
Towards a Uniform Welding Quality: A Novel Weaving Welding Control Algorithm Based on Constant Heat Input

 , ,
, ,
Abstract
:1. Introduction
2. Heat Consumption during Weaving Welding
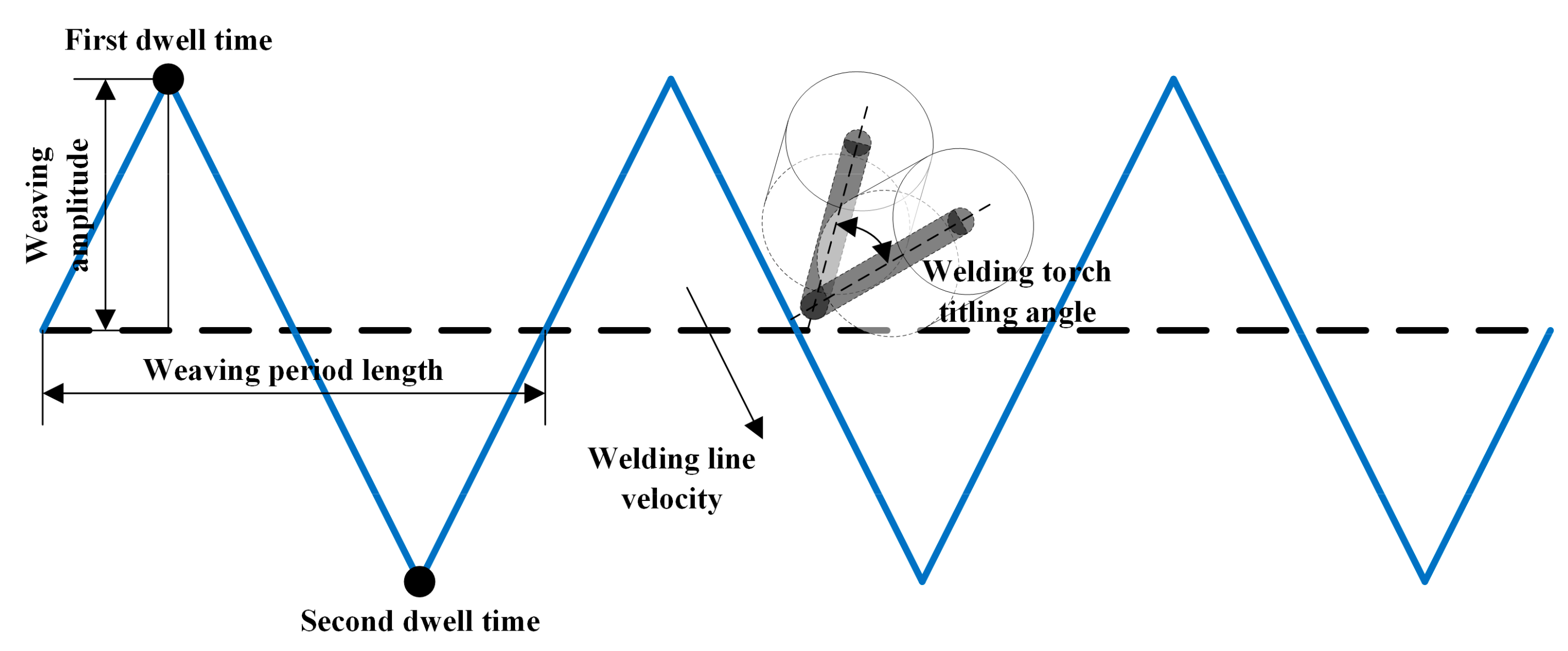
2.1. Weaving Welding Parameters
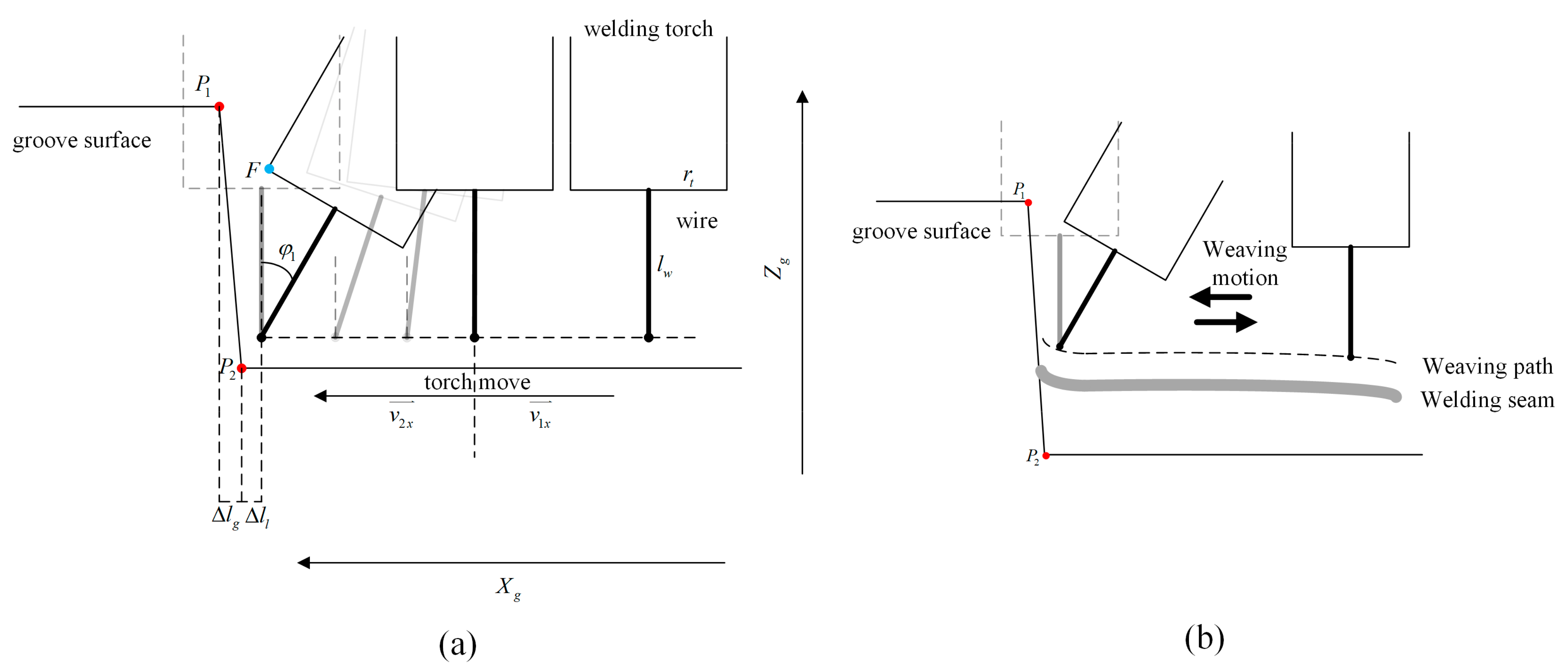
- Welding velocity is defined as the moving velocity of the end point of the welding wire, which is controlled by the inclination of the welding torch;
- Weaving amplitude is defined as the maximum distance from the weaving position to the center line of the weaving path;
- Weaving period length is defined as the distance of a weaving period along the welding direction per unit time;
- Dwell time is defined as the time of movement suspension when the end point of the welding wire is at the weaving amplitude point. The dwell time is not always equal on all sides, depending on the welding process.
- Welding torch inclination is defined as the angle between the axis of welding torch and the vertical direction.
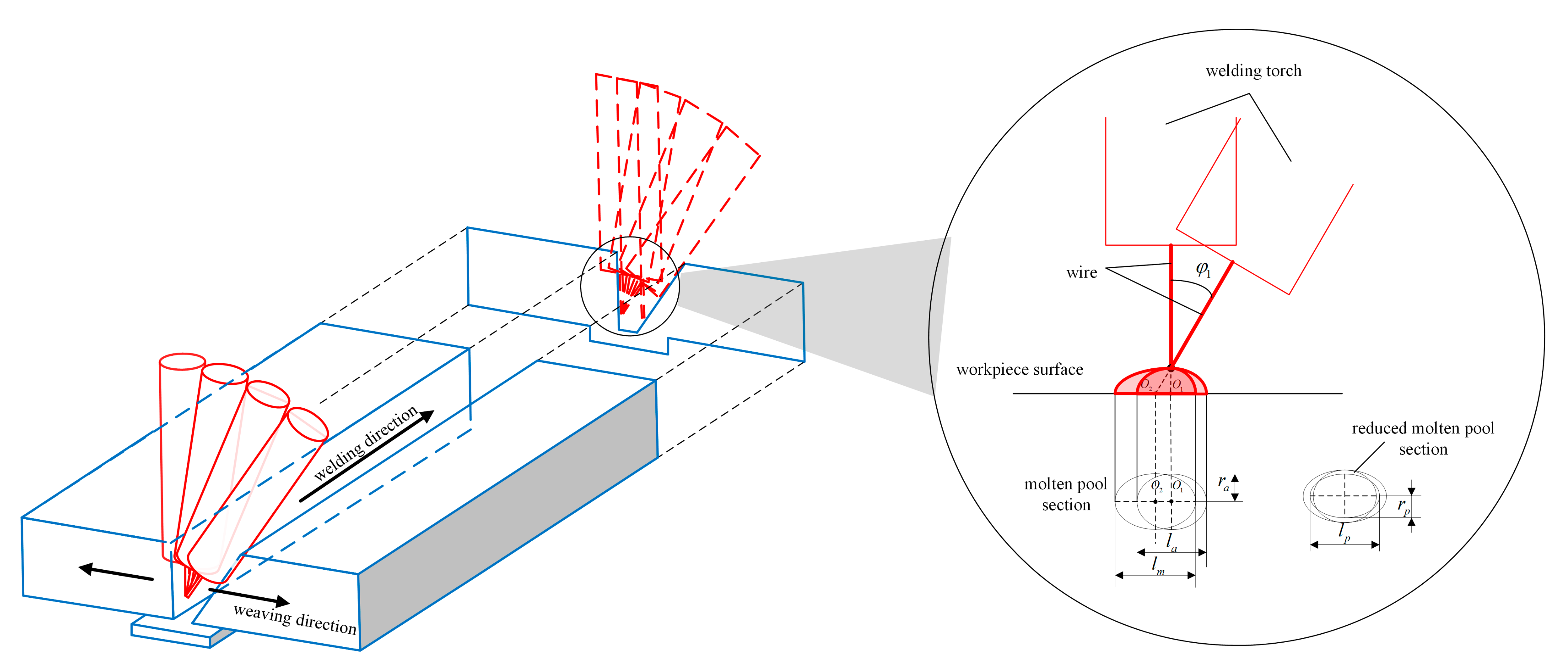
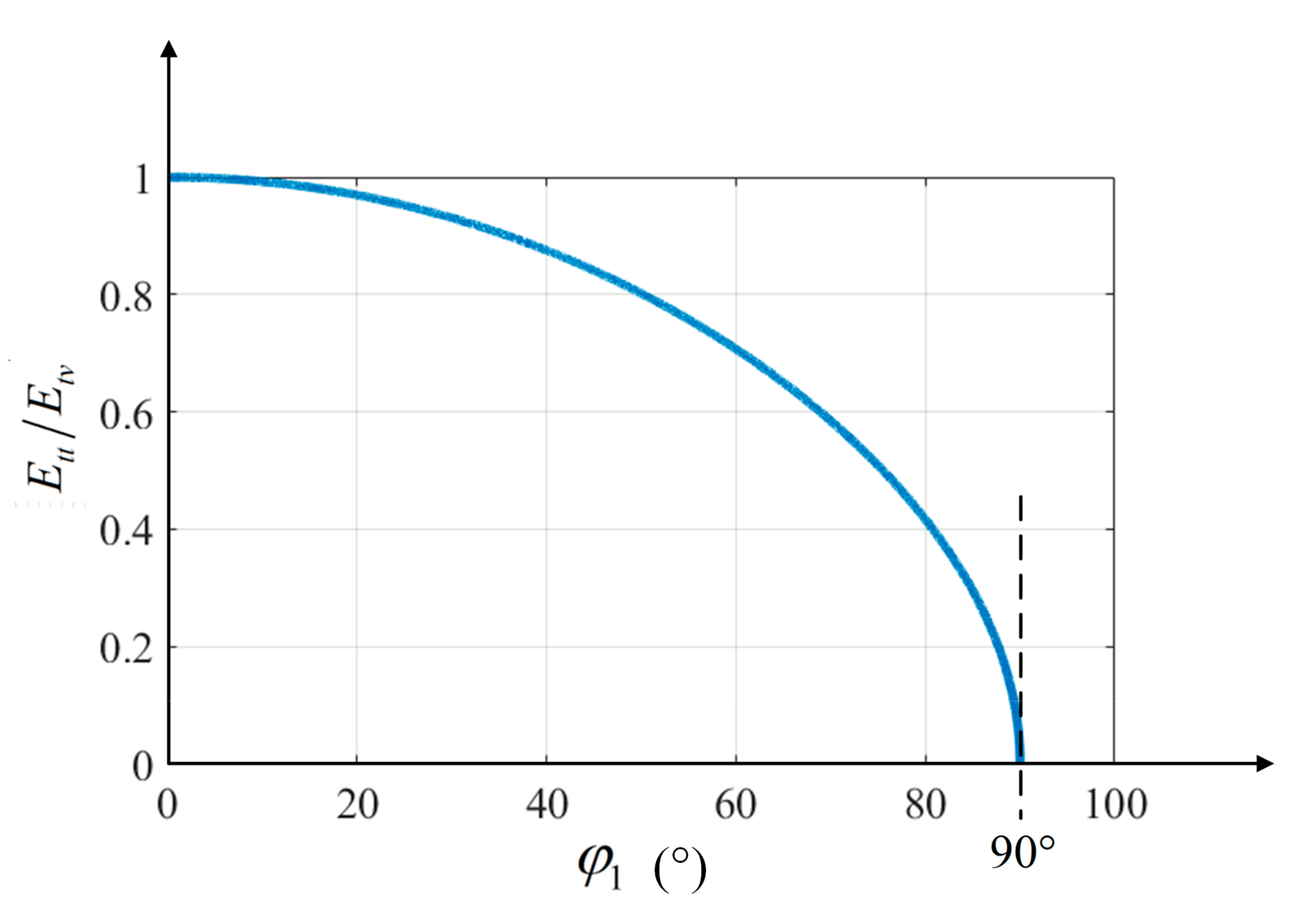
2.2. Heat Consumption Model
3. Velocity-Adaptive Trajectory Planning Strategy for Multi-Pass Welding
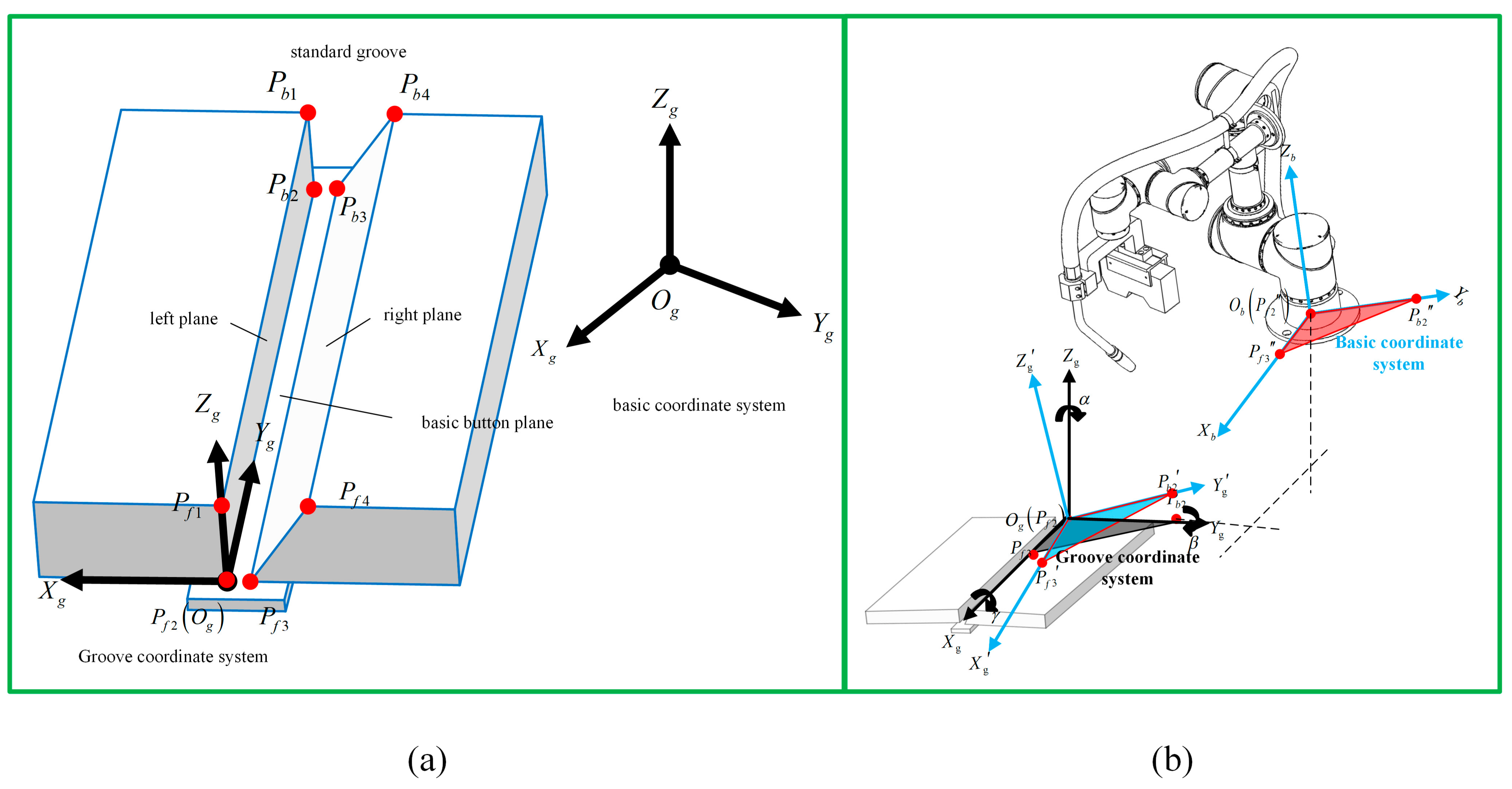
3.1. Robotic Welding Systems
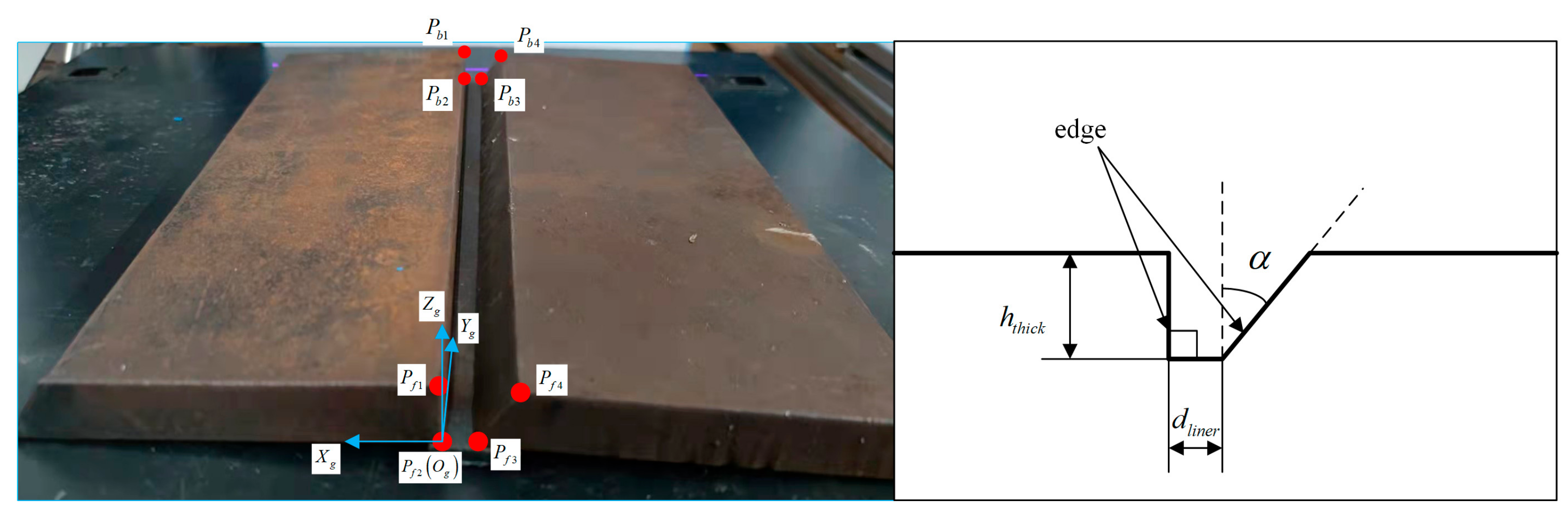
- is the reference co-ordinate system associated with the welding groove, and it is used to represent the dimension and location of the groove, also called groove co-ordinate system.
- is the basic co-ordinate system of the robotic welding system, which refers to the center of the base of the robot. It corresponds to the origin of the robotic welding program.
- is the robotic co-ordinate system, which represents the trajectory of the end effector of the robot.
- is the tool center point of the robotic welding system, which is fixed on the end point of the welding wire. It represents the location and orientation of the welding torch and is also called welding torch co-ordinate system.
3.2. Velocity-Adaptive Trajectory Planning Algorithm
4. Discussion
5. Experiments
6. Conclusions
- A heat consumption model is established based on the variation in heat input when the welding torch inclination increases. The established heat consumption model reflects the relationship between welding heat input and weaving parameters; as the welding torch tilts, the inclination angle increases, and the heat input decreases. The detailed relationship and inclination are clarified. The weaving welding parameters are also defined.
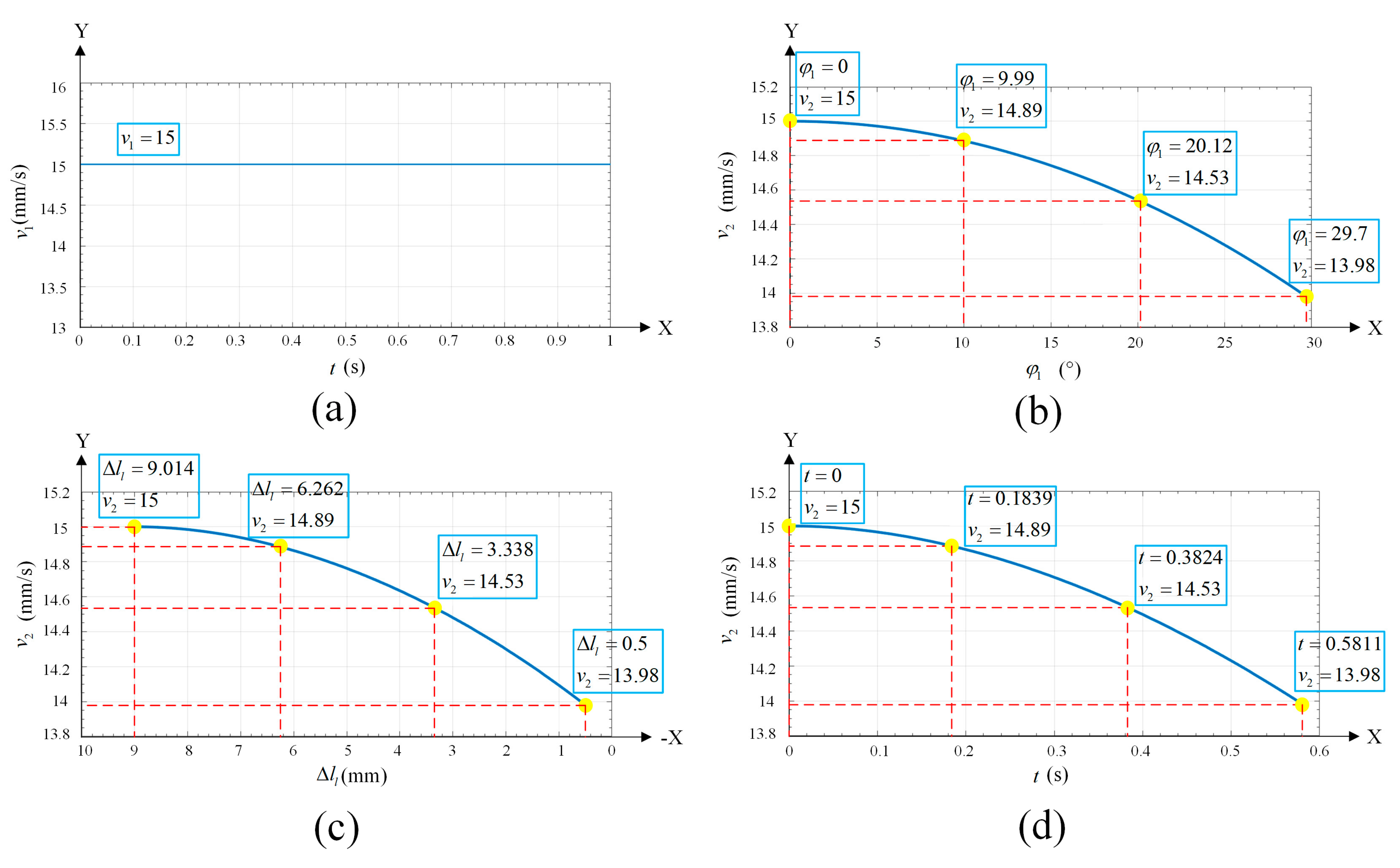
- A robotic welding system is established, and the transformed co-ordinate systems are defined with the transformed relationship. The proposed velocity-adaptive trajectory planning algorithm and strategy are based on the obtained relationship between the weld heat input and the weaving parameters. The algorithm controls the welding velocity according to the torch inclination angle and guarantees a constant welding heat input.
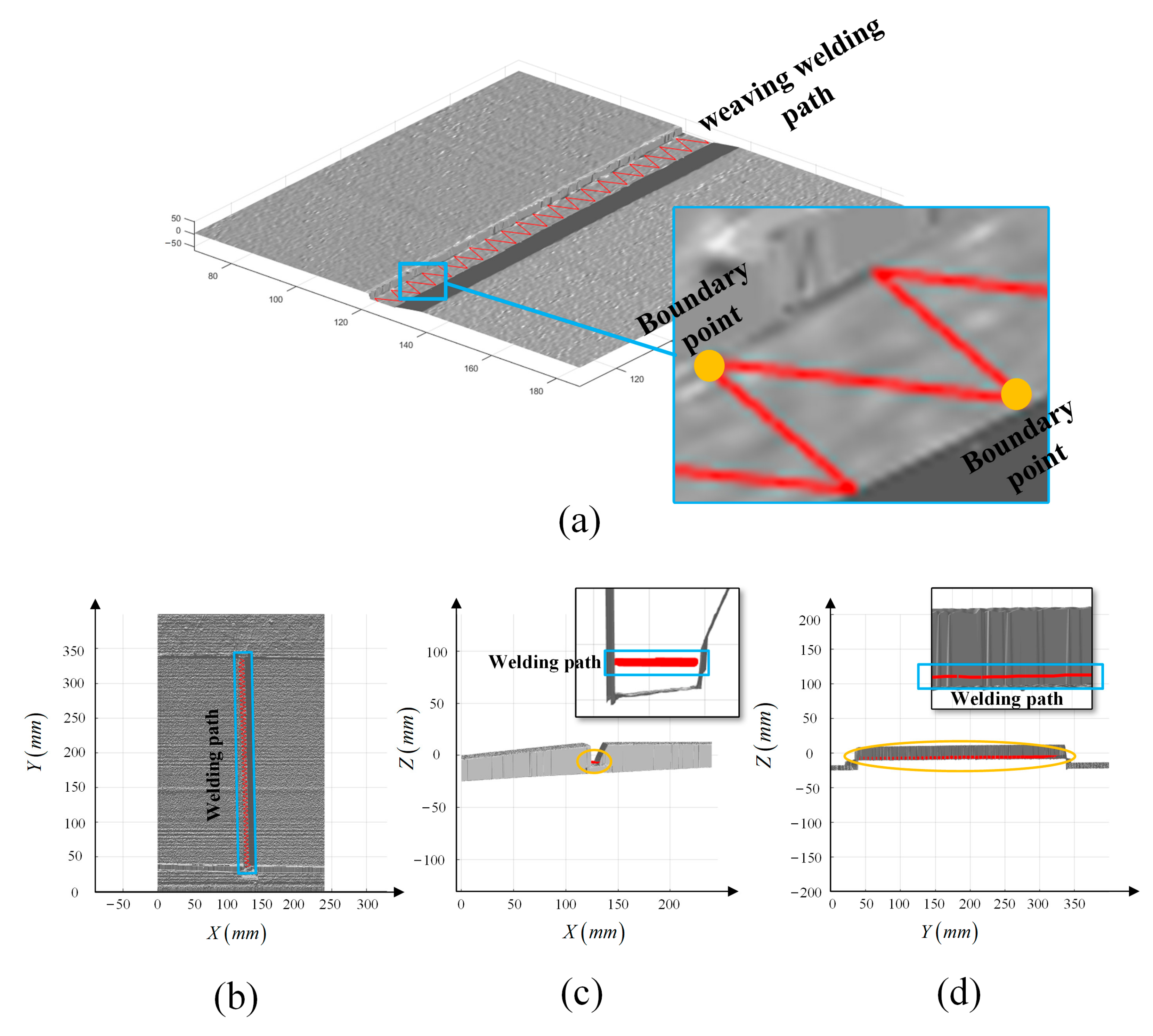
- The algorithm was verified in an actual welding experiment with five layers of welds. Welding results and partial features are presented. The results show that weaving welding using the proposed velocity-adaptive trajectory planning algorithm can effectively solve the problem of uneven welding quality and can be used in complex weaving welding tasks. The welds in the groove edge area of the groove are uniform and are detected without defects by ultrasonic flaw detection equipment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lei, T.; Rong, Y.; Wang, H.; Huang, Y.; Li, M. A review of vision-aided robotic welding. Comput. Ind. 2020, 123, 103326. [Google Scholar] [CrossRef]
- Rout, A.; Deepak, B.B.V.L.; Biswal, B.B. Advances in weld seam tracking techniques for robotic welding: A review. Robot. Comput-Integr. Manuf. 2019, 56, 12–37. [Google Scholar] [CrossRef]
- Savic, B.; Cabrilo, A. Effect of heat Input on the ballistic performance of armor steel weldments. Materials 2021, 14, 3617. [Google Scholar] [CrossRef] [PubMed]
- Kang, C.; Liu, Z.; Chen, S.; Jiang, X. Circular trajectory weaving welding control algorithm based on space transformation principle. J. Manuf. Processes 2019, 46, 328–336. [Google Scholar] [CrossRef]
- Pan, Z.; Polden, J.; Larkin, N.; Van Duin, S.; Norrish, J. Recent progress on programming methods for industrial. Robot. Comput.-Integr. Manuf. 2012, 28, 87–94. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Hu, S.J.; Sun, L.; Freiheit, T. Intelligent welding system technologies: State-of-the-art review and perspectives. J. Manuf. Syst. 2020, 56, 373–391. [Google Scholar] [CrossRef]
- Zhu, J.; Wang, J.; Su, N.; Xu, G.; Yang, M. An infrared visual sensing detection approach for swing arc narrow gap weld deviation. J. Mater. Process. Technol. 2017, 243, 258–268. [Google Scholar] [CrossRef]
- Juliani, L.; Bracarense, A.Q.; Modenesi, P.J. Study of the behavior of the electric arc in pulsed GMAW influenced by magnetic oscillation using shielding gas mixtures with different CO2 content. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 325. [Google Scholar] [CrossRef]
- Qian, X.; Ye, X.; Hou, X.; Wang, F.; Li, S.; Yu, Z.; Yang, S.; Huang, C.; Cui, J.; Zhu, C. Effect of 580 °C (20 h) Heat Treatment on Mechanical Properties of 25Cr2NiMo1V Rotor-Welded Joints of Oscillating Arc (MAG) Narrow Gap Thick Steel. Materials 2021, 14, 4498. [Google Scholar] [CrossRef]
- Li, Z.; Ma, G.; Zhao, G.; Yang, M.; Xiao, W. Weave bead welding based wire and arc additive manufacturing technology. In Recent Advances in Intelligent Manufacturing; Springer: Singapore, 2018; pp. 408–417. [Google Scholar]
- Chang, D.; Son, D.; Lee, J.; Lee, D.; Kim, T.W.; Lee, K.Y.; Kim, J. A new seam-tracking algorithm through characteristic-point detection for a portable welding robot. Robot. Comput-Integr. Manuf. 2012, 28, 1–13. [Google Scholar] [CrossRef]
- Wang, Q.; Cheng, Y.; Jiao, W.; Johnson, M.T.; Zhang, Y. Virtual reality human-robot collaborative welding: A case study of weaving gas tungsten arc welding. J. Manuf. Processes 2019, 48, 210–217. [Google Scholar] [CrossRef]
- Wu, D.; Chen, Y.; Chen, H.; Chen, S. Influences of weaving parameters on dynamic characteristics and stability control of the droplet transfer in arc-weaving P-GMAW process. Int. J. Adv. Manuf. Technol. 2022, 119, 5233–5250. [Google Scholar] [CrossRef]
- Xu, G.; Li, L.; Wang, J.; Zhu, J.; Li, P. Study of weld formation in swing arc narrow gap vertical GMA welding by numerical modeling and experiment. Int. J. Adv. Manuf. Technol. 2018, 96, 1905–1917. [Google Scholar] [CrossRef]
- Chen, Y.; He, Y.; Chen, H.; Zhang, H.; Chen, S. Effect of weave frequency and amplitude on temperature field in weaving welding process. Int. J. Adv. Manuf. Technol. 2014, 75, 803–813. [Google Scholar] [CrossRef]
- Gao, W.; Tang, Q.; Yao, J.; Yang, Y. Automatic motion planning for complex welding problems by considering angular redundancy. Robot. Comput-Integr. Manuf. 2020, 62, 101862. [Google Scholar] [CrossRef]
- Liu, Y.; Ren, L.; Tian, X. A robot welding approach for the sphere-pipe joints with swing and multi-layer planning. Int. J. Adv. Manuf. Technol. 2019, 105, 265–278. [Google Scholar] [CrossRef]
- Hu, J.F.; Yang, J.G.; Fang, H.Y.; Li, G.M.; Zhang, Y. Numerical simulation on temperature and stress fields of welding with weaving. Sci. Technol. Weld. Join. 2006, 11, 358–365. [Google Scholar] [CrossRef]
- Shi, L.; Tian, X.; Zhang, C. Automatic programming for industrial robot to weld intersecting pipes. Int. J. Adv. Manuf. Technol. 2015, 81, 2099–2107. [Google Scholar] [CrossRef]
- Kim, B.H.; Kang, N.H.; Oh, W.T.; Kim, C.H.; Kim, J.H.; Kim, Y.S.; Pari, Y.H. Effects of weaving laser on weld microstructure and crack for Al 6k21-T4 alloy. J. Mater. Sci. Technol. 2011, 27, 93–96. [Google Scholar] [CrossRef]
- Bodude, M.A.; Momohjimoh, I. Studies on effects of welding parameters on the mechanical properties of welded low-carbon steel. J. Miner. Mater. Charact. Eng. 2015, 3, 142. [Google Scholar] [CrossRef] [Green Version]
- Cho, D.W.; Na, S.J.; Cho, M.H.; Lee, J.S. A study on V-groove GMAW for various welding positions. J. Mater. Process. Technol. 2013, 213, 1640–1652. [Google Scholar] [CrossRef]
- Zhang, W.; Xiao, J.; Chen, H.; Zhang, Y. Measurement of three-dimensional welding torch orientation for manual arc welding process. Meas. Sci. Technol. 2014, 25, 035010. [Google Scholar] [CrossRef]
- Parvez, S.; Abid, M.; Nash, D.H.; Fawad, H.; Galloway, A. Effect of torch angle on arc properties and weld pool shape in stationary GTAW. J. Eng. Mech. 2013, 139, 1268–1277. [Google Scholar] [CrossRef] [Green Version]
- Lindgren, L.E. Finite element modeling and simulation of welding. Part 2: Improved material modeling. J. Therm. Stresses 2001, 24, 195–231. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Pandey, C.; Mahapatra, M.M. Significance of finite element models and solid-state phase transformation on the evaluation of weld induced residual stresses. Met. Mater. Int. 2021, 27, 3478–3492. [Google Scholar] [CrossRef]
- Pandey, C.; Giri, A.; Mahapatra, M.M. On the prediction of effect of direction of welding on bead geometry and residual deformation of double-sided fillet welds. Int. J. Steel Struct. 2016, 16, 333–345. [Google Scholar] [CrossRef]
- Vargas, J.A.; Torres, J.E.; Pacheco, J.A.; Hernandez, R.J. Analysis of heat input effect on the mechanical properties of Al-6061-T6 alloy weld joints. Mater. Des. 2013, 52, 556–564. [Google Scholar] [CrossRef]
- Ravisankar, A.; Velaga, S.K.; Rajput, G.; Venugopal, S. Influence of welding speed and power on residual stress during gas tungsten arc welding (GTAW) of thin sections with constant heat input: A study using numerical simulation and experimental validation. J. Manuf. Processes 2014, 16, 200–211. [Google Scholar] [CrossRef]
- Tewari, S.P.; Gupta, A.; Prakash, J. Effect of welding parameters on the weldability of material. Int. J. Eng. Sci. 2010, 2, 512–516. [Google Scholar]
- Karadeniz, E.; Ozsarac, U.; Yildiz, C. The effect of process parameters on penetration in gas metal arc welding processes. Mater. Des. 2007, 28, 649–656. [Google Scholar] [CrossRef]
- Zhang, G.; Shi, Y.; Gu, Y.; Fan, D. Welding torch attitude-based study of human welder interactive behavior with weld pool in GTAW. Robot. Comput.-Integr. Manuf. 2017, 48, 145–156. [Google Scholar] [CrossRef]
- Zhang, H.; Lu, H.; Cai, C.; Chen, S. Robot path planning in multi-pass weaving welding for thick plates. In Robotic Welding, Intelligence and Automation; Springer: Berlin/Heidelberg, Germany, 2011; pp. 351–359. [Google Scholar]
- He, Y.; Xu, Y.; Chen, Y.; Chen, H.; Chen, S. Weld seam profile detection and feature point extraction for multi-pass route planning based on visual attention model. Robot. Comput.-Integr. Manuf. 2016, 37, 251–261. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer-Pass Number i–j | Welding Current (A) | Welding Voltage (V) | Set Welding Line Speed (mm/s) | Dwell Time (ms) | Weaving Amplitude (mm) | Weaving Period Length (mm) | Welding Torch Inclination (°) |
|---|---|---|---|---|---|---|---|
| 1–1 | 270 | 30 | 15 | 300 | 4 | 7 | 0~29.7 |
| 2–1 | 270 | 30 | 15 | 300 | 5 | 7 | 0~−29.7 |
| 2–2 | 270 | 30 | 15 | 300 | 6 | 7 | 0~29.7 |
| 3–1 | 270 | 30 | 15 | 300 | 7 | 7 | 0~−29.7 |
| 3–2 | 270 | 30 | 15 | 300 | 7 | 7 | 0~29.7 |
| 4–1 | 270 | 30 | 15 | 300 | 8 | 8 | 0~29.7 |
| 4–2 | 270 | 30 | 15 | 300 | 8 | 8 | 0~−29.7 |
| 5–1 | 270 | 30 | 15 | 300 | 9 | 9 | 0~29.7 |
| 5–2 | 270 | 30 | 15 | 300 | 9 | 9 | 0~−29.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, H.; Wu, Z.; Zhang, Y.; Wang, Y.; Liu, S.; Huang, H.; Liu, M.; Liu, S. Towards a Uniform Welding Quality: A Novel Weaving Welding Control Algorithm Based on Constant Heat Input. Materials 2022, 15, 3796. https://doi.org/10.3390/ma15113796
Lu H, Wu Z, Zhang Y, Wang Y, Liu S, Huang H, Liu M, Liu S. Towards a Uniform Welding Quality: A Novel Weaving Welding Control Algorithm Based on Constant Heat Input. Materials. 2022; 15(11):3796. https://doi.org/10.3390/ma15113796
Chicago/Turabian StyleLu, Hong, Zidong Wu, Yongquan Zhang, Yongjing Wang, Shu Liu, He Huang, Meng Liu, and Shijie Liu. 2022. "Towards a Uniform Welding Quality: A Novel Weaving Welding Control Algorithm Based on Constant Heat Input" Materials 15, no. 11: 3796. https://doi.org/10.3390/ma15113796