
Assessment of the Tribological Properties of Aluminum Matrix Composites Intended for Cooperation with Piston Rings in Combustion Engines



Abstract
:1. Introduction
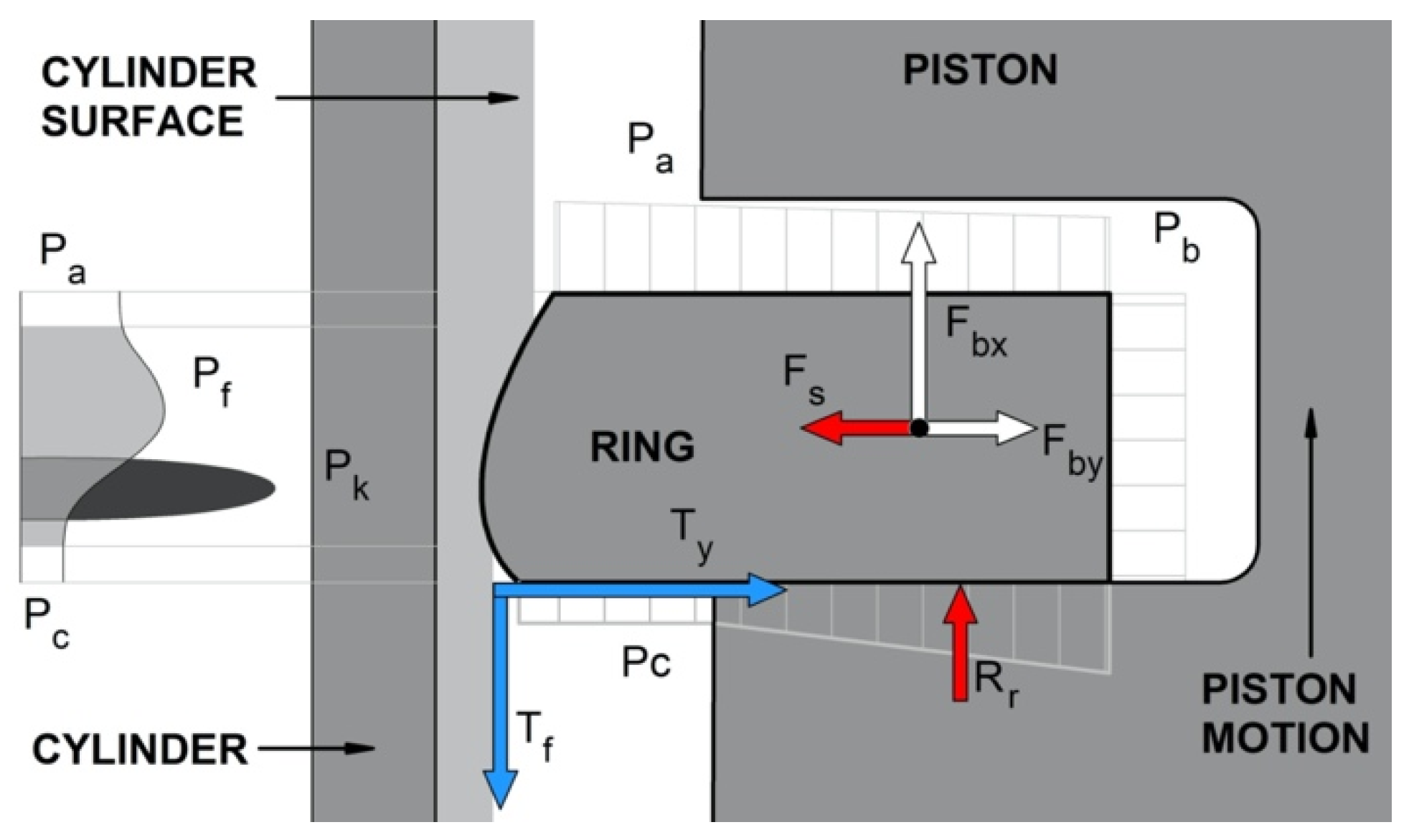
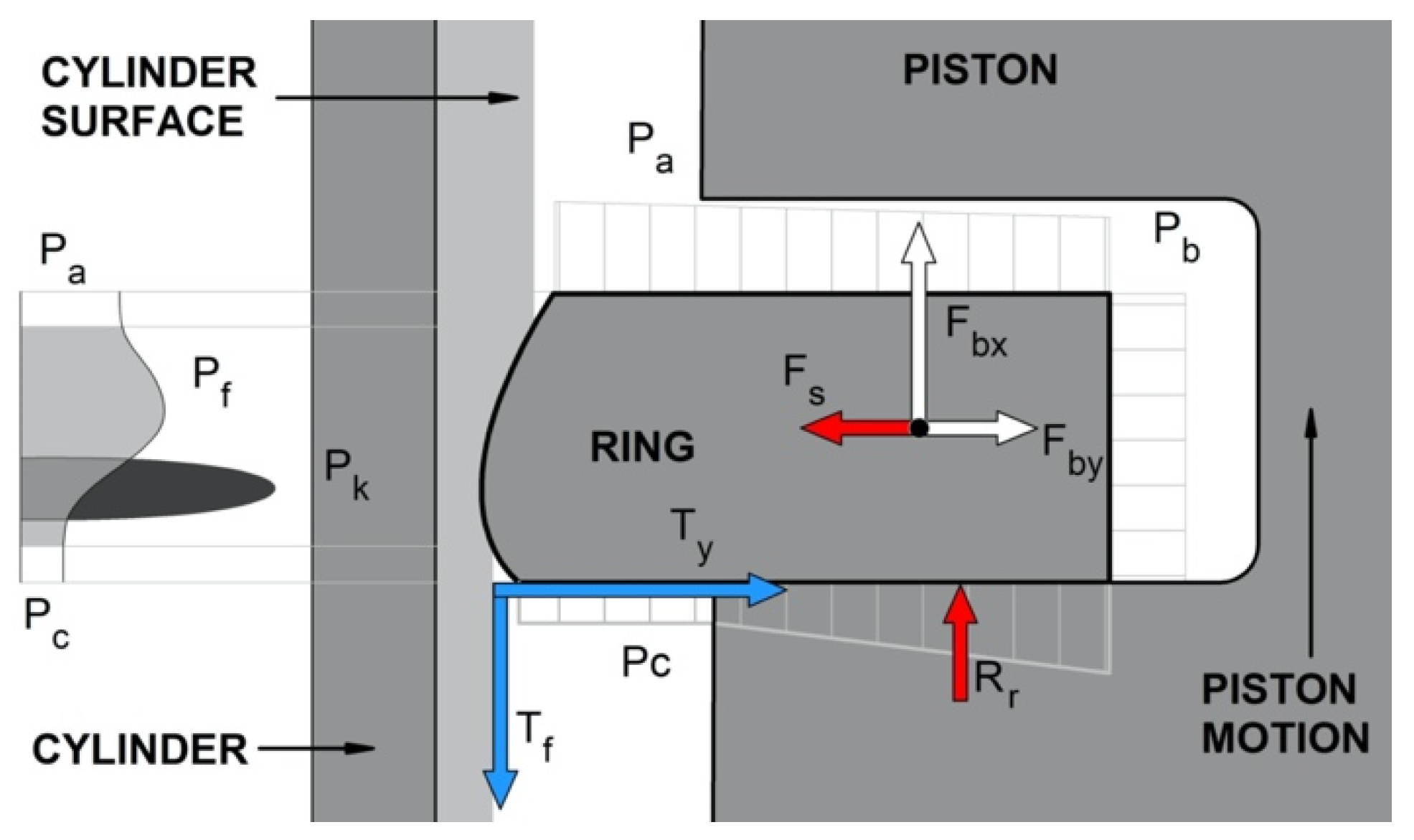
Forces Acting on the Piston Compression Rings
- Pa—the pressure acting on the upper-surface ring. In the case of the top compression ring, it is often assumed to be the pressure inside the combustion chamber;
- Pc—the pressure from the inter-ring space (below the ring) acting on the lower surface of the ring (the surface protruding beyond the piston groove). In this case, the force is directed upwards and tries to lift the ring from the lower shelf of the piston groove;
- Tf—the friction force acting on the working surface of the ring in contact with the cylinder (always acts opposite to the piston motion). It lifts and pushes the ring towards the lowers the piston groove shelf. This force is affected by the ring elastic force (Fs), the pressure of the ring gases on the cylinder surface, and the quality of lubrication;
- Fbx—the axial component of the inertia force (always directed opposite to the acceleration direction of the piston). In the case of the upper position of the piston, this force tends to pull the ring away from the lower grove shelf. While, in the lower position, it presses the ring to the shelf;
- Rr—the reaction force of the lower piston shelf on the side surface of the ring, directed opposite to the force pressing the ring to the shelf.
- Fs—the force caused by the self-elasticity of the ring, which is dependent on the ring construction;
- Pa—the force created by the working agent pressure, acting radially on the ring. This is the main part of the pressing and sealing forces of the PRC assembly;
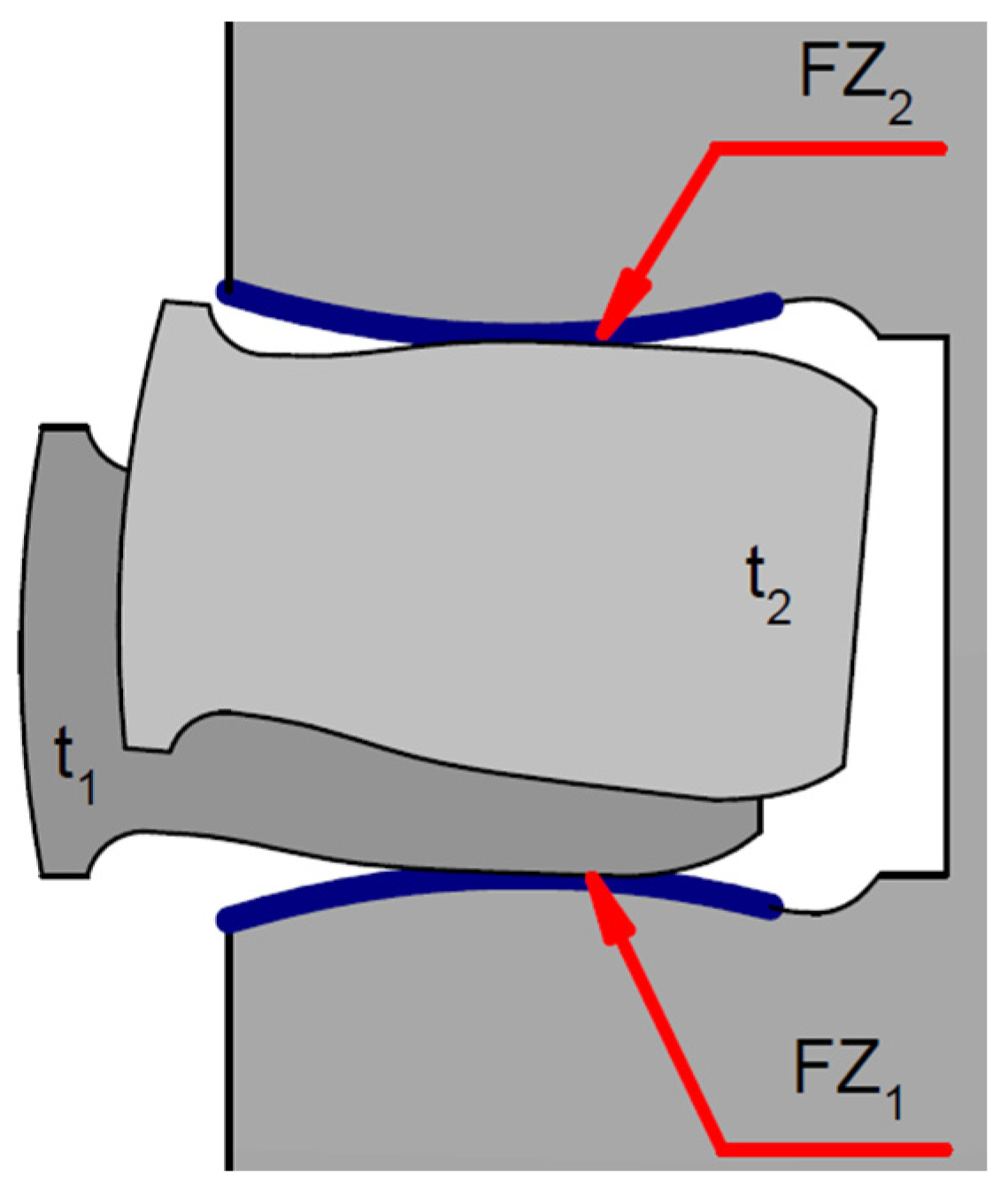
- Ty—the friction force between the side surface of the ring and the piston groove. It works during the radial movement of the ring and can be caused by piston torsion inside the cylinder when the movement direction changes or if the cylinder is deformed. This force, depending on the piston position, can lift or press down the ring against the cylinder surface (Figure 2).
2. Materials and Methods
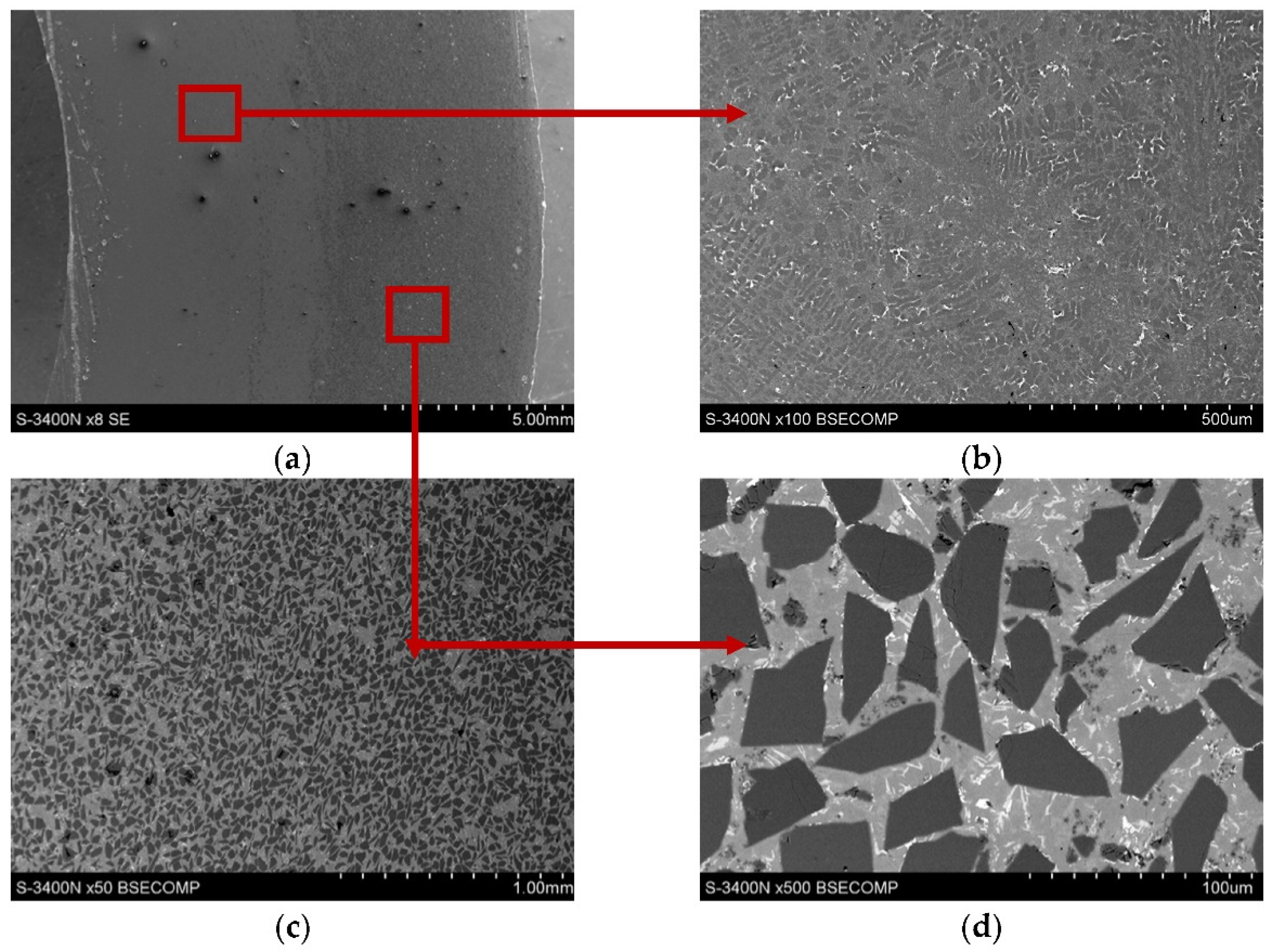
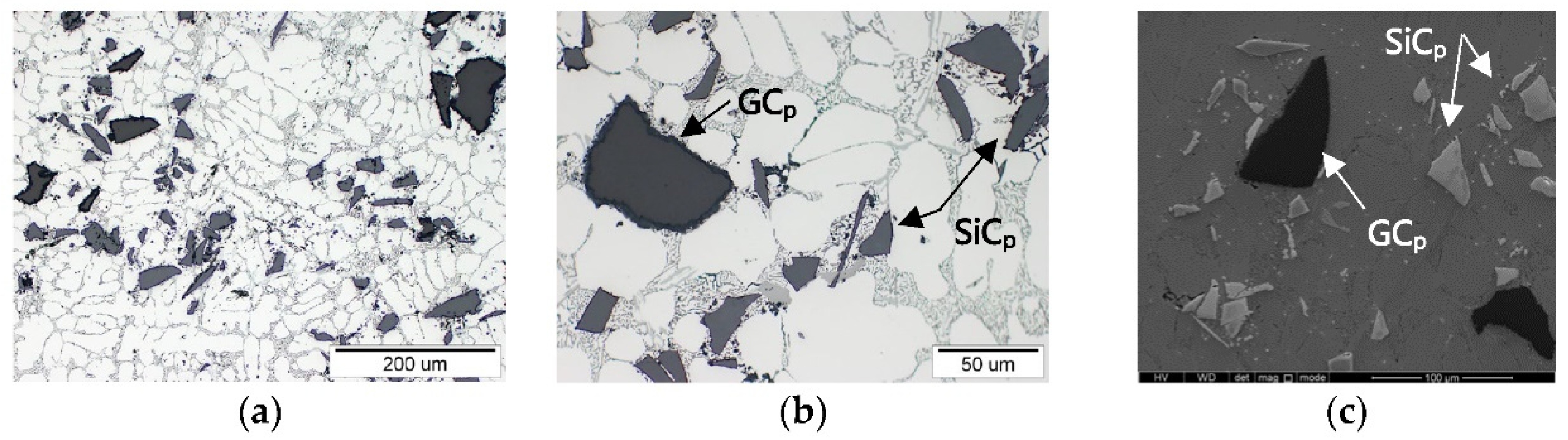
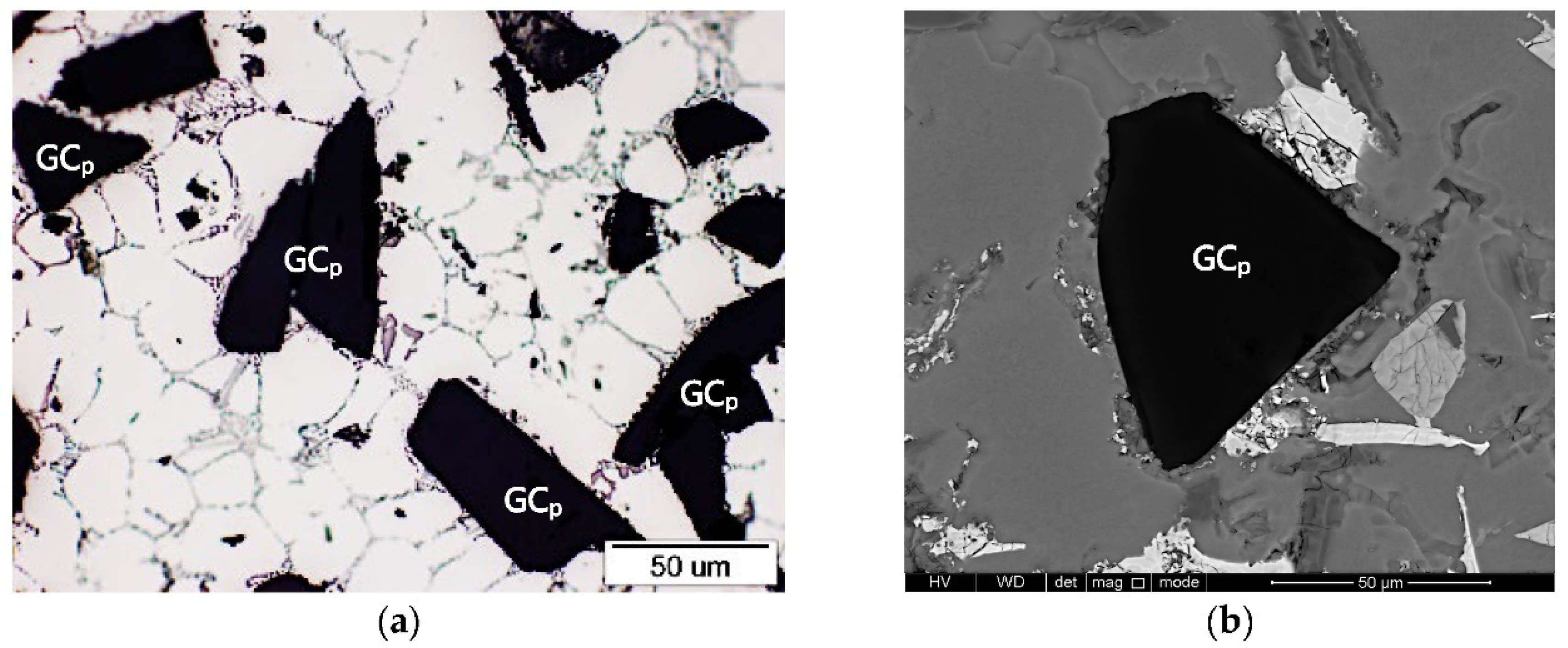
2.1. Matrix, Reinforcement, and Composite Materials
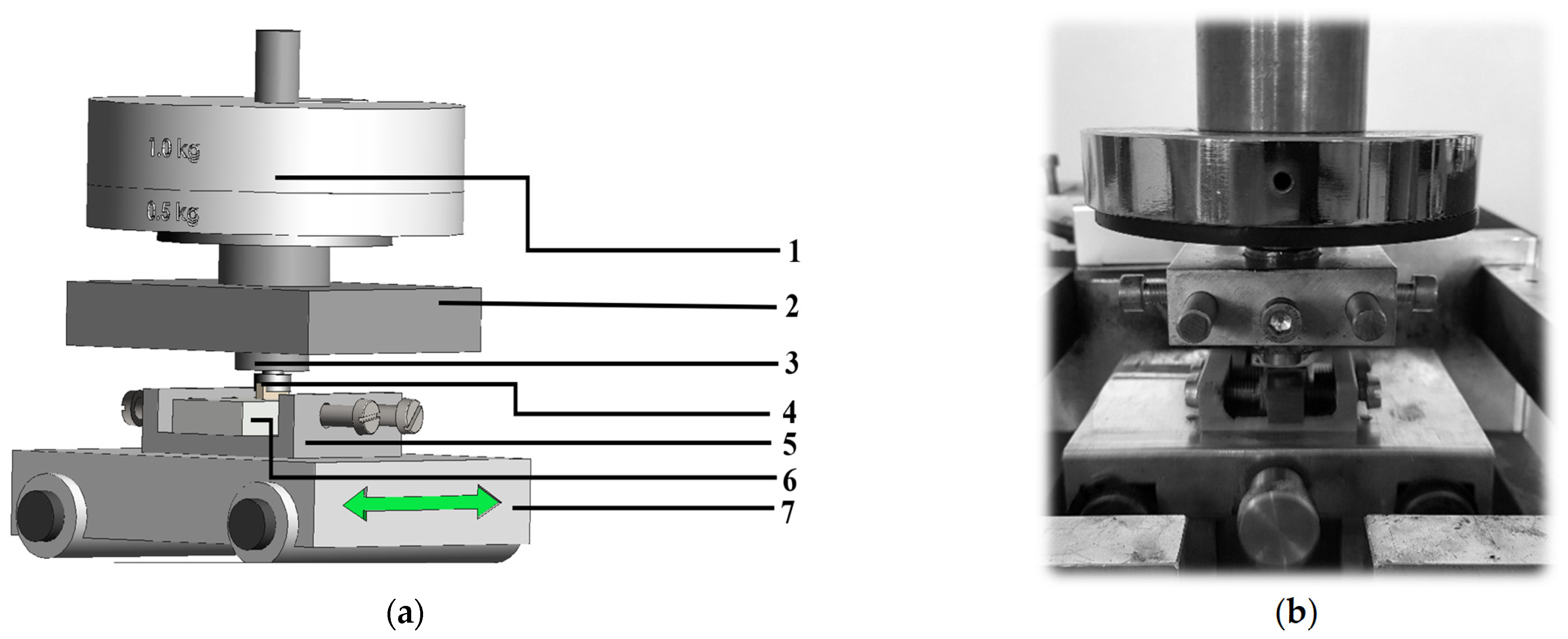
2.2. Tribological Studies and Profilometry Analyses
- -
- Preparation of samples through cutting the composite sleeves into discs ~5 mm thick;
- -
- Preparation of counter-pins by cutting out a fragment of the sealing ring and attaching it to the holder;
- -
- Tribological tests on a block-pin tester in dry friction conditions;
- -
- Measurement of the friction coefficient and profilometry analysis of the wear traces.
3. Results and Discussion
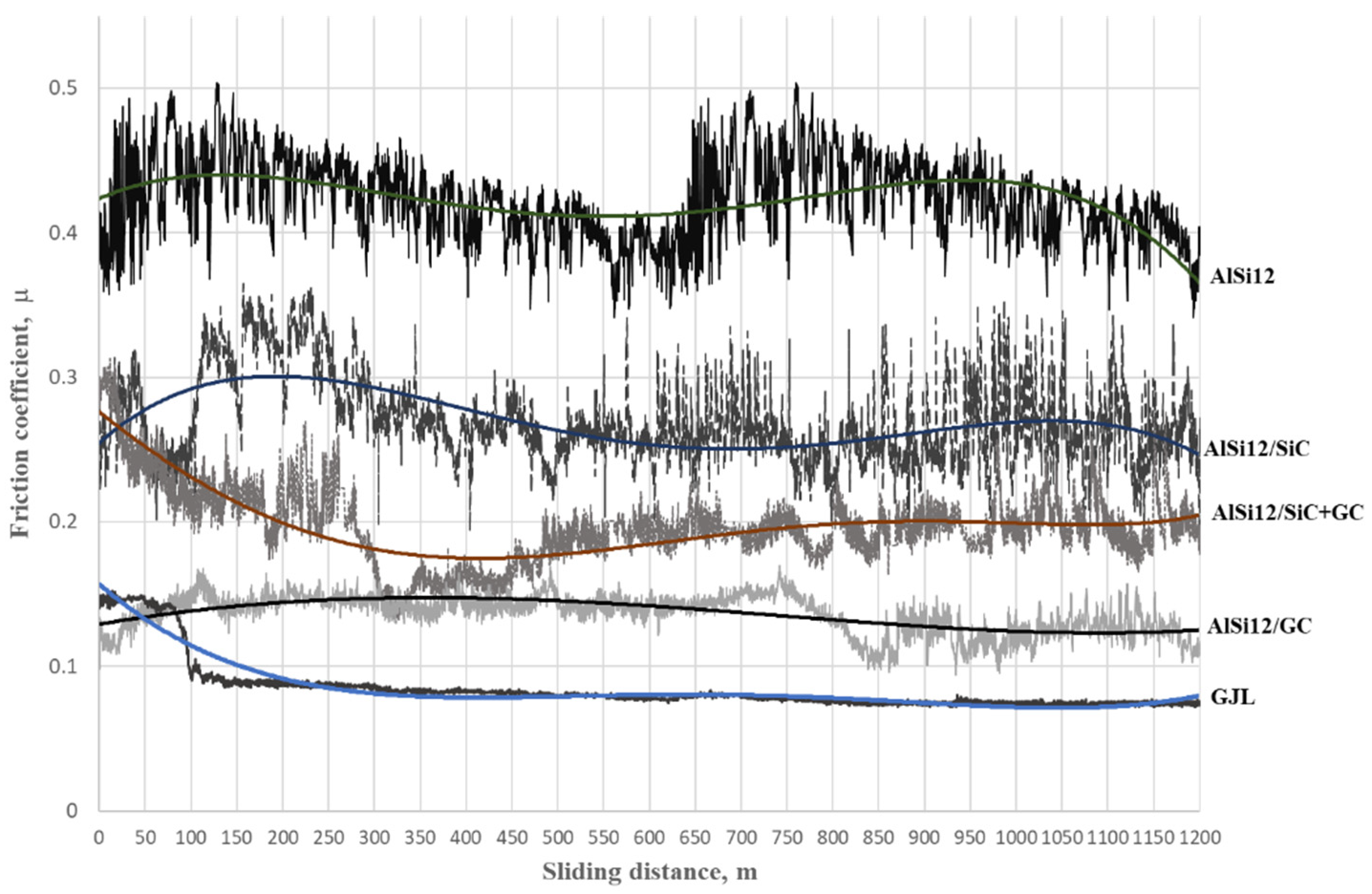
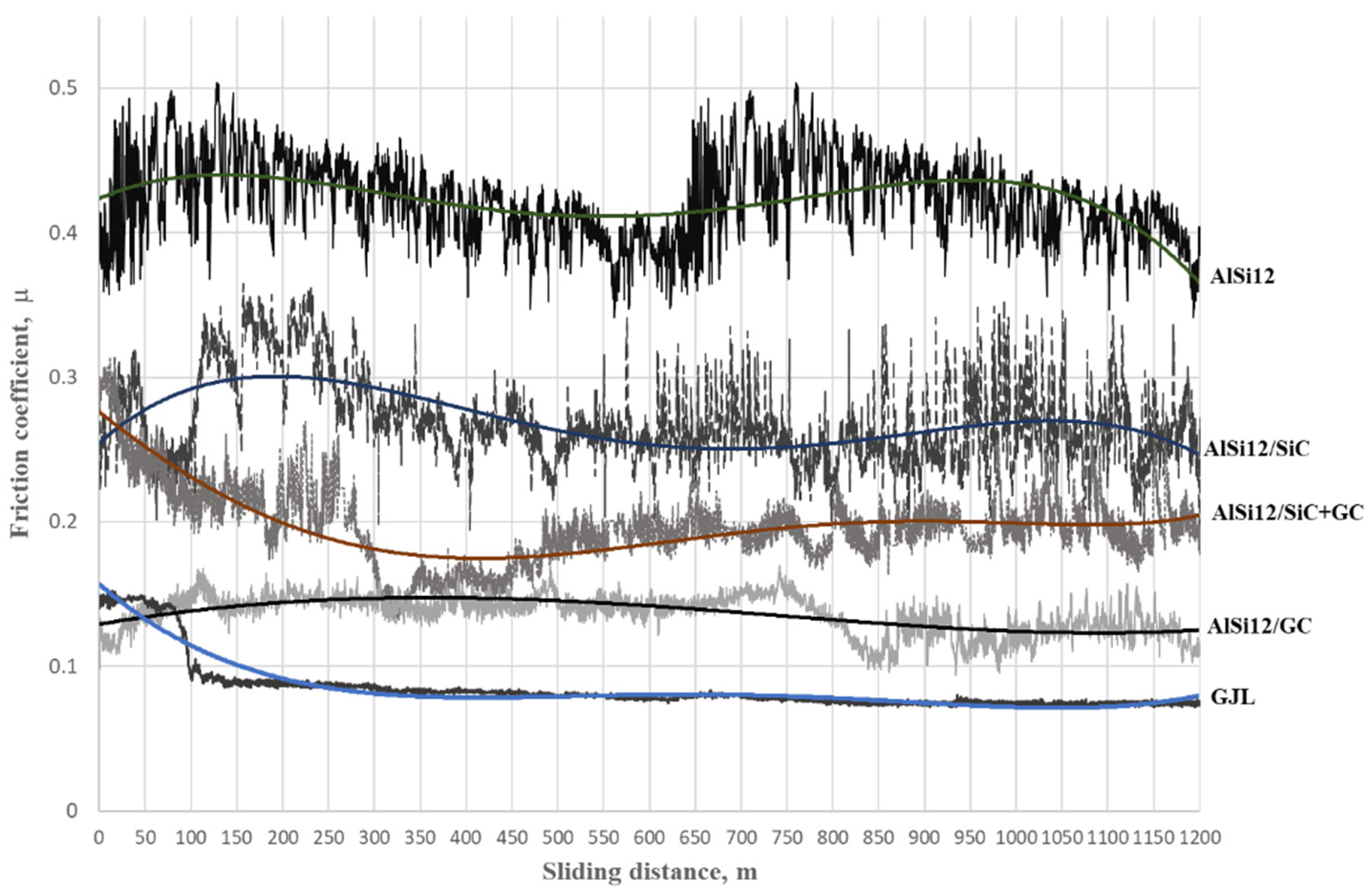
3.1. Coeficient of Friction
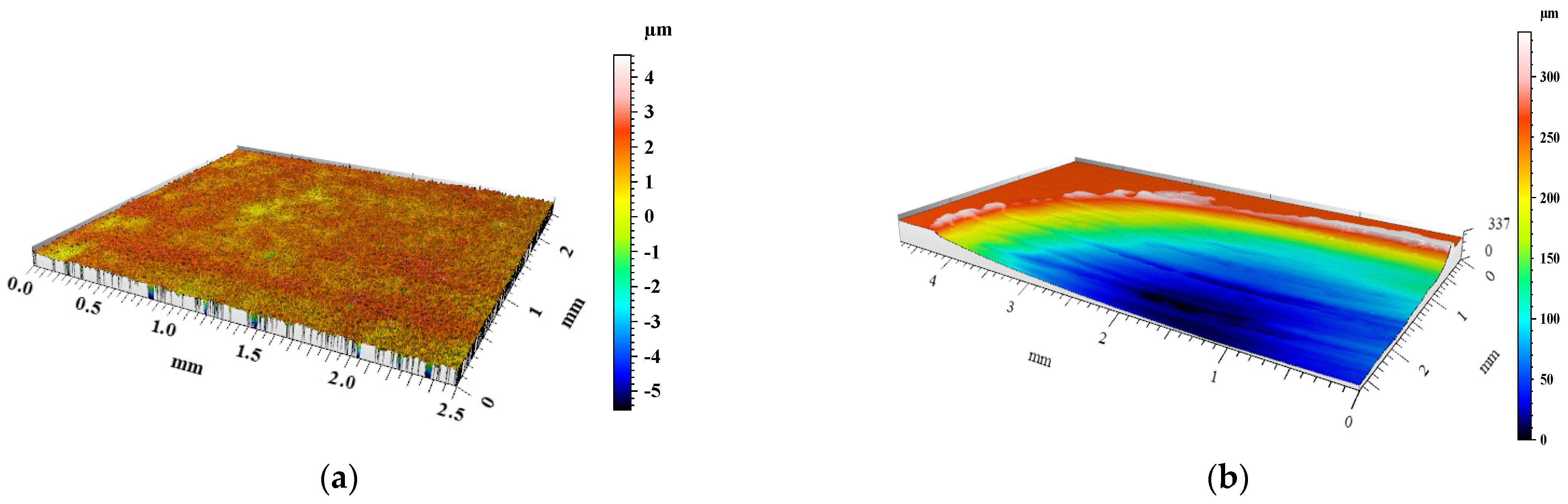
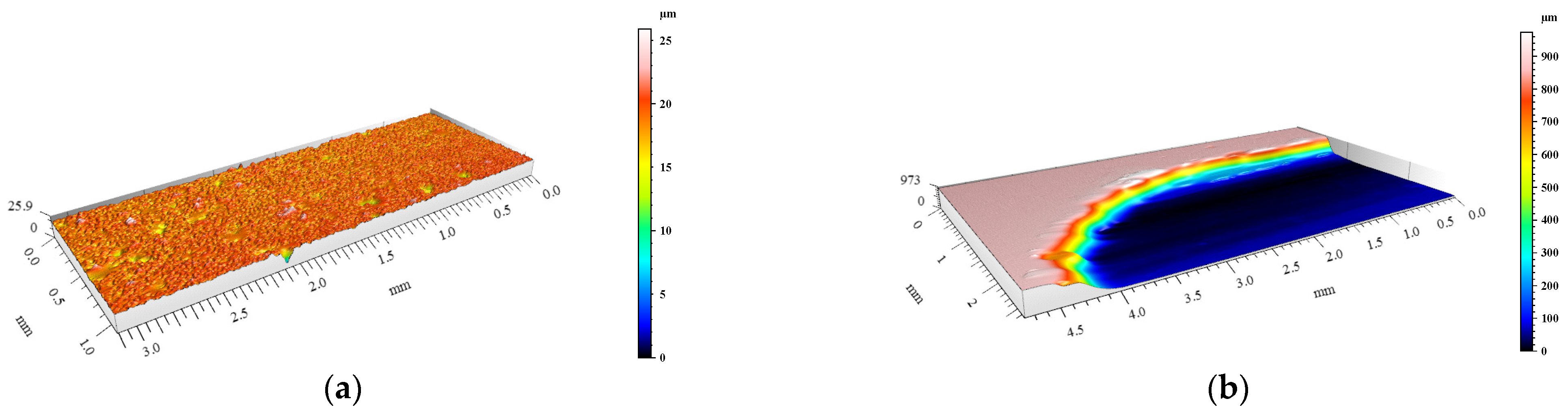
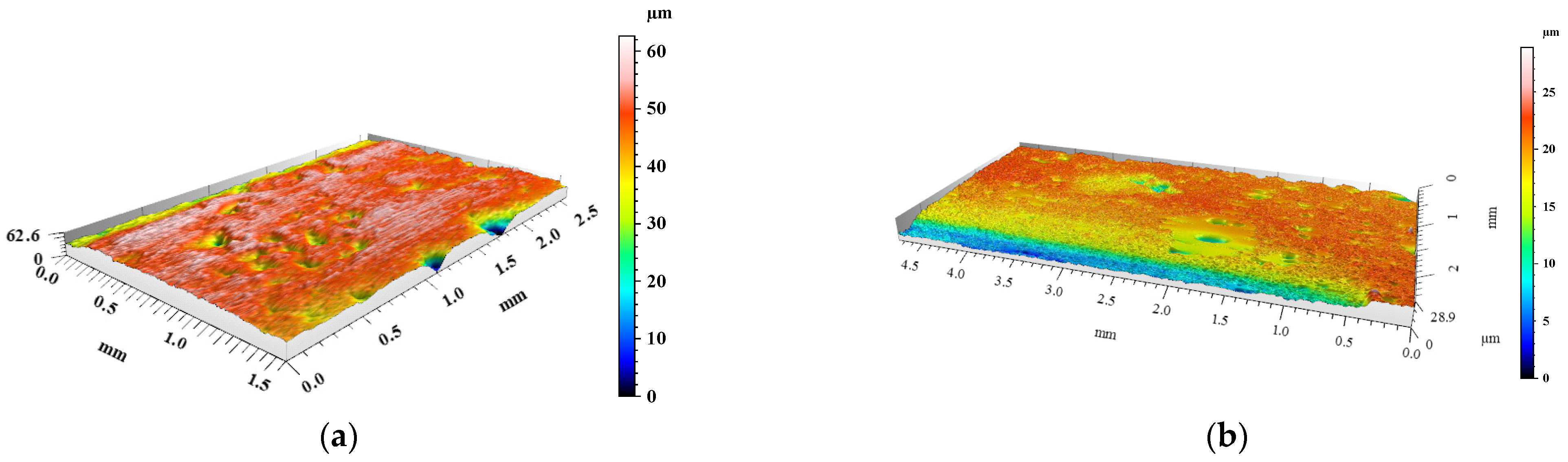
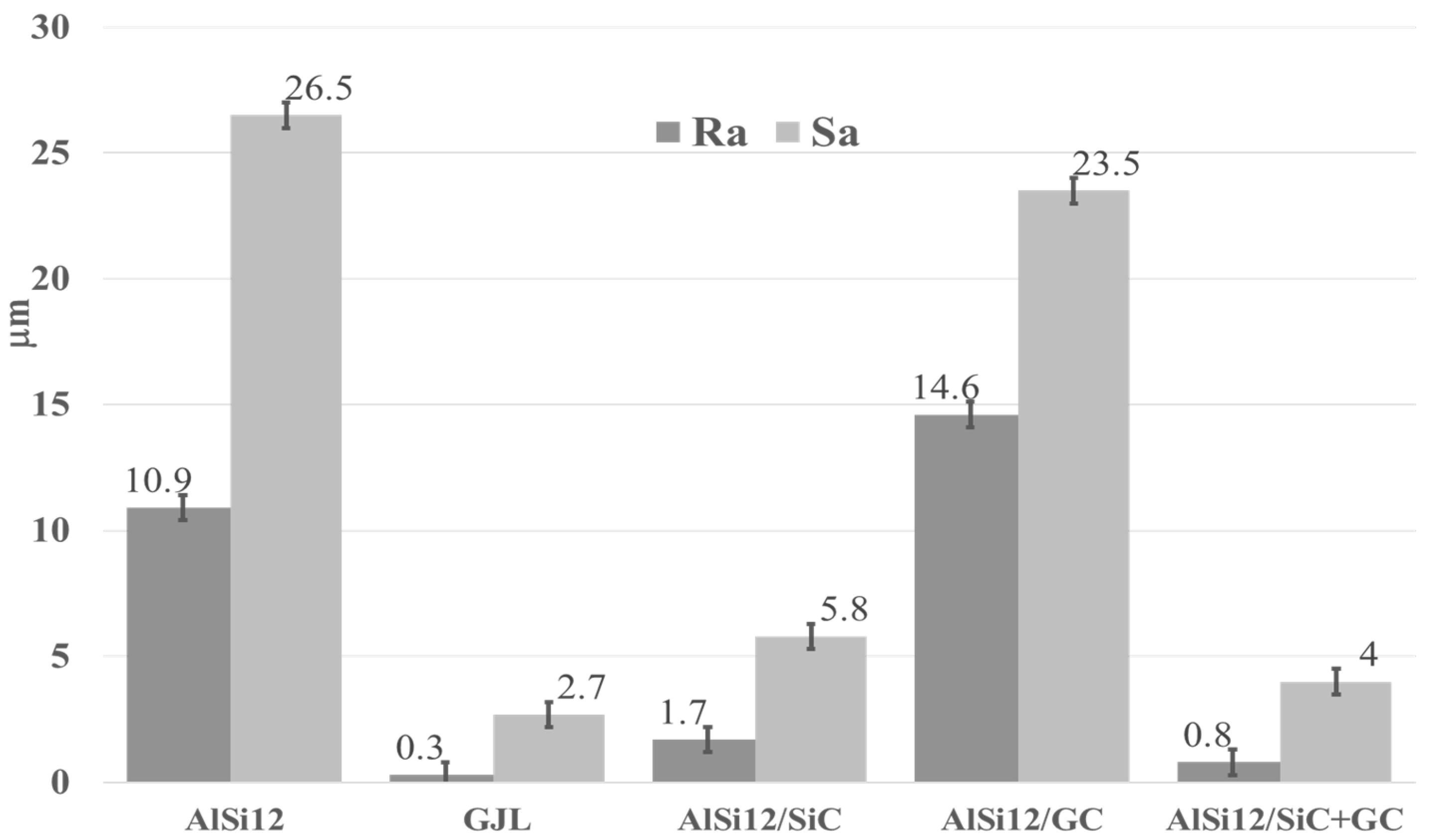
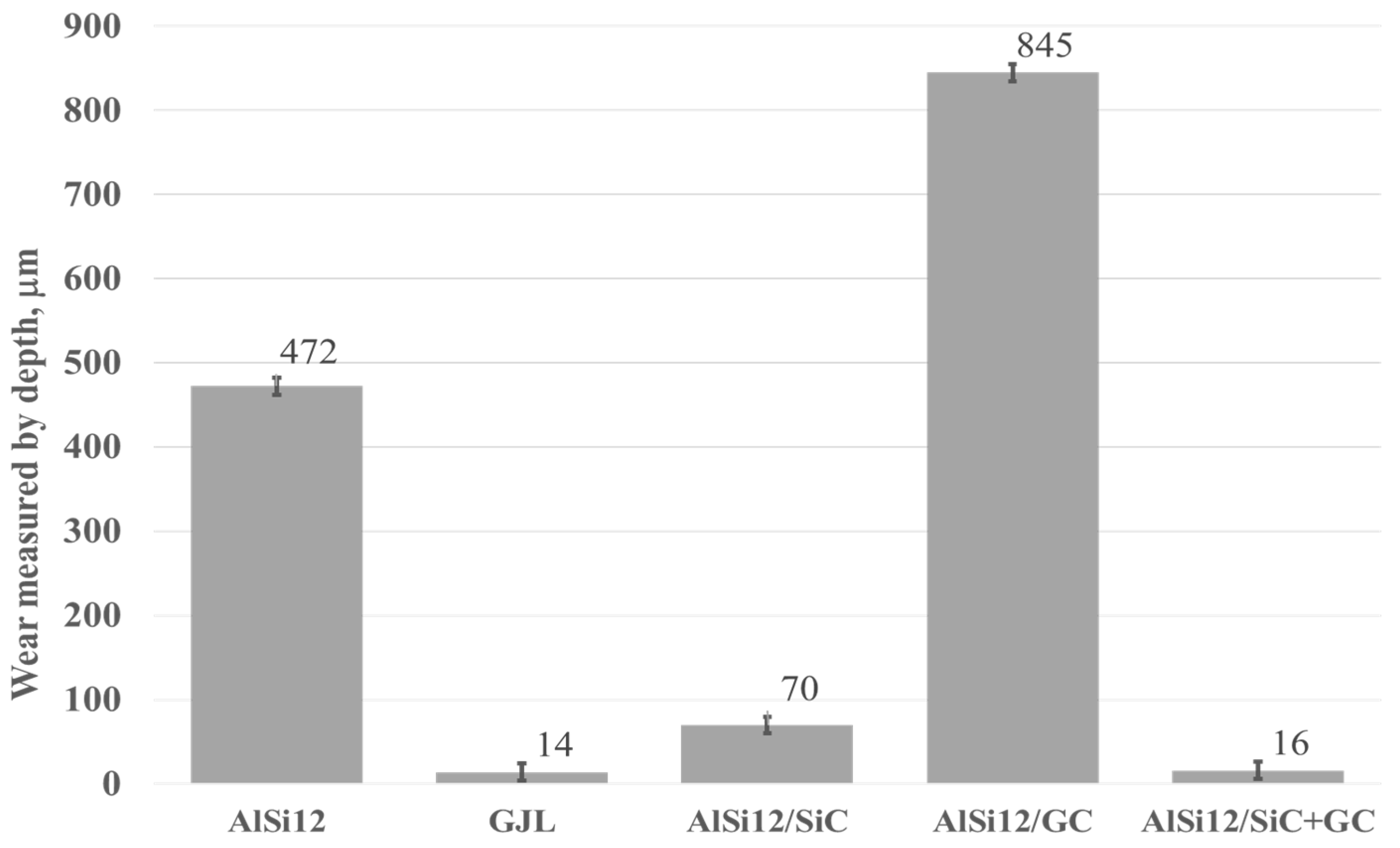
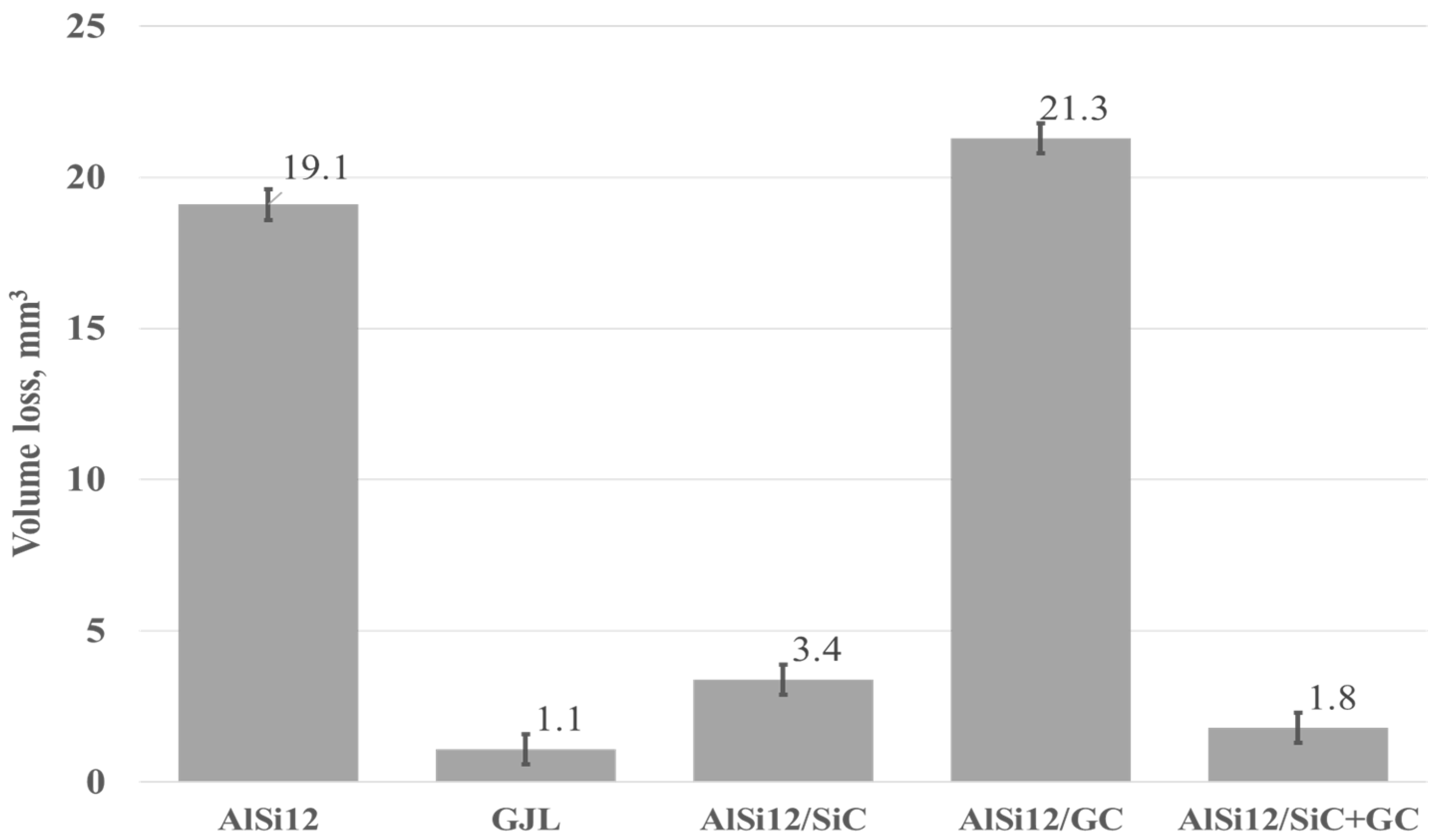
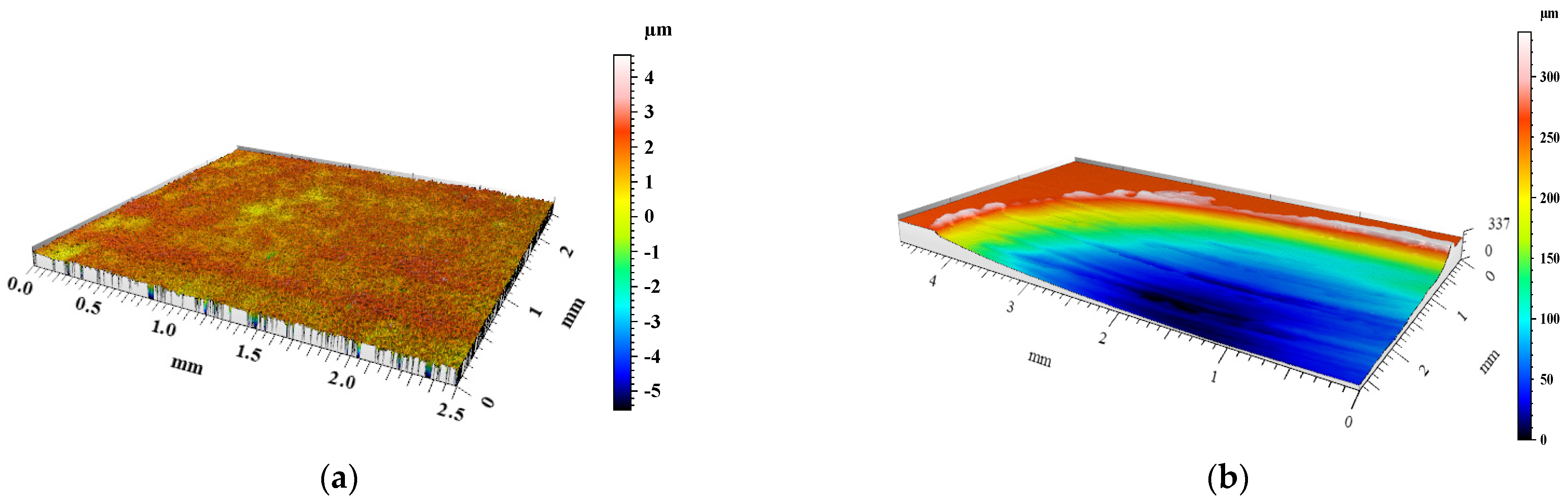
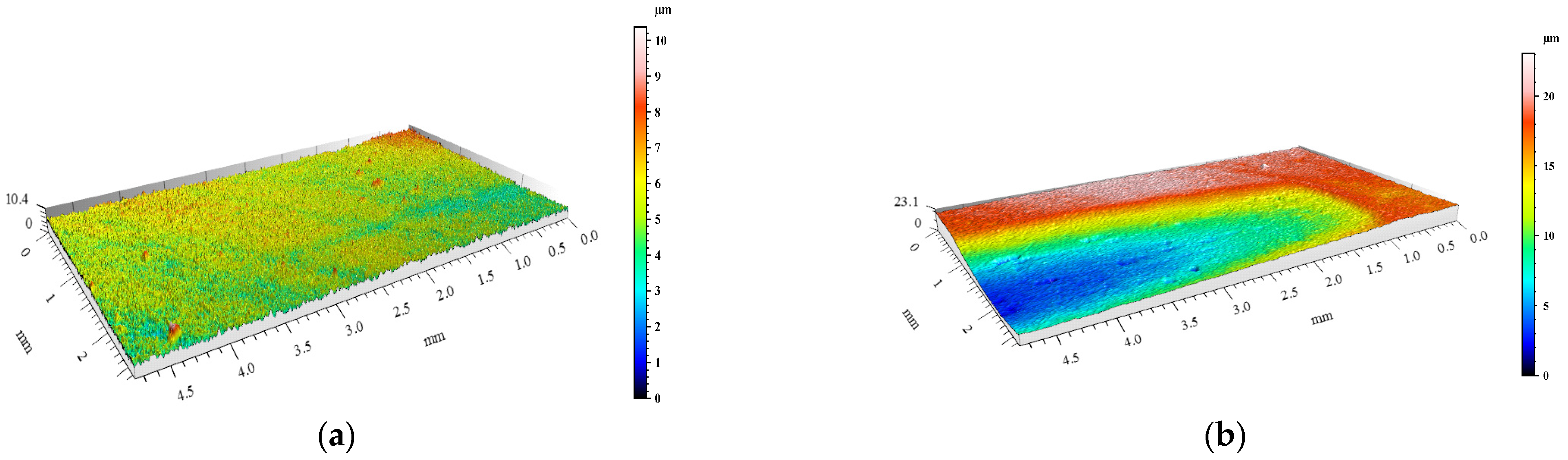
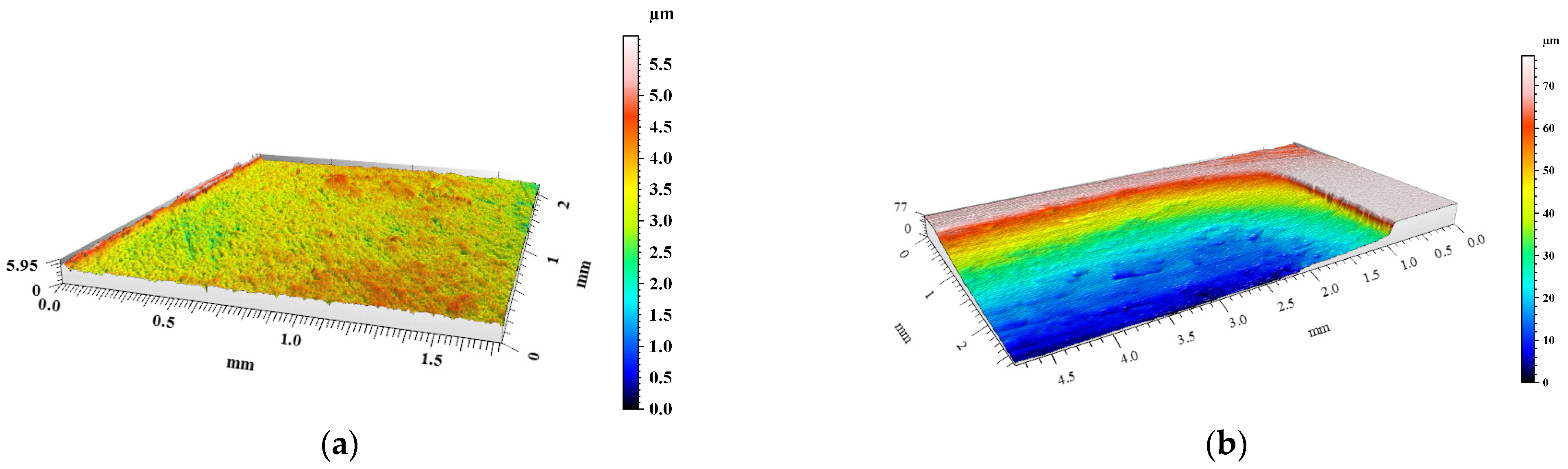
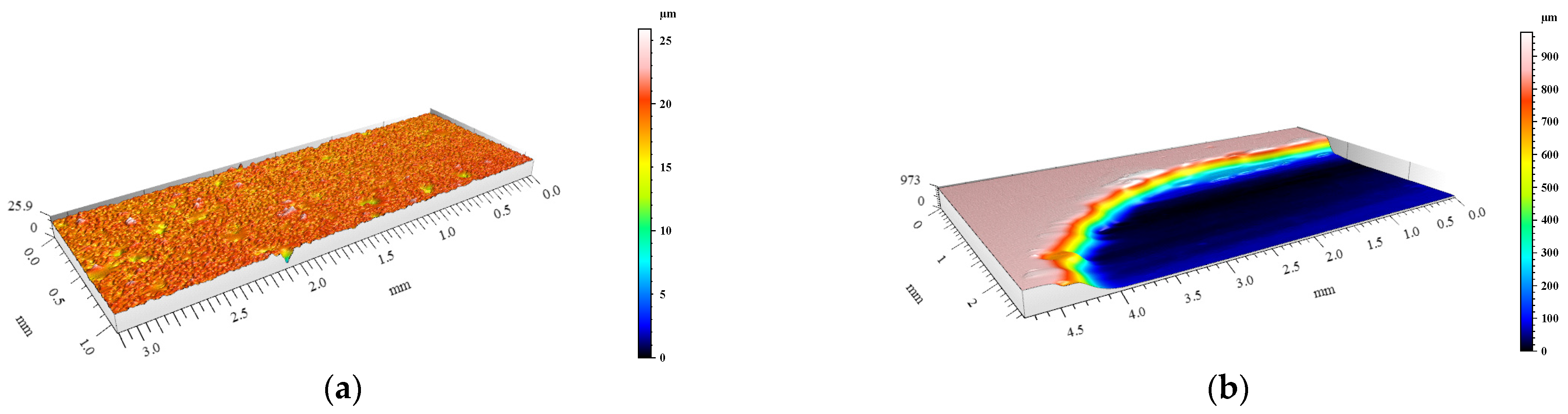
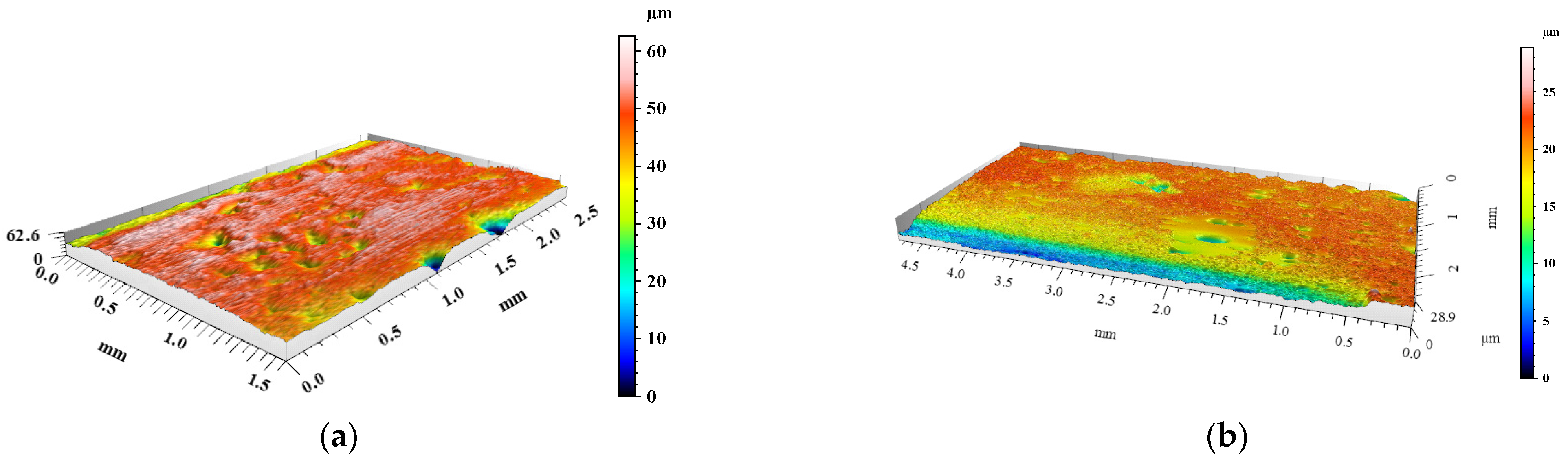
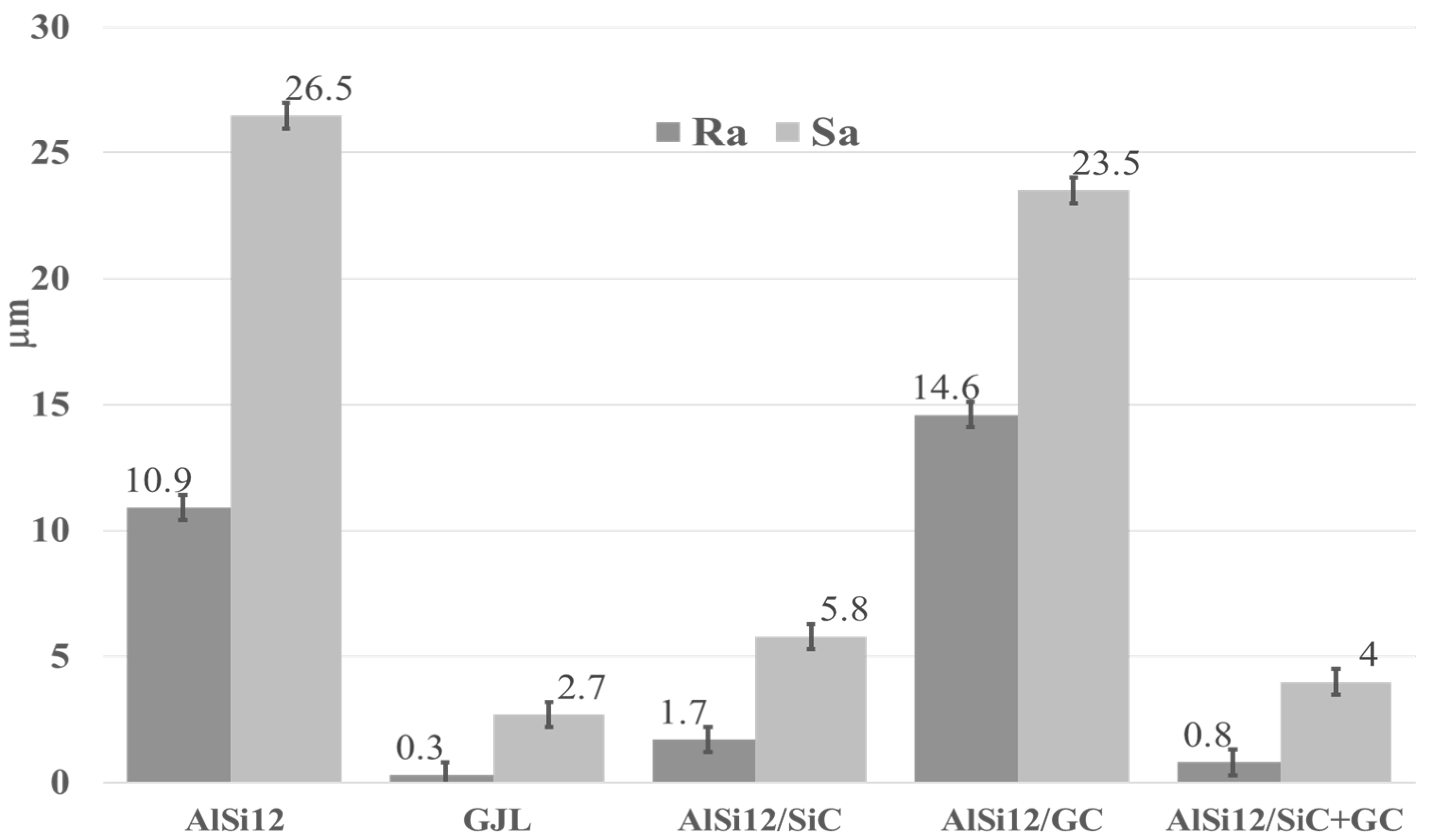
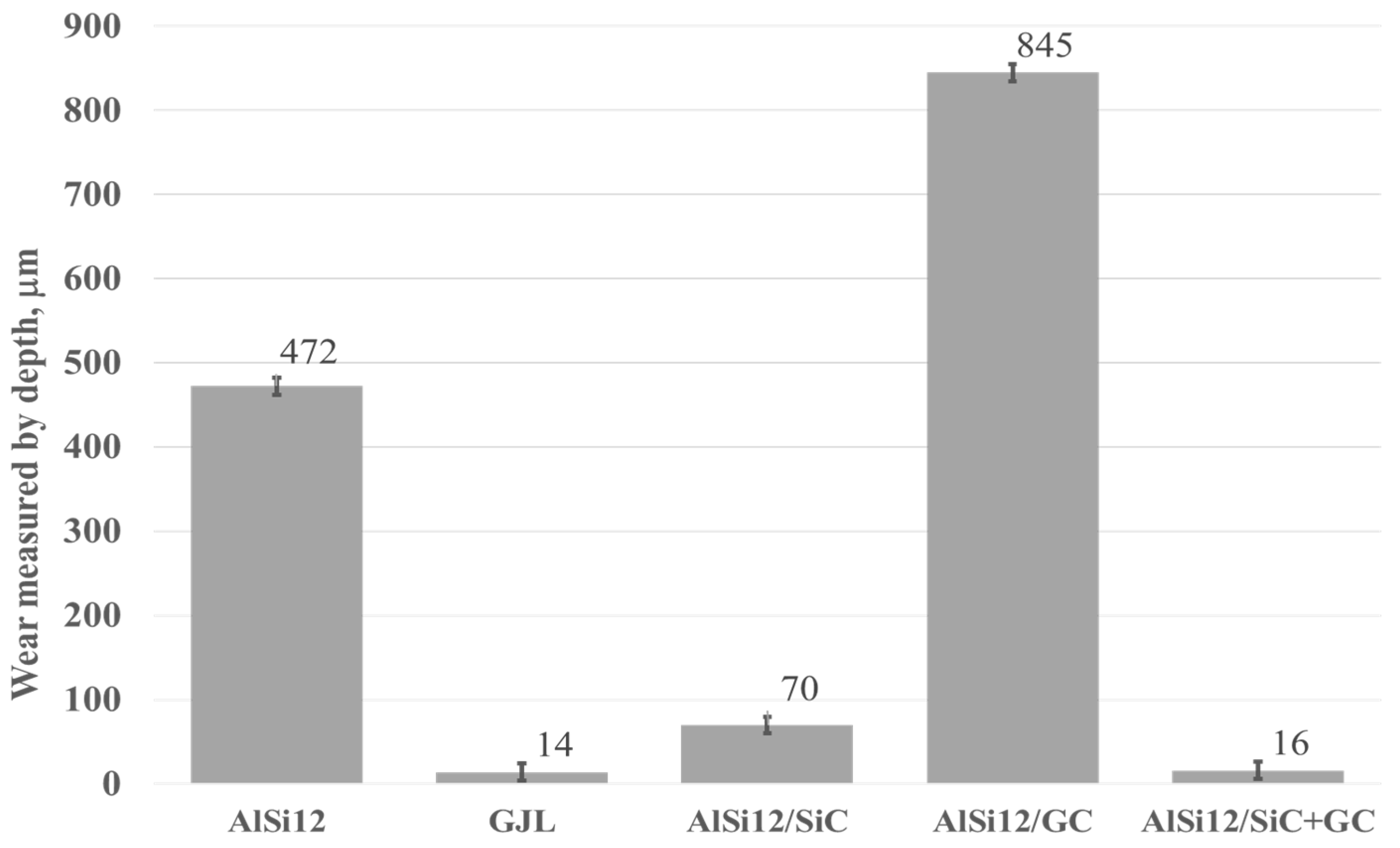
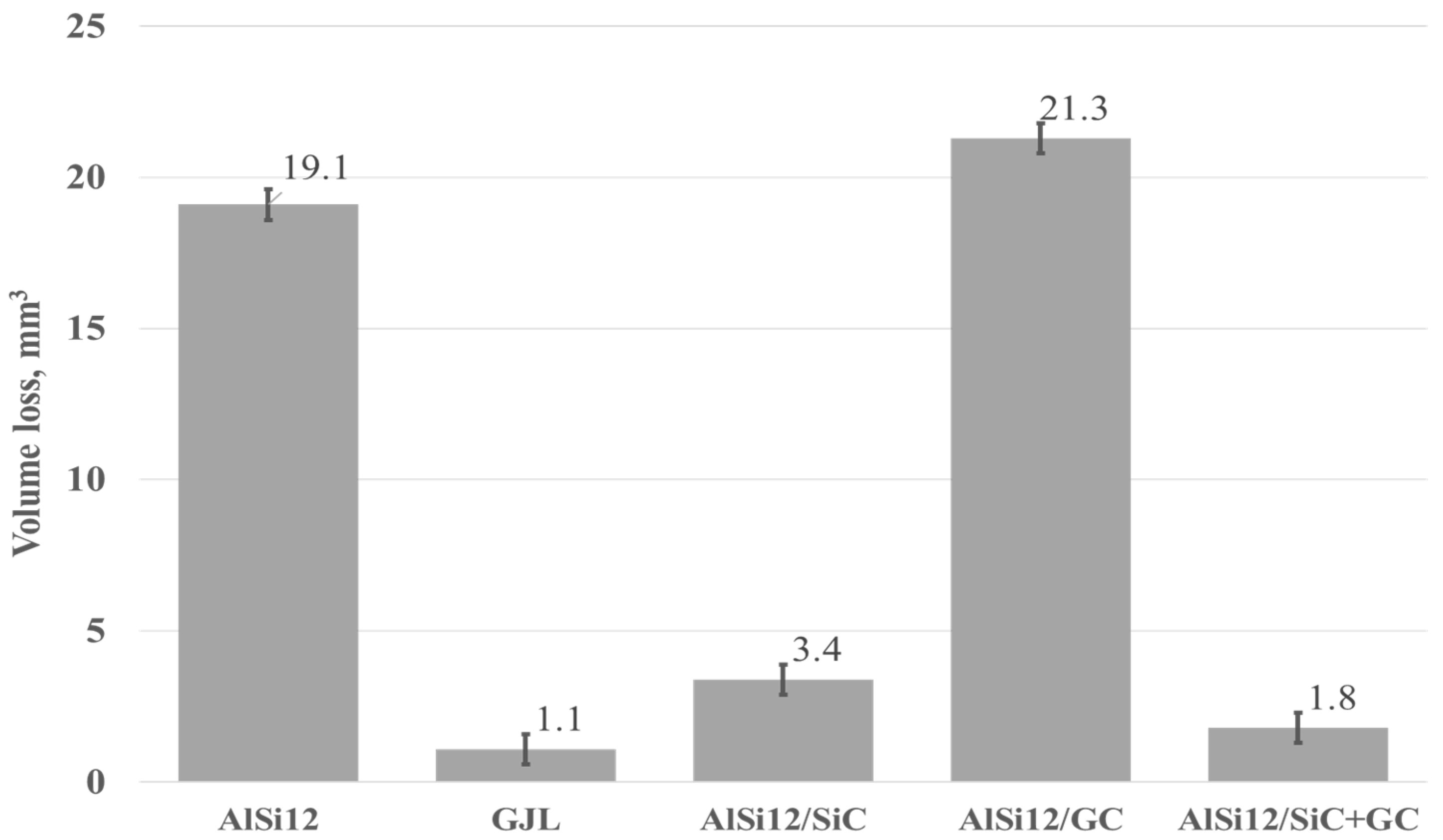
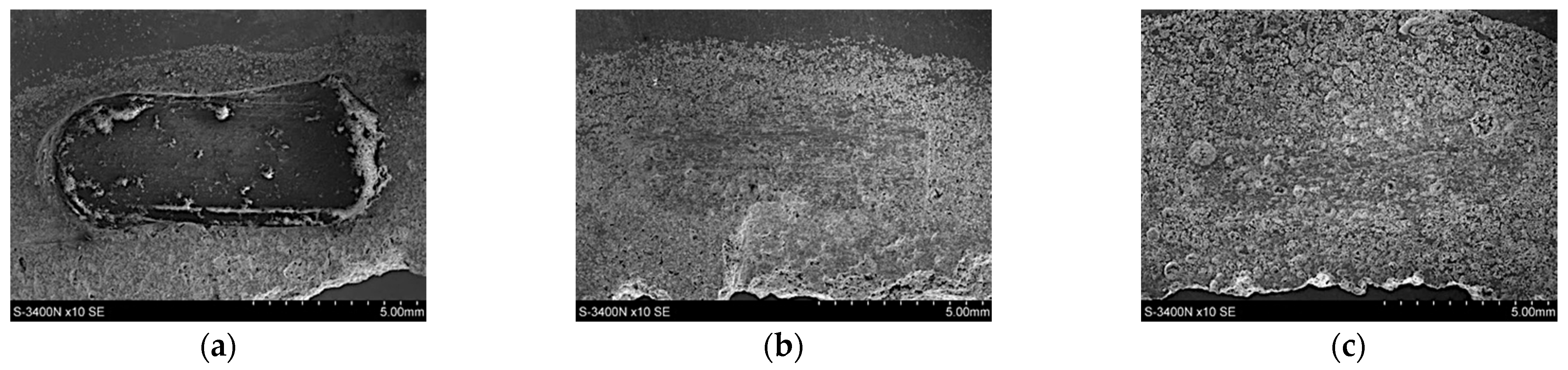
3.2. Wear
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Trapy, J.D.; Damiral, P. An Investigation of Lubricating System Warm-up for the Improvement of Cold Start Efficiency and Emissions of S.I. Automotive Engines. SAE Trans. 1990, 99, 1635–1645. [Google Scholar]
- Dziubak, T.; Dziubak, S.D. A Study on the Effect of Inlet Air Pollution on the Engine Component Wear and Operation. Energies 2022, 15, 1182. [Google Scholar] [CrossRef]
- Suchecki, J. Reducing mechanical losses of the engine as a method of reducing CO2. Combust. Engines 2013, 154, 496–499. [Google Scholar]
- Rohatgi, P.K.; Gupta, N.; Daoud, A. Synthesis and processing of cast metal matrix composites and their applications. ASM Handb. 2008, 15, 1149–1164. [Google Scholar]
- Bieniaś, J.; Walczak, M.; Surowska, B.; Sobczak, J. Microstructure and corrosion behavior of aluminium fly ash composites. J. Optoelektron. Adv. Mater. 2003, 5, 493–502. [Google Scholar]
- Degischer, H.P.; Prader, P.; Marchi, C.S. “Assessment of Metal Matrix Composites for Innovations”—Intermediate report of a European Thematic Network. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1161–1166. [Google Scholar] [CrossRef]
- Macke, A.; Schultz, B.F.; Rohatgi, P. Metal Matrix Composites offer the Automotive Industry an Opportunity to Reduce Vehicle Weight, Improve Performance. Adv. Mater. Proc. 2012, 170, 12–23. [Google Scholar]
- Sobczak, J.; Wojciechowski, S. The current trends in the practical application of metal matrix composites. Kompozyty (Composites) 2002, 2, 24–37. [Google Scholar]
- Kurtyka, P.; Rylko, N.; Tokarski, T.; Wójcicka, A.; Pietras, A. Cast aluminium matrix composites modified with using FSP process—Changing of the structure and mechanical properties. Compos. Struct. 2015, 133, 959–967. [Google Scholar] [CrossRef]
- Przestacki, D.; Szymański, P.; Wojciechowski, S. Formation of surface layer in metal matrix composite A359/20SiCP during laser assisted turning. Compos. Part A Appl. Sci. Manuf. 2016, 91, 370–379. [Google Scholar] [CrossRef]
- Posmyk, A.; Malski, J. Designing cylinder liners made from hybrid composites containing solid lubricants. Compos. Theory Pract. 2016, 16, 15–19. [Google Scholar]
- Posmyk, A.; Filipczyk, J. Aspects of the applications of composite materials in combustion engines. J. KONES Powertrain Transp. 2013, 20, 357–361. [Google Scholar] [CrossRef]
- Dolata, A.J.; Dyzia, M.; Jaworska, L.; Putyra, P. Cast hybrid composites designated for air compressor pistons. Arch. Metall. Mater. 2016, 61, 705–708. [Google Scholar] [CrossRef] [Green Version]
- Manasijevic, S.; Radisa, R.; Markovic, S.; Acimovic-Pavlovic, Z.; Raic, K. Thermal analysis and microscopic characterization of the piston alloy AlSi13Cu4Ni2Mg. Intermetallics 2011, 19, 486–492. [Google Scholar] [CrossRef]
- Abouei, V.; Saghafian, H.; Shabestari, S.G.; Zarghami, M. Effect of Fe-rich intermetallics on the wear behavior of eutectic Al–Si piston alloy (LM13). Mater. Des. 2010, 31, 3518–3524. [Google Scholar] [CrossRef]
- Orłowicz, A.W.; Tupaj, M.; Mróz, M.; Trytek, A. Combustion Engine Cylinder Liners Made of Al-Si Alloys. Arch. Foundry Eng. 2015, 15, 71–74. [Google Scholar] [CrossRef]
- Yanga, Y.; Li, Y.; Wua, W.; Zhao, D.; Liu, X. Effect of existing form of alloying elements on the microhardness of Al-Si-Cu-Ni-Mg piston alloy. Mater. Sci. Eng. A 2011, 528, 5723–5728. [Google Scholar] [CrossRef]
- Huang, X.; Liu, C.; Lv, X.; Liu, G.; Li, F. Aluminum alloy pistons reinforced with SiC fabricated by centrifugal casting. J. Mater. Process. Technol. 2011, 211, 1540–1546. [Google Scholar] [CrossRef]
- Soltani, S.; Khosroshahi, R.A.; Mousavian, R.T.; Jiang, Z.; Boostani, A.F.; Brabazon, D. Stir casting process for manufacture of Al–SiC composites. Rare Met. 2015, 36, 581–590. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Bhowmick, H.; Gupta, D. Progress on the development of aluminium metal matrix composite as an alternative piston material—A review. J. Emerg. Technol. Innov. Res. 2019, 6, 414–419. [Google Scholar]
- Kaur, K.; Anant, R.; Pandey, O.P. Tribological behaviour of SiC particle reinforced Al–Si alloy. Tribol. Lett. 2011, 44, 41–58. [Google Scholar] [CrossRef]
- Arsha, A.G.; Jayakumar, E.; Rajan, T.P.; Antony, V.; Pai, B.C. Design and fabrication of functionally graded in-situ aluminium composites for automotive pistons. Mater. Des. 2015, 88, 1201–1209. [Google Scholar] [CrossRef]
- Venkatareddy, K.; Chandrashekar Goud, V. Design and analysis of the piston by using composite materials. Int. J. Prof. Eng. Stud. 2016, 7, 153–162. [Google Scholar]
- Vencl, A.; Rac, A.; Bobic, I. Tribological Behaviour of Al-Based MMCs and their Application in Automotive Industry. Trib. Ind. 2004, 26, 31–38. [Google Scholar]
- Prasad, S.; Asthana, R. Aluminum Metal–Matrix Composites for Automotive Applications: Tribological Considerations. Tribol. Lett. 2004, 17, 445–453. [Google Scholar] [CrossRef]
- Nam, T.H.; Requena, G.; Degischer, P. Thermal expansion behaviour of aluminum matrix composites with densely packed SiC particles. Compos. Part A: Appl. Sci. Manuf. 2008, 39, 856–865. [Google Scholar] [CrossRef]
- Dyzia, M. Aluminum Matrix Composite (AlSi7Mg2Sr0.03/SiCp) Pistons Obtained by Mechanical Mixing Method. Materials 2017, 11, 42. [Google Scholar] [CrossRef] [Green Version]
- Dolata, A.J.; Dyzia, M.; Wieczorek, J. Tribological Properties of Single (AlSi7/SiCp, AlSi7/GCsf) and Hybrid (AlSi7/SiCp + GCsf) Composite Layers Formed in Sleeves via Centrifugal Casting. Materials 2019, 12, 2803. [Google Scholar] [CrossRef] [Green Version]
- Niewczas, A.; Koszałka, G.; Guzik, M. Modeling of collaboration between the piston ring and the piston groove shelf in an internal combustion engine. Eksploat. I Niezawodn. Maint. Reliab. 2006, 4, 82–86. [Google Scholar]
- Wolff, A.; Piechna, J. Numerical simulation of piston ring pack operation with regard to ring twist effects. Arch. Mech. Eng. 2007, LIV, 65–99. [Google Scholar] [CrossRef]
- Wolff, A. Experimental verification of the model of piston ring pack operation of an internal combustion engine. Arch. Mech. Eng. 2009, LVI, 73–90. [Google Scholar]
- Wolff, A. Numerical analysis of piston ring pack operation. Combust. Engines 2009, 137, 128–141. [Google Scholar] [CrossRef]
- Forero, J.D.; Ochoa, G.V.; Rojas, J.P. Effect of the Geometric Profile of Top Ring on the Tribological Characteristics of a Low-Displacement Diesel Engine. Lubricants 2020, 8, 83. [Google Scholar] [CrossRef]
- Selmani, E.; Delprete, C.; Bisha, A. Cylinder liner deformation orders and efficiency of a piston ring- pack. In Proceedings of the ICPEME, E3S Web of Conferences, Prague, Czech Republic, 16–19 February 2019; Volume 95, p. 04001. [Google Scholar] [CrossRef]
- Piątkowski, J.; Czerepak, M. The Crystallization of the AlSi9 Alloy Designed for the Alfin Processing of Ring Supports in Engine Pistons. Arch. Foundry Eng. 2020, 2, 65–70. [Google Scholar] [CrossRef]
- Manasijević, S.; Radiša, R.; Brodarac, Z.Z.; Dolić, N.; Djurdjevic, M. Al-Fin bond in aluminum piston alloy & austenitic cast iron insert. Int. J. Met. 2015, 9, 27–32. [Google Scholar]
- Diesel Engine Piston. Available online: https://zlotecki.pl/oferta/tloki/?lang=en (accessed on 12 April 2022).
- Dolata-Grosz, A. Interaction of Al-Si alloys with SiC/C ceramic particles and their influence on microstructure of composites. Solid State Phenom. 2011, 176, 55–62. [Google Scholar] [CrossRef]
- Dolata, A.J.; Dyzia, M. Aspects of fabrication aluminium matrix heterophase composites by suspension method. IOP Conf. Ser. Mater. Sci. Eng. 2012, 35, 012020. [Google Scholar] [CrossRef]
- Dolata, A.J.; Mróz, M.; Dyzia, M.; Jacek-Burek, M. Scratch testing of AlSi12/SiCp composite layer with high share of reinforcing phase formed in the centrifugal casting process. Materials 2020, 13, 1685. [Google Scholar] [CrossRef] [Green Version]
- Dolata, A.J.; Golak, S.; Ciepliński, P. The eulerian multiphase model of centrifugal casting process of particle reinforced Al matrix composites. Compos. Theory Pract. 2017, 17, 200–205. [Google Scholar]
- Myalski, J.; Śleziona, J. Glassy carbon particles as component to modification of tribological properties. J. Mater. Processing Technol. 2006, 175, 291–298. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Composition | Si | Mg | Cu | Ni | Fe | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| AlSi12CuNiMg * | 11.98 | 1.04 | 0.97 | 0.89 | 0.48 | 0.19 | 0.05 | Bal. |
| AlSi12CuNiMg2 ** | 11.48 | 2.07 | 2.07 | 0.85 | 0.47 | 0.17 | 0.05 | Bal. |
| Sliding Speed [m/s] | Normal Load [N] | Distance [m] | Temperature [°C] | Unit Pressure [MPa] |
|---|---|---|---|---|
| 0.7 | 15 | 1200 | 20 | 0.8 |
| Material Designation | Reinforcing Particles | Volume of Particles [wt%] | Average Particle Diameter [mµ] | Friction Counter Pin |
|---|---|---|---|---|
| AlSi12 | - | - | - | GJL |
| AlSi12/SiC | SiCp | 10 | 58 | GJL |
| AlSi12/GC | GCp | 10 | 80 | GJL |
| AlSi12/SiC + GC | SiCp + GCp | 7 + 3 | 58 and 80, respectively. | GJL |
| GJL | - | - | - | GJL |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolata, A.J.; Wieczorek, J.; Dyzia, M.; Starczewski, M. Assessment of the Tribological Properties of Aluminum Matrix Composites Intended for Cooperation with Piston Rings in Combustion Engines. Materials 2022, 15, 3806. https://doi.org/10.3390/ma15113806
Dolata AJ, Wieczorek J, Dyzia M, Starczewski M. Assessment of the Tribological Properties of Aluminum Matrix Composites Intended for Cooperation with Piston Rings in Combustion Engines. Materials. 2022; 15(11):3806. https://doi.org/10.3390/ma15113806
Chicago/Turabian StyleDolata, Anna Janina, Jakub Wieczorek, Maciej Dyzia, and Michał Starczewski. 2022. "Assessment of the Tribological Properties of Aluminum Matrix Composites Intended for Cooperation with Piston Rings in Combustion Engines" Materials 15, no. 11: 3806. https://doi.org/10.3390/ma15113806
APA StyleDolata, A. J., Wieczorek, J., Dyzia, M., & Starczewski, M. (2022). Assessment of the Tribological Properties of Aluminum Matrix Composites Intended for Cooperation with Piston Rings in Combustion Engines. Materials, 15(11), 3806. https://doi.org/10.3390/ma15113806