
Fracture Mode Transition during Assembly of TC4 High-Lock Bolt under Tensile Load: A Combined Experimental Study and Finite Element Analysis


Abstract
:1. Introduction
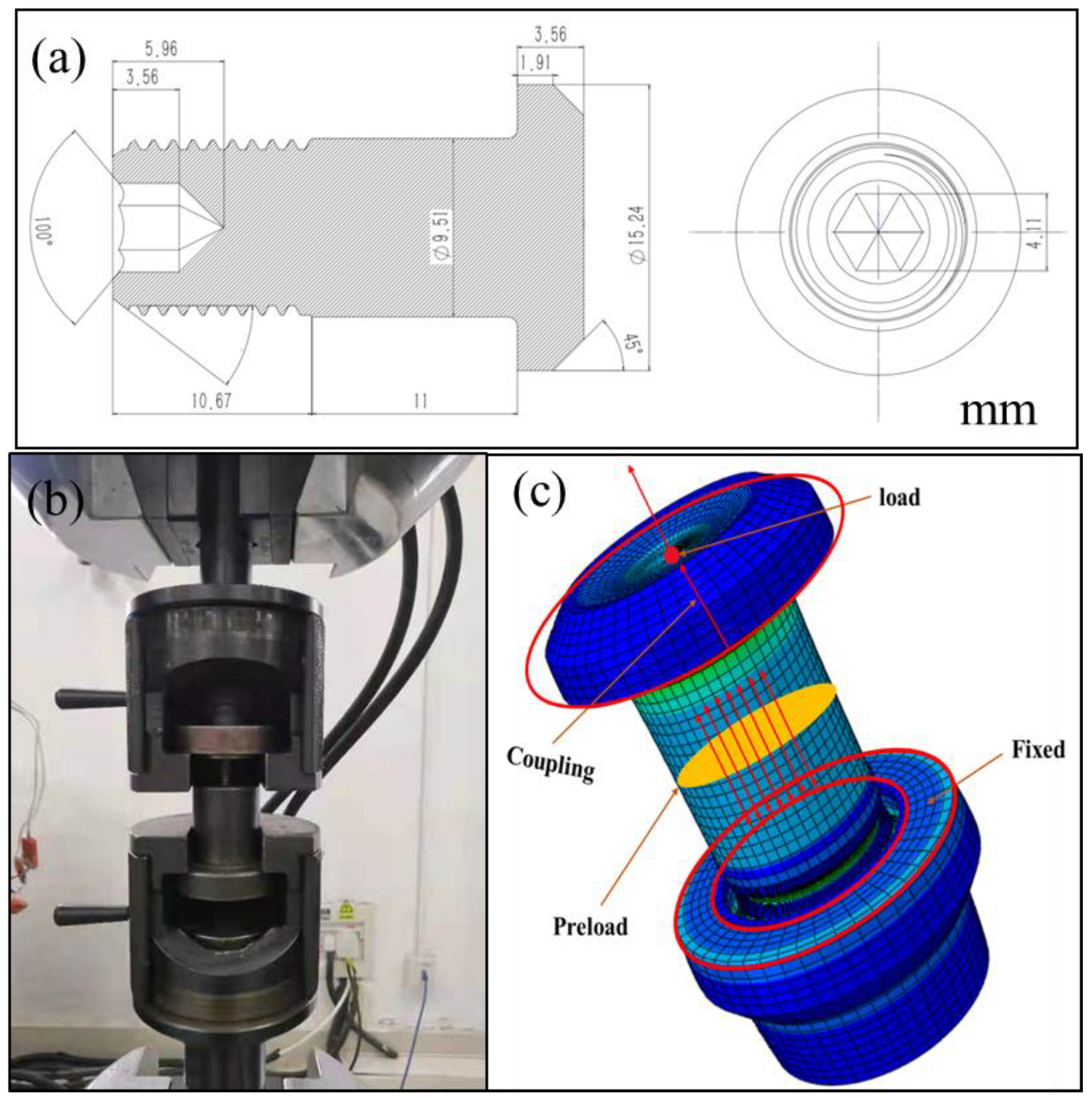
2. Experimental Study and Finite Element Analysis
3. Results and Discussion
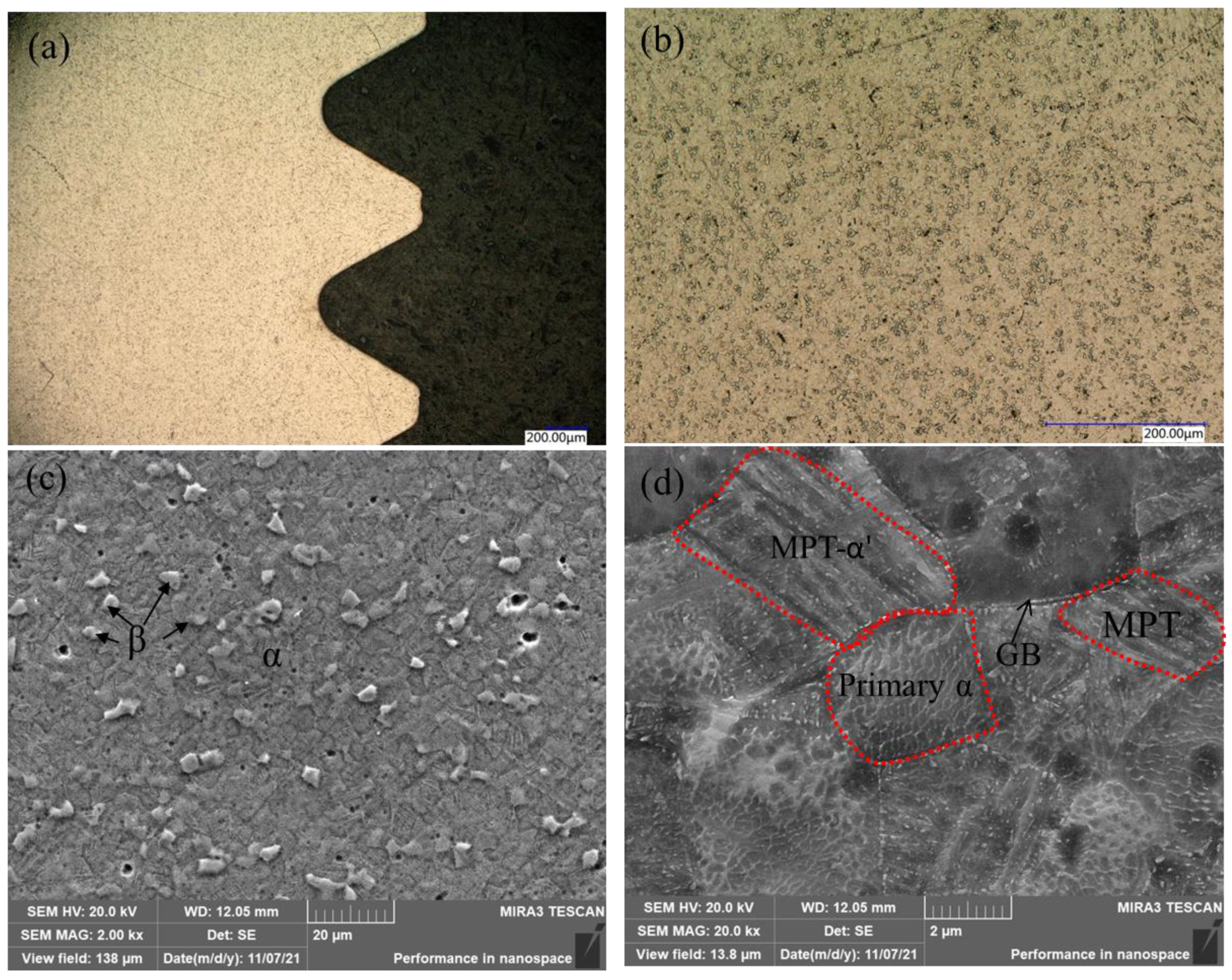
3.1. Microstructure of As-Received Bolt
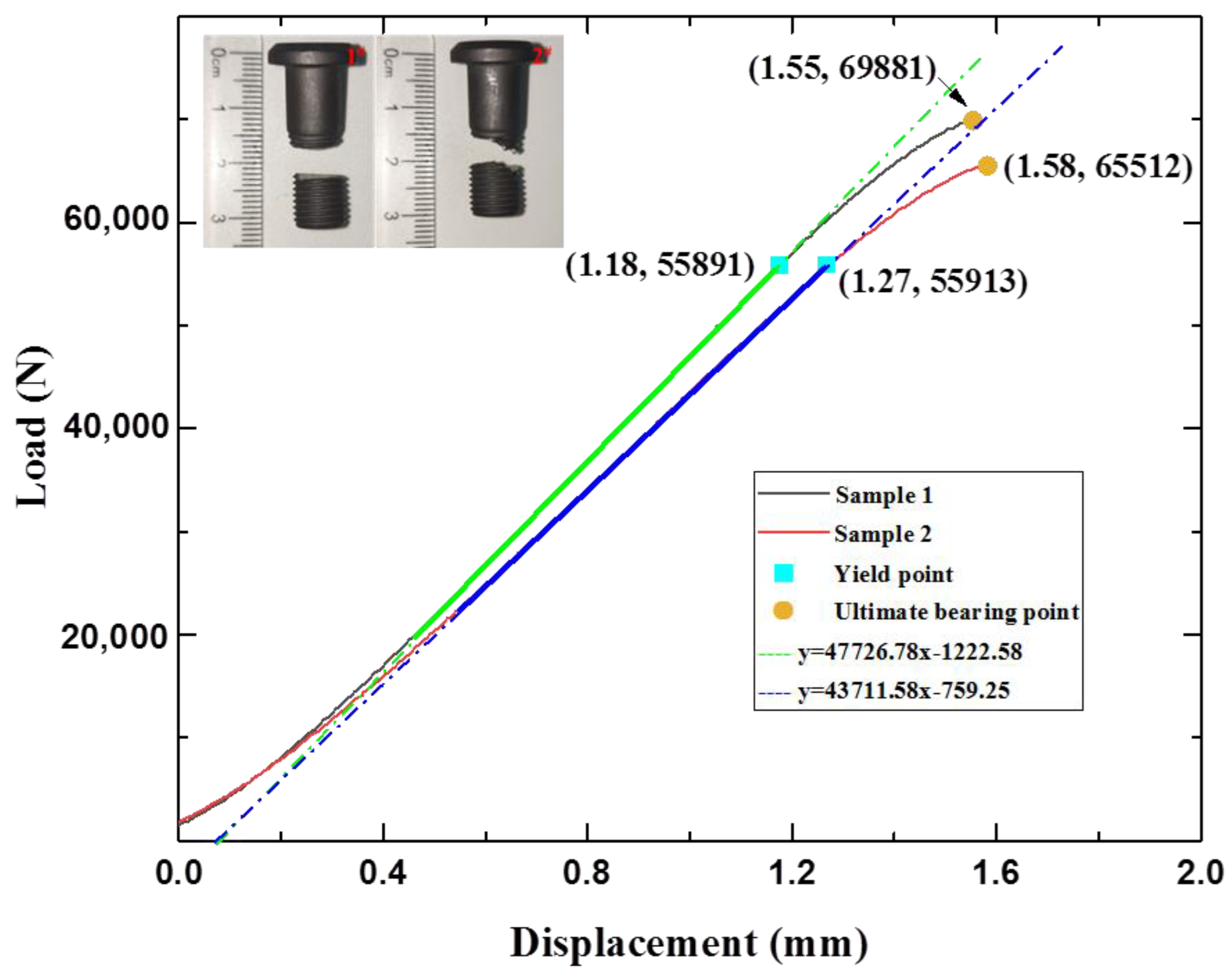
3.2. Mechanical Properties
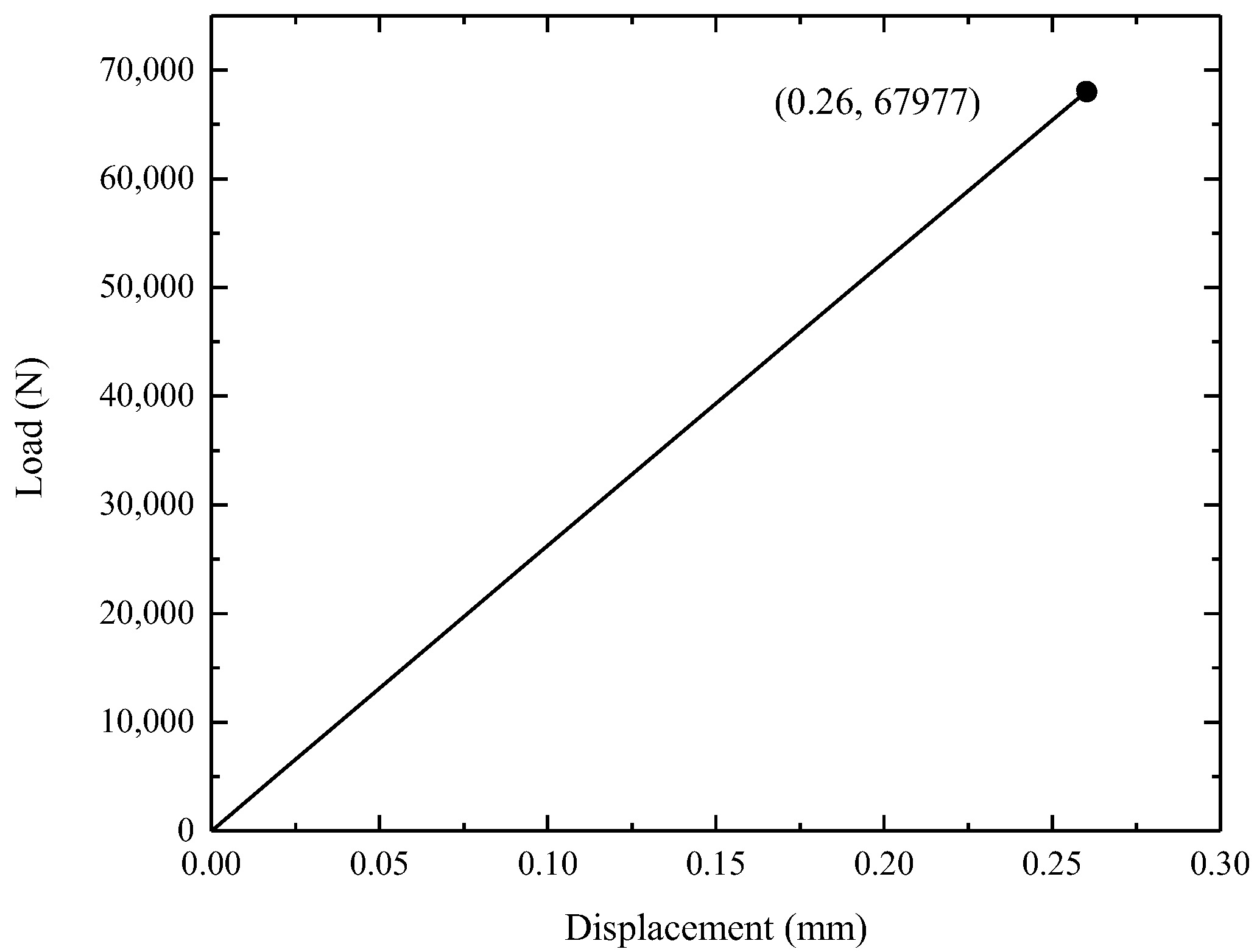
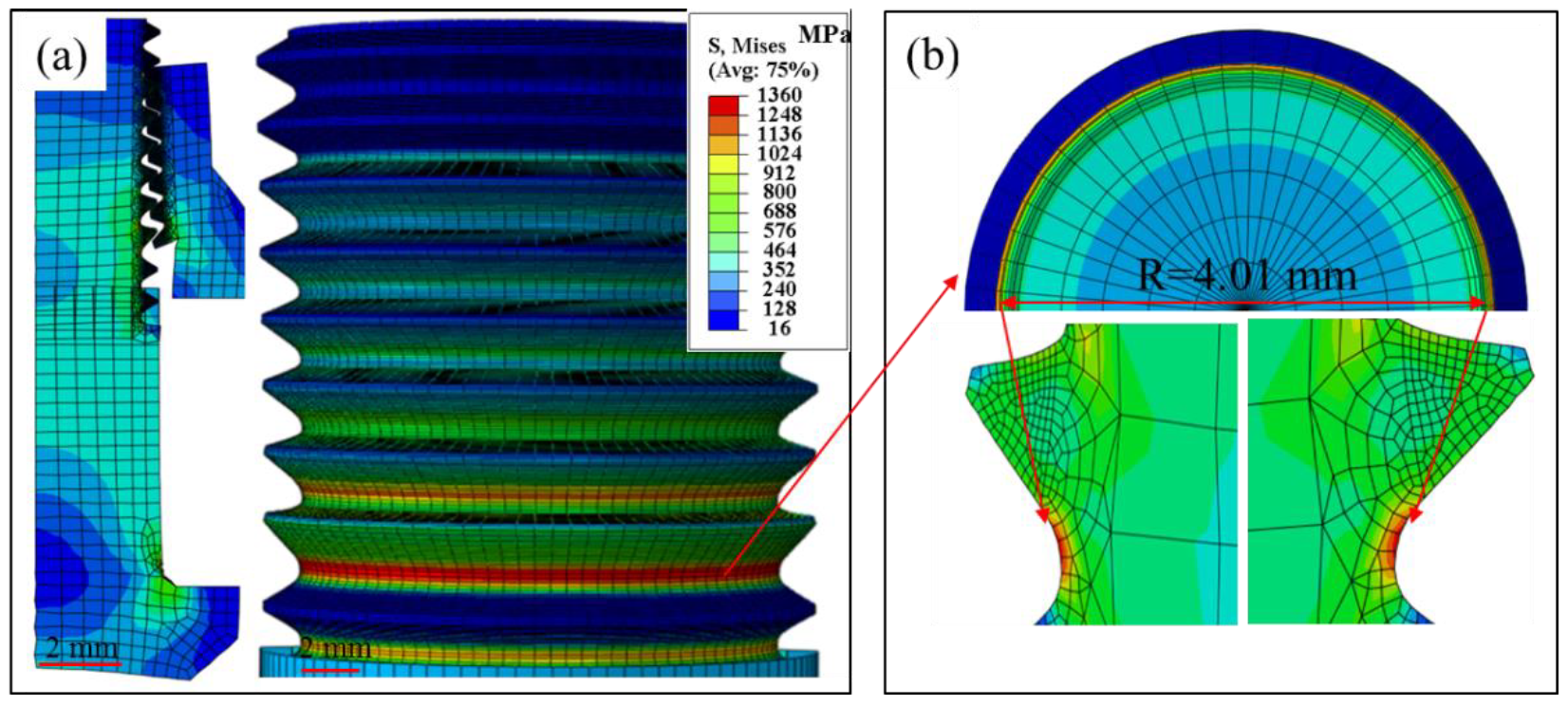
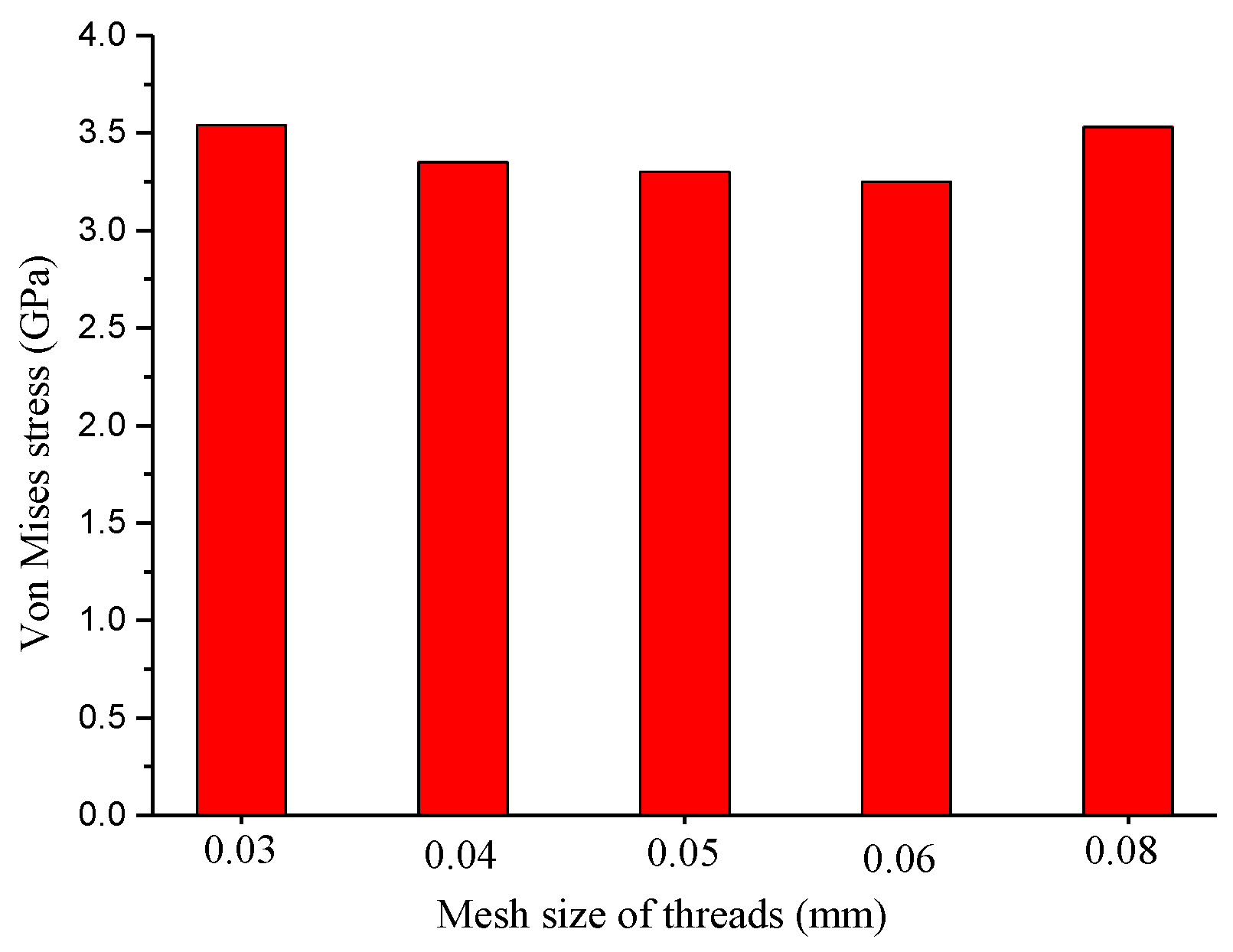
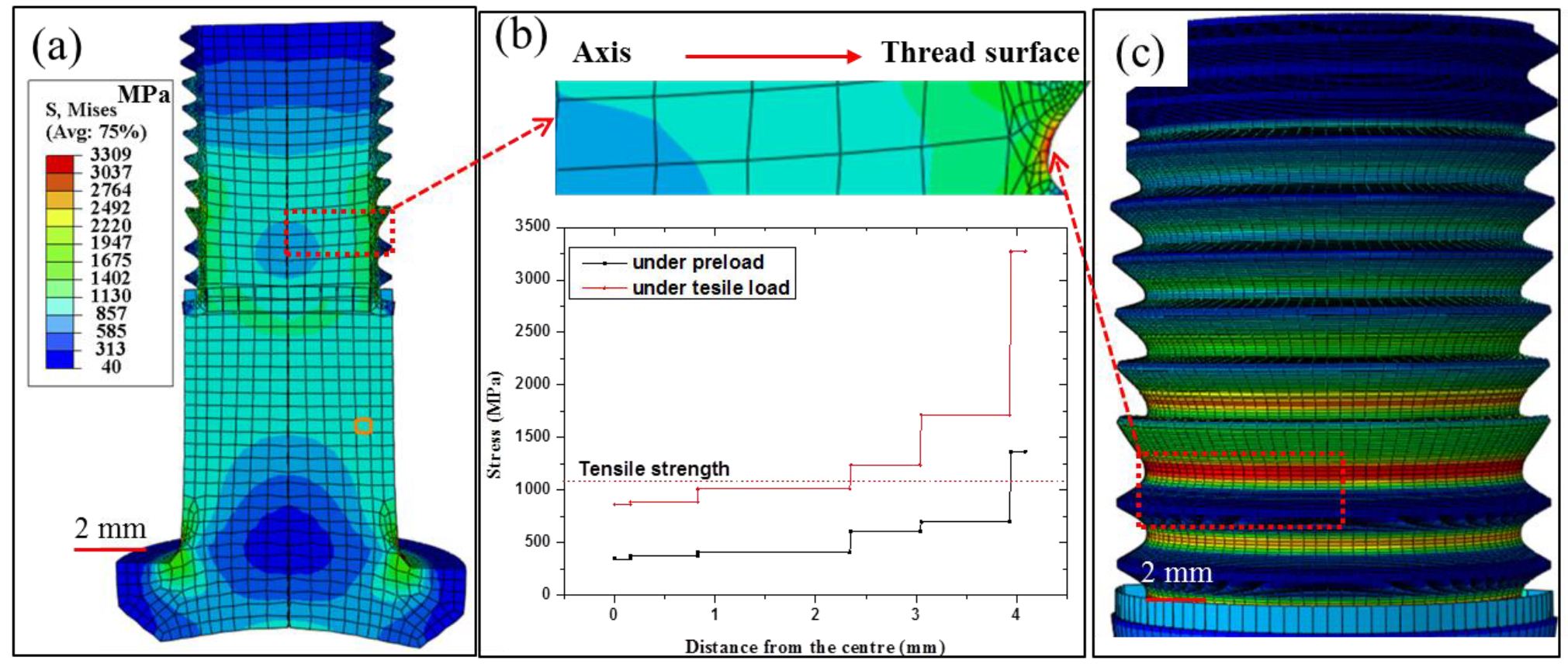
3.3. FEA
3.4. Fracture Morphology of the Tensile Bolt
3.5. Fracture Mode of the Assembly Bolt under Tensile Load
4. Conclusions
- The TC4 bolt consisted of mainly α phase with some precipitated β phases. A small α′ phase with a lamellar structure was formed through martensite transformation during rammer process;
- The tensile test indicated that the yield stress and elongation of the assembly bolt were 0.9 GPa and 1.2 mm, which were successfully used to verify the finite element model. The FEA results presented a Von Mises stress of 1.3 GPa on the thread root under preload, which induced obvious strain hardening on the thread surface. The tensile load brought about stress in the bolt exceeding its strength, which led to the final fracture.
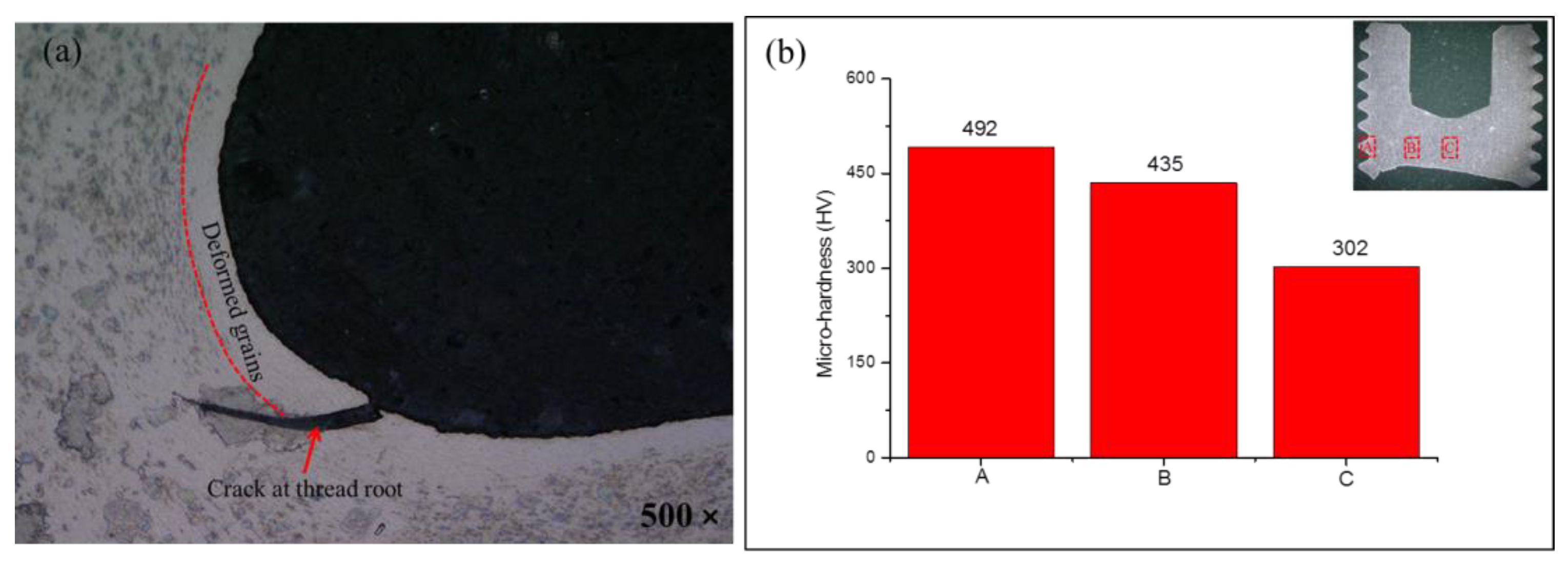
- The fracture mode of the assembly bolt was a hybrid mode consisting of brittle fracture and ductile fractures. Brittle fracture initially occurred in the thread and developed into ductile fracture in the screw. The initial brittle fracture was induced by strain hardening resulting from the preload and obvious shear lip, while the ductile fracture in the screw revealed a large number of dimples. The initial cracks in the thread also led to a step in the fracture cross-section.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, Q.Y.; Liu, F.L.; Liu, H.D. Development of Advanced Aerospace Fastener. Aeronaut. Manuf. Technol. 2009, 54–56. [Google Scholar]
- Yu, J.; Ning, G.; Lin, Z. Failure analysis progress of titanium alloy fastener used in aerospace industry. Mater. Rep. 2013, 25, 256–264. [Google Scholar]
- Wang, Z. The Study of International Aerospace Fastener Status and Development Trend. Astronaut. Syst. Eng. Technol. 2018. [Google Scholar]
- Ferrero, J.G. Candidate materials for high-strength fastener applications in both the aerospace and automotive industries. J. Mater. Eng. Perform. 2005, 14, 691–696. [Google Scholar] [CrossRef]
- Jha, A.K.; Singh, S.K.; Kiranmayee, M.S.; Sreekumar, K.; Sinha, P.P. Failure analysis of titanium alloy (Ti6Al4V) fastener used in aerospace application. Eng. Fail. Anal. 2010, 17, 1457–1465. [Google Scholar] [CrossRef]
- Gao, X.M.; Yu, Z.W.; Xu, X.L. Failure analysis of 42CrMoA steel connecting rod. Heat Treat. Met. 2008. [Google Scholar]
- Zhang, J.; Li, A.; Zhang, C.; Yang, C. Failure and Fracture Analysis of Bolt Assembled on the Fan Used in the Internal Combustion Engine. J. Fail. Anal. Prev. 2016, 16, 302–309. [Google Scholar] [CrossRef]
- Zatkalíková, V.; Palček, P.; Markovičová, L.; Chalupová, M. Analysis of Fractured Screw Shaped Ti6Al4V Dental Implant—ScienceDirect. Mater. Today Proc. 2016, 3, 1216–1219. [Google Scholar] [CrossRef]
- Cui, Y.; Meng, Q.; Zhang, B.; Yan, F. Fracture analysis of Ti–6Al–4V bolts. Eng. Fail. Anal. 2006, 13, 669–672. [Google Scholar] [CrossRef]
- Chen, D.C.; You, C.S.; Gao, F.Y. Analysis and Experiment of 7075 Aluminum Alloy Tensile Test. Procedia Eng. 2014, 81, 1252–1258. [Google Scholar] [CrossRef] [Green Version]
- Zhou, B.; Cui, H.; Liu, H.; Li, Y.; Liu, G.; Li, S.; Zhang, S. Experimental Investigation and Finite Element Analysis on Fatigue Behavior of Aluminum Alloy 7050 Single-Lap Joints. J. Mater. Eng. Perform. 2018, 27, 915–923. [Google Scholar] [CrossRef]
- Hurme, S.; Marquis, G. Fatigue experiments and finite element analysis of bolted/bonded double lap joints. Weld. World 2014, 58, 771–785. [Google Scholar] [CrossRef] [Green Version]
- Stringfellow, R. Numerical analysis of a railroad bolt hole fracture problem. Theor. Appl. Fract. Mech. 1995, 24, 1–12. [Google Scholar]
- Verma, R.; Kumar, P.; Jayaganthan, R.; Pathak, H. Extended finite element simulation on Tensile, fracture toughness and fatigue crack growth behaviour of additively manufactured Ti6Al4V alloy. Theor. Appl. Fract. Mech. 2022, 117, 103163. [Google Scholar] [CrossRef]
- McCarthy, M.A.; McCarthy, C.T.; Lawlor, V.P.; Stanley, W.F. Three-dimensional finite element analysis of single-bolt, single-lap composite bolted joints: Part I—Model development and validation. Compos. Struct. 2005, 71, 140–158. [Google Scholar] [CrossRef]
- Yang, X.S.; Liu, K.Y.; Zhou, L.; Zhu, W.J. Predicting the formation characteristics of titanium alloy self-locking nuts. Trans. Can. Soc. Mech. Eng. 2022, 46, 165–174. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Z.; Yang, H.; Wang, S. Fatigue and fracture failure analysis of a twin-roll press. Eng. Fail. Anal. 2018, 90, 585–596. [Google Scholar] [CrossRef]
- Adewole, K.K.; Adesogan, S.O. Finite Element Single-Bolt Shear Connection Shear-Out Fracture Failure Analysis. J. Fail. Anal. Prev. 2018, 18, 659–666. [Google Scholar] [CrossRef]
- Gong, Y.; Ding, Q.; Yang, Z.G. Failure analysis on premature fracture of anchor bolts in seawater booster pump of nuclear power plant. Eng. Fail. Anal. 2018, 97, 10–19. [Google Scholar] [CrossRef]
- Molaei, S.; Alizadeh, R.; Attarian, M.; Jaferian, Y. A failure analysis study on the fractured connecting bolts of a filter press. Case Stud. Eng. Fail. Anal. 2015, 4, 26–38. [Google Scholar] [CrossRef] [Green Version]
- Yan, C.; Qiang, G.; Zhenqun, G. Self-Loosening Failure Analysis of Bolt Joints under Vibration considering the Tightening Process. Shock. Vib. 2017, 2017, 2038421. [Google Scholar]
- Ding, M.; Zhang, Y.; Li, B.; Sun, C.; Lu, H.; Liu, W. Total fatigue life prediction of TC4 titanium alloy based on surface notch. Eng. Fail. Anal. 2022, 131, 105868. [Google Scholar] [CrossRef]
- Das, D.; Chattopadhyay, P.P. Influence of martensite morphology on the work-hardening behavior of high strength ferrite–martensite dual-phase steel. J. Mater. Sci. 2009, 44, 2957–2965. [Google Scholar] [CrossRef]
- Fan, Y.; Tian, W.; Guo, Y.; Sun, Z.; Xu, J. Relationships among the Microstructure, Mechanical Properties, and Fatigue Behavior in Thin Ti6Al4V. Adv. Mater. Sci. Eng. 2016, 2016, 7278267. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.-C.; Zeng, Y.-H.; Lin, C.-L. Mechanical Comparison of a Novel Hybrid and Commercial Dorsal Double Plating for Distal Radius Fracture: In Vitro Fatigue Four-Point Bending and Biomechanical Testing. Materials 2021, 14, 6189. [Google Scholar] [CrossRef]
- Losertová, M.; Kubeš, V.; Drápala, J.; Dostálová, K.; Sevostyanov, M.A.; Di Cocco, V.; Iacoviello, F. Influence of microstructure on fracture feature of Ti6Al4V alloy prepared by 3D printing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 726, 012020. [Google Scholar] [CrossRef]
- Gupta, R.K.; Kumar, V.A.; Mathew, C.; Rao, G.S. Strain hardening of Titanium alloy Ti6Al4V sheets with prior heat treatment and cold working. Mater. Sci. Eng. A 2016, 662, 537–550. [Google Scholar] [CrossRef]
- De Formanoir, C.; Brulard, A.; Vivès, S.; Martin, G.; Prima, F.; Michotte, S.; Rivière, E.; Dolimont, A.; Godet, S. A strategy to improve the work-hardening behavior of Ti–6Al–4V parts produced by additive manufacturing. Mater. Res. Lett. 2017, 5, 201–208. [Google Scholar] [CrossRef] [Green Version]
- Guo, P.; Zhao, Y.; Zeng, W.; Hong, Q. The effect of microstructure on the mechanical properties of TC4-DT titanium alloys. Mater. Sci. Eng. A 2013, 563, 106–111. [Google Scholar] [CrossRef]
- Wang, B.; Xiao, X.; Astakhov, V.P.; Liu, Z. A quantitative analysis of the transition of fracture mechanisms of Ti6Al4V over a wide range of stress triaxiality and strain rate. Eng. Fract. Mech. 2020, 231, 107020. [Google Scholar] [CrossRef]
- Chen, W.; Deng, H.; Dong, S.; Zhu, Z. Numerical modelling of lockbolted lap connections for aluminium alloy plates. Thin-Walled Struct. 2018, 130, 1–11. [Google Scholar] [CrossRef]
- Kopec, M.; Brodecki, A.; Szczęsny, G.; Kowalewski, Z.L. Microstructural Analysis of Fractured Orthopedic Implants. Materials 2021, 14, 2209. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | V | Ti | Fe | O | Si | C | N | H | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| Standard (%) | 5.5–6.75 | 3.5–4.5 | rest | 0.3 | 0.2 | 0.15 | 0.1 | 0.05 | 0.01 | 0.5 |
| Measured (%) | 6.27 | 3.96 | 89.77 | - | - | - | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, D.; Dong, C.; Hu, Y.; Wang, Y.; Ma, J.; Huang, Z.; Wan, Q. Fracture Mode Transition during Assembly of TC4 High-Lock Bolt under Tensile Load: A Combined Experimental Study and Finite Element Analysis. Materials 2022, 15, 4049. https://doi.org/10.3390/ma15124049
Feng D, Dong C, Hu Y, Wang Y, Ma J, Huang Z, Wan Q. Fracture Mode Transition during Assembly of TC4 High-Lock Bolt under Tensile Load: A Combined Experimental Study and Finite Element Analysis. Materials. 2022; 15(12):4049. https://doi.org/10.3390/ma15124049
Chicago/Turabian StyleFeng, Derong, Chenxi Dong, Yunpeng Hu, Yamei Wang, Jianhua Ma, Zhangdong Huang, and Qiang Wan. 2022. "Fracture Mode Transition during Assembly of TC4 High-Lock Bolt under Tensile Load: A Combined Experimental Study and Finite Element Analysis" Materials 15, no. 12: 4049. https://doi.org/10.3390/ma15124049