
Multi-Step Forming Simulation and Quality Control of Aluminum Alloy Automobile Rear Upper Control Arm



Abstract
:1. Introduction
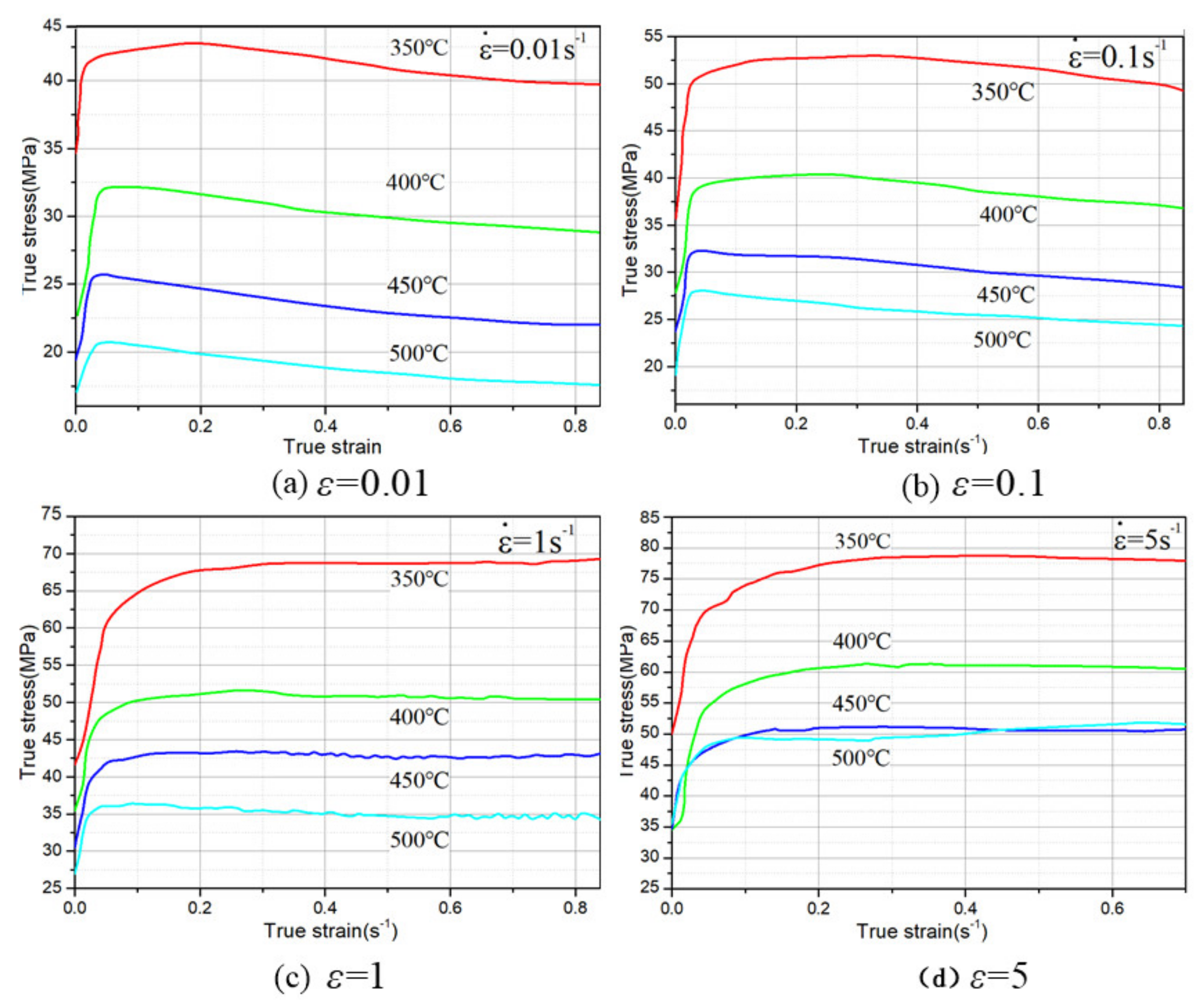
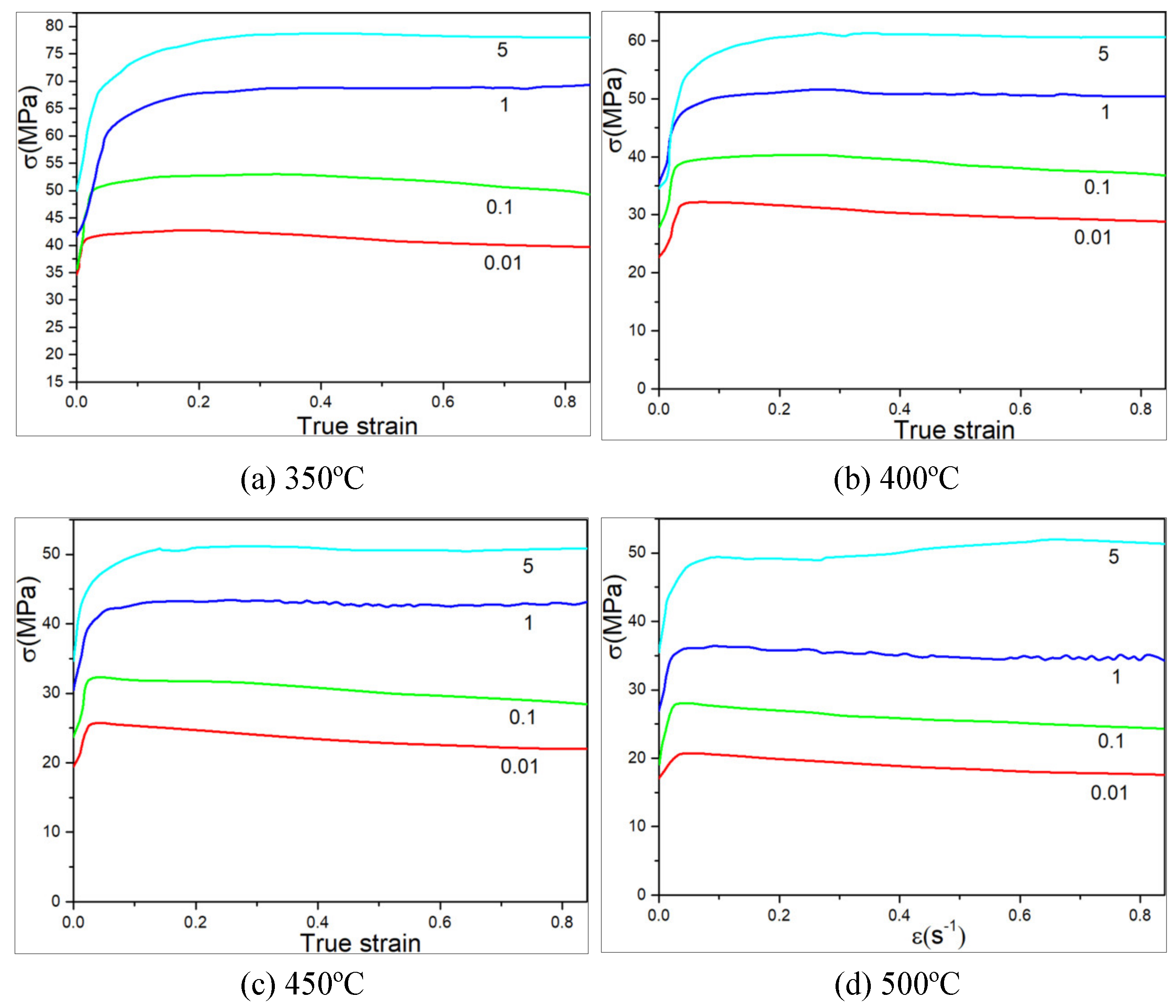
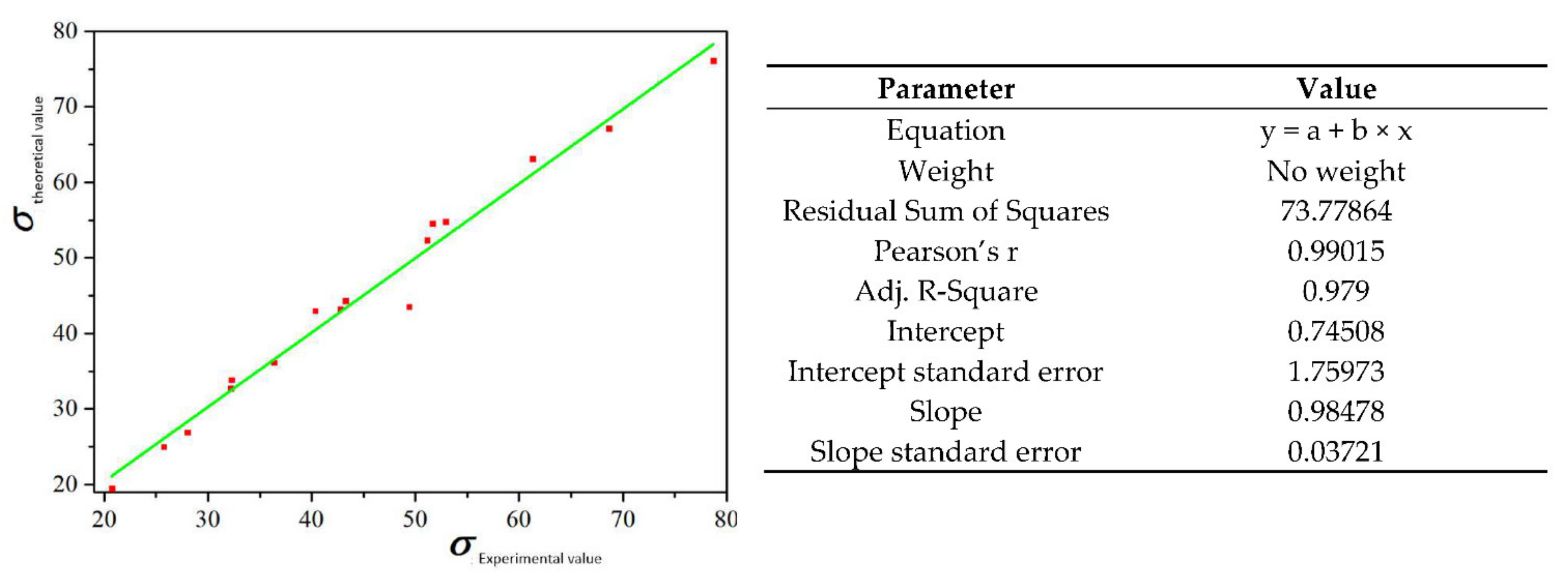
2. Solution of Constitutive Model
3. Establishment of Finite Element Model
3.1. Material Model
3.2. D Model
3.2.1. Die Parameter Settings
3.2.2. Positioning of the Model
3.3. Setting Initial Conditions of Finite Element Simulation
4. Forming Process Analysis
4.1. Analysis of Blank Preparation Process by Cross-Wedge Rolling
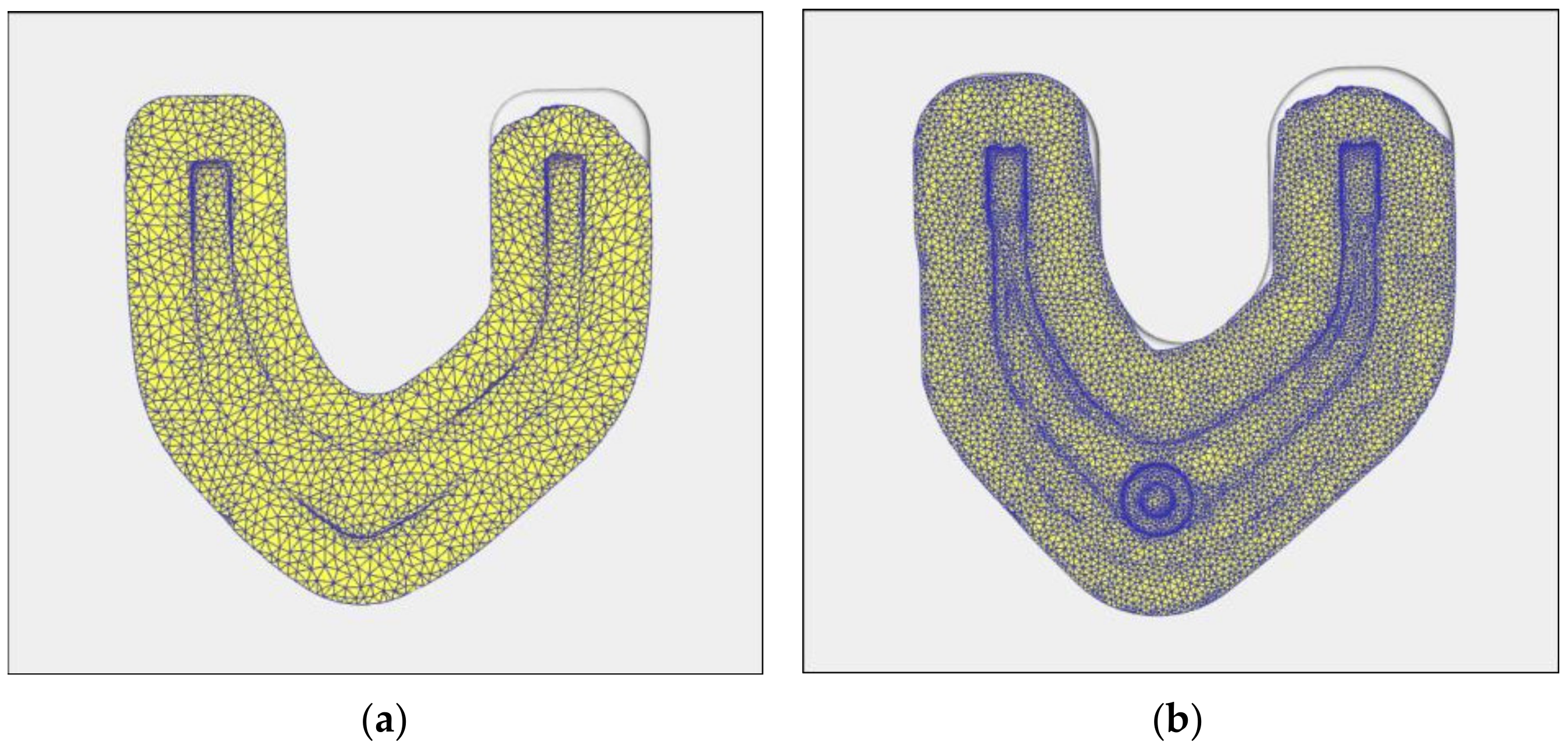
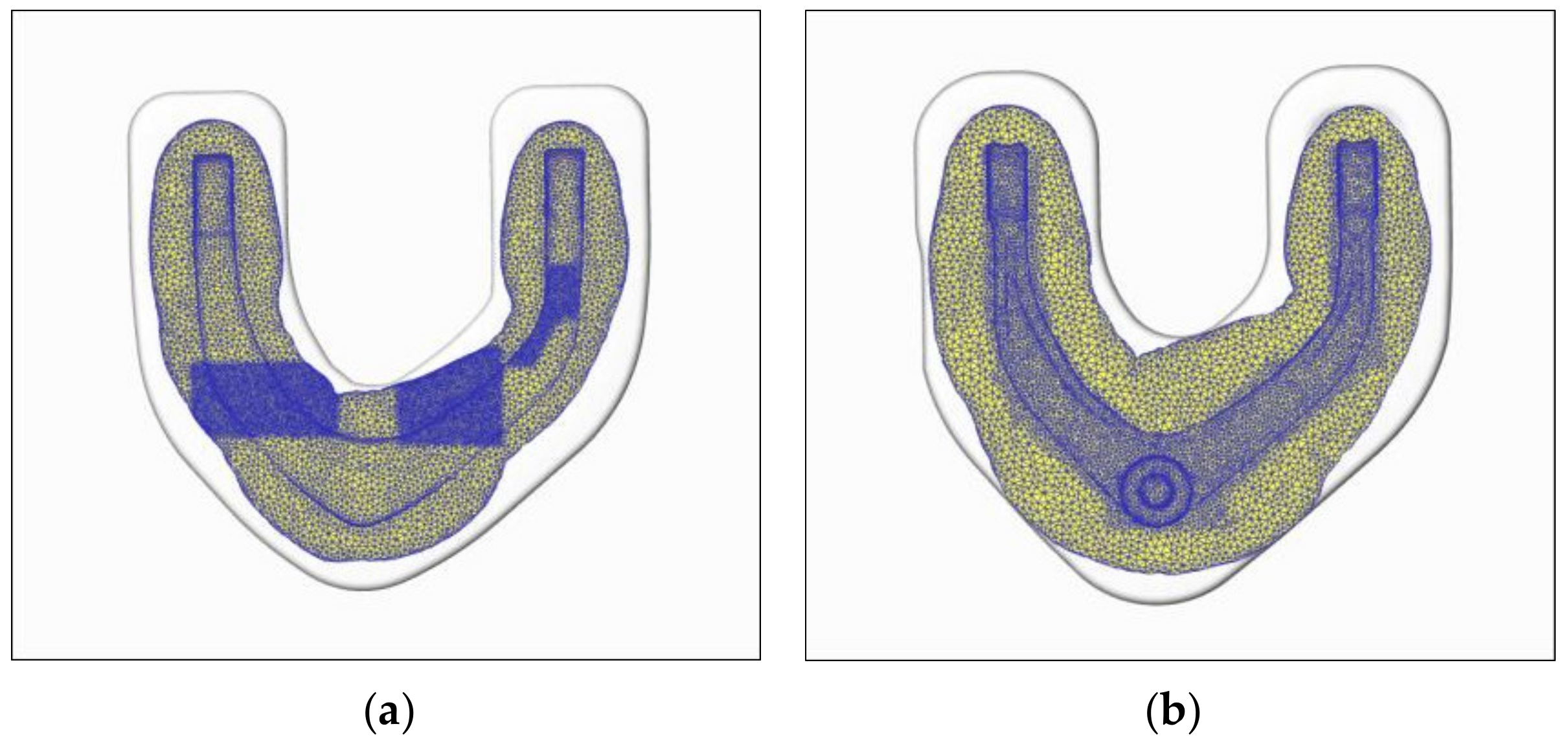
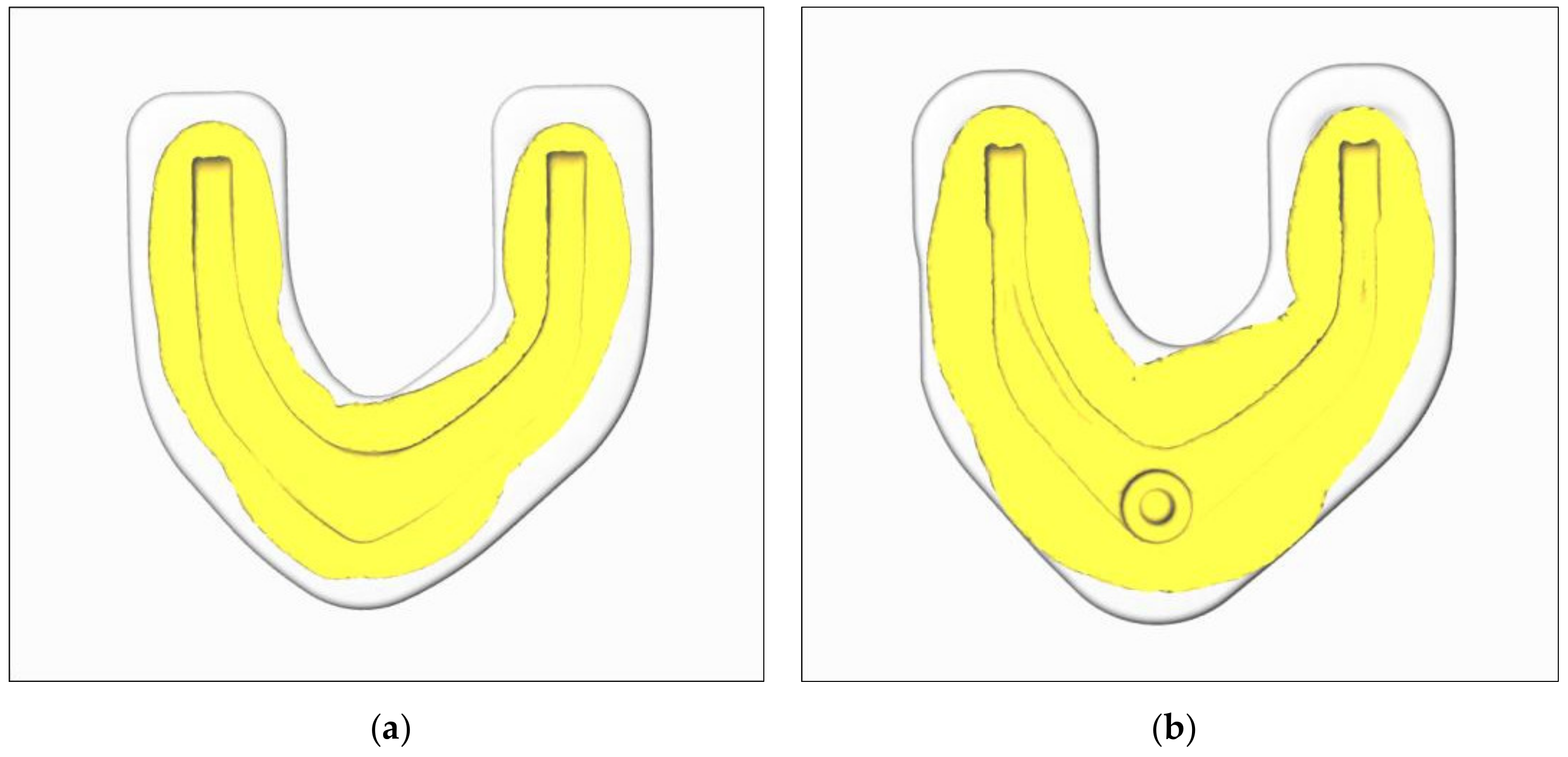
4.2. Analysis of Filling Process
4.2.1. Comparison of Filling Process
4.2.2. Comparison of Process Deviation
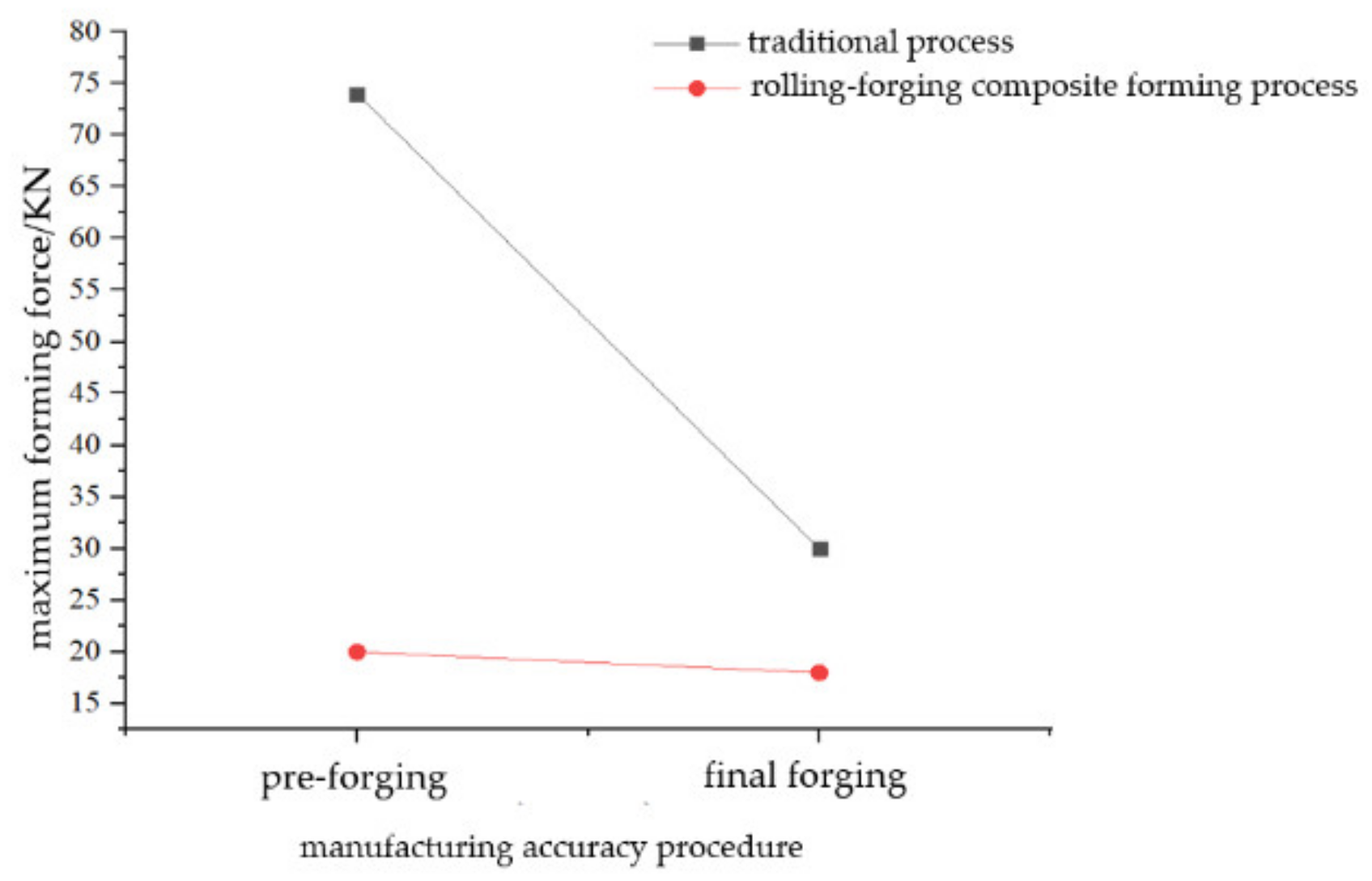
4.2.3. Comparison of Forming Force
4.3. Improvement of Forgings by Rolling-Forging Composite Forming Process
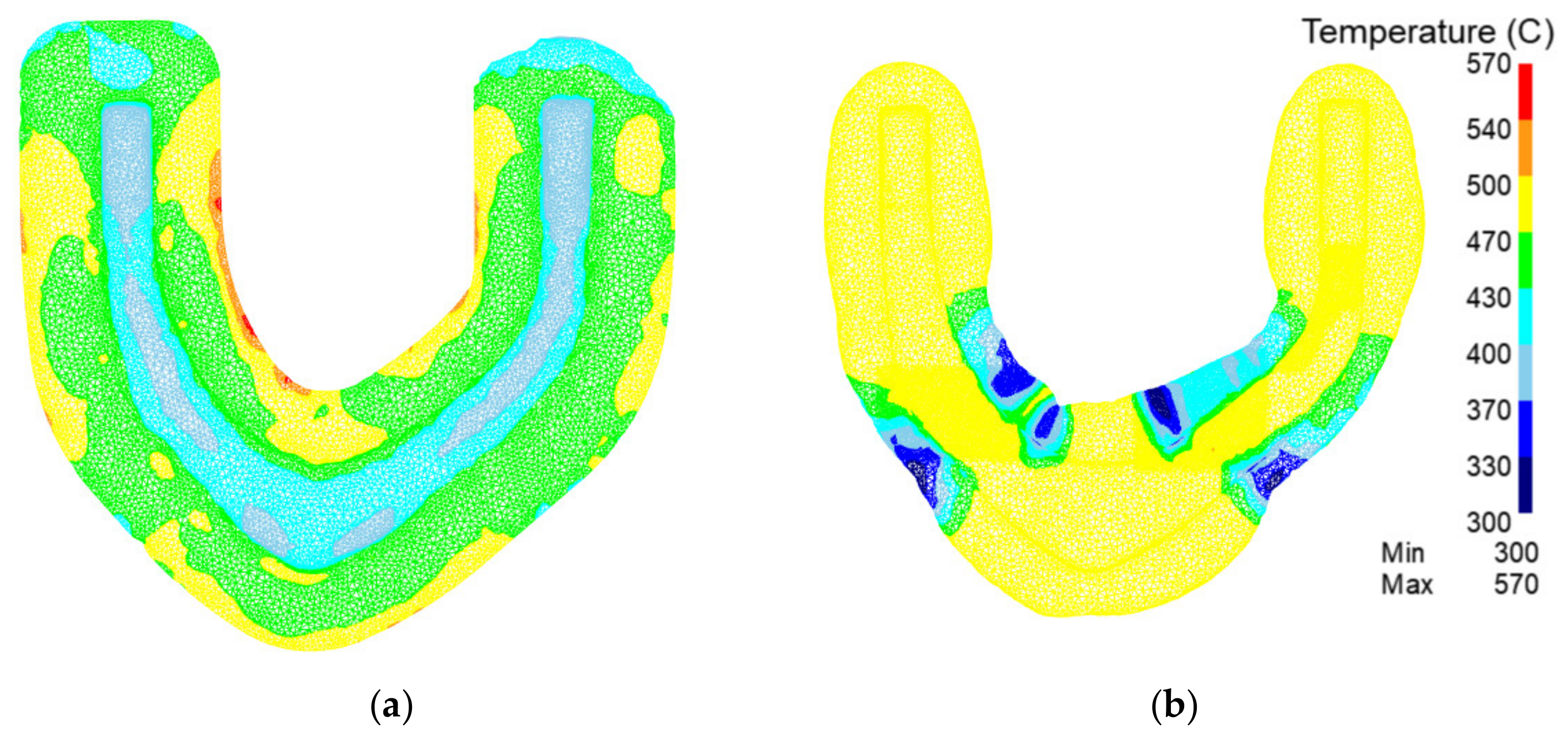
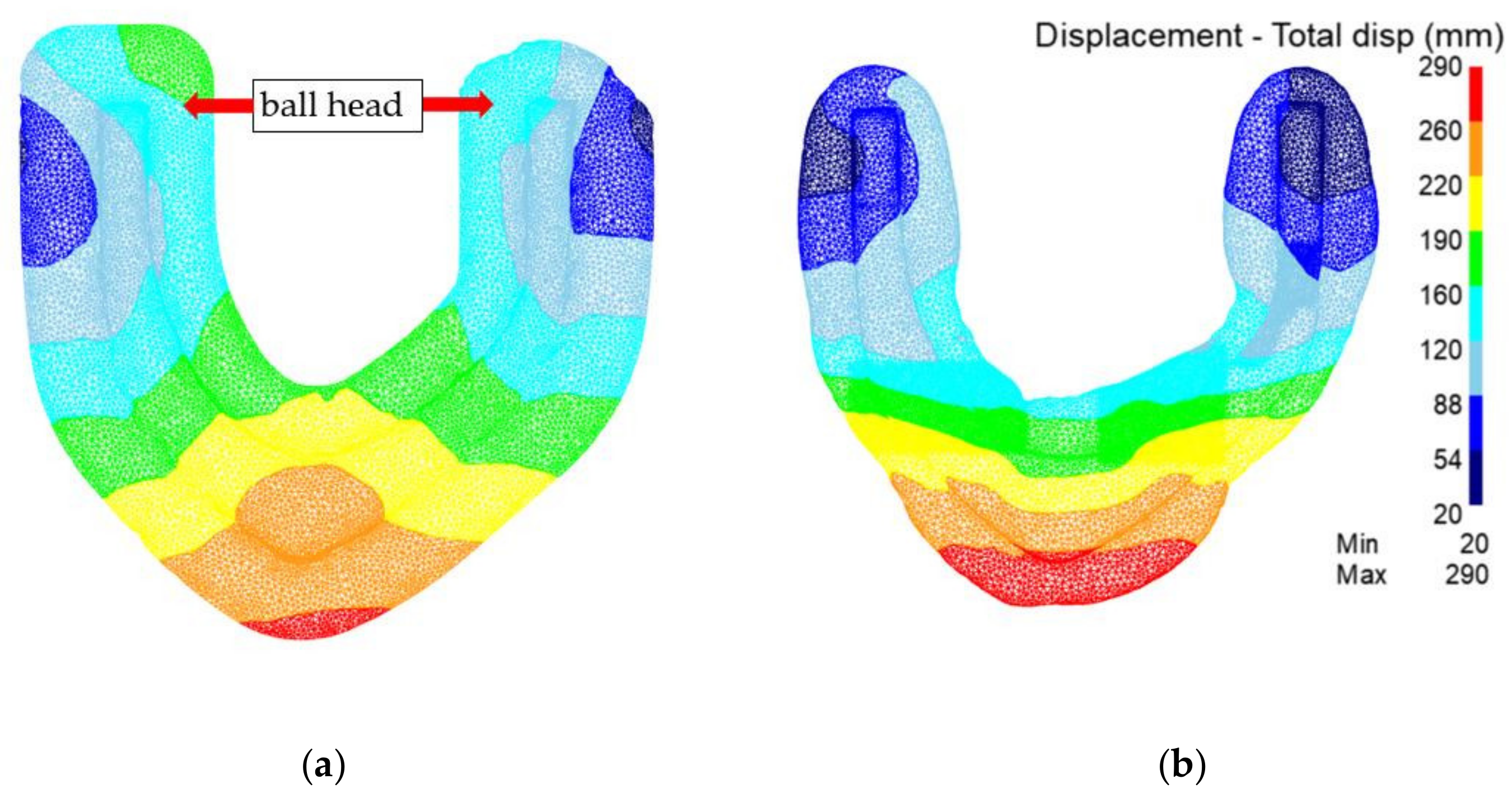
4.3.1. Comparison of Temperature Field, Displacement Field and Strain Field in Preforging
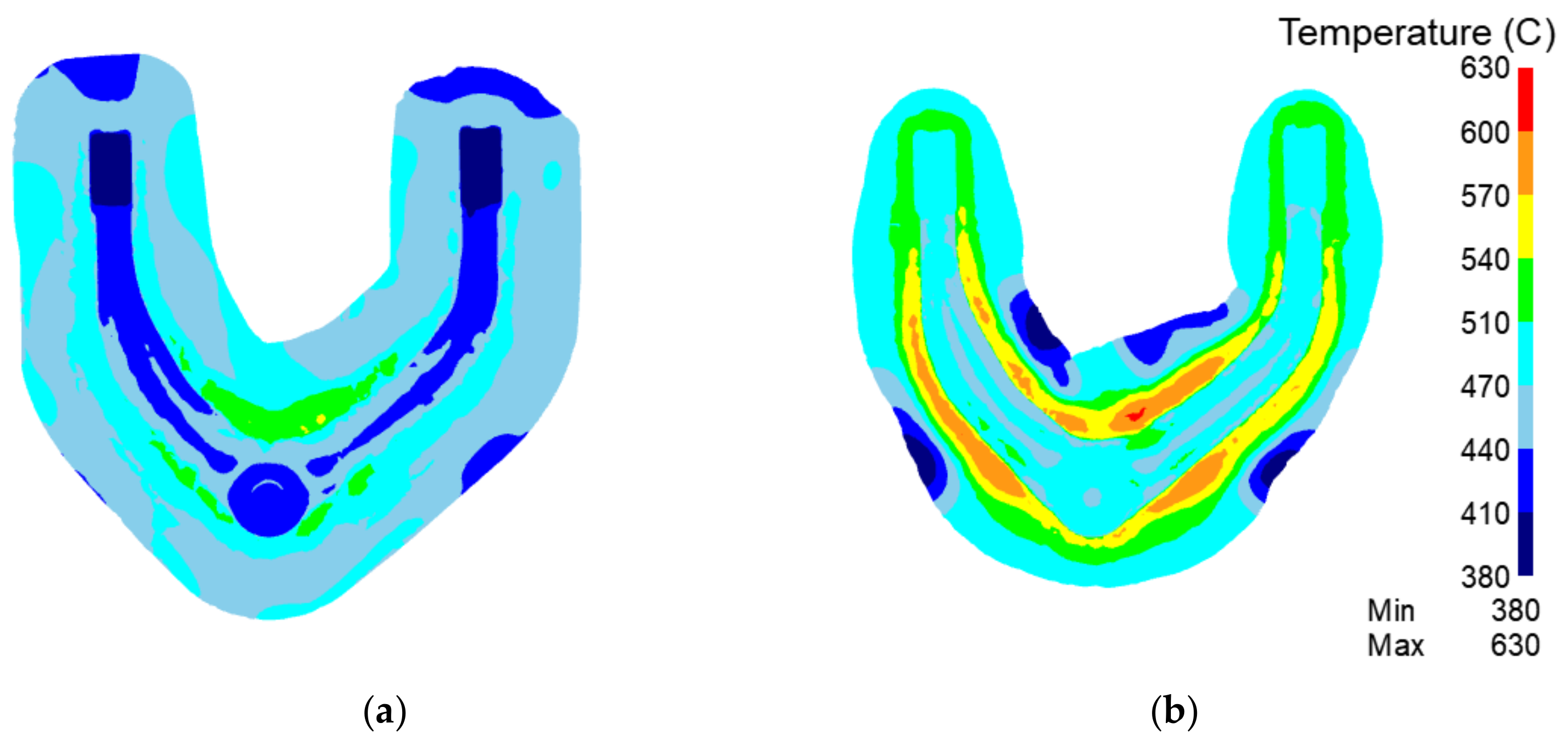
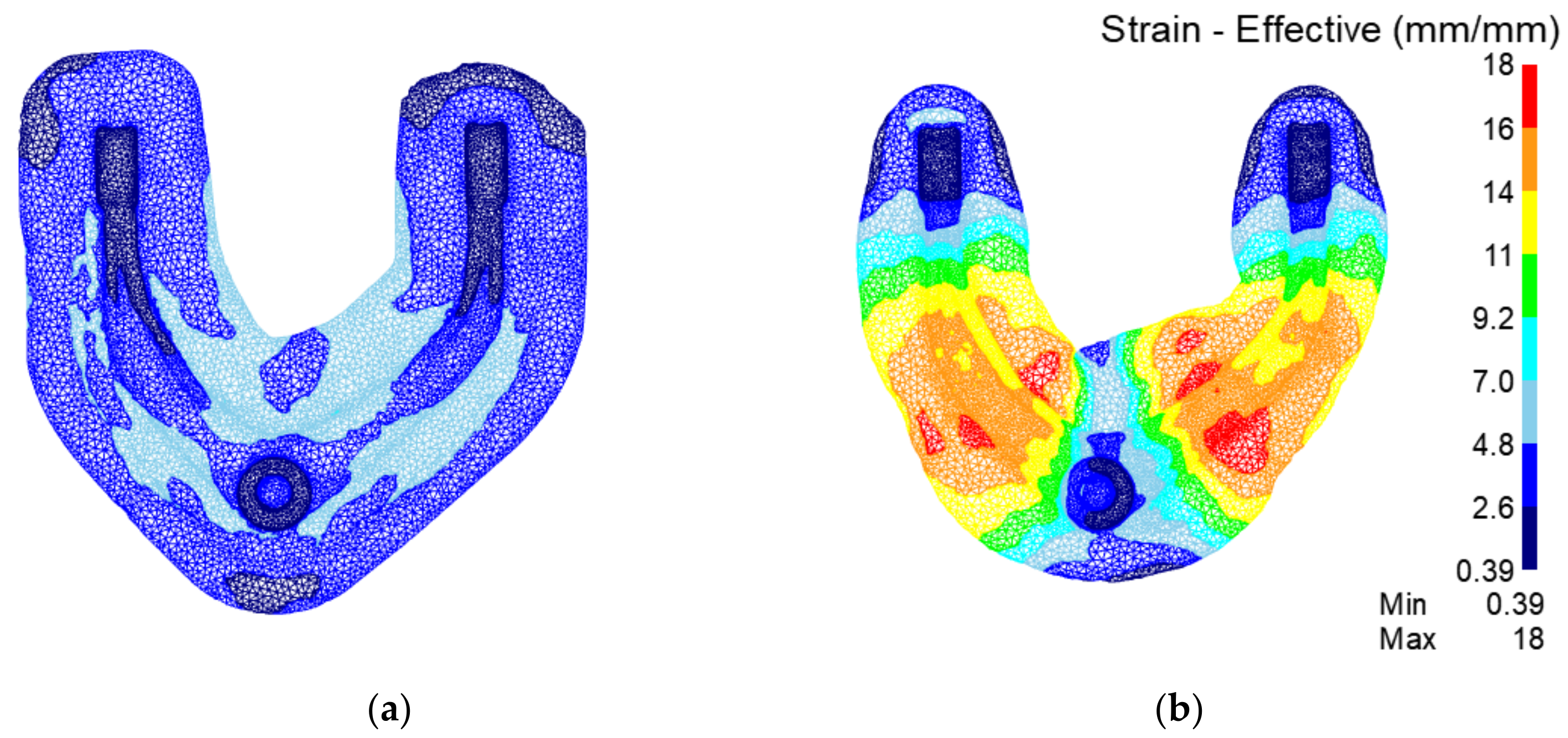
4.3.2. Comparison of Temperature Field, Displacement Field and Strain Field in Final Forging
5. Quality Control of Rolling-Forging Composite Forming Process
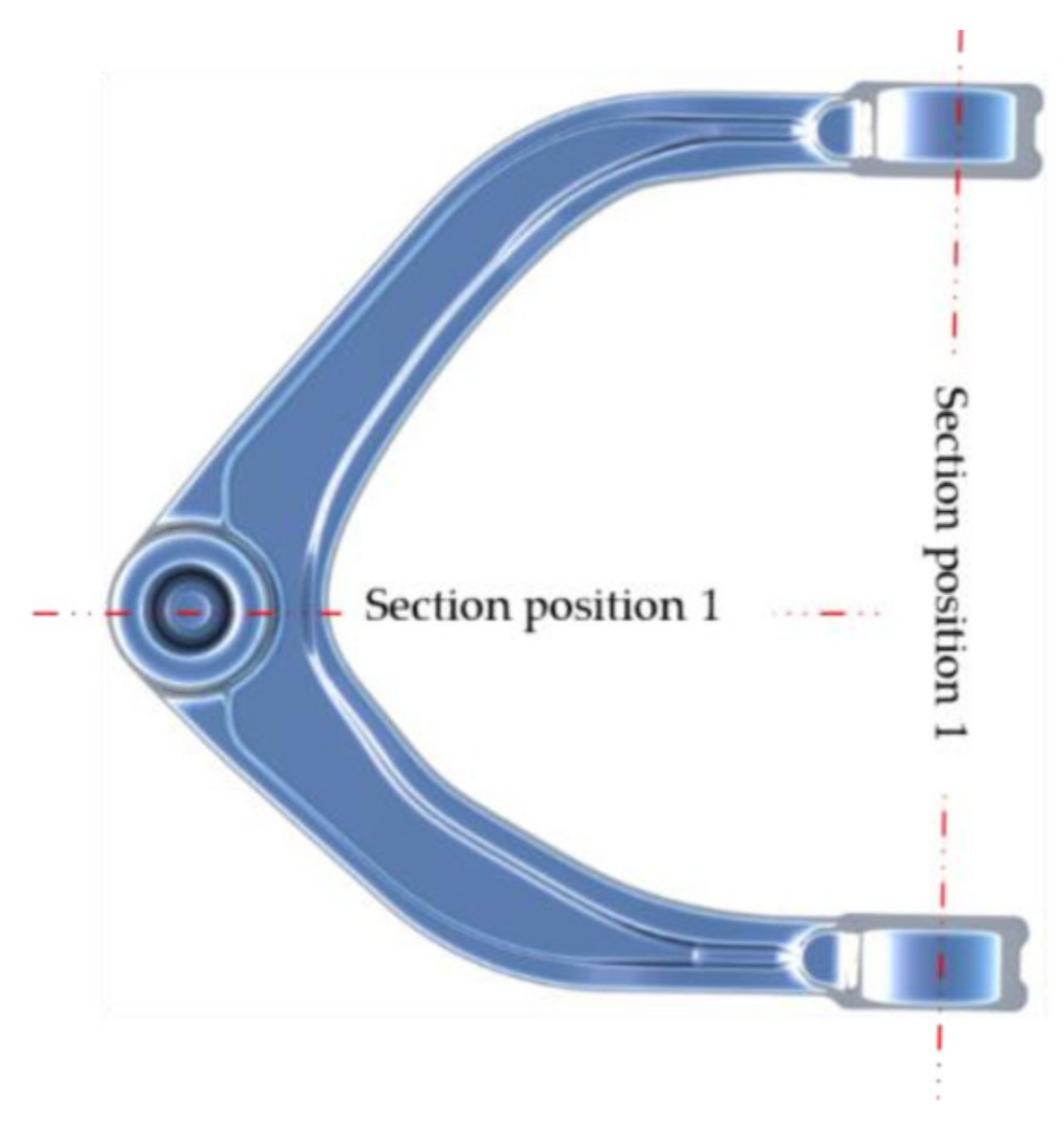
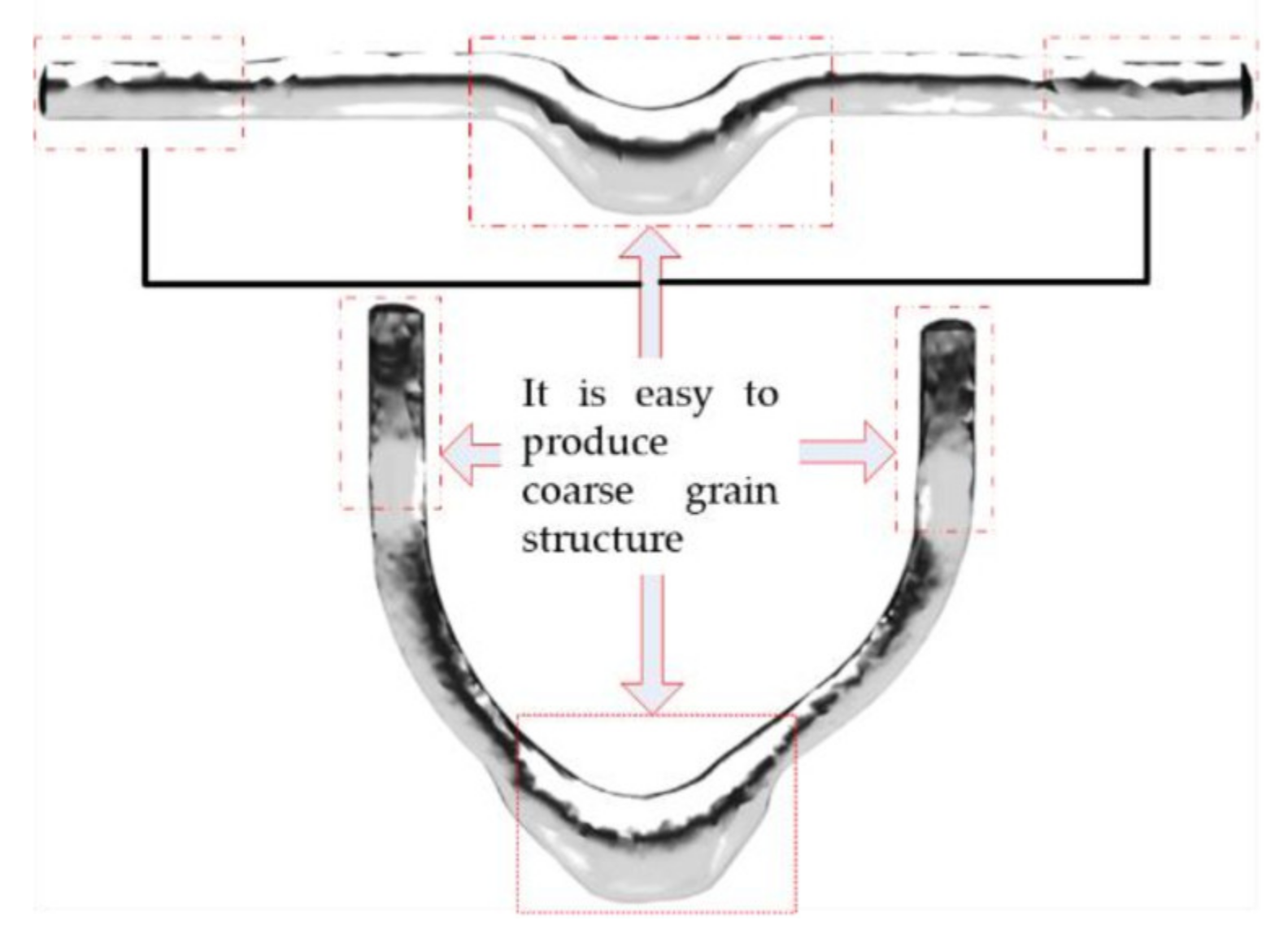
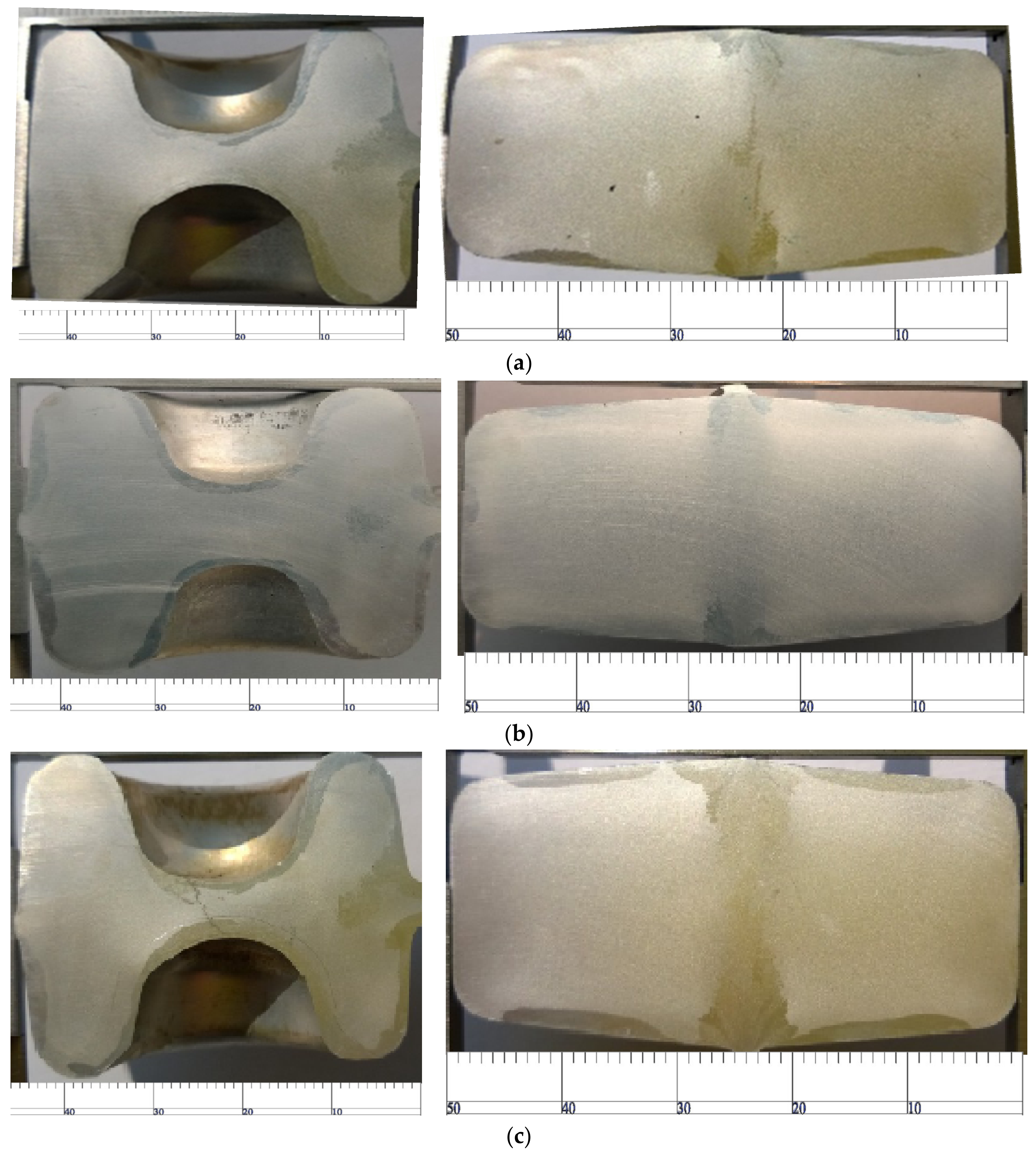
5.1. Analysis of the Location of Coarse-Grain Structure
5.2. Effect of Material Temperature on Coarse-Grain Structure
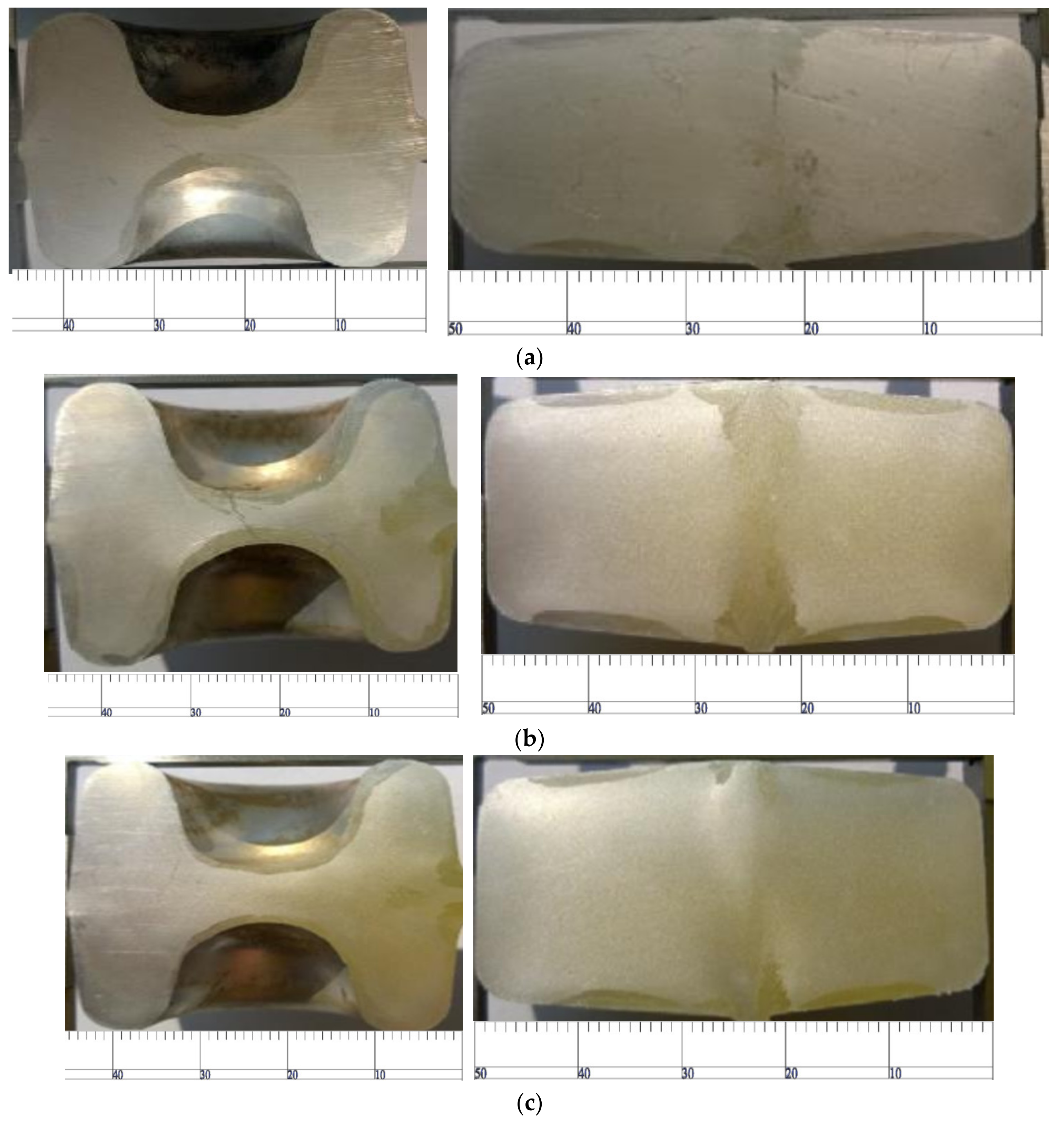
5.3. Effect of Flattening and Bending Temperature on Coarse-Grain Structure
5.4. Effect of Secondary Heating on Coarse-Grain Structure
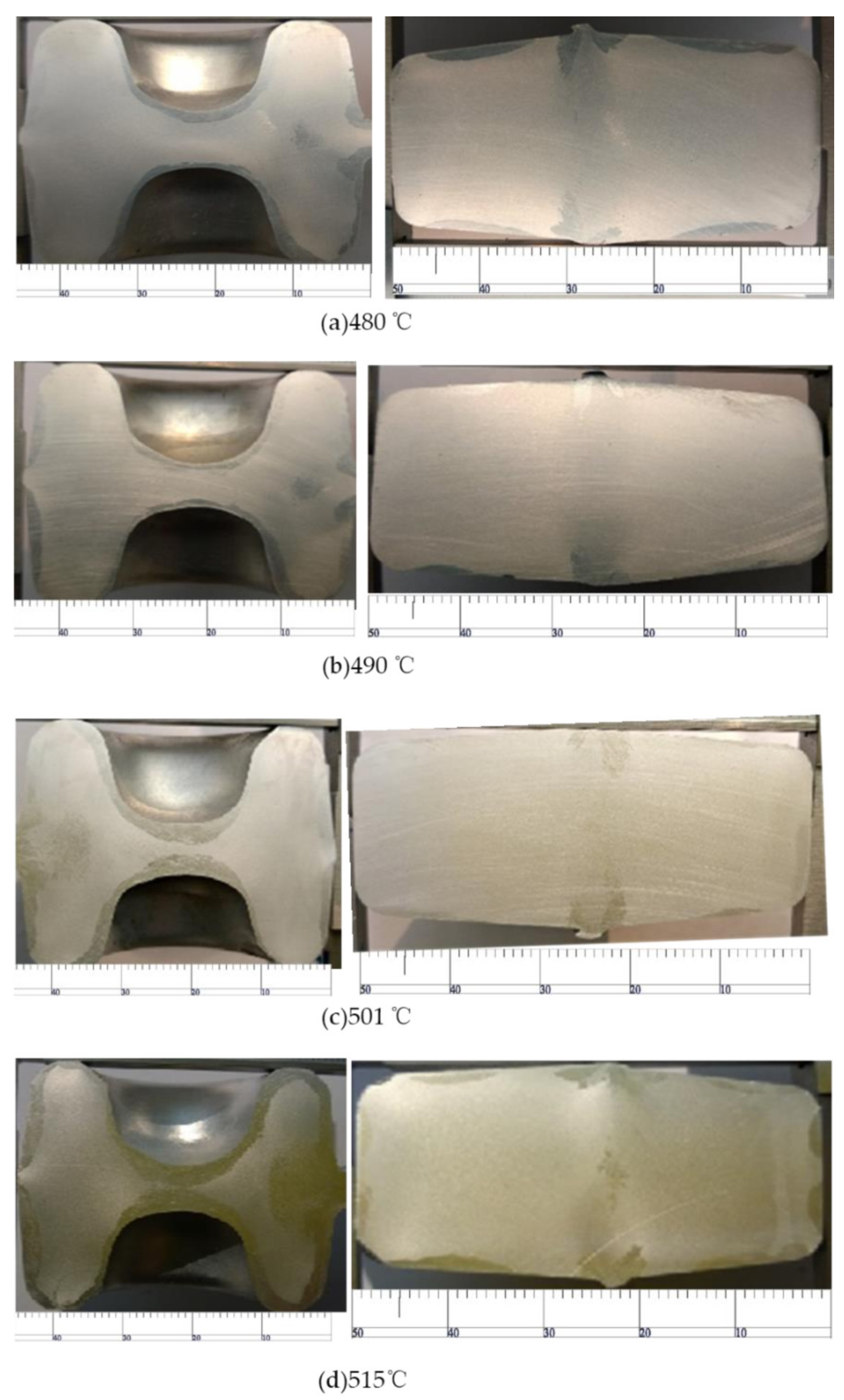
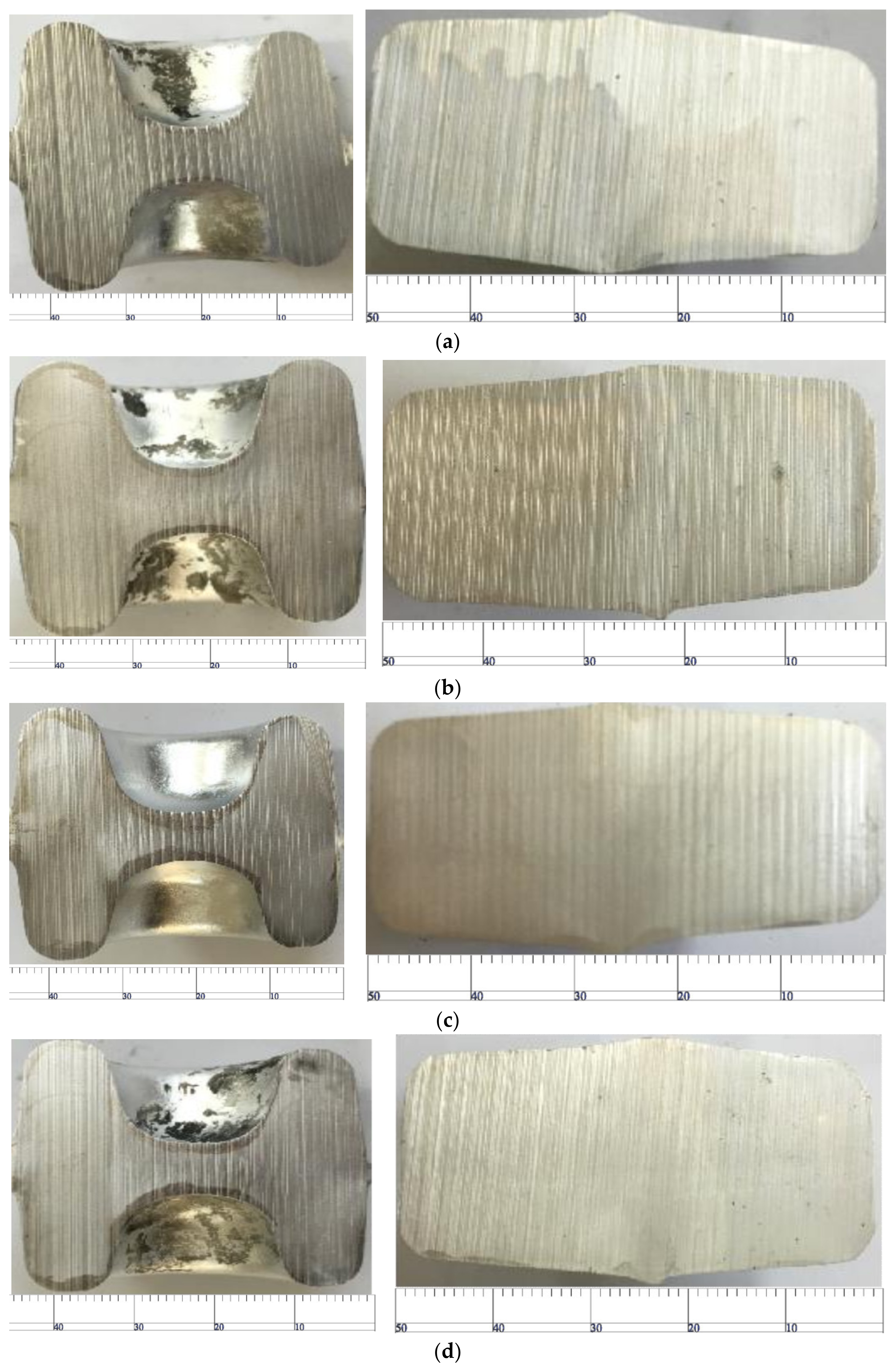
5.5. Effect of Die Forging Temperature on Coarse-Grain Structure after Forging
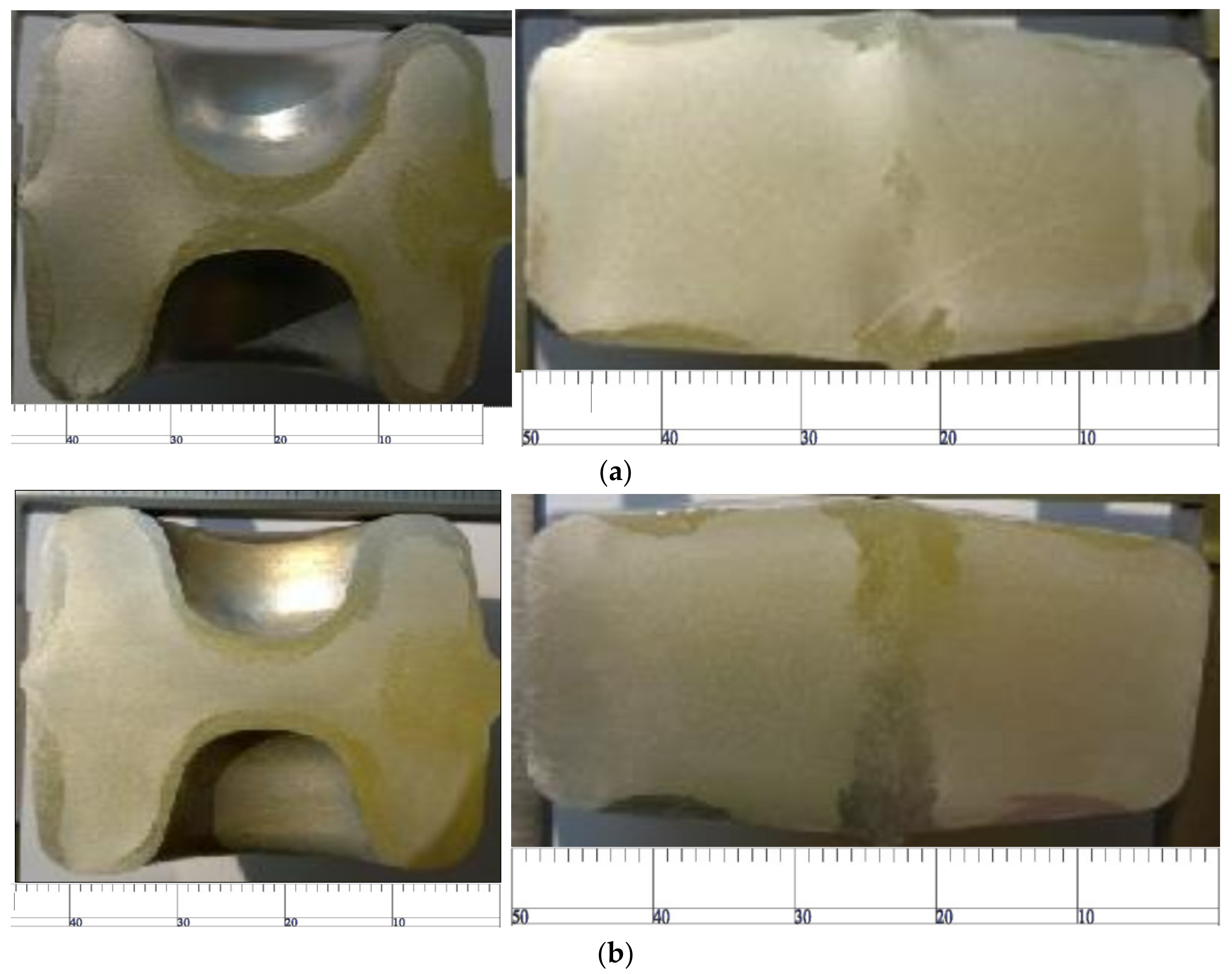
5.6. Effect of Solution Treatment on Coarse-Grain Structure after Die Forging
6. Conclusions
- The proposed rolling-forging composite process can greatly reduce the material cost and reduce the forming force, resulting in superior product performance. In the rolling-forging composite process, the cross-wedge rolling process is the core of the whole process and guarantees collaborative control of the product shape.
- The temperature, time of process and heat treatment have an important influence on the coarse-grain structure of the product, and the coarse grain structure of the rear upper control arm of the automobile is mainly concentrated in the maximum deformation parts of the product, namely the ‘ring bulge’ and ‘ball head’ positions. The optimal preheating temperature for die forging is 350 °C. A preheating temperature of 530 °C and a solution time of 45 min results in the least coarse-grain surface structure.
- The results of this study provide a theoretical basis for improving the quality of multi-step forming of automobile rear upper control arms.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Wang, W. Present situation and development trend of automotive materials. New Mater. Ind. 2018, 10, 8–12. [Google Scholar]
- Zhang, Y. Application of automobile lightweight and aluminum alloy in modern automobile production. Intern. Combust. Engines Accessories 2017, 14, 38–39. [Google Scholar]
- Xie, Y. Application and Development of Aluminum Alloys in the Automotive Industry. In Proceedings of the Annual Conference of China Aluminum Processing Industry in 2018, Guangdong, China, 26–27 June 2018. [Google Scholar]
- Zhou, J.; Shi, P.C.; Li, Y.Z. Simulation analysis of forging process of automobile aluminum alloy swing arm. J. Xinxiang Univ. 2017, 34, 34–37. [Google Scholar]
- Zhao, P.F. Study on Cross Wedge Rolling Deformation of 6061 Aluminum Alloy. Ph.D. Thesis, General Institute of Mechanical Sciences, Harbin, China, August 2006. [Google Scholar]
- Wang, G.B. Automobile aluminum alloy control arm forging hydraulic unit. Mech. Des. 2018, 35, 411–414. [Google Scholar]
- Bao, Q.H.; Pan, Q.J.; Wu, S.X.; Cheng, J. Die forging forming of automobile aluminum alloy control arm. Met. Processing 2011, 5, 16–18. [Google Scholar]
- Wei, W. Hot Deformation Behavior and Microstructure and Properties of 6082 Aluminum Alloy Rib Forgings. Ph.D. Thesis, General Institute of Mechanical Science, Harbin, China, June 2013. [Google Scholar]
- Su, H.Y. Research and development of aluminum for automobile industry. Nonferrous Met. Ind. 2005, 12, 69. [Google Scholar]
- Li, X.D.; Shi, W.C.; Zhang, H.; Xue, K.M. Die forging process design and numerical simulation of aluminum alloy control arm. Die Technol. 2011, 6, 36–40. [Google Scholar]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Shi, H.; Mclaren, A.J.; Sellars, C.M.; Shahani, R.; Bolingbroke, R. Constitutive equations for high temperature flow stress of aluminium alloys. Mater. Sci. Technol. 1997, 13, 210–216. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Jia, Y.J. Experimental Study and Numerical Simulation of Thermal Deformation and Dynamic Recrystallization Behavior of 7050 Aluminum Alloy. Master’s Thesis, Chongqing University, Chongqing, China, April 2013. [Google Scholar]
- Estrin, Y.; Tóth, L.; Molinari, A.; Bréchet, Y. A dislocation-based model for all hardening stages in large strain deformation. Acta Mater. 1998, 46, 5509–5522. [Google Scholar] [CrossRef]
- Grong, O.; Shercliff, H.R. Microstructural modelling in metals processing. Prog. Mater. Sci. 2002, 47, 163–282. [Google Scholar] [CrossRef]
- Lee, Y.C.; Hwang, E.; Shih, Y.P. A combined approach to fuzzy model identification. Syst. Man Cybern. IEEE Trans. 1994, 24, 736–744. [Google Scholar]
- Hu, Z.H.; Zhang, K.S.; Wang, B.Y. Cross Wedge Rolling Theory and Application; Metallurgical Industry Press: Beijing, China, 1996. [Google Scholar]
- Altan, T.; Vazquez, V. Numerical Process Simulation for Tool and Process Design in Bulk Metal Forming. CIRP Ann. Manuf. Technol. 1996, 45, 599–615. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Hadifi, T.; Mielke, J. Advanced friction modeling for bulk metal forming processes. Prod. Eng. 2011, 5, 621–627. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | Strain Rate | Peak Stress |
|---|---|---|
| 350 ℃ | 0.01 | 42.75 |
| 0.10 | 32.17 | |
| 1.00 | 25.72 | |
| 5.00 | 20.70 | |
| 400 ℃ | 0.01 | 52.90 |
| 0.10 | 40.35 | |
| 1.00 | 32.26 | |
| 5.00 | 28.04 | |
| 450 ℃ | 0.01 | 68.68 |
| 0.10 | 51.63 | |
| 1.00 | 43.24 | |
| 5.00 | 36.34 | |
| 500 ℃ | 0.01 | 78.72 |
| 0.10 | 61.28 | |
| 1.00 | 51.14 | |
| 5.00 | 49.38 |
| Parameter | Numerical Value |
|---|---|
| Angular velocity (rad/s) | 0.6/0.8/1 |
| Preheating temperature of workpiece (T0) (°C) | 500 |
| Ambient temperature (°C) | 20 |
| Heat transfer coefficient (N/s/mm/°C) | 75 |
| Mixed heat dissipation coefficient, q (N/s/mm/°C) | 0.008 Tb |
| Friction axis factor | 1.5 |
| Number of deformable grids | 20,000 |
| Base diameter (mm) | 670 |
| Metamorphic materials | 6082 aluminum alloy |
| Number | Roller Radius (mm) | Wedge Width w(mm) | Forming Angle α(°) | Expansion Angle β(°) |
|---|---|---|---|---|
| wedge 1 | 480.5 | 182.4 | 24 | 7 |
| wedge 2 | 480.5 | 175.3 | 24 | 6.73 |
| Project | Parameter | Remark | |
|---|---|---|---|
| Aluminum billet material | 6082 aluminum alloy | ||
| Preheating temperature of billet | 500 | ||
| Speed of hydraulic press (mm/s) | 250 | ||
| Initial billet temperature, Tb (°C) | 500 | ||
| Initial mold temperature. Td (°C) | 350 | ||
| Ambient temperature (°C) | 30 | ||
| Coulomb friction coefficient | 0.3 | ||
| Shear friction coefficient | 1.5 | ||
| Heat transfer coefficient (N/s/mm/°C) | 75 | ||
| Mixed cooling coefficient of radiation convection (N/s/mm/°C) | Cross-wedge rolling | 4 | Default unit of Deform: N/s/mm/°C |
| Collapsing | 4 | ||
| Bending | 4 | ||
| Preforging | 0.02 | ||
| Final forging | 0.02 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Shu, X.; Wang, D.; Xu, S.; Xiang, W. Multi-Step Forming Simulation and Quality Control of Aluminum Alloy Automobile Rear Upper Control Arm. Materials 2022, 15, 3610. https://doi.org/10.3390/ma15103610
Chen X, Shu X, Wang D, Xu S, Xiang W. Multi-Step Forming Simulation and Quality Control of Aluminum Alloy Automobile Rear Upper Control Arm. Materials. 2022; 15(10):3610. https://doi.org/10.3390/ma15103610
Chicago/Turabian StyleChen, Xiaogu, Xuedao Shu, Donggang Wang, Sheng Xu, and Wei Xiang. 2022. "Multi-Step Forming Simulation and Quality Control of Aluminum Alloy Automobile Rear Upper Control Arm" Materials 15, no. 10: 3610. https://doi.org/10.3390/ma15103610
APA StyleChen, X., Shu, X., Wang, D., Xu, S., & Xiang, W. (2022). Multi-Step Forming Simulation and Quality Control of Aluminum Alloy Automobile Rear Upper Control Arm. Materials, 15(10), 3610. https://doi.org/10.3390/ma15103610