1. Introduction
Cracking con-rods are important transmission components connecting crankshafts and their pistons, which bear high requirements on load capacity, installation and service precision. As an advanced connecting structure, a cracking con-rod is made based on brittle expansion, breaking and reconnection, which is expected to solve the frequent issue of assembly circle missing. To produce a precise cleavage fracture for tight joints and avoid big head distortion of the reconnecting rod due to plastic deformation, very strict demands for a uniform microstructure of steels needs to be met [
1]. The non-quenched and tempered free cutting steel C70S6 is a near eutectoid micro-alloyed steel invented in Germany for cracking con-rod manufacture [
2]. It is also a new type of energy-saving and efficient steel, with features of high-carbon, micro-alloyed, high-sulfur content and narrow chemical composition range, thus it is relatively difficult to produce by continuous casting. In addition, non-metallic inclusions in steel destroy the continuity of the steel matrix, causing stress concentration and inducing crack formation, thus improving the cleanliness of molten steel is one of the key demands to solve this problem.
From the perspective of structure and performance requirements on finished products, on the one hand, the high-carbon and high-sulfur steel has a large tendency to shrink and crack in the process of continuous casting, which will easily result in the failure of ultrasonic detection. Additionally, its large segregation tendency due to its inherent chemistry can easily cause poor stability of the microstructures and mechanical properties of the subsequent rolling products [
3,
4,
5]. Therefore, an in-depth understanding of the as-cast steel microstructure and its defect characteristics are of great significance on developing a continuous casting practice of this type of high-class steel. For this reason, we systematically characterized its solidification microstructures and composition segregation characteristics in the present continuous casting condition based on industrial development tests [
6]. In this study, the as-cast genetic defects which may affect the requirements of the expanding cleavage fracture during the processing of steel products were revealed, and the technological approaches of optimizing continuous casting process were put forward. As a result, the quality of the bloom castings has been improved to an applicable degree of the users. However, due to the asymmetric three-strand tundish used in this steel plant, the temperature difference is large among different strands in tundish caused by an uneven flow field, in which the maximum temperature difference of molten steel measured at the outlets near the stopper reached 5 °C. Moreover, the bloom qualities of C70S6 steel and subsequent rolled products corresponding to each strand are not at a consistent level. Therefore, it is of great necessity to control the consistency and stability of casting conditions from tundish, at the very beginning of continuous casting.
Tundish, a transition container connecting ladle and mold in the casting process of molten steel, not only plays the role of receiving liquid steel and distributing it to the molds, but also has the metallurgical functions of homogenizing the composition and temperature of liquid steel and removal of non-metallic inclusions [
7,
8,
9]. For the continuous casting of high-quality special steel, the consistency of the metallurgical effect of each strand in the tundish is key to improving and stabilizing the overall quality of subsequent products, representing a popular issue in recent years [
10,
11]. A reasonable tundish structure can ensure a good flow-state of liquid steel in the tundish, which is beneficial to improving the consistency of each strand, reducing the temperature difference between tundish outlets, and prolonging the residence time of liquid steel in the tundish, thus promoting the removal of inclusions.
In view of the high temperature characteristics of continuous casting tundish, the optimization of its structure is mainly carried out by water modelling [
12,
13,
14] and numerical simulation [
15,
16,
17]. For example, Tang et al. [
18] optimized a 4-strand tundish in a steel mill through the above method. After application in the steel production, it was found that macroinclusions and microinclusions in the billet castings were reduced by 44.9% and 2.7%, respectively, compared with the use of the prototype tundish, and the total oxygen and inclusion contents in the four-strand billet castings were very consistent. Chen et al. [
19] used the same method to optimize the flow field of a two-strand symmetrical tundish for slab production. By increasing the distance between dam and retaining wall, the average residence time of water in the simulated tundish and volume fraction of the piston zone were increased, and the fraction of dead zone was reduced. The total oxygen content of billet was reduced by 30.32% after applying the optimized tundish in production. Merder et al. [
20] studied the motion behavior of non-metallic inclusions in a two-strand tundish by using different simulation models and showed that the process of microparticle distribution can be well described by the Euler–Lagrange method according to the DPM model. In addition, their distribution characteristics and local concentrations can be reflected with a high accuracy. Sheng et al. [
21] applied a CFD model to study the effect of thermal buoyancy on fluid flow and residence time distribution in a single-strand tundish. The results showed that thermal buoyancy has a significant impact on the flow pattern and temperature distributions of molten steel in the tundish. The increase of heat loss through the top surface shortens the mean residence time of molten steel in the tundish, and thus leads to an increase in dead volume fraction and a decrease in plug-flow volume fraction. Sheng [
22] also investigated certain key aspects regarding the CFD simulation of a tundish, such as the choice of turbulence model, meshing, boundary conditions and a discretization scheme. In his study, a mesh size of 0.006 m, realizable k-ε turbulence model and second-order upwind discretization scheme are the recommended modeling settings for tundish flow simulation.
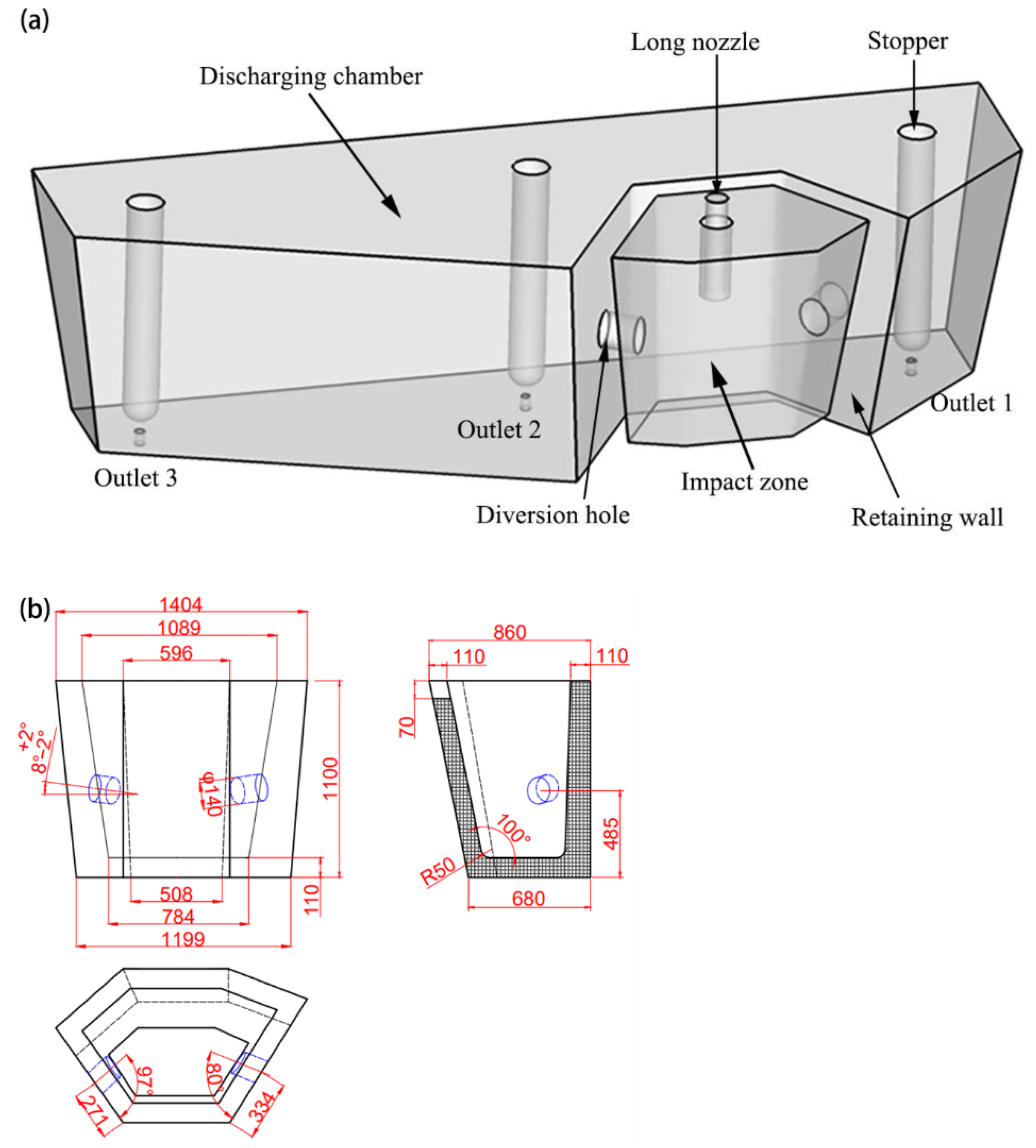
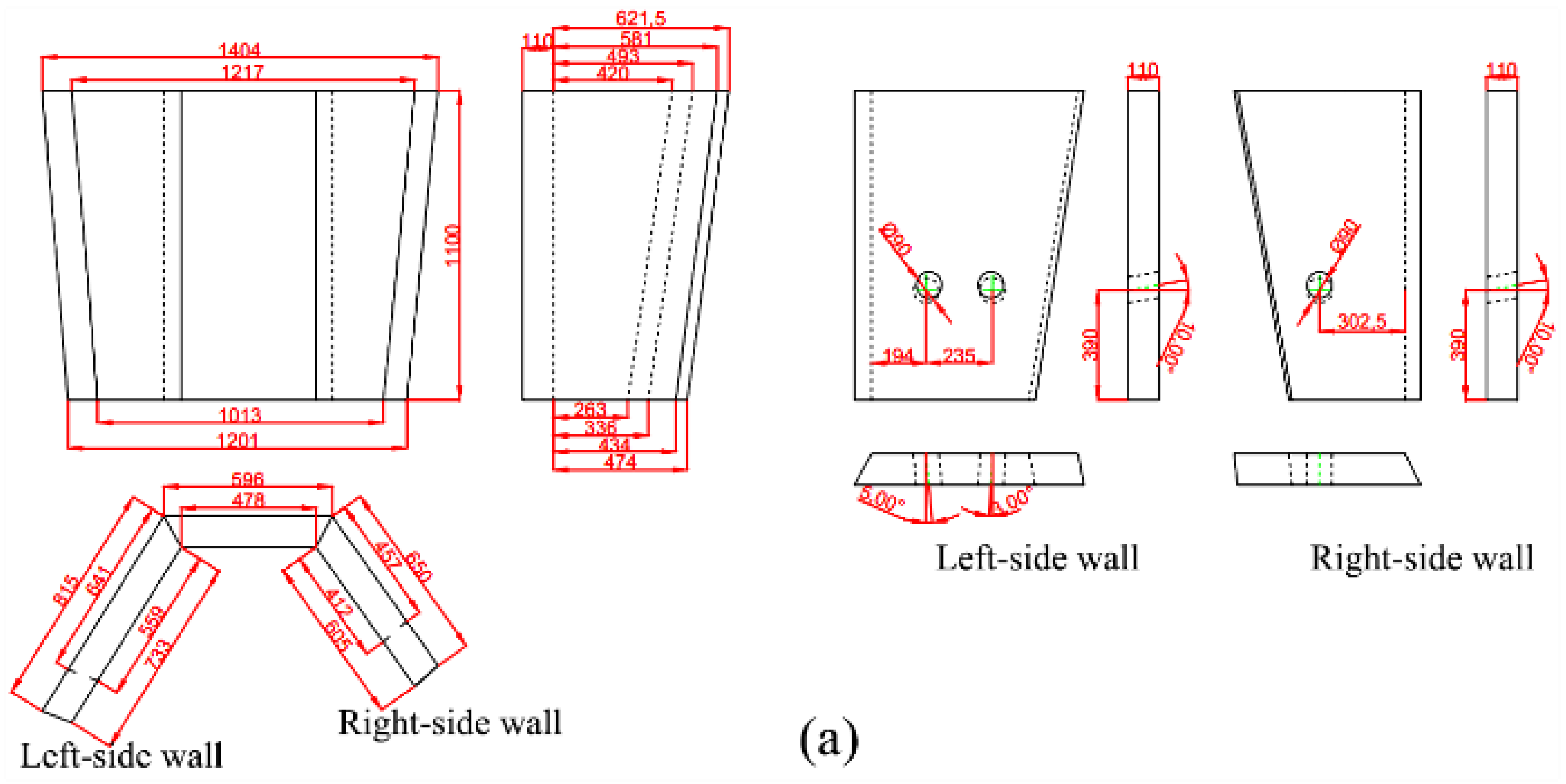
In the present paper, a three-strand continuous casting tundish was studied for continuous casting of cracking con-rod steel in Xining Special Steel. The tundish has an asymmetric geometric structure with a casting position of the ladle long nozzle close to its No.1 and 2 strand, but far from the No. 3 strand. Usually, an asymmetric tundish is more difficult to design than a symmetric tundish, and the uniformity of the flow field is also poorer. The industrial big data found that under the prototype flow control device of the tundish, the molten steel temperature at the first strand outlet and the occurrence rate of inclusions in the final cast products were higher, while its equiaxed crystal ratio measured lower than the other strands. Although there are many reports on the optimization of tundishes, most studies focus on symmetric multi-strand tundishes, which are evidently different from their asymmetric counterparts.
To meet the strict requirements of the cracking con-rod regarding the consistencies of the microstructure and properties of the rolled products, the tundish structure is optimized by physical and numerical simulation methods in the present study, and an overall quality comparison of the bloom castings and the following hot-rolled products before and after optimization is given based on a large number of industrial tests. These on-site volume data will be of great value in evaluating the casting practice for the quality production of special steel. Meanwhile, this study intends to provide a roadmap or benchmark for the optimization of other asymmetric multi-strand tundishes.
5. Comparison of Industrial Application Effect before and after Tundish Optimization
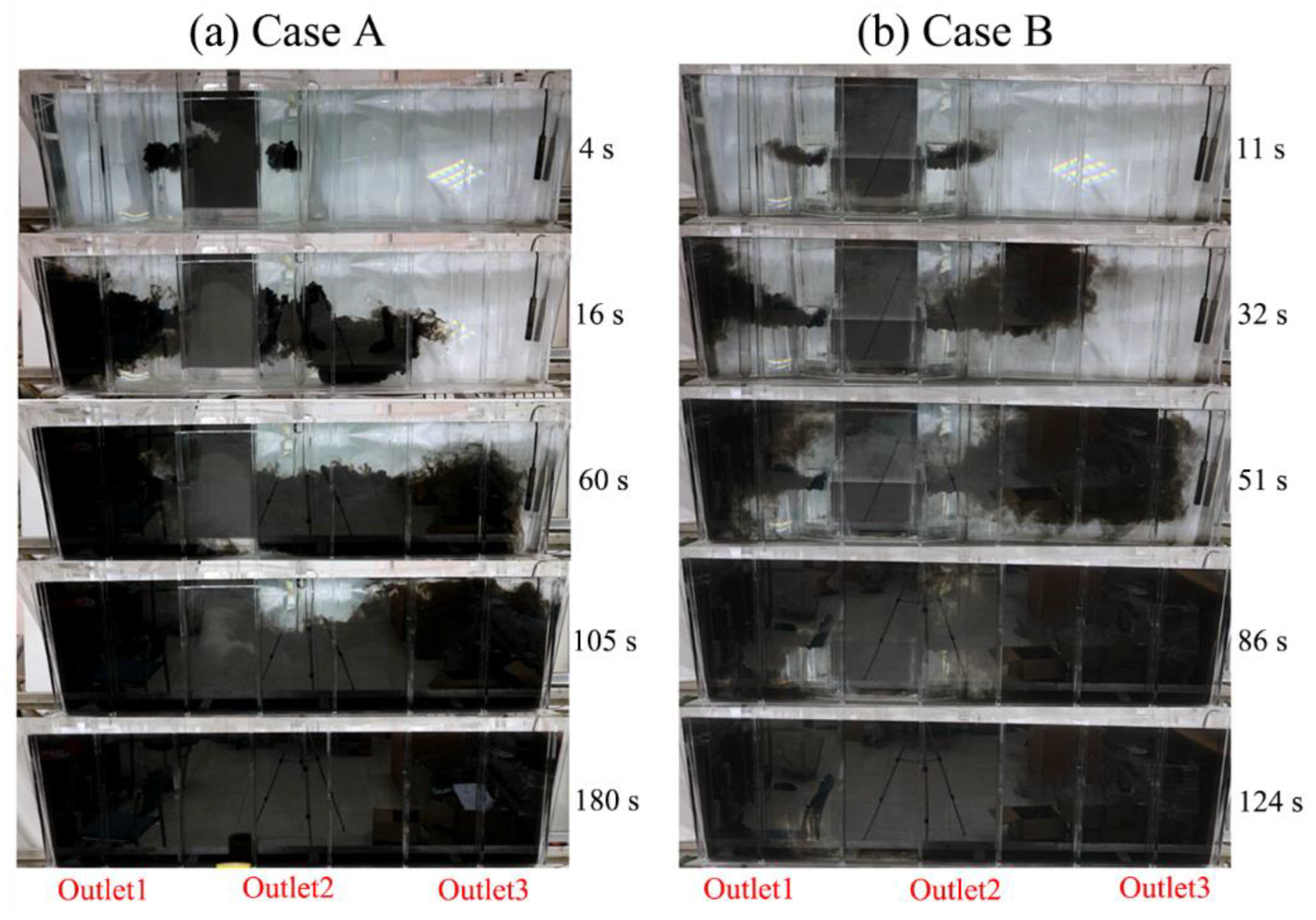
Based on the results of the physical and numerical simulation, the optimized case B was successfully adopted to industrial production of C70S6 steel. The temperature difference of molten steel at the three outlets of the tundish, and the qualities of bloom castings and subsequent rolled products before and after optimization were compared under the same given refractory material and operating conditions.
5.1. Comparison of Temperature Difference of Molten Steel
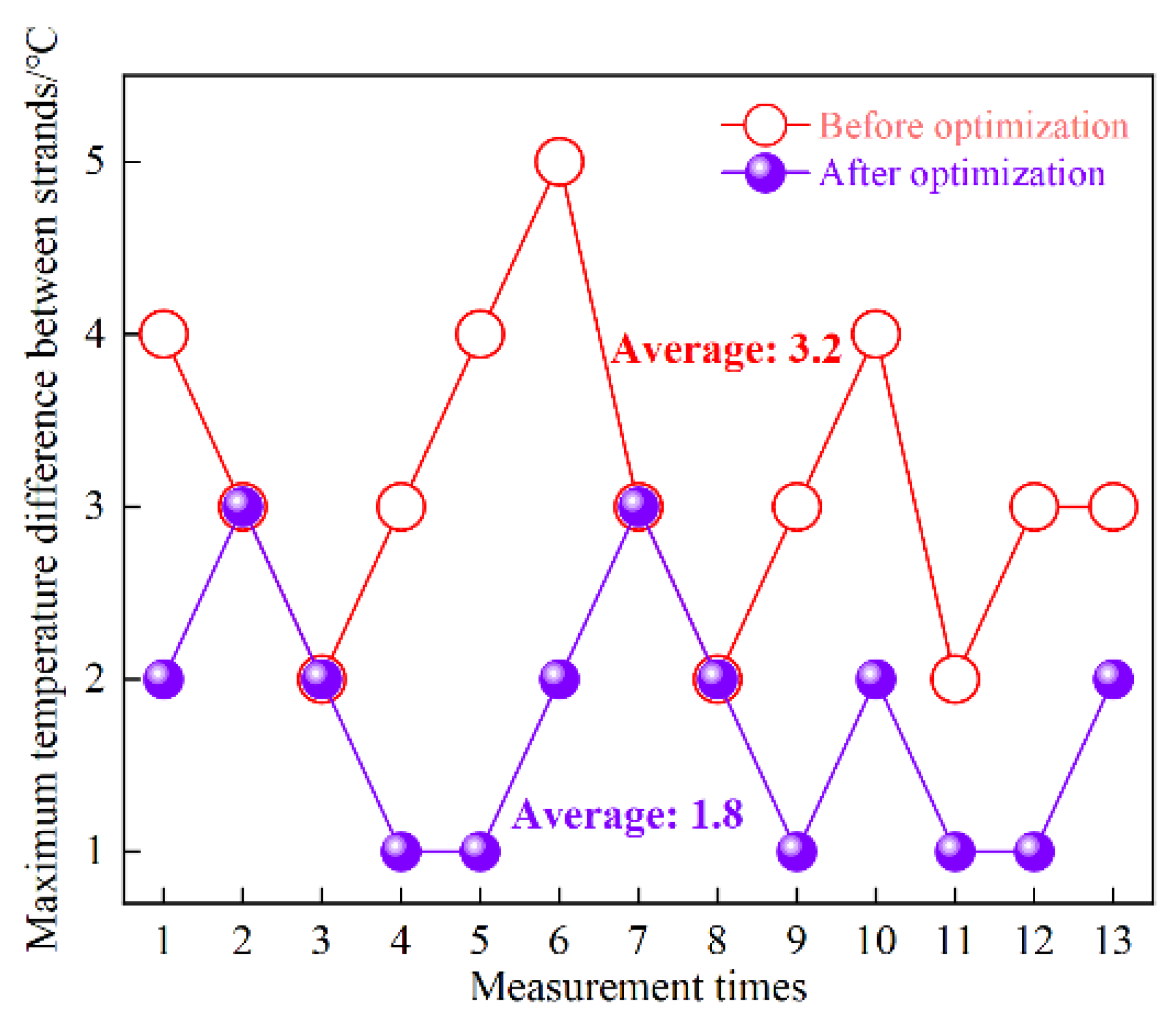
The molten steel temperature in the tundish was measured comparatively before and after tundish optimization, in which the 2nd, 3rd, 4th, 5th and 7th heats were selected for each casting test, three times for each heat during the casting process. A temperature detector (TC1200-S-AL, Heraeus, Hanau, Germany) was inserted into the molten steel from the stopper holes between strands, and the maximum temperature difference among the three strands was recorded. For better comparison, measurement of the three strands was carried out at nearly the same casting time. There are 13 groups of effective data obtained for the comparison, which are shown in the
Figure 7.
As is seen, the maximum temperature difference between strands measures 2–5 °C before tundish optimization, and the average temperature difference is 3.2 °C. After optimization, the maximum temperature difference decreases to 1–3 °C, and the average temperature difference drops to 1.8 °C, indicating an improved temperature field uniformity of the tundish. Additionally, the maximum temperature difference calculated by numerical simulation was 3 °C before optimization and 1 °C after optimization, which also verifies the reliability and accuracy of the numerical simulation from an industrial perspective. Meanwhile, the results also show that the flow field optimization has significantly improved regarding temperature consistency in the tundish. As we know, uniformity of the temperature field is helpful in stabilizing and unifying the superheat for the three-strand castings, and thus stabilizing the as-cast solidification structure of the strands, along with the identical quality of the as-rolled and subsequent products.
5.2. Comparison of Erosion of Molten Steel on Refractory Material in Tundish
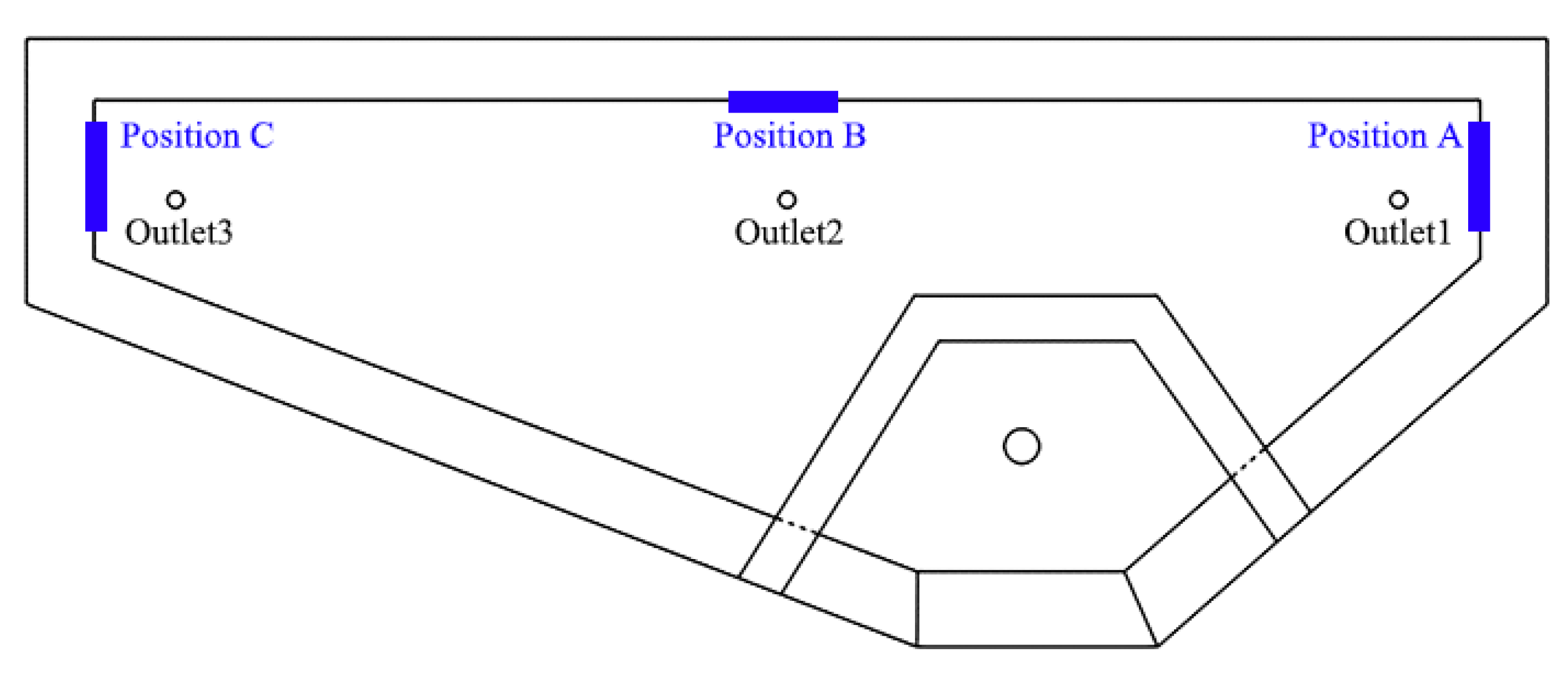
The change of flow field of the tundish may affect the erosion of its lining, and thus affect the cleanliness of blooms and the following rolled products. For this reason, the eroded appearance of the tundish working layer at three positions near the slag line was compared at the end of the casting. The test positions (A, B, C) are illustrated in
Figure 8. The eroded appearances of the three tundishes were examined before optimization, and five tundishes were examined at the same locations after optimization. To ensure the comparability and effectiveness of erosion data before and after optimization, the material of the working layer, amount and method of cover slag added, level height of molten steel in tundish, fluctuation of casting speed and temperature measurement times were strictly controlled identical under the two working conditions. The erosion width and depth are shown in
Table 8.
As shown in the
Table 8, the erosion width of the working layer at position A close to strand No. 1 decreases from 90–120 mm before optimization to 90–100 mm after optimization, and the depth decreases from 10–12 mm to 9–11 mm. This is because a diversion hole in the retaining wall before optimization directly points to zone A, imparting significant washing to the local lining material. After optimization, the diversion hole is provided with an upward and horizontal deflection angle to avoid direct impingement on the tundish wall. This comparison indicates that a good flow field can reduce erosion of the lining, and thus hopefully reduce exogenous inclusions from erosion. The erosion widths of positions B (near No. 2 strand) and C (No. 3 strand) are basically the same before and after optimization, while the erosion depth is slightly reduced after optimization.
5.3. Comparison of Bloom Quality Consistency
The effect of tundish flow field optimization on bloom quality should be embodied mainly by the improvement of bloom quality and that of its consistency among different strands. For this reason, 10 batches of C70S6 steel blooms in total were compared, with 5 batches (1#–5#), respectively, before and after tundish optimization. For each batch, No. 1 to No. 3 strand blooms at the same casting time were taken and machined, then acid etched with 1:1 HCl solution at 70 °C for 20 min. The columnar, equiaxed crystal rates and the center shrinkage were evaluated and their differences among the three strands were revealed. Moreover, the rod samples were taken from the same position of each strand bloom, and then the total oxygen content was measured with an oxygen–nitrogen analyzer (TCH600, St Joseph, MI, USA). The results are shown in
Table 9.
Table 9 shows that before flow field optimization, the columnar crystal percentage of three-strand billets distributes from 43.86–58.19%, and the difference among different strands ranges between 2.27–3.17%. After optimization, the difference of columnar crystal rates among strands is reduced to 1.26–1.85%, and the difference of equiaxed crystal rates decreases from 2.25–2.87% to 0.48–2.10%. There is no significant change in center porosity before and after optimization. It is well known that equiaxed and columnar crystal proportions are closely related to casting superheat. A high superheat means a greater temperature gradient between the inner liquid core and the outer, along with a lower solidification nucleation rate, and thus resulting in a more developed columnar crystal. Meanwhile, the excessive growth of columnar crystals causes the enrichment of solute elements in the center, generating center segregation. Before tundish optimization, the temperature of molten steel near No.1 strand is higher than that of other two strands, thus the superheat is relatively high, and accordingly the proportion of columnar crystals is slightly higher than that of other strands from statistics. After optimization, the temperature field is more homogeneous, thus the microstructure difference among strands is reduced.
Moreover,
Table 9 shows that the oxygen content difference between three strands of blooms is 0.8–1.9 ppm after flow field optimization, while it is 1.7–3.5 ppm before that, indicating that the consistency of the bloom cleanliness has been effectively improved. Meanwhile, the oxygen content in the No. 1, No. 2 and No. 3 strands measures 11.2–14.3 ppm, 8.8–11.8 ppm and 8.5–13.1 ppm, respectively, before optimization, while it is 8.8–11.8 ppm, 9.2–10.8 ppm and 7.9–11.6 ppm, respectively, after optimization. The oxygen content after optimization is lower than that before optimization, especially in the first and third strands. This is because, as mentioned above, the stagnation time and average residence time of molten steel in tundish after optimization are both improved, which provides sufficient time for the inclusions in molten steel to float. In addition, the consistency among strands significantly improves due to the more uniform flow field after optimization.
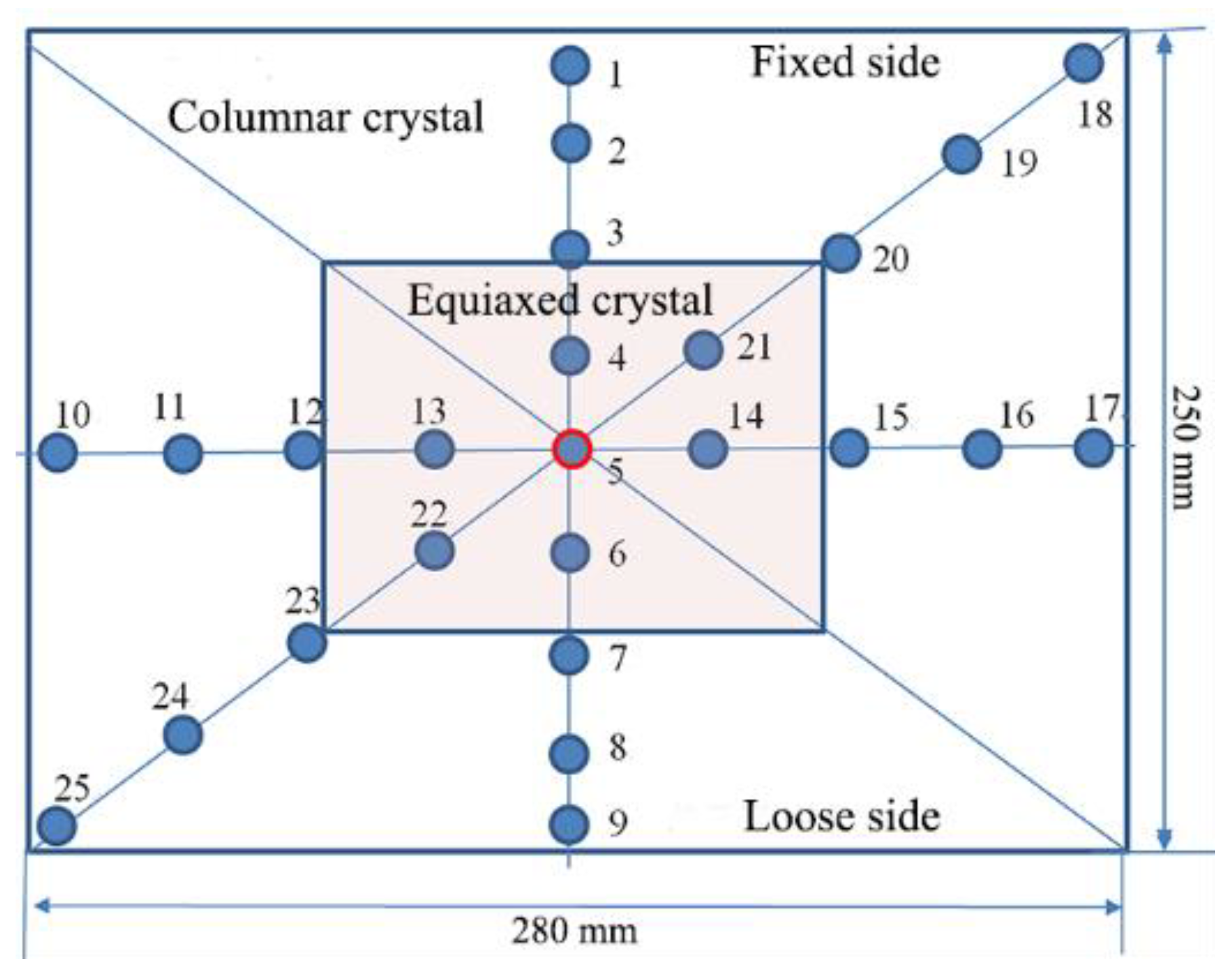
The as-cast pieces of blooms after acid etching were sampled by drilling with a φ5 mm drill for chemical analysis as shown in
Figure 9. A total of 25 points were drilled in each bloom from No. 1 to No. 25, and their carbon contents were measured by an HCS-140 infrared carbon and sulfur meter. The local carbon segregation index was calculated based on the ratio of its carbon content to the average carbon content at all points, namely: C
i/(∑C
i/25), where
i = 1, 2, …… 25. Three heats were taken respectively before and after optimization, and each heat took three strands of blooms. Therefore, there are 18 pieces (3 heats × 3 strands × 2 working conditions = 18) in total for the statistics. The C segregation indexes of all points are shown in
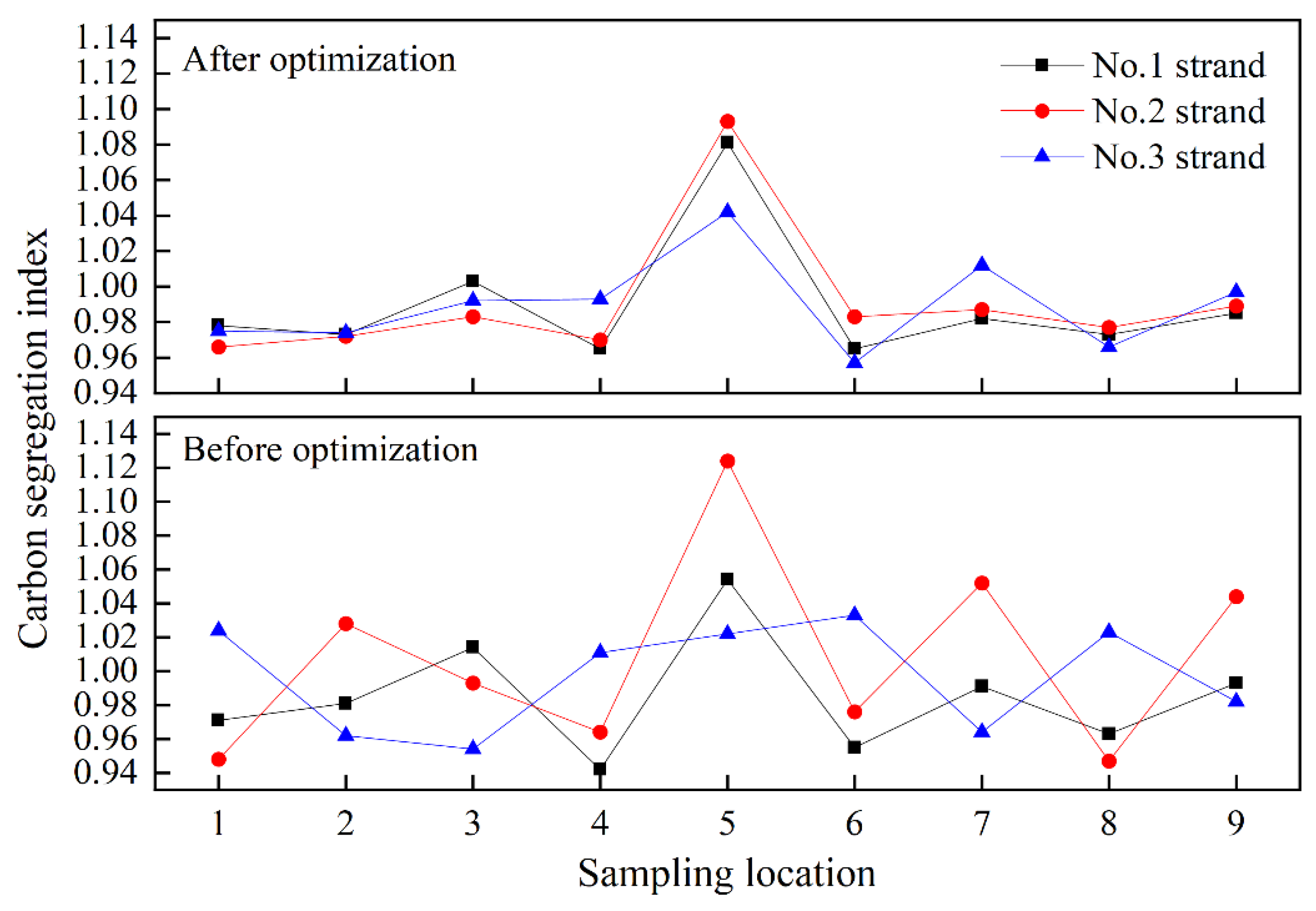
Table 9, and those along the cross-section center line (from points 1 to 9) are shown in
Figure 10.
As can be observed in
Table 9, the carbon segregation indexes in equiaxed crystal and columnar crystal zones for different batches of bloom pieces fluctuates between 0.95 and 1.05. There seems to be no clear change before and after optimization, but the consistency among different strands is significantly improved as shown in
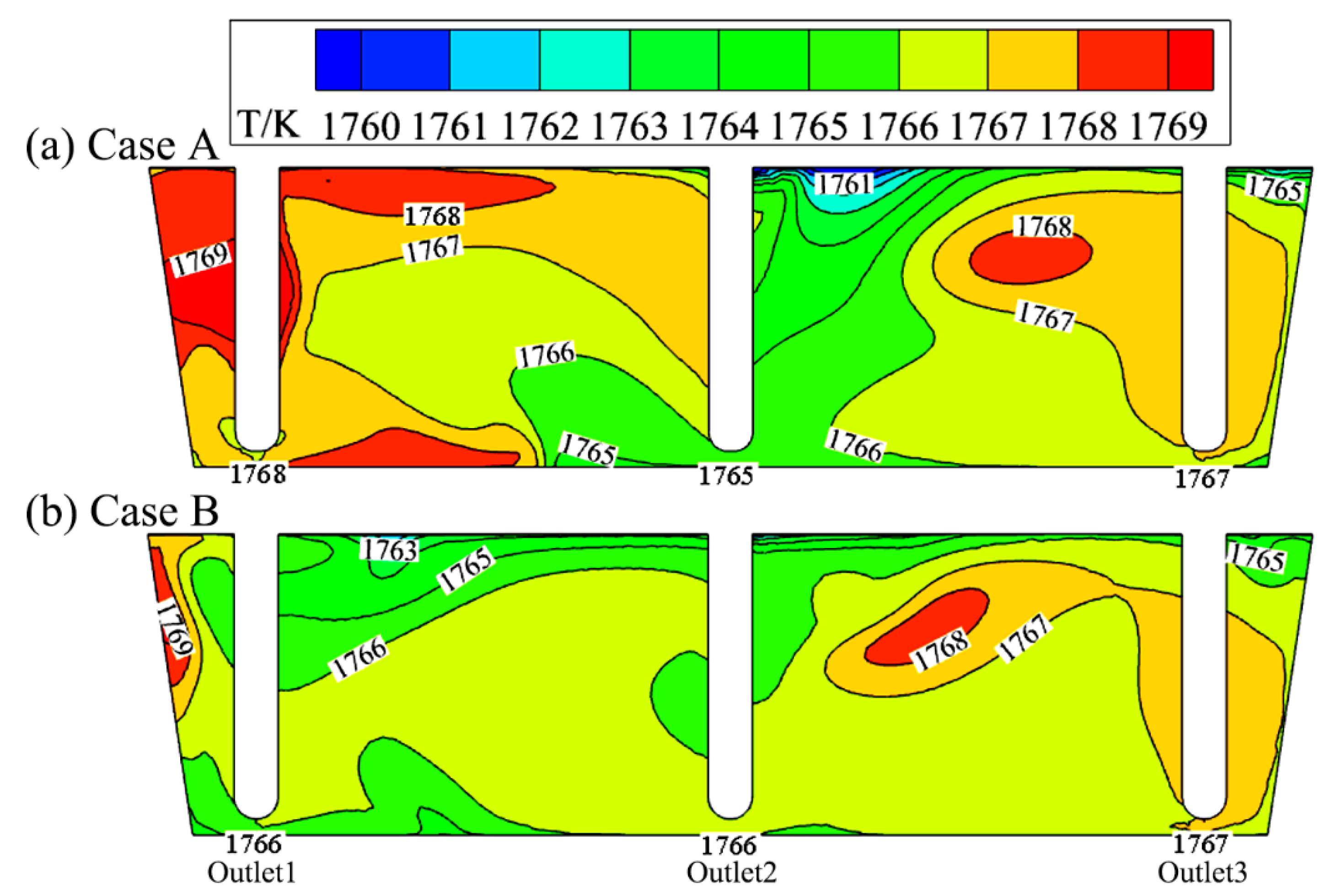
Figure 10, and the segregation index of the center point 5 in No. 2 strand is also reduced from 1.13 to 1.10. This is because the element segregation is relevant to the as-cast structure, which is closely related to the superheat of molten steel [
26]. After optimization, the temperature distribution of molten steel in tundish is more uniform as shown in
Figure 6. The superheat for each strand casting is at the same level, and thus their solidification and segregation consistency are significantly improved accordingly, together with a greatly reduced center carbon segregation index.
5.4. Comparison on the Quality of Rolled Products by Overall Stactistical Data
The mechanical properties of hot-rolled products before and after tundish optimization, including tensile strength Rm, yield strength Rel, elongation A and reduction of area Z, were measured using a universal material testing machine WAW-Y500C, and the hardness measured with an HB-3000B Brinell hardness tester. Additionally, the ferritic phases and band structures were observed using a Carl Zeiss optical microscope after samples were etched with 2% nitric acid alcohol solution. In addition, the grain sizes were evaluated by the standard method with water-quenched samples after insulating at 860 °C for one hour. Finally, the product quality indexes measured above are comparatively listed in
Table 10.
According to the big data analysis, after the flow field of the tundish is optimized, the pass rate of tensile strength of rolled products is 98.9%, which is higher than 98.3% before optimization, while the yield strength, elongation and section shrinkage show no clear change. The hardness fluctuation (maximum value minus minimum value) decreases from 84 HBW before optimization to 60 HBW after optimization. The ferrite content is stabilized from 3–9% to 3–8%. The band structure decreases from 2.08 to 1.87 grade. Inclusions B + C + D + Ds decrease from 1.143 to 1.105 grade, and the occurrence rate of Ds inclusions decrease from 0.192% to 0.118%. Ds refers to single particle inclusion, which are large in size and harmful to steel service property, thus requiring strict control in many special steels. In this study, the occurrence rate of Ds-type inclusions in C60S6 steel is reduced by the optimization of tundish, since the stagnation time and average residence time of strands 1 and 2 are prolonged, and the short-circuit flow is eliminated after optimization, which gives the inclusions adequate time to float and be removed. In addition, as mentioned above, the optimized tundish structure can alleviate the lining erosion in zone A and thus reduce large-sized exogenous inclusions into the molten steel. The A-type inclusion was not counted in this study because the steel contains S and no conspicuous related service defects in its rod products from A-type inclusions. Moreover, no clear grain-size index variation was observed in this study.
5.5. Products Customer Feedback
According to user feedback regarding the cracking con-rod products, the failure rate of products was controlled within 4‰ during their forming processes, and the fracture of connecting rod was relatively smooth compared with that before casting practice optimization.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}