X70 pipeline steel containing 0.10% Nb. It was found that the impact toughness of the investigated pipeline steel was very high, although the impact toughness of the fusion zones was 1.14~1.5 times lower compared with the base metal.
The impact of Nb on HAZ toughness depends significantly on the carbon content and amount of Nb utilized. Low-Nb content, i.e., ≤0.02%, was suggested to improve the toughness of the heat-affected zone in high-strength TMCP steels. When the content of carbon is low (i.e., 0.03–0.04 wt.%), a Nb content above 0.04% is utilized without harmful effects on the toughness of the heat-affected zone, and is usually adopted in TMCP-treated steel to retard and prevent the softening of the heat-affected zone [
9]. Zhang et al. investigated the influence of heat input on CGHAZ toughness in a low-Nb-bearing (i.e., 0.026 wt.%) microalloyed HSLA steel [
23]. The results showed that the microstructure was composed of granular bainite and lath bainite at a heat input of 100 kJ/cm. The volume percentage of granular bainite increased to a full 100% when the heat input was lowered to 60 kJ/cm. A significant amount of lath martensite formed when the heat input was further reduced to 30 kJ/cm. It was also reported that in steel with a high content of Nb and C, the micro-segregation of Nb and Mn and the carbon segregation in un-transformed austenite near grain boundaries was seen to be responsible for the formation of MA constituent [
24,
25]. Therefore, the effect of different amounts of Nb on the base metal and HAZ have been extensively investigated [
26,
27]. However, limited investigation has been performed on the influence of high Nb content on the properties and microstructure of CGHAZ.
The present work aims to study the influence of high Nb content on toughness and microstructure during welding simulation with varying heat inputs. The influence of various heat inputs on microstructural features such as grain boundary misorientation, crystallographic grain size and MA constituent in a high-Nb-content (0.14 wt.%) microalloyed steel has been investigated, with the aim of providing generic guidelines in the design and welding of Nb-microalloyed HSLA steels.
2. Experimental Procedures
2.1. Material
The steel plate was industrially produced via continuous casting and TMCP, followed by a tempering process. The raw material was taken from the industrially produced plate. It was remelted with the addition of Nb in a vacuum smelting furnace and cast into an ingot. The fully solidified ingot was forged into 15 mm plates in a pilot plant. Chemical compositions of the simulated steel were analyzed using an optical emission spectrometer (Shimadzu, PDA-7000). The obtained results are shown in
Table 1. All concentrations are given in wt.%. The equivalent carbon content (Ceq) is 0.3219 and the welding crack susceptibility index (Pcm) is 0.1391.
2.2. Simulation of CGHAZ
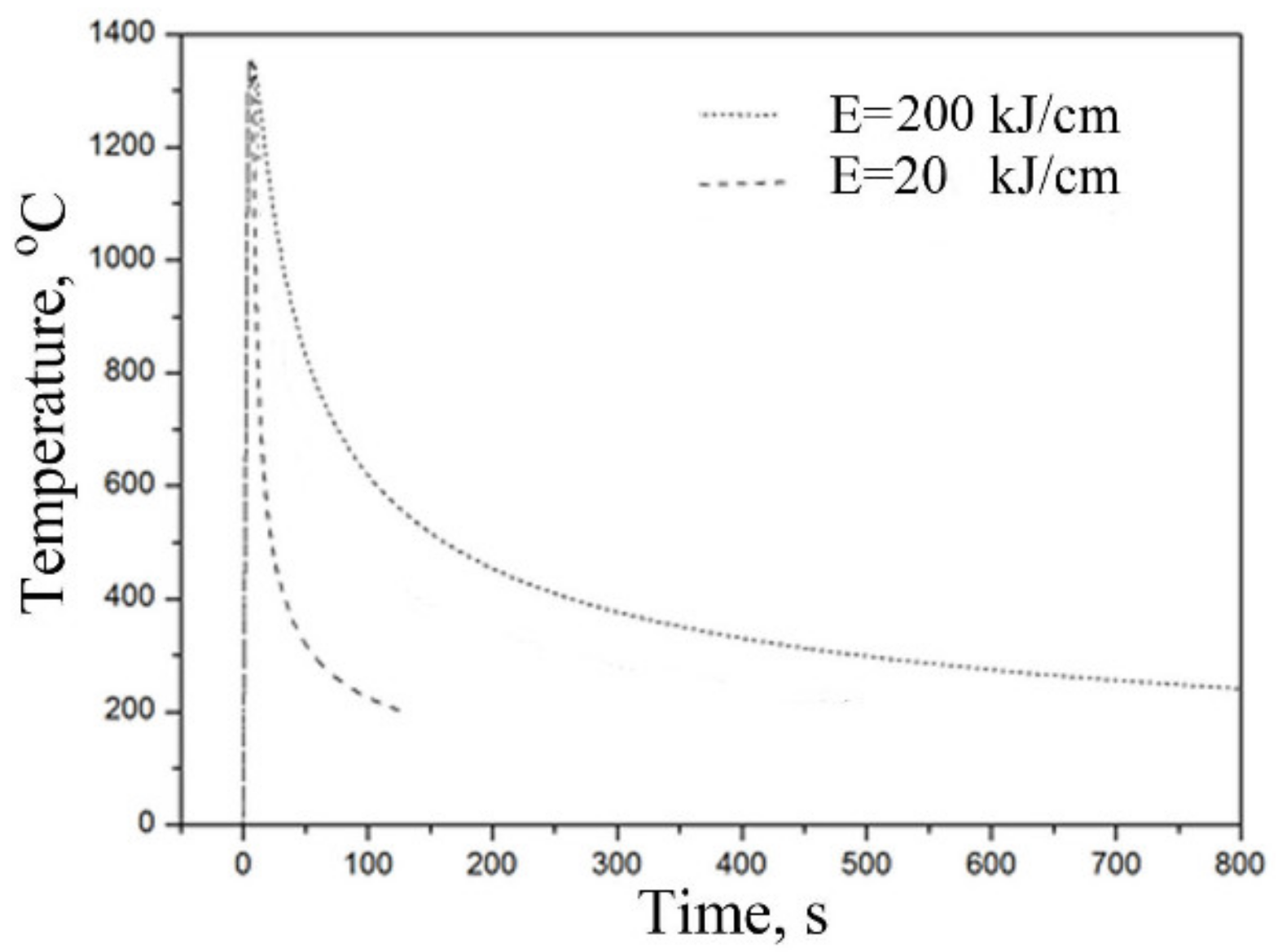
Approximately 20 kJ/cm is usually used in industrial welding, for example, in submerged arc welding and gas shielding arc welding (CO2 + Ar). In electro-gas welding, 200 kJ/cm is more common. Therefore, 20 kJ/cm is selected to simulate submerged arc welding, gas shielding arc welding, etc., whereas 200 kJ/cm is used to simulate electro-gas welding. In addition, 100 kJ/cm is an intermediate level of heat input for other welding techniques. In order to obtain different CGHAZs with heat inputs (E) of 20, 100 and 200 kJ/cm, the simulation of CGHAZs was conducted using Gleeble 3800 (Dynamic System Inc., Poestenkill, NY, USA) for different cooling rates of t8/5 (i.e., from 800 to 500 °C). The size of the specimens was 11 × 11 × 55 mm3.
The relation between heat input
E and cooling time
t8/5 (from 800 to 500 °C) is given in Equation (1) [
28].
where
T0 is the initial temperature (20 °C). The
t8/5 were 10.6 s, 52.8 s and 105.6 s, which corresponded to the different welding heat inputs (20, 100, 200 kJ/cm).
Four parameters may influence simulation: heating rate from initial temperature to peak temperature (R
h), peak temperature (T
p), holding time at peak temperature (t
h) and cooling time 800–500 °C (
t8/5). The samples were rapidly heated at 300 °C/s to peak temperature (1350 °C), then held for 3 s, and subsequently cooled at various cooling rates. The time of
t8/5 is to cool the specimen from 800 °C to 500 °C. The simulation parameters are listed in
Table 2, and the thermal cycles for CGHAZ simulation are presented in
Figure 1.
2.3. Microstructural Features and Toughness Measurements
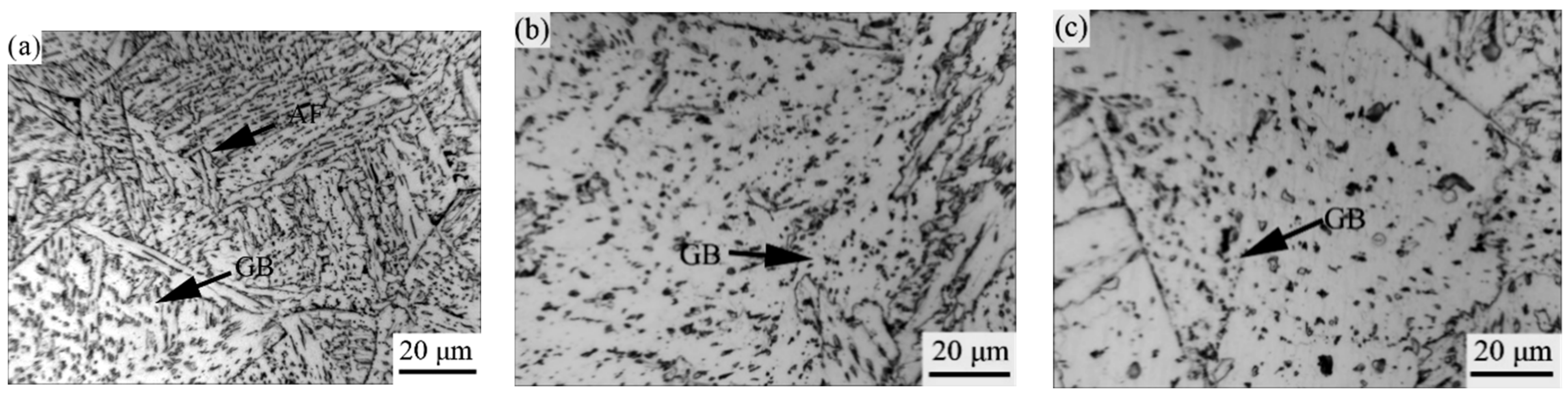
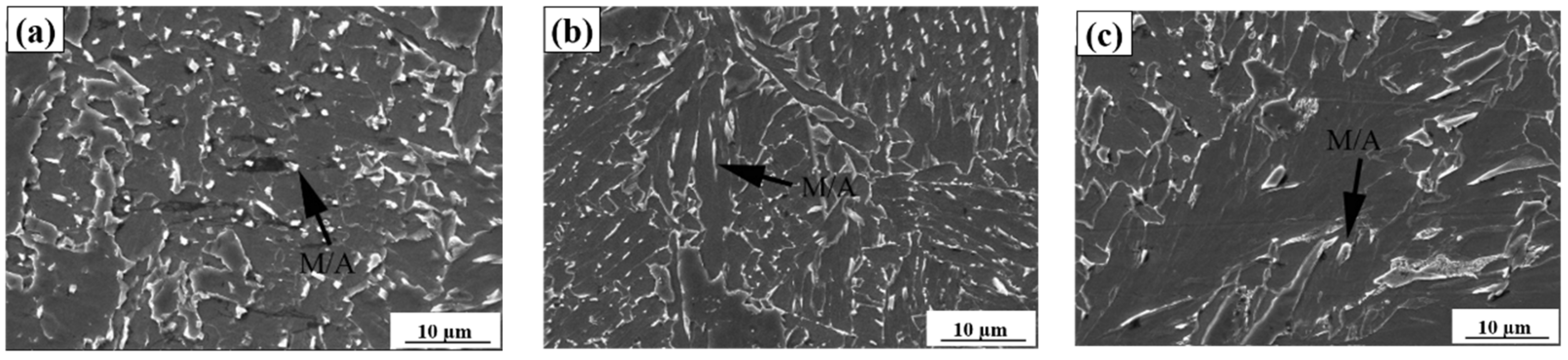
Specimens were prepared utilizing standard metallographic methods and etched with a nital solution of 4 vol.%. To reveal the MA constituent, the polished specimens were etched in two steps. First, the specimens were electrolytically etched for 10 s at 3 V in the solution consisting of a mixture of 5 g tetra-acetic acid (EDTA) and 0.5 g NaF in distilled water with a volume of 100 mL. Next, they were electrolytically etched for 60 s at 6 V in a solution consisting of a mixture of 5 g picric acid and 25 g NaOH in 100 mL distilled water.
Semi-automatic electrolytic polishing etching equipment was used to electrolytically polish the pre-polished specimens. The detailed microstructure observations were made by scanning electron microscopy (SEM). The intercept method, according to the ASTME112-96, was utilized for austenite grain-size measurements. More than 30 fields were observed on the polished sample surface by an optical microscope at a magnification of 200. Electron backscatter diffraction (EBSD) was used for analyzing grain boundary misorientation, crystallographic grain size, etc.
The impact toughness (V-notch Charpy) tests (JB-300B) were performed at −20 °C using standard specimens (Standard ASTM E23). The absorbed energy of three tests was measured for each specimen.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}