
Ultrasonic Bending Vibration-Assisted Purification Experimental Study of 7085 Aluminum Alloy Melt


Abstract
:1. Introduction
2. Materials and Methods
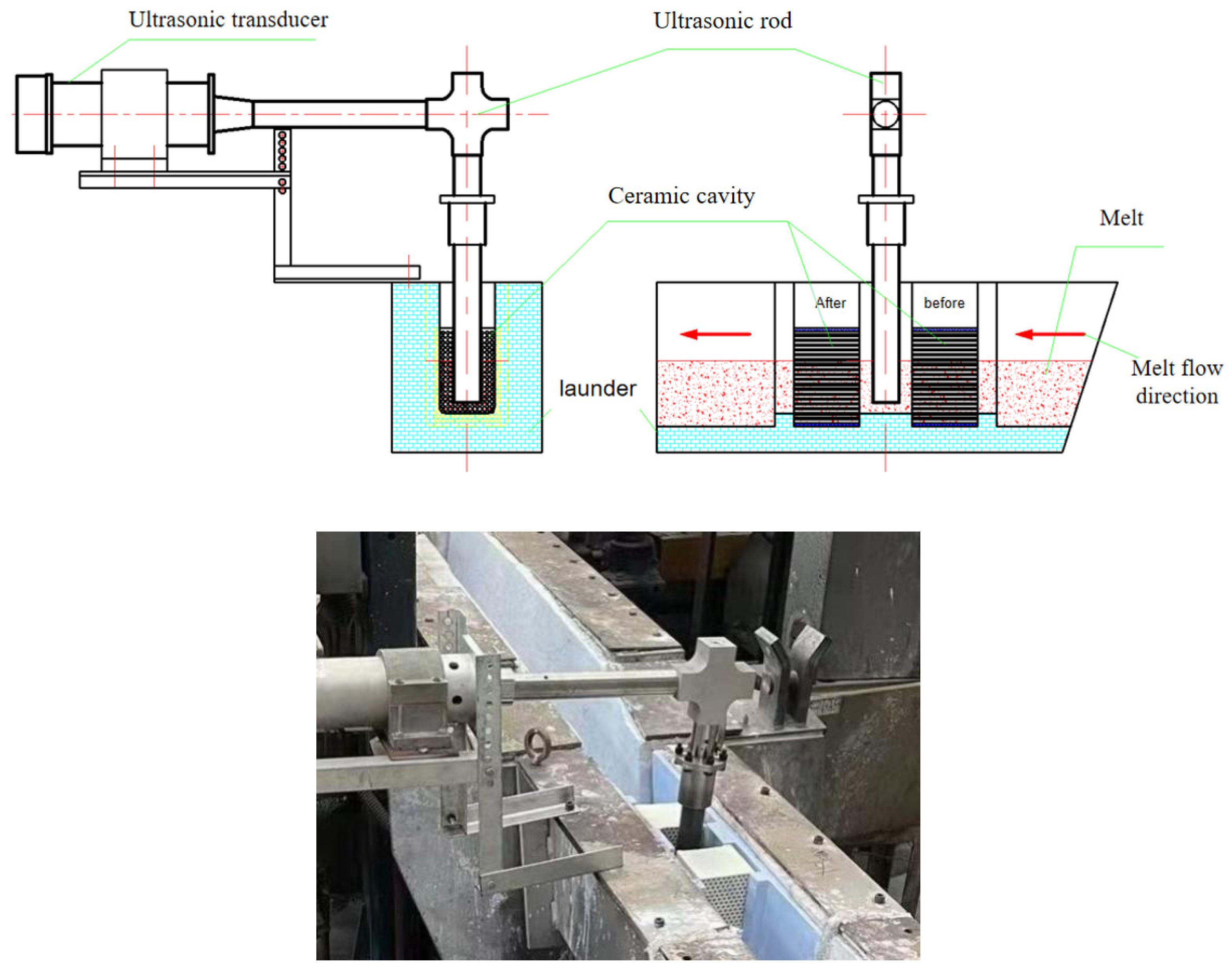
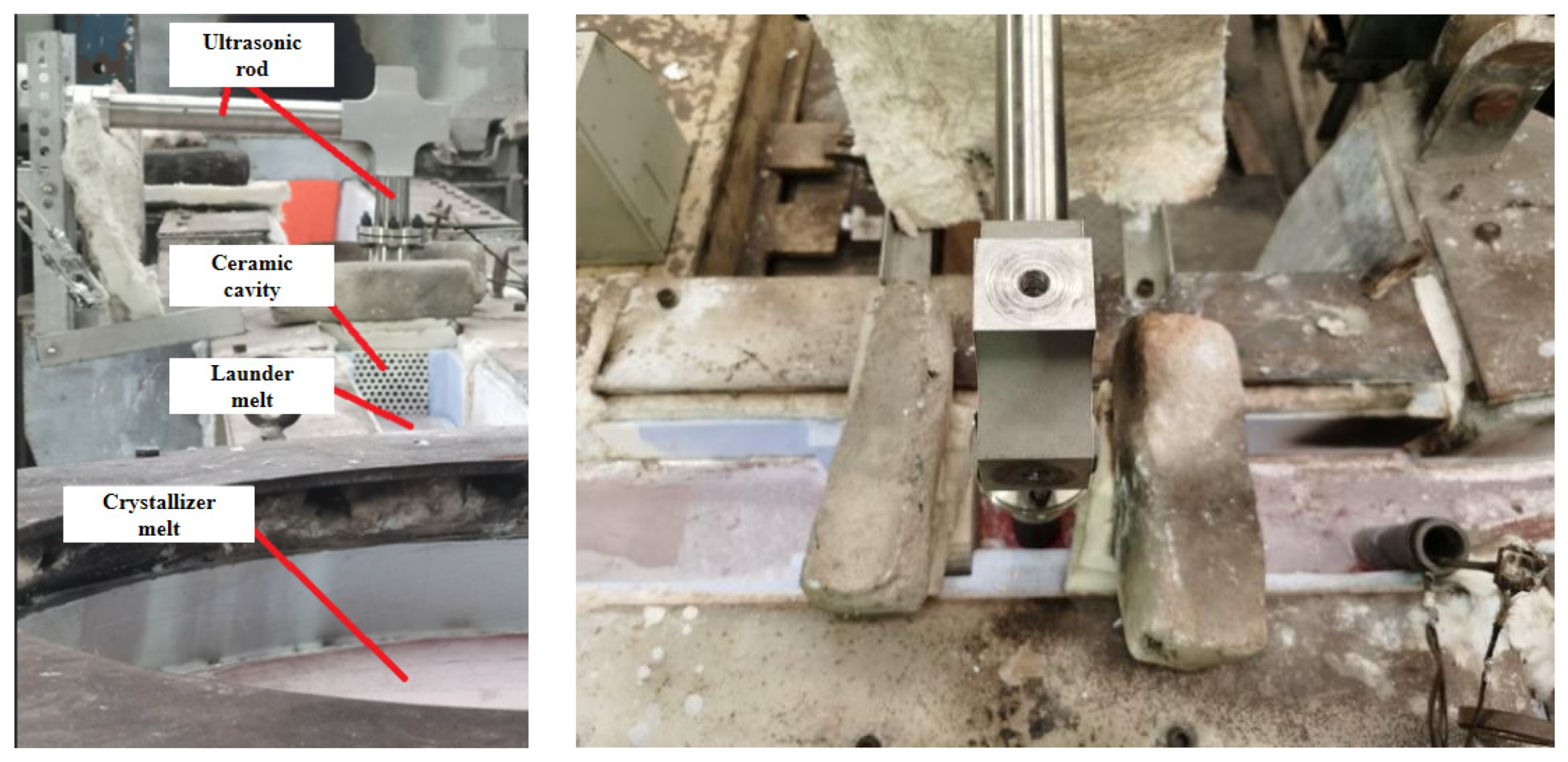
2.1. Experimental Materials and Equipment
2.2. Experimental Process
2.3. Test and Analysis Methods
- (1)
- Microstructure analysis of launder melt samples before and after ultrasonic purification
- (2)
- Microstructure analysis of the residual metal in the ceramic cavity and the inner surface of the cavity channel
- (3)
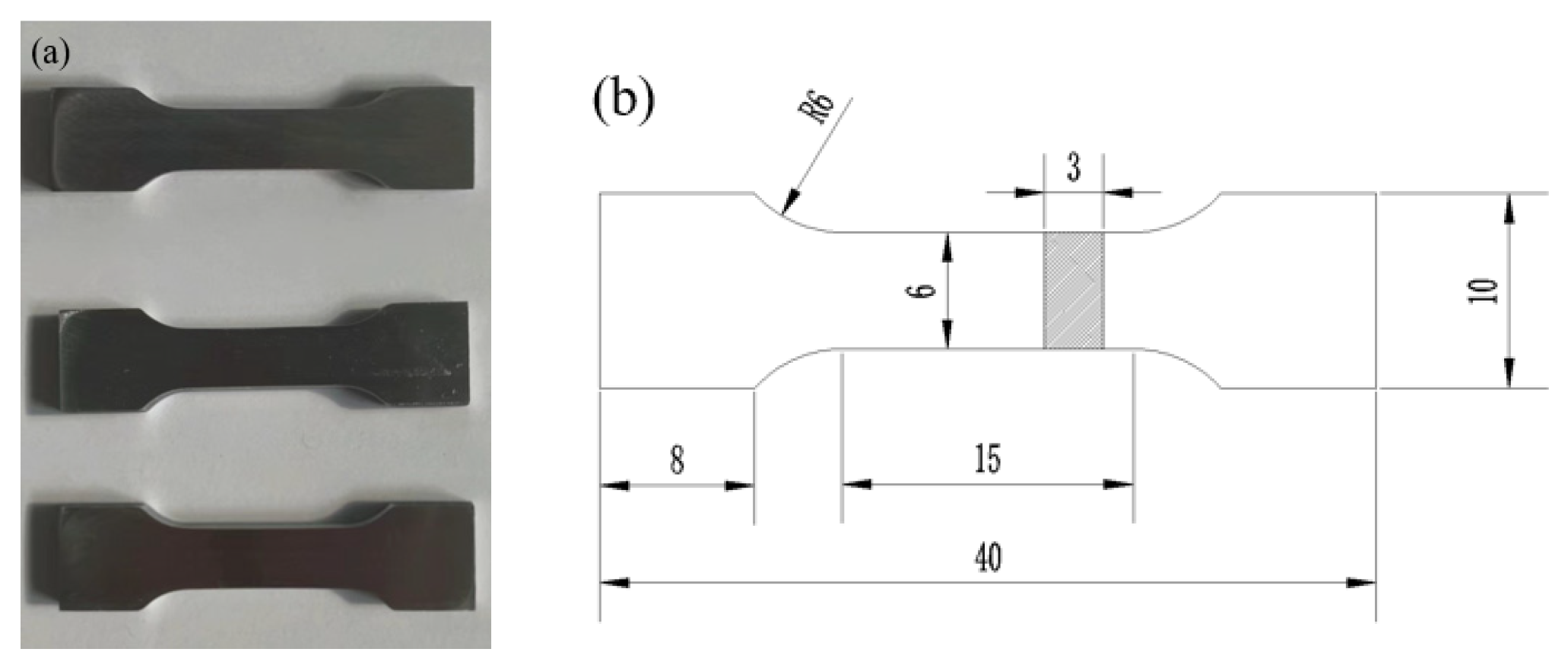
- Mechanical properties testing of launder melt samples
3. Results and Analysis
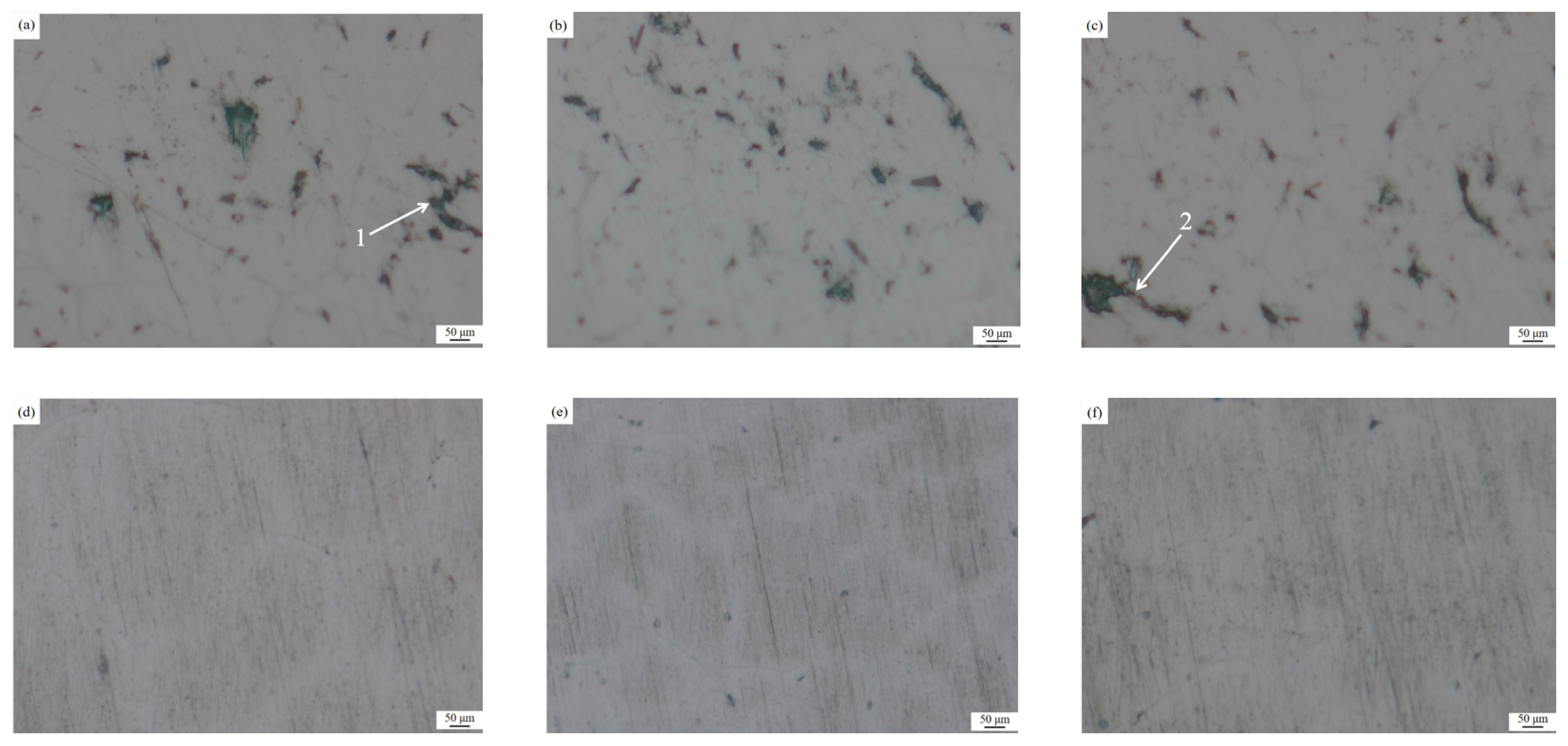
3.1. Metallographic Analysis of Inclusions in Melt Samples before and after Purification Device When Ultrasonic Is not on
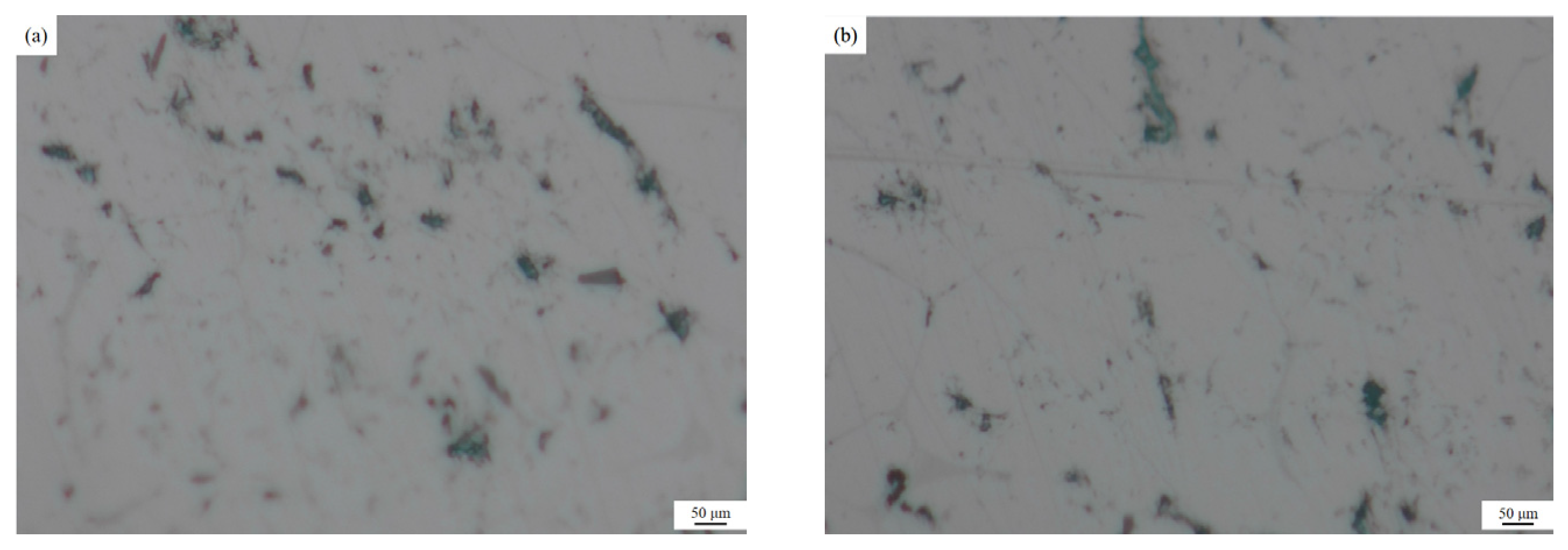
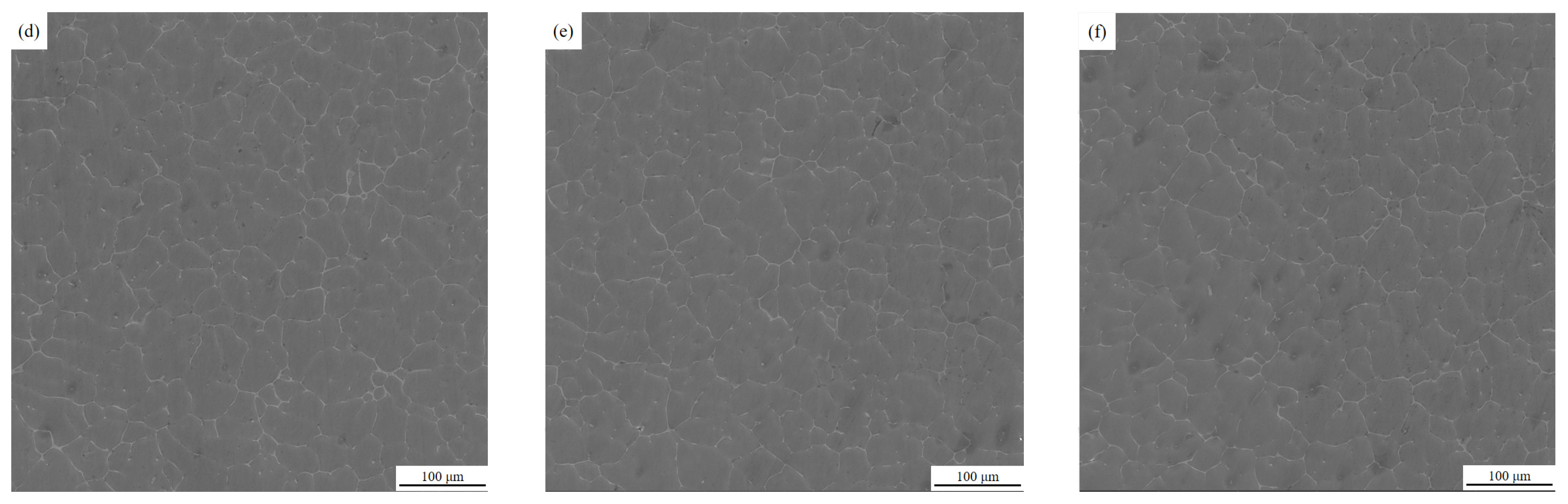
3.2. Metallographic Analysis of Inclusions in Melt Samples before and after Ultrasonic Purification
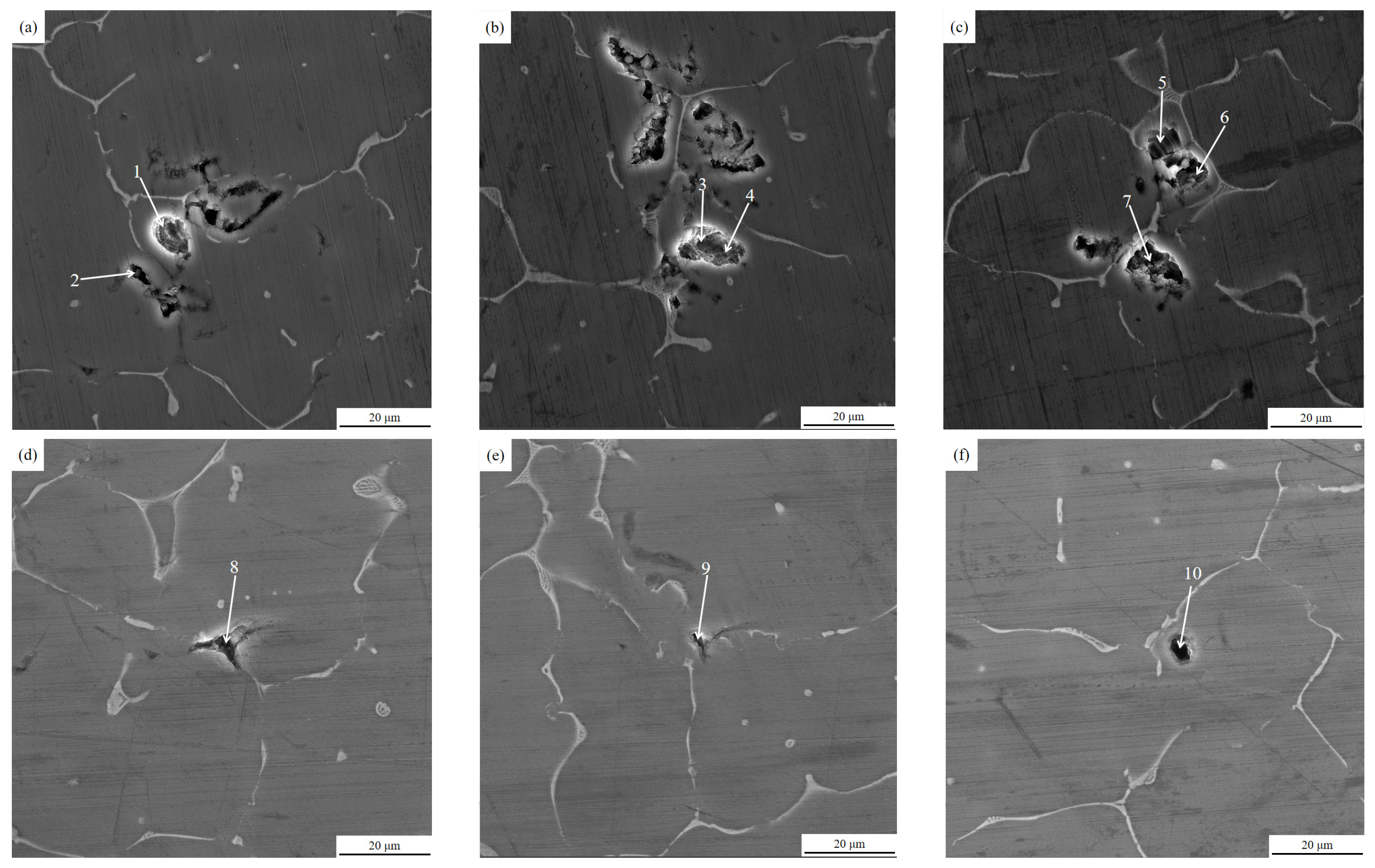
3.3. Scanning Electron Microscopy Analysis of Inclusions in Melt Samples before and after Ultrasonic Purification
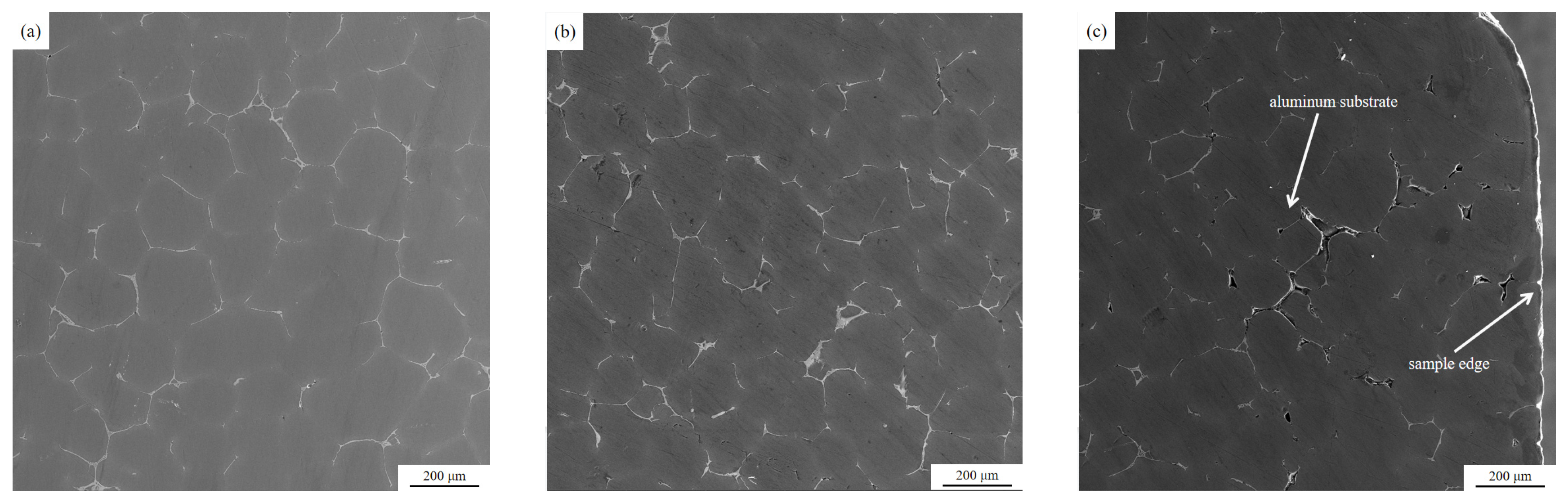
3.4. Analysis of Cross-Sectional Microstructure and Inclusions Composition of Residual Aluminum Melt Specimens Inside the Ceramic Cavity
3.5. Ceramic Cavity Internal Residual Aluminum Melt Specimen Surface and Ceramic Cavity Channel Internal Surface Composition Analysis
3.6. Effect of Ultrasonic Purification Treatment on Mechanical Properties of Solidified Samples of Aluminum Melt in Launder
4. Discussion
- (1)
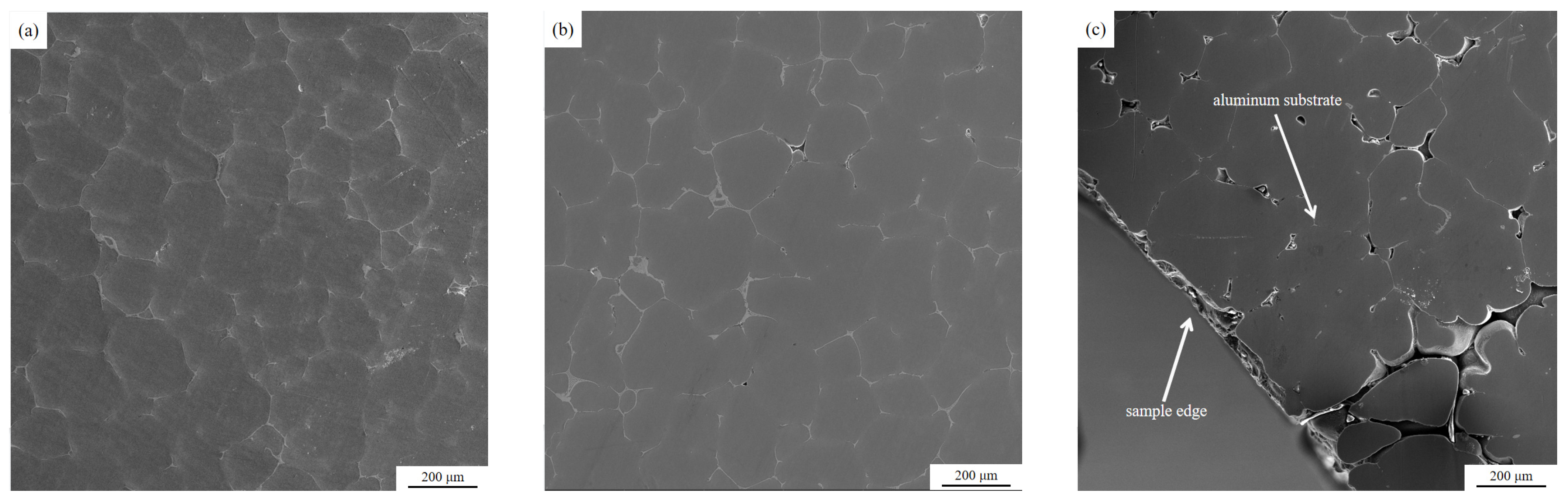
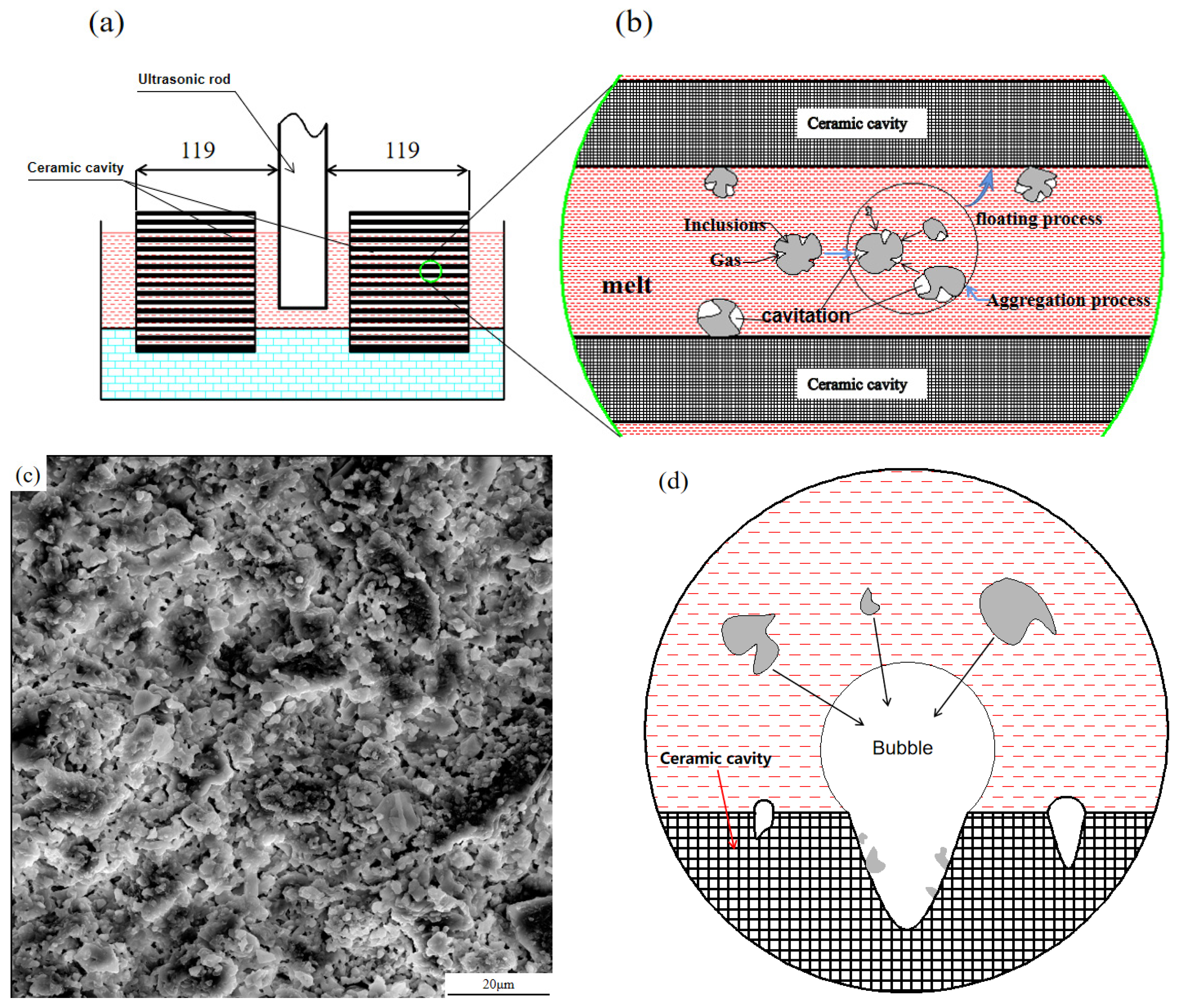
- When the aluminum melt flows into the ceramic cavity, the aluminum melt enters the effective “cavitation zone” of ultrasonic vibration. The inclusions in the aluminum melt are usually not wetted with the metal melt, and there are many inclusions on the surface of the inclusions. In the concave area, there are many small air bubbles in these concave areas. These small air bubbles can easily become “cavitation nuclei”, which expand and become larger under the negative pressure of ultrasonic vibration, and float up to the inner surface of the ceramic cavity with inclusions to be discharged. In addition, the inclusions will collide and grow up under the effect of ultrasonic acoustic flow, and they will float or sink nearby and adhere to the inner surface of the ceramic cavity to be removed [31,32]. As shown in Figure 12b.
- (2)
- On the other hand, as shown in Figure 12c, there are a large number of microscopic uneven areas on the inner surface of the honeycomb channel of the ceramic cavity. The aluminum melt does not wet with the inner surface of the channel, and the microscopic unevenness on the inner surface of the channel. There are tiny bubbles attached to the uneven area. Under the action of ultrasonic cavitation, the tiny bubbles expand and become larger, and the hydrogen content in the bubble is lower than that in the melt [31], which promotes the hydrogen and tiny “cavitation nuclei” around the bubble into the bubble and are fixed on the inner surface of the ceramic cavity. The effective purification of inclusions is achieved [25], as shown in Figure 12d.
- (3)
- In this study, the 7085 aluminum melt has been refined in the furnace (refining agent), compound refining outside the furnace (argon + CCl4, and double-stage ceramic plate filtration (30 mesh in the first stage and 60 mesh in the second stage) before entering the launder. The large-scale inclusions in the melt have been effectively removed, but through the aforementioned experimental analysis, it is found that there are still inclusions and residual refining agents in the aluminum melt that has just flowed into the launder. After the aluminum melt flows through the ultrasonic-assisted purification device, the fine inclusions in the aluminum melt aggregate and grow, and then can interact with the residual refining agent so that the residual refining agent in the melt can be effectively removed, thereby avoiding the residual refining agent entering the crystallizer melt and causing solidification defects.
5. Conclusions
- (1)
- In this study, ultrasonic bending vibration is introduced into the launder melt during the semi-continuous casting of 7085 aluminum alloy. Through metallographic analysis and SEM analysis, it was found that there are a large number of long strips with a size of more than 50μm in the melt sample before ultrasonic treatment. However, no large-sized inclusions were found in the melt sample after ultrasonic treatment, and the number of inclusions was small and all of them were smaller than the 30μm point-like small inclusions, which were quantitatively analyzed by ImageJ image analysis software. Ultrasonic bending vibration reduced the average area ratio of inclusions in the melt sample from 3.835 (±0.05)% to 0.458 (±0.05)%, and the purification effect was remarkable.
- (2)
- The EDS energy spectrum analysis of aluminum melt specimens revealed that the inclusions of 7085 aluminum alloy melt were mainly composed of oxides, and refining agent component elements such as Cl, Na, Ca, and Rb were found in the inclusions of the melt specimens before ultrasonic treatment, but not in the inclusions of the melt specimens after ultrasonic treatment, indicating that ultrasonic bending vibration can effectively remove the 7085 aluminum alloy melt the residual refining agent can avoid the liquid residual refining agent from entering the crystallizer melt and solidifying to form inclusions defects.
- (3)
- Further analysis of the residual aluminum melt specimen and the inner surface of the ceramic cavity channel of the ultrasonic purification device revealed that residual refining agent component elements such as Cl, K, Na, and Ca exist in the edge area and the outer surface of the residual aluminum melt specimen of the ceramic cavity channel, as well as inclusions on the inner surface of the ceramic cavity channel, indicating that under the action of ultrasonic bending vibration, the tiny inclusions in the melt aggregate with each other and combine with the residual refining in the melt. The agent acts to further grow, and it floats or sinks in the ceramic cavity channel and moves to the inner surface of the ceramic cavity to attach to the inner surface of the ceramic cavity, so as to be effectively purified and removed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Y. Effect of Ultrasonic Casting on Microstructure, Toughness and Corrosion Resistance of 7085 Aluminum Alloy; D. Central South University: Changsha, China, 2014. [Google Scholar]
- Liu, B.; Peng, C.; Wang, R. Research Status and Prospect of Aluminum Alloy for Large Aircraft. J. Trans. Nonferrous Met. Soc. China 2010, 20, 1705–1715. [Google Scholar]
- Wang, L.; Ran, J.; Zhang, H. Research on Process and Mechanism of Hole Extrusion Strengthening in 7085 Aluminum Alloy Forgings. J. Des. Nonferrous Met. 2019, 46, 123–127. [Google Scholar]
- Yuan, J.; Zuo, M.; Sokoluk, M.; Yao, G.; Pan, S.; Li, X. Nanotreating High-Zinc Al–Zn–Mg–Cu Alloy by TiC Nanoparticles. In Light Metals 2020; Springer International Publishing: Cham, Switzerland, 2020; pp. 318–323. [Google Scholar]
- Sokoluk, M.; Yuan, J.; Pan, S.; Li, X. Nanoparticles Enabled Mechanism for Hot Cracking Elimination in Aluminum Alloys. J. Metall. Mater. Trans. A 2021, 52, 3083–3096. [Google Scholar] [CrossRef]
- Cao, H.; Huang, M.; Wang, C.; Long, S.; Zha, J.; You, G. Research status and prospects of melt refining and purification technology of magnesium alloys. J. Magnes. Alloys 2019, 7, 370–380. [Google Scholar] [CrossRef]
- Wu, G.; Dai, J.; Sun, M.; Ding, W. Non-flux purification behavior of AZ91 magnesium alloy. J. Trans. Nonferrous Met. Soc. China 2010, 20, 2037–2045. [Google Scholar] [CrossRef]
- Ke, R.; Dong, Y. Preparation and properties of water-soluble ceramic core for light alloy investment casting. J. Mater. Today Commun. 2021, 26, 101918. [Google Scholar] [CrossRef]
- Chen, F.; Huang, X.; Wang, Y.; Zhang, Y.; Hu, Z. Investigation on foam ceramic filter to remove inclusions in revert superalloy. J. Mater. Lett. 1998, 34, 372–376. [Google Scholar] [CrossRef]
- Wang, M. Preparation and Properties of MgO Foam Ceramics; D. Nanjing University of Aeronautics and Astronautics: Nanjing, China, 2017. [Google Scholar]
- Yu, A. Numerical Simulation and Experimental Research on Centrifugal Filtration Purification of Copper Alloy Melt Foam Ceramics; D. Nanchang Hangkong University: Nanjing, China, 2015. [Google Scholar]
- Wu, G.H.; Gao, H.T.; Zhu, Y.P.; Ding, W.J. Effect of LaCl3 addition in flux on the microstructure and properties of magnesium alloys. J. Acta Metall. Sin. Beijing 2004, 40, 694–698. [Google Scholar]
- Gan, Q.; Bu, L.; Fan, J.; Qu, Z.; Liu, Z. Research progress of magnesium alloy flux purification technology. J. Hot Work. Technol. 2017, 46, 24–27. [Google Scholar]
- Shao, Z.; Le, Q.; Cui, J.; Zhang, Z.Q. Numerical simulation of standing waves for ultrasonic purification of magnesium alloy melt. J. Trans. Nonferrous Met. Soc. China 2010, 20, s382–s387. [Google Scholar] [CrossRef]
- Chen, X.; Ning, F.; Hou, J.; Le, Q.; Tang, Y. Dual-frequency ultrasonic treatment on microstructure and mechanical properties of ZK60 magnesium alloy. J. Ultrason. Sonochem. 2018, 40, 433–441. [Google Scholar] [CrossRef]
- Wu, X.; Li, M.; Zeng, Q.; Yu, Q. Dense copper azide synthesized by in-situ reaction of assembled nanoporous copper microspheres and its initiation performance. J. Def. Technol. 2021. [Google Scholar] [CrossRef]
- Liu, J.; Yan, F.; Kang, J.; Wang, Y.; Zhao, Y. Effect of ultrasonic vibration on the microstructure and mechanical properties of 5356 aluminum alloy. J. China Foundry Equip. Technol. 2019, 54, 14–18. [Google Scholar]
- Dong, S. Study on Grain Refinement and Melt Purification Process of Ultrasonic Smelting Aluminum Alloy; D. Jilin University: Changchun, China, 2018. [Google Scholar]
- Li, H.; Le, Q.; Zhang, Z. Ultrasonic Purification of AZ31 Magnesium Alloy Melt. J. Spec. Cast. Nonferrous Alloys 2015, 35, 1333–1336. [Google Scholar]
- Xu, H.; Jian, X.; Meek, T.T.; Han, Q. Degassing of molten aluminum A356 alloy using ultrasonic vibration. J. Mater. Lett. 2004, 58, 3669–3673. [Google Scholar] [CrossRef]
- Shi, C.; Fan, G.; Mao, X.; Mao, D. Effects of Ultrasonic Bending Vibration Introduced by an L-Shaped Ultrasonic Rod on the Microstructure and Properties of a 1060 Aluminum Alloy Strip Formed by Twin-Roll Casting. J. Mater. 2020, 13, 2013. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Y.; Mao, D.; Fan, G. Effect of Ultrasonic Bending Vibration Introduced by the L-shaped Ultrasonic Rod on Solidification Structure and Segregation of Large 2A14 Ingots. J. Mater. 2020, 13, 807. [Google Scholar] [CrossRef] [Green Version]
- Shi, C.; Li, F.; Wu, Y.; Mao, D. Effect of Ultrasonic Flexural Vibration on Solidification Structure and Mechanical Properties of Large-Size 35CrMoV Cast Ingot. J. Adv. Mater. Sci. Eng. 2019, 2019, 3421039. [Google Scholar] [CrossRef] [Green Version]
- Shi, C.; Shen, K.; Mao, D.; Zhou, Y.; Li, F. Effects of ultrasonic treatment on microstructure and mechanical properties of 6016 aluminium alloy. J. Mater. Sci. Technol. 2018, 34, 1511–1518. [Google Scholar] [CrossRef]
- Xia, Y. Study on Inclusions in ZA27 High Aluminum-Zn Alloy; D. South China University of Technology: Guangzhou, China, 2016. [Google Scholar]
- Eskin, D.G.; Tzanakis, I.; Wang, F.; Lebon, G.S.B.; Subroto, T.; Pericleous, K.; Mi, J. Fundamental studies of ultrasonic melt processing. J. Ultrason. Sonochem. 2019, 52, 455–467. [Google Scholar] [CrossRef]
- Chen, W. Acoustic Cavitation Physics; M. Science Press: Beijing, China, 2014. [Google Scholar]
- Liu, R. Sound Field Distribution and Cavitation Effect of Ultrasonic Wave in Aluminum Melt and Its Influence On Solidification Process; Central South University: Changsha, China, 2008. [Google Scholar]
- Liu, Q. Study on the Effect of Ultrasonic Waves on the Solidification Properties and Microstructure of Metals; Shanghai University: Shanghai, China, 2007. [Google Scholar]
- Zhang, W.; Li, X.; Jiang, R. Regional distribution of ultrasonic cavitation and sound pressure attenuation coefficient in aluminum melt. J. Vib. Shock 2016, 35, 150–152+170. [Google Scholar]
- Eskin, G.I. Cavitation mechanism of ultrasonic melt degassing. J. Ultrason. Sonochem. 1995, 2, S137–S141. [Google Scholar] [CrossRef] [Green Version]
- Shi, T. Study on the Motion Behavior of Inclusions in Liquid by Ultrasonic Field; D. Dalian University of Technology: Dalian, China, 2010. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Zn | Mg | Cu | Zr | Fe | Si | Mn | Al |
|---|---|---|---|---|---|---|---|---|
| Content | 7.8 | 1.6 | 1.8 | 0.12 | 0.08 | 0.03 | 0.10 | Bal. |
| Test Location | O | Mg | Al | Cu | Zn | Cl | Rb | Na | Ca | Si |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 5.18 | 1.25 | 82.90 | 1.2 | 9.47 | |||||
| 2 | 1.70 | 0.70 | 83.70 | 1.30 | 11.30 | 0.20 | 1.10 | |||
| 3 | 1.92 | 1.21 | 79.20 | 2.45 | 14.49 | 0.73 | ||||
| 4 | 6.40 | 1.1 | 60.3 | 3.5 | 13.1 | 15.6 | ||||
| 5 | 9.9 | 4.4 | 50.6 | 13.7 | 21.1 | 0.30 | ||||
| 6 | 11.4 | 1.0 | 75.3 | 1.6 | 10.3 | 0.40 | ||||
| 7 | 3.0 | 1.3 | 82.5 | 1.8 | 11.4 | |||||
| 8 | 3.93 | 1.32 | 83.54 | 2.39 | 8.82 | |||||
| 9 | 4.43 | 1.16 | 76.55 | 3.56 | 14.30 | |||||
| 10 | 2.9 | 1.3 | 82.5 | 2.4 | 10.9 |
| Test Location | O | Mg | Al | Cl | Ti | Cu | Zn | K | Na | Si | Zr | Nb | Fe | Pt | Ca |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 56.41 | 0.96 | 38.54 | 0.52 | 3.12 | 0.47 | |||||||||
| 2 | 52.05 | 17.57 | 15.65 | 0.17 | 12.38 | 0.26 | 1.68 | ||||||||
| 3 | 46.96 | 22.11 | 10.78 | 1.59 | 12.78 | 0.34 | 0.83 | 1.58 | 1.26 | 1.15 | |||||
| 4 | 30.76 | 1.10 | 44.80 | 1.06 | 0.41 | 15.86 | 1.63 | 1.47 | 2.91 | ||||||
| 5 | 38.31 | 13.41 | 34.19 | 1.3 | 0.48 | 10.37 | 1.65 | 0.28 |
| Specimen Type | Tensile Strength/MPa | Yield Strength/MPa | Elongation/% |
|---|---|---|---|
| Before ultrasonic purification | 210.14 | 209.87 | 2.6 |
| After ultrasonic purification | 230.02 | 218.62 | 4.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, C.; He, J.; Liao, H.; Mao, D. Ultrasonic Bending Vibration-Assisted Purification Experimental Study of 7085 Aluminum Alloy Melt. Materials 2022, 15, 3598. https://doi.org/10.3390/ma15103598
Shi C, He J, Liao H, Mao D. Ultrasonic Bending Vibration-Assisted Purification Experimental Study of 7085 Aluminum Alloy Melt. Materials. 2022; 15(10):3598. https://doi.org/10.3390/ma15103598
Chicago/Turabian StyleShi, Chen, Jiangnan He, Hua Liao, and Daheng Mao. 2022. "Ultrasonic Bending Vibration-Assisted Purification Experimental Study of 7085 Aluminum Alloy Melt" Materials 15, no. 10: 3598. https://doi.org/10.3390/ma15103598