
Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials


Abstract
:1. Introduction
2. Materials and Methods
2.1. Cut Material
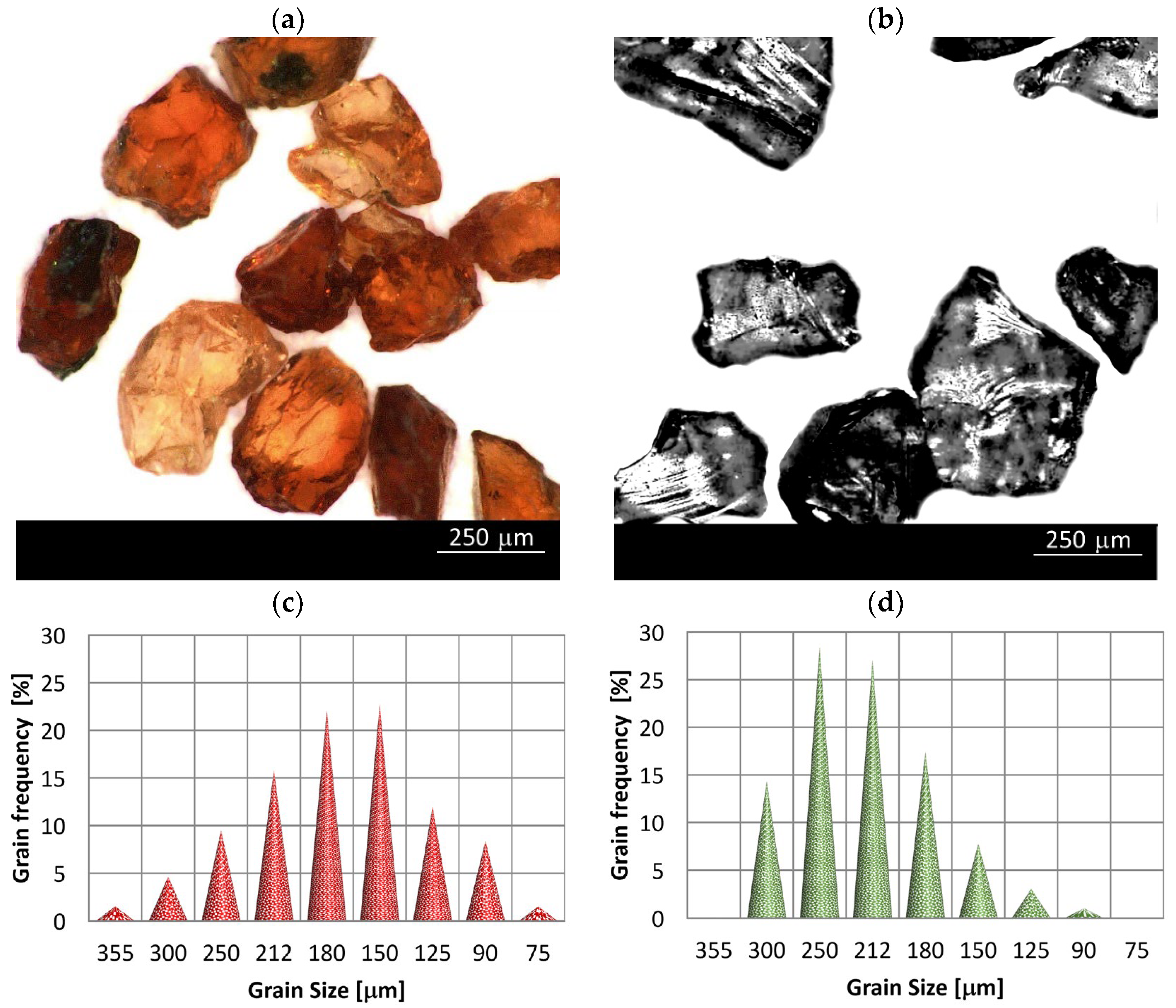
2.2. Abrasive Materials
2.3. Response Surface Methodology (RSM)
2.4. Test Set up and Test Method
3. Results and Discussion
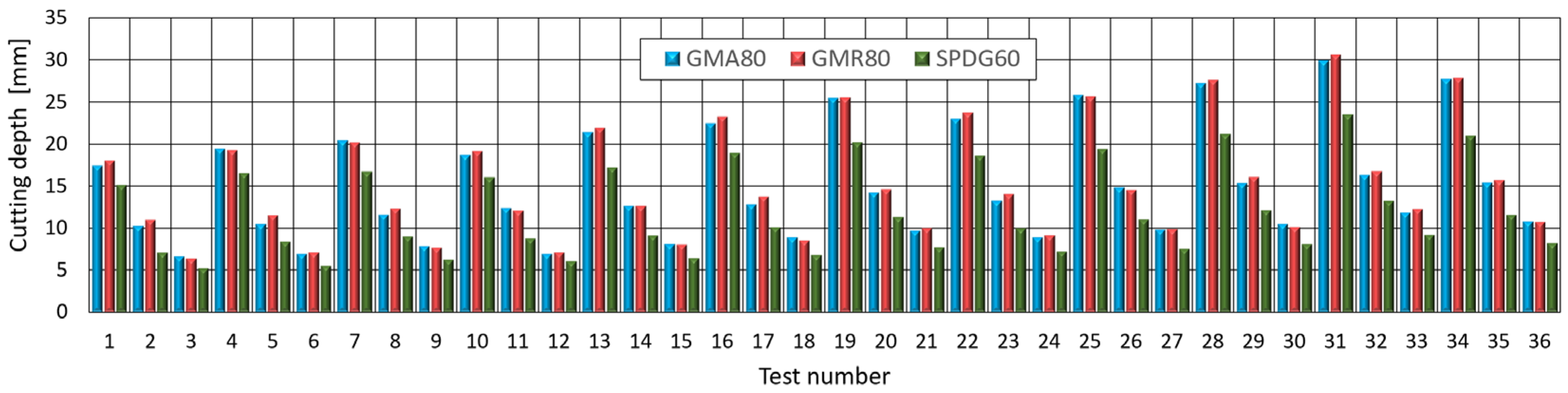
3.1. Results of Research
3.2. Results Discussion
4. Conclusions
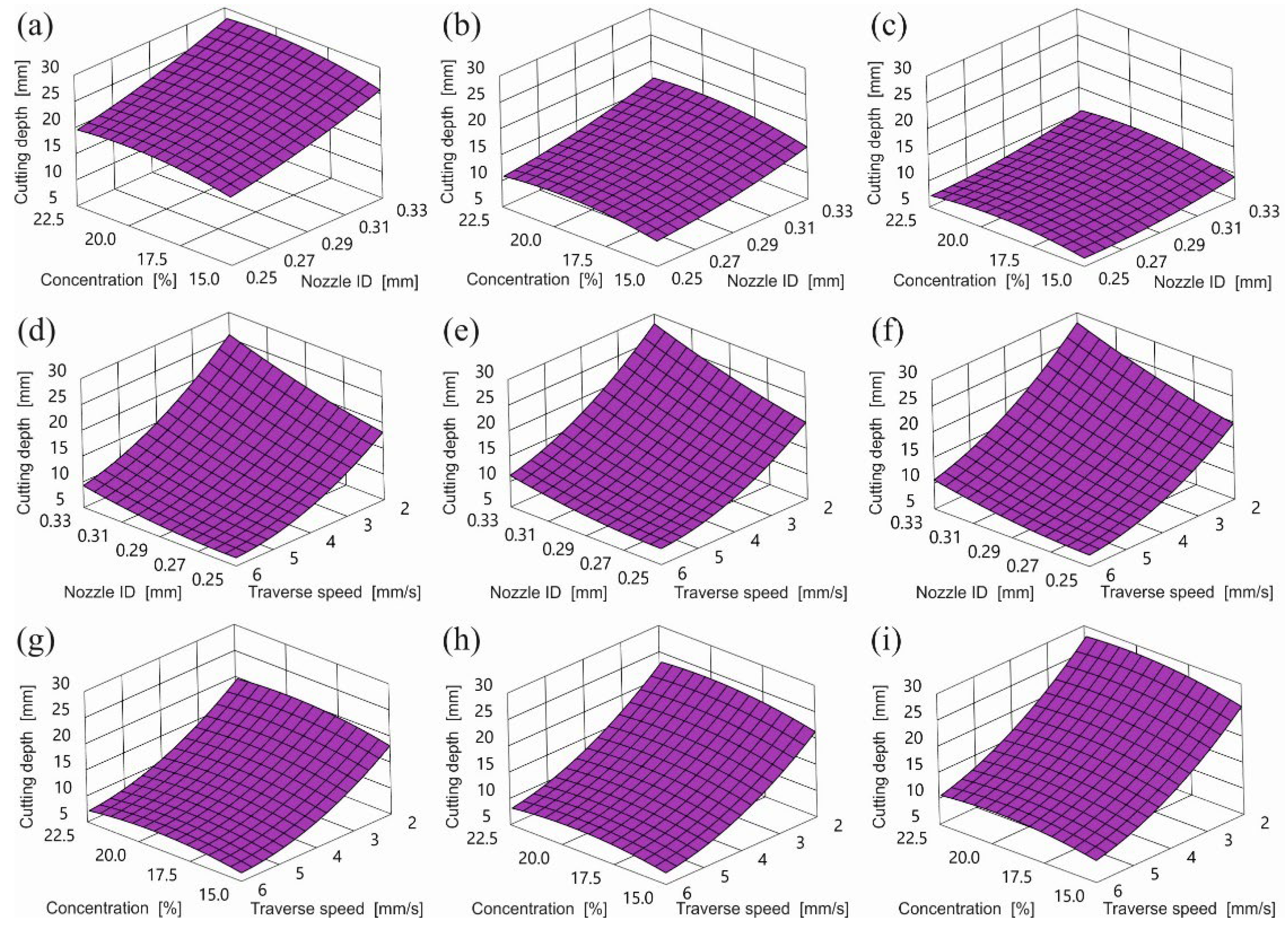
- All the analyzed AWJ control factors have a big effect on erosive ability, as determined by depth of cut.
- The depth of the cut is directly proportional to the diameter of the water nozzle in the whole tested range.
- R2 (the percentage of response variability that is explained by the model) near 99% demonstrates both models fit very nicely to investigational data.
- Adjusted R2 amount over 98.5% also validates an exceptionally good model fit.
- The predicted R2 above 98% demonstrates particularly good prediction of the model response to new observations.
- For the model regression factors no multicollinearity was noted
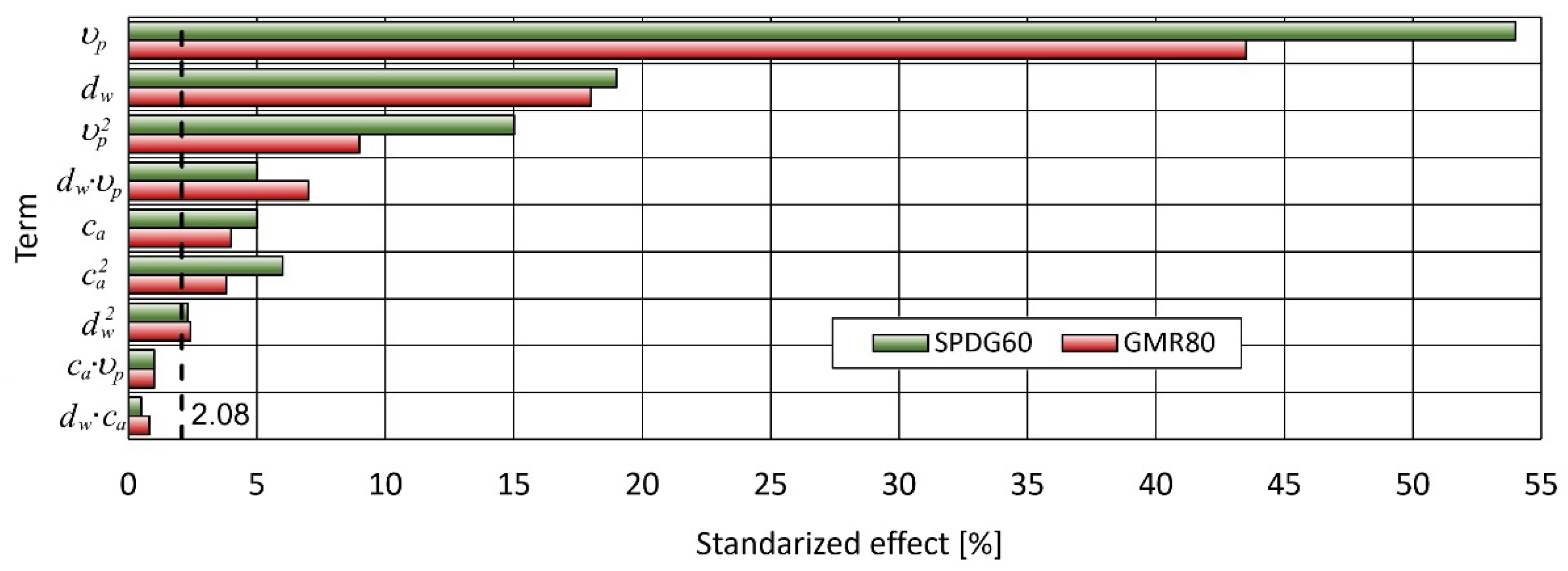
- The feed rate is the key factor affecting the depth of the cut. The water nozzle diameter has a secondary effect, and the concentration of abrasive has the least influence on the depth of the cut.
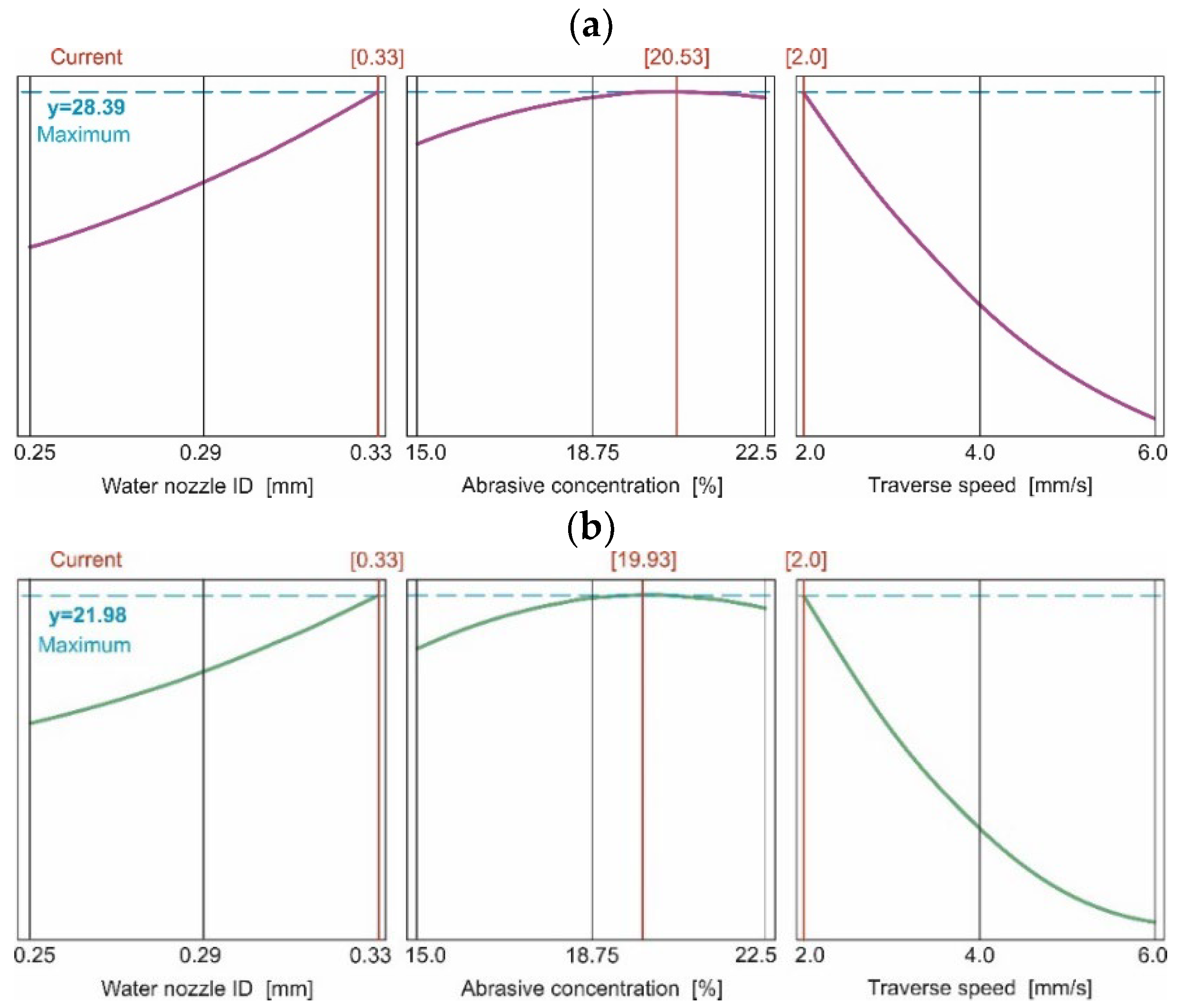
- The optimum values of the AWJ control parameters from the cutting depth are as follows: water nozzle diameter = 0.33 mm, feed rate = 2 mm/s, GMR80 concentration = 19.93%, and SPDG60 concentration = 20.53%. At these control parameter values, the highest depth of cut for the GMR80 abrasive was 28.39 mm and for the SPDG60 abrasive was 21.98 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Perec, A.; Radomska-Zalas, A. Modeling of Abrasive Water Suspension Jet Cutting Process Using Response Surface Method; AIP Publishing: Melville, NY, USA, 2019; Volume 2078. [Google Scholar]
- Hashish, M. A Study on AWJ Trimming of Composite Aircraft Stringers; The American Society of Mechanical Engineers: New York, NY, USA, 2010; ISBN 978-0-7918-4368-0. [Google Scholar]
- Hreha, P.; Radvanská, A.; Hloch, S.; Peržel, V.; Królczyk, G.; Monková, K. Determination of Vibration Frequency Depending on Abrasive Mass Flow Rate during Abrasive Water Jet Cutting. Int. J. Adv. Manuf. Technol. 2015, 77, 763–774. [Google Scholar] [CrossRef]
- Lehocka, D.; Klich, J.; Pitel, J.; Krejci, L.; Storkan, Z.; Duplakova, D.; Schindlerova, V.; Sajdlerova, I. Analysis of the Pulsating Water Jet Maximum Erosive Effect on Stainless Steel. In Advances in Manufacturing II; Gapiński, B., Szostak, M., Ivanov, V., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 233–241. ISBN 978-3-030-16942-8. [Google Scholar]
- Lehocka, D.; Klich, J.; Botko, F.; Simkulet, V.; Foldyna, J.; Krejci, L.; Storkan, Z.; Kepic, J.; Hatala, M. Comparison of Ultrasonically Enhanced Pulsating Water Jet Erosion Efficiency on Mechanical Surface Treatment on the Surface of Aluminum Alloy and Stainless Steel. Int. J. Adv. Manuf. Technol. 2019, 103, 1647–1656. [Google Scholar] [CrossRef]
- Bohdal, Ł.; Kukielka, L.; Kukielka, K.; Kułakowska, A.; Malag, L.; Patyk, R. Three Dimensional Finite Element Simulation of Sheet Metal Blanking Process. AMM 2014, 474, 430–435. [Google Scholar] [CrossRef]
- Kaldunski, P.; Kukielka, L. Numerical Analysis and Simulation of Drawpiece Forming Process by Finite Element Method. In Novel Trends in Production Devices and Systems; Velisek, K., Kostal, P., Nad, M., Eds.; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2014; Volume 474, pp. 153–158. ISBN 978-3-03785-944-5. [Google Scholar]
- Kukiełka, K. Ecological Aspects of the Implementation of New Technologies Processing for Machinery Parts. Annu. Set. Environ. Prot. (Rocz. Ochr. Śr.) 2016, 137–157. [Google Scholar]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A. Modeling of High Pressure Abrasive Water Jet Cutting of Marble. Facta Univ. Ser. Mech. Eng. 2022, 20, 145–156. [Google Scholar] [CrossRef]
- Yuvaraj, N.; Arunkumar, N.; Nivetha, M.S.; Lina Esther, A. Abrasive Water Jet Piercing of Inclined Holes on Ceramic Coated Nickel Superalloy: A Preliminary Study. Manuf. Lett. 2020, 26, 59–63. [Google Scholar] [CrossRef]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A.; Pude, F. Process Optimization by Appying the Response Surface Methodology (RSM) to the Abrasive Suspension Water Jet Cutting of Phenolic Composites. Facta Univ. Ser. Mech. Eng. 2022. [Google Scholar] [CrossRef]
- Radomska-Zalas, A.; Perec, A.; Fajdek-Bieda, A. IT Support for Optimisation of Abrasive Water Cutting Process Using the TOPSIS Method. IOP Conf. Ser. Mater. Sci. Eng. 2019, 710, 012008. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Khan, M.A.; Kumaran, S.T.; Slota, A.; Zajac, J. Machinability of Nickel-Based Superalloy by Abrasive Water Jet Machining. Mater. Manuf. Process. 2016, 31, 1733–1739. [Google Scholar] [CrossRef]
- Nag, A.; Hloch, S.; Dixit, A.R.; Pude, F. Utilization of Ultrasonically Forced Pulsating Water Jet Decaying for Bone Cement Removal. Int. J. Adv. Manuf. Technol. 2020, 110, 829–840. [Google Scholar] [CrossRef]
- Kukielka, L.; Kustra, J.; Kukielka, K. Numerical Analysis of States of Strain and Stress of Material during Machining with a Single Abrasive Grain. Comput. Methods Exp. Meas. Surf. Eff. Contact Mech. VII 2005, 49, 57–66. [Google Scholar]
- Perec, A. Research into the Disintegration of Abrasive Materials in the Abrasive Water Jet Machining Process. Materials 2021, 14, 3940. [Google Scholar] [CrossRef]
- Kukielka, L.; Kustra, J. Numerical Analysis of Thermal Phenomena and Deformations in Processing Zone in the Centerless Continuous Grinding Process. Surf. Treat. VI Comput. Methods Exp. Meas. Surf. Treat. Eff. 2003, 7, 109–118. [Google Scholar]
- Mahalingam, S.; Kuppusamy, B.; Natarajan, Y. Multi-Objective Soft Computing Approaches to Evaluate the Performance of Abrasive Water Jet Drilling Parameters on Die Steel. Arab. J. Sci. Eng. 2021, 46, 7893–7907. [Google Scholar] [CrossRef]
- Yuvaraj, N.; Kumar, M.P. Investigation of Process Parameters Influence in Abrasive Water Jet Cutting of D2 Steel. Mater. Manuf. Process. 2017, 32, 151–161. [Google Scholar] [CrossRef]
- Yuvaraj, N.; Kumar, M.P. Surface Integrity Studies on Abrasive Water Jet Cutting of AISI D2 Steel. Mater. Manuf. Process. 2017, 32, 162–170. [Google Scholar] [CrossRef]
- Kant, R.; Dhami, S.S. Multi-Response Optimization of Parameters Using GRA for Abrasive Water Jet Machining of EN31 Steel. Mater. Today Proc. 2021, 47, 6141–6146. [Google Scholar] [CrossRef]
- Pal, V.K.; Tandon, P. Identification of the Role of Machinability and Milling Depth on Machining Time in Controlled Depth Milling Using Abrasive Water Jet. Int. J. Adv. Manuf. Technol. 2013, 66, 877–881. [Google Scholar] [CrossRef]
- Akkurt, A. The Effect of Material Type and Plate Thickness on Drilling Time of Abrasive Water Jet Drilling Process. Mater. Des. 2009, 30, 810–815. [Google Scholar] [CrossRef]
- Akkurt, A. The Cutting Front Side Geometry in The Applications of D3 Cold Work Tool Steel Material Via Abrasive Water Jet. Gazi Univ. J. Sci. 2013, 26, 225–239. [Google Scholar]
- Doreswamy, D. Machining of D2 Heat Treated Steel Using Abrasive Water Jet: The Effect of Standoff Distance and Feed Rate on Kerf Width and Surface Roughness. Int. J. Res. Eng. Technol. 2014, 3, 417–421. [Google Scholar] [CrossRef]
- Hlaváč, L.M. Revised Model of Abrasive Water Jet Cutting for Industrial Use. Materials 2021, 14, 4032. [Google Scholar] [CrossRef]
- Prazmo, J.; Sobczak, R.; Perec, A. Abrasive Grain Disintegration during High-Pressure Abrasive Water Jet Cutting in the Abrasive Reuse Aspect. In Conference on Water Jetting Technology: Water Jet 2017—Research, Development, Application; Ústav geoniky AV ČR, v. v. i.: Ostrava, Czech Republic, 2017; pp. 137–150. ISBN 978-80-86407-71-5. [Google Scholar]
- Gent, M.; Menéndez, M.; Torno, S.; Schenk, A. Orientative Deformation Mode Cutting Results of Some Alternative Abrasives for Applications in Abrasive Waterjet Cutting. In Proceedings of the 19th International Conference on Water Jetting, Nottingham, UK, 15–17 October 2008; pp. 289–303. [Google Scholar]
- Gent, M.; Menéndez, M.; Torno, S.; Toraño, J.; Schenk, A. Experimental Evaluation of the Physical Properties Required of Abrasives for Optimizing Waterjet Cutting of Ductile Materials. Wear 2012, 284–285, 43–51. [Google Scholar] [CrossRef]
- Bhoi, N.K.; Singh, H.; Pratap, S.; Jain, P.K. Chemical Reaction Optimization Algorithm for Machining Parameter of Abrasive Water Jet Cutting. OPSEARCH 2022, 59, 350–363. [Google Scholar] [CrossRef]
- Perec, A. Multiple Response Optimization of Abrasive Water Jet Cutting Process Using Response Surface Methodology (RSM). Procedia Comput. Sci. 2021, 192, 931–940. [Google Scholar] [CrossRef]
- Perec, A.; Musial, W. Multiple Criteria Optimization of Abrasive Water Jet Cutting Using Entropy-VIKOR Approach. In Advances in Manufacturing Engineering and Materials II; Hloch, S., Klichová, D., Pude, F., Krolczyk, G.M., Chattopadhyaya, S., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2021; pp. 50–62. ISBN 978-3-030-71955-5. [Google Scholar]
- Kacalak, W.; Lipiński, D.; Bałasz, B.; Rypina, Ł.; Tandecka, K.; Szafraniec, F. Performance Evaluation of the Grinding Wheel with Aggregates of Grains in Grinding of Ti-6Al-4V Titanium Alloy. Int. J. Adv. Manuf. Technol. 2018, 94, 301–314. [Google Scholar] [CrossRef] [Green Version]
- Kacalak, W.; Lipiński, D.; Różański, R.; Królczyk, G.M. Assessment of the Classification Ability of Parameters Characterizing Surface Topography Formed in Manufacturing and Operation Processes. Measurement 2021, 170, 108715. [Google Scholar] [CrossRef]
- Fajdek-Bieda, A.; Perec, A.; Radomska-Zalas, A. Orthogonal Array Approach Optimization of Catalytic Systems. Procedia Comput. Sci. 2021, 192, 4200–4207. [Google Scholar] [CrossRef]
- Fajdek-Bieda, A. The Use of the Desire Function Analysis (DFA) of Selected Unit Processes in Chemical Technology. In Proceedings of the 26th International Conference on Knowledge Based and Intelligent Information and Engineering Systems KES 2022, Verona, Italy, 7–9 September 2022. [Google Scholar]
- Radomska-Zalas, A. The AHP Method in the Optimization of the Epoxidation of Allylic Alcohols. In Proceedings of the 26th International Conference on Knowledge Based and Intelligent Information and Engineering Systems KES 2022, Verona, Italy, 7–9 September 2022. [Google Scholar]
- Radomska-Zalas, A.; Fajdek-Bieda, A. IT Support for the Optimization of the Epoxidation of Unsaturated Compounds on the Example of the TOPSIS Method. In Intelligent Decision Technologies; Czarnowski, I., Howlett, R.J., Jain, L.C., Eds.; Smart Innovation, Systems and Technologies; Springer: Singapore, 2021; Volume 238, pp. 297–307. ISBN 9789811627644. [Google Scholar]
- Podhajecki, J.; Kawecka, E. The Optimization Methods for the Thickness of the Layer Estimation Using Reflected Waves. In Proceedings of the 26th International Conference on Knowledge Based and Intelligent Information and Engineering Systems KES 2022, Verona, Italy, 7–9 September 2022. [Google Scholar]
- Krajewski, M.; Sienkowski, S.; Kawecka, E. Properties of Selected Frequency Estimation Algorithms in Accurate Sinusoidal Voltage Measurements. Electrotech. Rev. 2018, 1, 54–57. (In Polish) [Google Scholar] [CrossRef]
- Kawecka, E.; Podhajecki, J. Probabilistic Properties of Deterministic and Randomized Quantizers. In Proceedings of the 26th International Conference on Knowledge Based and Intelligent Information and Engineering Systems KES 2022, Verona, Italy, 7–9 September 2022. [Google Scholar]
- Lemieszewski, Ł.; Radomska-Zalas, A.; Perec, A.; Dobryakova, L.; Ochin, E. GNSS and LNSS Positioning of Unmanned Transport Systems: The Brief Classification of Terrorist Attacks on USVs and UUVs. Electronics 2021, 10, 401. [Google Scholar] [CrossRef]
- AZO Materials M1 Molybdenum High Speed Tool Steel. Available online: https://www.azom.com/article.aspx?ArticleID=6155 (accessed on 1 May 2022).
- Garnet Recovery & Recycling. Available online: https://www.gmagarnet.com/en-us/our-responsibility/garnet-recovery-recycling (accessed on 1 May 2022).
- Martinec, P.; Foldyna, J.; Sitek, L.; Ščučka, J.; Vašek, J. Abrasives for AWJ Cutting; Institute of Geonics Academy of Sciences of the Czech Republic: Ostrava, Czech Republic, 2002; ISBN 978-80-86407-02-9. [Google Scholar]
- Gupta, K.; Gupta, M.K. Developments in Nonconventional Machining for Sustainable Production: A State-of-the-Art Review. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4213–4232. [Google Scholar] [CrossRef]
- Perec, A. Investigation of Limestone Cutting Efficiency by the Abrasive Water Suspension Jet. In Advances in Manufacturing Engineering and Materials; Hloch, S., Klichová, D., Krolczyk, G.M., Chattopadhyaya, S., Ruppenthalová, L., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 124–134. ISBN 978-3-319-99352-2. [Google Scholar]
- Alberdi, A.; Rivero, A.; López de Lacalle, L.N. Experimental Study of the Slot Overlapping and Tool Path Variation Effect in Abrasive Waterjet Milling. J. Manuf. Sci. Eng. 2011, 133, 034502. [Google Scholar] [CrossRef]
- Carach, J.; Lehocka, D.; Legutko, S.; Hloch, S.; Chattopadhyaya, S.; Dixit, A.R. Surface Roughness of Graphite and Aluminium Alloy After Hydro-Abrasive Machining. In Advances in Manufacturing (Manufacturing 2017); Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 805–813. ISBN 978-3-319-68619-6. [Google Scholar]
- Wessels, V.; Grigoryev, A.; Dold, C.; Wyen, C.-F.; Roth, R.; Weingaertner, E.; Pude, F.; Wegener, K.; Loeffler, J.F. Abrasive Waterjet Machining of Three-Dimensional Structures from Bulk Metallic Glasses and Comparison with Other Techniques. J. Mater. Res. 2012, 27, 1187–1192. [Google Scholar] [CrossRef] [Green Version]
- Perec, A. Theoretical and Experimental Basics of Designing Technological Operations of Material Machining by High-Pressure Water Jet; Surface Engineering Section, Polish Academy of Sciences in Poznan: Poznan-Koszalin, Poland, 2021; ISBN 978-83-66246-60-7. (In Polish) [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elment | C | Mn | Si | Cr | Ni | Mo | W | V | Cu |
|---|---|---|---|---|---|---|---|---|---|
| Content [%] | 0.78–0.88 | 0.15–0.40 | 0.2–0.5 | 3.5–4.0 | 0.3 | 8.2–9.2 | 1.4–2.1 | 1.00–1.35 | 0.25 |
| Physical Properties | Mechanical Properties | ||
|---|---|---|---|
| Density [kg/m3] | 7890 | Hardness, Rockwell C | 60–65 |
| Yield Tensile Strength [MPa] | 417 | Poisson’s ratio | 0.27–0.30 |
| Ultimate Tensile Strength [MPa] | 712 | Elastic modulus [GPa] | 190–210 |
| GMR80 | SPDH60 | |
|---|---|---|
| Crystallographic system | Cubic | Amorphous |
| Mohs hardness | 6.5–7.5 | 5.0 |
| Density [kg/m3] | 4100–4300 | 3700 |
| Fracture | Shell to uneven | Shell, very sharp, sword-like grains |
| Color | From intensive red to red brown, occasionally with a brown or purple tinge, to dark brown | Brown-black, gray-black, black |
| Symbol | Factor | Level | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| dw | Diameter of water nozzle [mm] | 0.25 | 0.3 | 0.33 | - |
| Ac | Concentration of abrasive [%] | 15.0 | 17.5 | 20.0 | 22.5 |
| υp | Feed rate [mm/s] | 2 | 4 | 6 | - |
| Ta | Abrasive type | GMR80 | SPDG60 | - | - |
| Test Nr. | Diameter of Water Nozzle | Concentration of Abrasive | Feed Rate | Depth of Cut for: | |
|---|---|---|---|---|---|
| GMR80 | SPDG60 | ||||
| [mm] | [%] | [mm/s] | [mm] | [mm] | |
| 1 | 0.25 | 15.0 | 2 | 18.0 | 15.1 |
| 2 | 0.25 | 15.0 | 4 | 10.9 | 7.1 |
| 3 | 0.25 | 15.0 | 6 | 6.4 | 5.2 |
| 4 | 0.25 | 17.5 | 2 | 19.2 | 16.5 |
| 5 | 0.25 | 17.5 | 4 | 11.5 | 8.4 |
| 6 | 0.25 | 17.5 | 6 | 7.1 | 5.5 |
| 7 | 0.25 | 20.0 | 2 | 20.1 | 16.7 |
| 8 | 0.25 | 20.0 | 4 | 12.3 | 9.0 |
| 9 | 0.25 | 20.0 | 6 | 7.6 | 6.2 |
| 10 | 0.25 | 22.5 | 2 | 19.1 | 16.0 |
| 11 | 0.25 | 22.5 | 4 | 12.1 | 8.8 |
| 12 | 0.25 | 22.5 | 6 | 7.1 | 6.0 |
| 13 | 0.30 | 15.0 | 2 | 21.9 | 17.2 |
| 14 | 0.30 | 15.0 | 4 | 12.6 | 9.1 |
| 15 | 0.30 | 15.0 | 6 | 8.0 | 6.4 |
| 16 | 0.30 | 17.5 | 2 | 23.2 | 18.9 |
| 17 | 0.30 | 17.5 | 4 | 13.7 | 10.1 |
| 18 | 0.30 | 17.5 | 6 | 8.5 | 6.8 |
| 19 | 0.30 | 20.0 | 2 | 25.5 | 20.2 |
| 20 | 0.30 | 20.0 | 4 | 14.6 | 11.3 |
| 21 | 0.30 | 20.0 | 6 | 10.0 | 7.7 |
| 22 | 0.30 | 22.5 | 2 | 23.7 | 18.6 |
| 23 | 0.30 | 22.5 | 4 | 14.0 | 10.0 |
| 24 | 0.30 | 22.5 | 6 | 9.1 | 7.2 |
| 25 | 0.33 | 15.0 | 2 | 25.6 | 19.4 |
| 26 | 0.33 | 15.0 | 4 | 14.5 | 11.0 |
| 27 | 0.33 | 15.0 | 6 | 9.9 | 7.5 |
| 28 | 0.33 | 17.5 | 2 | 27.6 | 21.2 |
| 29 | 0.33 | 17.5 | 4 | 16.0 | 12.1 |
| 30 | 0.33 | 17.5 | 6 | 10.1 | 8.1 |
| 31 | 0.33 | 20.0 | 2 | 29.9 | 23.5 |
| 32 | 0.33 | 20.0 | 4 | 16.7 | 13.2 |
| 33 | 0.33 | 20.0 | 6 | 12.3 | 9.2 |
| 34 | 0.33 | 22.5 | 2 | 27.8 | 21.0 |
| 35 | 0.33 | 22.5 | 4 | 15.7 | 11.6 |
| 36 | 0.33 | 22.5 | 6 | 10.7 | 8.2 |
| Source | DF | Adj SS | Contribution | Adj MS | F-Value | p-Value | VIF |
|---|---|---|---|---|---|---|---|
| Model | 9 | 1565.97 | 98.95% | 174.00 | 273.07 | 0.000 | |
| Linear | 3 | 1429.52 | 93.21% | 476.51 | 747.83 | 0.000 | |
| dw | 1 | 181.72 | 11.29% | 181.72 | 285.19 | 0.000 | 1.02 |
| ca | 1 | 10.82 | 0.79% | 10.82 | 16.98 | 0.000 | 1.01 |
| υp | 1 | 1236.90 | 81.13% | 1236.90 | 1941.19 | 0.000 | 1.01 |
| Square | 3 | 63.48 | 4.03% | 21.16 | 33.21 | 0.000 | |
| dw2 | 1 | 3.48 | 0.22% | 3.48 | 5.46 | 0.027 | 1.02 |
| ca2 | 1 | 10.25 | 0.67% | 10.25 | 16.09 | 0.000 | 1.00 |
| υp2 | 1 | 49.75 | 3.15% | 49.75 | 78.08 | 0.000 | 1.00 |
| 2-Way Interaction | 3 | 26.60 | 1.70% | 8.87 | 13.91 | 0.000 | |
| dw·ca | 1 | 0.55 | 0.03% | 0.55 | 0.86 | 0.363 | 1.01 |
| dw ·υp | 1 | 25.30 | 1.62% | 25.30 | 39.71 | 0.000 | 1.01 |
| ca ·υp | 1 | 0.75 | 0.05% | 0.75 | 1.18 | 0.288 | 1.00 |
| Error | 26 | 16.57 | 1.05% | 0.64 | |||
| Total | 35 | 1582.53 | 100.00% |
| Source | DF | Adj SS | Contribution | Adj MS | F-Value | p-Value | VIF |
|---|---|---|---|---|---|---|---|
| Model | 9 | 991.589 | 99.33% | 110.177 | 418.64 | 0.000 | |
| Linear | 3 | 891.532 | 91.54% | 297.177 | 1129.19 | 0.000 | |
| dw | 1 | 85.744 | 8.49% | 85.744 | 325.80 | 0.000 | 1.02 |
| ca | 1 | 7.103 | 0.79% | 7.103 | 26.99 | 0.000 | 1.01 |
| υp | 1 | 798.640 | 82.26% | 798.640 | 3034.61 | 0.000 | 1.01 |
| Square | 3 | 70.260 | 7.06% | 23.420 | 88.99 | 0.000 | |
| dw2 | 1 | 1.628 | 0.16% | 1.628 | 6.19 | 0.020 | 1.02 |
| ca2 | 1 | 9.951 | 1.03% | 9.951 | 37.81 | 0.000 | 1.00 |
| υp2 | 1 | 58.681 | 5.87% | 58.681 | 222.97 | 0.000 | 1.00 |
| 2-Way Interaction | 3 | 7.283 | 0.74% | 2.428 | 9.22 | 0.000 | |
| dw·ca | 1 | 0.015 | 0.00% | 0.015 | 0.06 | 0.810 | 1.01 |
| dw ·υp | 1 | 6.979 | 0.70% | 6.979 | 26.52 | 0.000 | 1.01 |
| ca ·υp | 1 | 0.288 | 0.03% | 0.288 | 1.10 | 0.305 | 1.00 |
| Error | 26 | 6.843 | 0.67% | 0.263 | |||
| Total | 35 | 998.432 | 100.00% |
| Abrasive | S | R2 [%] | R2(adj) [%] | R2(pred) [%] |
|---|---|---|---|---|
| GMR80 | 0.801 | 98.95 | 98.58 | 98.06 |
| SPDG60 | 0.508 | 99.33 | 99.09 | 98.71 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A.; Kawecka, E. Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials. Materials 2022, 15, 3978. https://doi.org/10.3390/ma15113978
Perec A, Radomska-Zalas A, Fajdek-Bieda A, Kawecka E. Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials. Materials. 2022; 15(11):3978. https://doi.org/10.3390/ma15113978
Chicago/Turabian StylePerec, Andrzej, Aleksandra Radomska-Zalas, Anna Fajdek-Bieda, and Elzbieta Kawecka. 2022. "Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials" Materials 15, no. 11: 3978. https://doi.org/10.3390/ma15113978
APA StylePerec, A., Radomska-Zalas, A., Fajdek-Bieda, A., & Kawecka, E. (2022). Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials. Materials, 15(11), 3978. https://doi.org/10.3390/ma15113978