
Effect of Annealing Heat Treatment on the Composition, Morphology, Structure and Mechanical Properties of the W-S-N Coatings

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Synthesis
2.2. Characterisation of the As-Deposited Coatings
2.3. Annealing of the Coatings
3. Results and Discussion
3.1. Chemical Composition of as-Deposited and Annealed Coatings
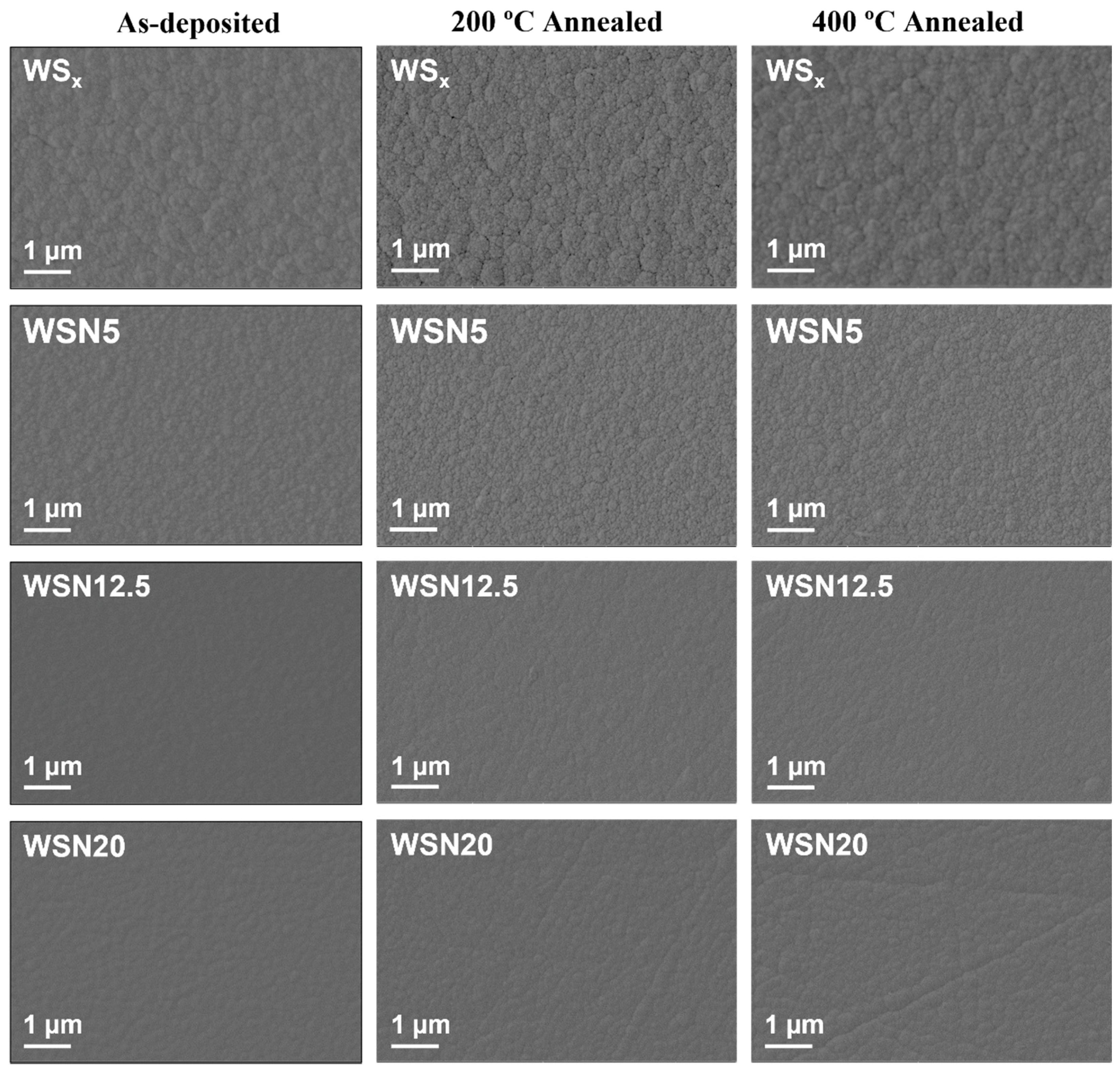
3.2. Morphology of as-Deposited and Annealed Coatings
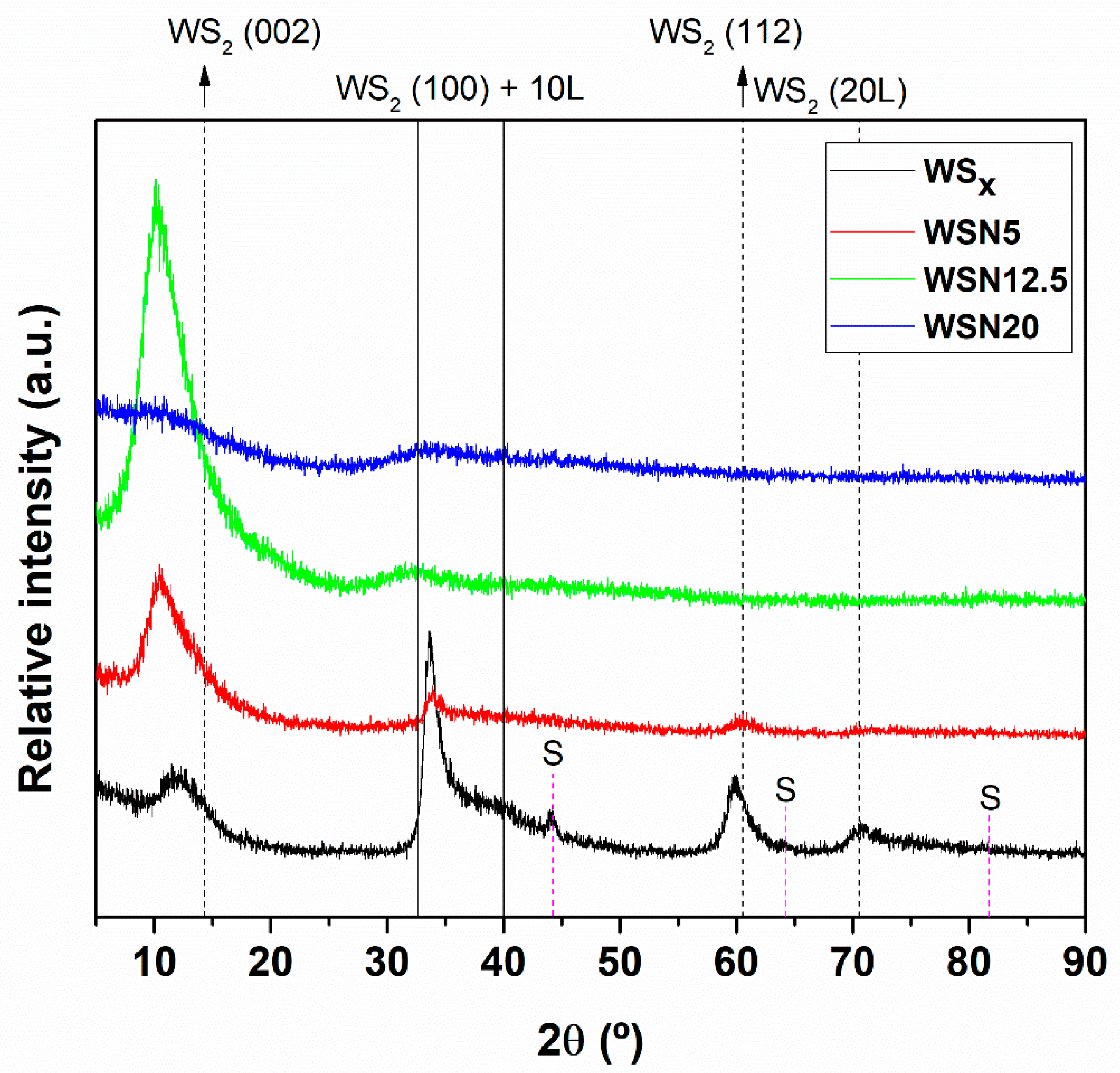
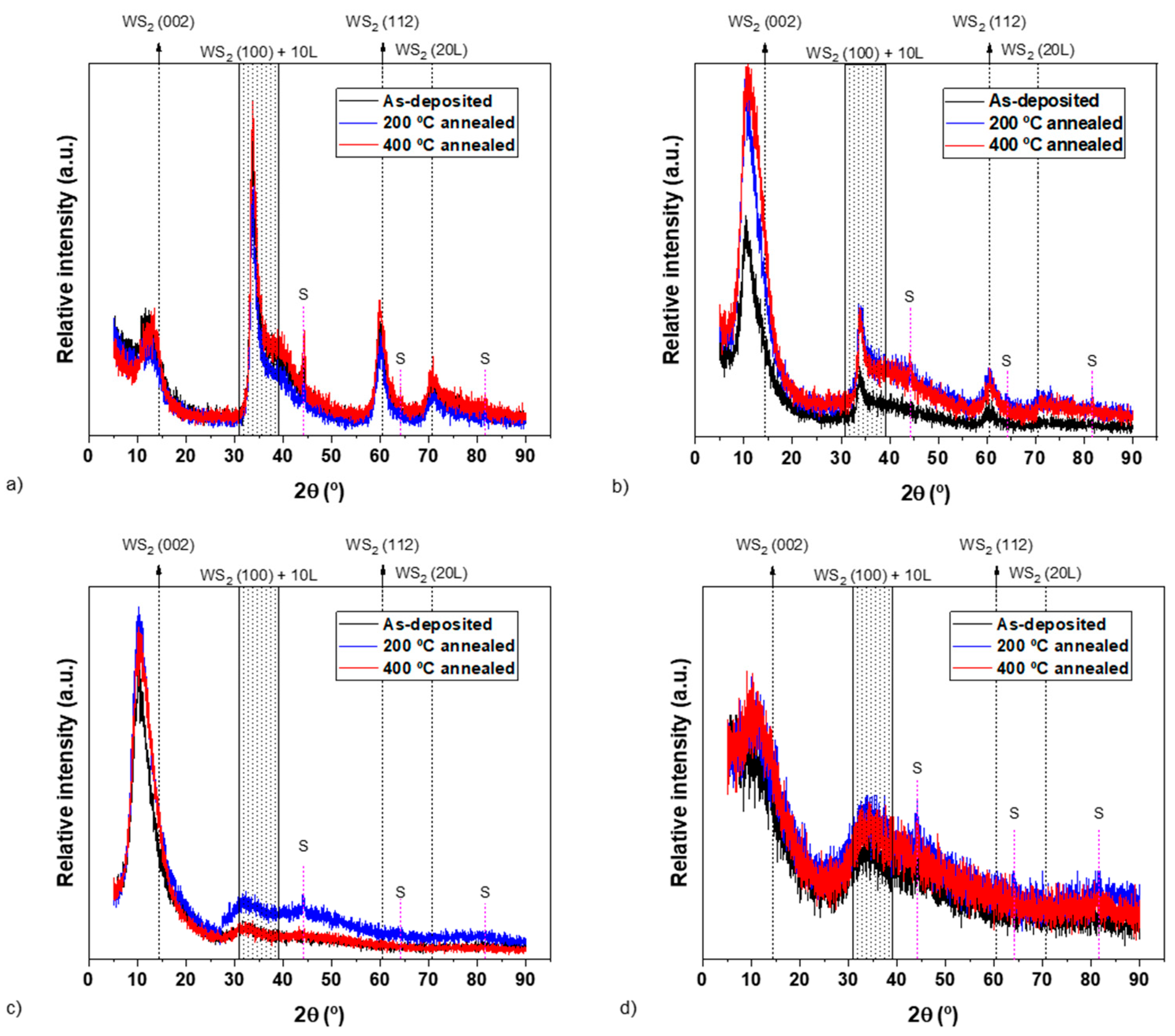
3.3. Structural Analysis of as-Deposited and Annealed Coatings
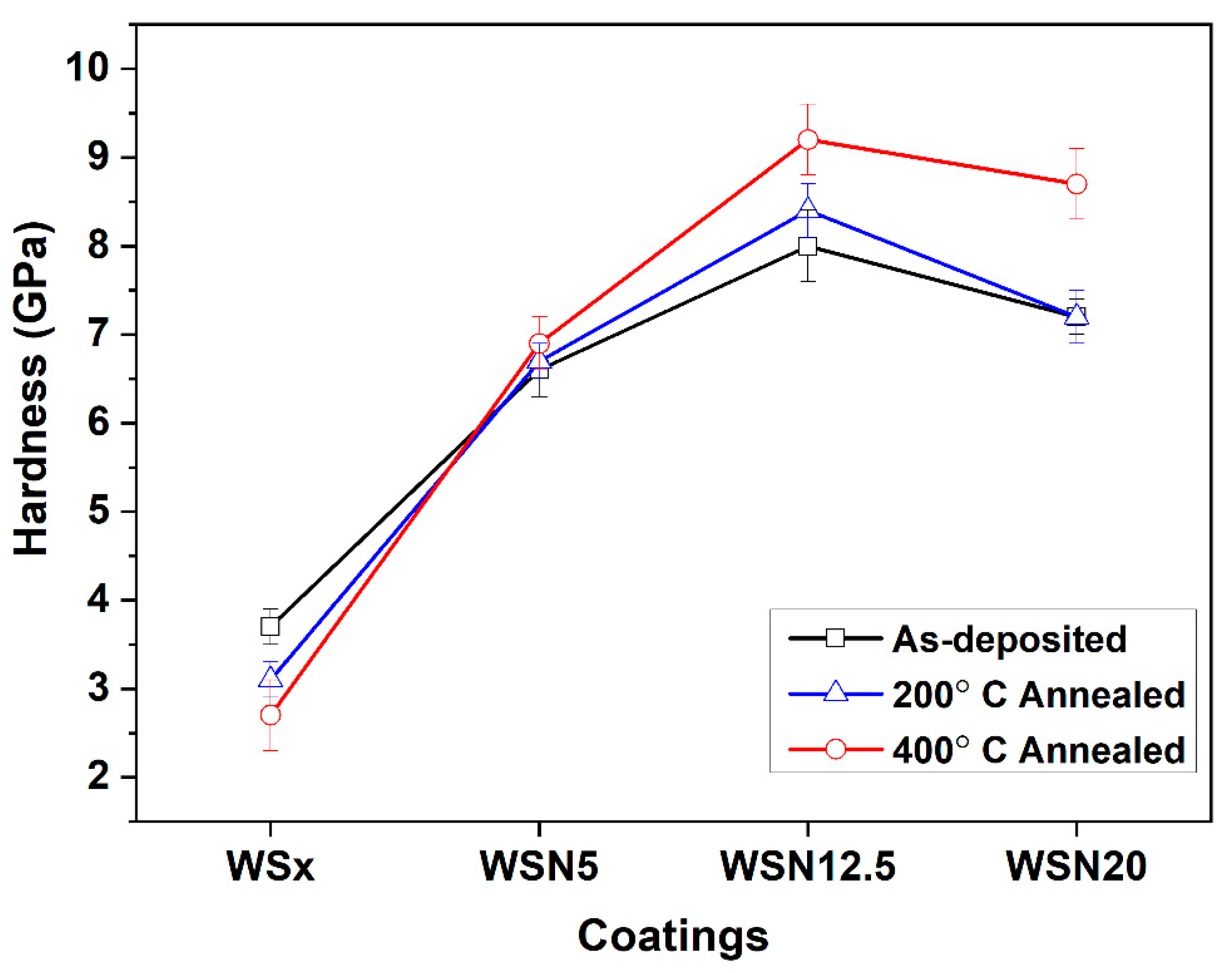
3.4. Hardness of as-Deposited and Annealed Coatings
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Oraon, B.; Majumdar, G.; Ghosh, B. Improving Hardness of Electroless Ni–B Coatings Using Optimized Deposition Conditions and Annealing. Mater. Des. 2008, 29, 1412–1418. [Google Scholar] [CrossRef]
- Tang, L.; He, P.; Kang, J.; Wang, L.; Ding, S.; Chen, S.; Zhu, X.; Xie, F.; Zhou, L.; Ma, G.; et al. Significantly Enhanced Mechanical and Tribological Properties of Co-Based Alloy Coatings by Annealing Treatment. Tribol. Int. 2020, 146, 106265. [Google Scholar] [CrossRef]
- Sha, W. Quantification of Age Hardening in Maraging Steels and an Ni-Base Superalloy. Scr. Mater. 2000, 42, 549–553. [Google Scholar] [CrossRef]
- Nie, J.F.; Muddle, B.C. Precipitation Hardening of Mg-Ca(-Zn) Alloys. Scr. Mater. 1997, 37, 1475–1481. [Google Scholar] [CrossRef]
- Fernandes, F.; Al-rjoub, A.; Cavaleiro, D.; Polcar, T.; Cavaleiro, A. Room and High Temperature Tribological Performance of Multilayered TiSiN/TiN and TiSiN/TiN(Ag) Coatings Deposited by Sputtering. Coatings 2020, 10, 1191. [Google Scholar] [CrossRef]
- Rajput, S.S.; Gangopadhyay, S.; Cavaleiro, A.; Al-rjoub, A.; Sateesh, C.; Fernandes, F. Influence of Ag Additions on the Structure, Mechanical Properties and Oxidation Behaviour of CrAlNAg Coatings Deposited by Sputtering. Surf. Coat. Technol. 2021, 426, 127767. [Google Scholar] [CrossRef]
- AL-Rjoub, A.; Cavaleiro, A.; Fernandes, F. Influence of Ag Alloying on the Morphology, Structure, Mechanical Properties, Thermal Stability and Oxidation Resistance of Multilayered TiSiN/Ti(Ag)N Films. Mater. Des. 2020, 192, 108703. [Google Scholar] [CrossRef]
- Fernandes, F.; Yaqub, T.B.; Cavaleiro, A. Influence of Ag Additions on the Structure, Mechanical Properties and Oxidation Behaviour of Cr-O Coatings Deposited by HiPIMS. Surf. Coat. Technol. 2018, 339, 167–180. [Google Scholar] [CrossRef]
- Voevodin, A.A.; O’Neill, J.P.; Zabinski, J.S. Nanocomposite Tribological Coatings for Aerospace Applications. Surf. Coat. Technol. 1999, 116–119, 36–45. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Zabinski, J.S. Nanocomposite and Nanostructured Tribological Materials for Space Applications. Compos. Sci. Technol. 2005, 65, 741–748. [Google Scholar] [CrossRef]
- Yaqub, T.B.; Hebbar Kannur, K.; Vuchkov, T.; Pupier, C.; Héau, C.; Cavaleiro, A. Molybdenum Diselenide Coatings as Universal Dry Lubricants for Terrestrial and Aerospace Applications. Mater. Lett. 2020, 275, 128035. [Google Scholar] [CrossRef]
- Martin, J.M.; Donnet, C.; Le Mogne, T.; Epicier, T. Superlubricity of Molybdenum Disulphide. Phys. Rev. B 1993, 48, 10583–10586. [Google Scholar] [CrossRef] [PubMed]
- Yaqub, T.B. Optimization of Sputtered Mo-Se-C Coatings for Efficient Self-Adaptation during Sliding in Diverse Environments; Universidade De Coimbra: Coimbra, Portugal, 2020. [Google Scholar]
- Vazirisereshk, M.R.; Martini, A.; Strubbe, D.A.; Baykara, M.Z. Solid Lubrication with MoS2: A Review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- Polcar, T.; Cavaleiro, A. Review on Self-Lubricant Transition Metal Dichalcogenide Nanocomposite Coatings Alloyed with Carbon. Surf. Coat. Technol. 2011, 206, 686–695. [Google Scholar] [CrossRef]
- Renevier, N.M.U.; Hamphire, J.; Fox, V.C.; Witts, J.; Allen, T.; Teer, D.G. Advantages of Using Self-Lubricating, Hard, Wear-Resistant MoS2-Based Coatings. Surf. Coat. Technol. 2001, 142–144, 67–77. [Google Scholar] [CrossRef]
- Savan, A.; Simmonds, M.C.; Huang, Y.; Constable, C.P. Effects of Temperature on the Chemistry and Tribology of Co-Sputtered MoSx -Ti Composite Thin Films. Thin Solid Films 2007, 489, 137–144. [Google Scholar] [CrossRef]
- Duan, Z.; Zhao, X.; Nai, Z.; Qiao, L.; Xu, J.; Wang, P.; Liu, W. Mo-S-Ti-C Nanocomposite Films for Solid-State Lubrication. ACS Appl. Nano Mater. 2019, 2, 1302–1312. [Google Scholar] [CrossRef]
- Scharf, T.W.; Rajendran, A.; Banerjee, R.; Sequeda, F. Growth, Structure and Friction Behavior of Titanium Doped Tungsten Disulphide (Ti-WS2) Nanocomposite Thin Films. Thin Solid Films 2009, 517, 5666–5675. [Google Scholar] [CrossRef]
- Chien, H.; Ma, K.; Vattikuti, S.V.P.; Kuo, C.; Huo, C.; Chao, C. Tribological Behaviour of MoS2/Au Coatings. Thin Solid Films 2010, 518, 7532–7534. [Google Scholar] [CrossRef]
- Wahl, K.J.; Dunn, D.N.; Singer, I.L. Wear Behavior of Pb-Mo-S Solid Lubricating Coatings. Wear 1999, 230, 175–183. [Google Scholar] [CrossRef]
- Ye, M.; Zhang, G.; Ba, Y.; Wang, T.; Wang, X.; Liu, Z. Microstructure and Tribological Properties of MoS2 + Zr Composite Coatings in High Humidity Environment. Appl. Surf. Sci. 2016, 367, 140–146. [Google Scholar] [CrossRef]
- Deepthi, B.; Barshilia, H.C.; Rajam, K.S.; Konchady, M.S.; Pai, D.M.; Sankar, J.; Kvit, A.V. Structure, Morphology and Chemical Composition of Sputter Deposited Nanostructured Cr-WS2 Solid Lubricant Coatings. Surf. Coat. Technol. 2010, 205, 565–574. [Google Scholar] [CrossRef]
- Cao, H.; Wen, F.; Kumar, S.; Rudolf, P.; De Hosson, J.T.M.; Pei, Y. On the S/W Stoichiometry and Triboperformance of WSx C(H) Coatings Deposited by Magnetron Sputtering. Surf. Coat. Technol. 2019, 365, 41–51. [Google Scholar] [CrossRef] [Green Version]
- Cao, H.; De Hosson, J.T.M.; Pei, Y. Self-Healing of a Pre-Notched WS2/a-C Coating. Mater. Res. Lett. 2019, 7, 103–109. [Google Scholar] [CrossRef] [Green Version]
- Hudec, T.; Mikula, M.; Satrapinskyy, L.; Roch, T.; Truchlý, M.; Švec Jr, P.; Huminiuc, T.; Polcar, T. Structure, Mechanical and Tribological Properties of Mo-S-N Solid Lubricant Coatings. Appl. Surf. Sci. 2019, 486, 1–14. [Google Scholar] [CrossRef]
- Yaqub, T.B.; Vuchkov, T.; Evaristo, M.; Cavaleiro, A. DCMS Mo-Se-C Solid Lubricant Coatings—Synthesis, Structural, Mechanical and Tribological Property Investigation. Surf. Coat. Technol. 2019, 378, 124992. [Google Scholar] [CrossRef]
- Hudec, T.; Izai, V.; Satrapinskyy, L.; Huminiuc, T.; Roch, T.; Gregor, M.; Grančič, B.; Mikula, M.; Polcar, T. Structure, Mechanical and Tribological Properties of MoSe2 and Mo-Se-N Solid Lubricant Coatings Tomáš. Surf. Coat. Technol. 2021, 405, 126536. [Google Scholar] [CrossRef]
- Hudec, T.; Roch, T.; Gregor, M.; Orovčík, Ľ.; Mikula, M.; Polcar, T. Tribological Behaviour of Mo-S-N Solid Lubricant Coatings in Vacuum, Nitrogen Gas and Elevated Temperatures. Surf. Coat. Technol. 2021, 405, 126722. [Google Scholar] [CrossRef]
- Vuchkov, T.; Evaristo, M.; Yaqub, T.B.; Polcar, T.; Cavaleiro, A. Synthesis, Microstructure and Mechanical Properties of W–S–C Self-Lubricant Thin Films Deposited by Magnetron Sputtering. Tribol. Int. 2020, 150, 106363. [Google Scholar] [CrossRef]
- Vuchkov, T.; Evaristo, M.; Yaqub, T.B.; Cavaleiro, A. The Effect of Substrate Location on the Composition, Microstructure and Mechano-Tribological Properties of W-S-C Coatings Deposited by Magnetron Sputtering. Surf. Coat. Technol. 2020, 386, 125481. [Google Scholar] [CrossRef]
- Vuchkov, T.; Yaqub, T.B.; Evaristo, M.; Cavaleiro, A. Synthesis, Microstructural, and Mechano-Tribological Properties of Self-Lubricating W-s-C(H) Thin Films Deposited by Different RF Magnetron Sputtering Procedures. Coatings 2020, 10, 272. [Google Scholar] [CrossRef] [Green Version]
- Yaqub, T.B.; Vuchkov, T.; Sanguino, P.; Polcar, T.; Cavaleiro, A. Comparative Study of DC and RF Sputtered MoSe2 Coatings Containing Carbon—An Approach to Optimize Stoichiometry, Microstructure, Crystallinity and Hardness. Coatings 2020, 10, 133. [Google Scholar] [CrossRef] [Green Version]
- Yaqub, T.B.; Bruyere, S.; Pierson, J.F.; Vuchkov, T.; Cavaleiro, A. Insights into the Wear Track Evolution with Sliding Cycles of Carbon-Alloyed Transition Metal Dichalcogenide Coatings. Surf. Coat. Technol. 2020, 403, 126360. [Google Scholar] [CrossRef]
- Zhu, J.; Zeng, Q.; Zhang, B.; Yan, C.; He, W. Elevated-Temperature Super-Lubrication Performance Analysis of Dispersion-Strengthened WSN Coatings: Experimental Research and First-Principles Calculation. Surf. Coat. Technol. 2021, 406, 126651. [Google Scholar] [CrossRef]
- Kubart, T.; Polcar, T.; Kopecký, L.; Novák, R.; Nováková, D. Temperature Dependence of Tribological Properties of MoS2 and MoSe2 Coatings. Surf. Coat. Technol. 2005, 193, 230–233. [Google Scholar] [CrossRef]
- Yaqub, T.B.; Al-Rjoub, A.; Cavaleiro, A.; Fernandes, F. Exploring the Industrial Implementation of W-S-N Coatings: A Detailed Study of the Synthesis, Compositional, Structural, Mechanical and Multi-Environment Lubrication Properties. J. Mater. Res. Technol. 2022, 18, 547–563. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic Modulus Using Load and Displacement Sensing Indentation Experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Martin, P.M. Martin Handbook of Deposition Technologies for Films and Coatings: Science, Applications and Technology; Elsevier Inc.: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Mattox, D.M. The Foundations of Vacuum Coating Technology. Coating 2003, 156, 69–150. [Google Scholar] [CrossRef]
- Fernandes, F.; Calderon, S.V.; Ferreira, P.J.; Cavaleiro, A.; Oliveira, J.C. Low Peak Power Deposition Regime in HiPIMS: Deposition of Hard and Dense Nanocomposite Ti-Si-N Fi Lms by DOMS without the Need of Energetic Bombardment. Surf. Coat. Technol. 2020, 397, 125996. [Google Scholar] [CrossRef]
- Rasamani, K.D.; Alimohammadi, F.; Sun, Y. Interlayer-Expanded MoS2. Mater. Today 2017, 20, 83–91. [Google Scholar] [CrossRef]
- Panigrahi, P.K.; Pathak, A. Aqueous Medium Synthesis Route for Randomly Stacked Molybdenum Disulfide. J. Nanopart. 2013, 2013, 671214. [Google Scholar] [CrossRef] [Green Version]
- Mutafov, P.; Evaristo, M.; Cavaleiro, A.; Polcar, T. Structure, Mechanical and Tribological Properties of Self-Lubricant W-S-N Coatings. Surf. Coat. Technol. 2015, 261, 7–14. [Google Scholar] [CrossRef]
- Nossa, A.; Cavaleiro, A. Mechanical Behaviour of W–S–N and W–S–C Sputtered Coatings Deposited with a Ti Interlayer. Surf. Coat. Technol. 2003, 164, 552–560. [Google Scholar] [CrossRef]
- Zhang, X.; Qiao, L.; Chai, L.; Xu, J.; Shi, L.; Wang, P. Structural, Mechanical and Tribological Properties of Mo-S-N Solid Lubricant Films. Surf. Coat. Technol. 2016, 296, 185–191. [Google Scholar] [CrossRef]
- Cao, H.; De Hosson, J.T.M.; Pei, Y. Effect of Carbon Concentration and Argon Flow Rate on the Microstructure and Triboperformance of Magnetron Sputtered WS2/a-C Coatings. Surf. Coat. Technol. 2017, 332, 142–152. [Google Scholar] [CrossRef]
- Mathew, S.; Abraham, A.R.; Chintalapati, S.; Sarkar, S.; Joseph, B.; Venkatesan, T. Temperature Dependent Structural Evolution of WSe2: A Synchrotron X-Ray Diffraction Study. Condens. Matter 2020, 5, 76. [Google Scholar] [CrossRef]
- Mccreary, K.M.; Hanbicki, A.T.; Singh, S.; Kawakami, R.K.; Jonker, B.T. Substrate Sensitivity of Monolayer WS2. Sci. Rep. 2016, 6, 35154. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Designation | WS2 Target Power (W) | N Flow Rate (Sccm) | Total Deposition Time (Min) | Outer W-S-N Coating Thickness (µm) |
|---|---|---|---|---|
| 350 | 0 | 120 | 1.12 | |
| WSN5 | 350 | 5 | 120 | 1.21 |
| WSN12.5 | 350 | 12.5 | 120 | 1.16 |
| WSN20 | 350 | 20 | 120 | 1.10 |
| Coatings | N (at. %) | W (at. %) | S (at. %) | S/W |
|---|---|---|---|---|
| As-deposited condition | ||||
| WSx | - | 40.0 ± 1.5 | 59.0 ± 1.2 | 1.47 |
| WSN5 | 14.6 ± 0.5 | 39.0 ± 0.1 | 45.6 ± 0.5 | 1.17 |
| WSN12.5 | 23.0 ± 1.8 | 38.1 ± 0.9 | 37.9 ± 0.8 | 0.99 |
| WSN20 | 25.5 ± 0.2 | 35.6 ± 0.4 | 38.1 ± 0.2 | 1.07 |
| After 200 °C annealing | ||||
| WSx | - | 40.7 ± 0.3 | 59.3 ± 0.5 | 1.46 |
| WSN5 | 14.2 ± 0.2 | 38.8 ± 0.4 | 47.0 ± 0.2 | 1.21 |
| WSN12.5 | 21.2 ± 0.8 | 39.1 ± 1.0 | 39.4 ± 0.7 | 1.00 |
| WSN20 | 25.3 ± 0.3 | 35.1 ± 0.7 | 39.7 ± 1.1 | 1.11 |
| After 400 °C annealing | ||||
| WSx | - | 40.4 ± 0.3 | 59.6 ± 0.6 | 1.48 |
| WSN5 | 13.6 ± 0.4 | 39.9 ± 0.9 | 46.6 ± 0.8 | 1.17 |
| WSN12.5 | 20.5 ± 0.9 | 39.5 ± 0.4 | 40.0 ± 0.3 | 1.00 |
| WSN20 | 24.6 ± 0.4 | 35.8 ± 0.7 | 39.6 ± 0.2 | 1.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yaqub, T.B.; Al-Rjoub, A.; Khalid, H.A.; Yaqoob, K.; Fernandes, F.; Cavaleiro, A. Effect of Annealing Heat Treatment on the Composition, Morphology, Structure and Mechanical Properties of the W-S-N Coatings. Materials 2022, 15, 4088. https://doi.org/10.3390/ma15124088
Yaqub TB, Al-Rjoub A, Khalid HA, Yaqoob K, Fernandes F, Cavaleiro A. Effect of Annealing Heat Treatment on the Composition, Morphology, Structure and Mechanical Properties of the W-S-N Coatings. Materials. 2022; 15(12):4088. https://doi.org/10.3390/ma15124088
Chicago/Turabian StyleYaqub, Talha Bin, Abbas Al-Rjoub, Hafiza Ayesha Khalid, Khurram Yaqoob, Filipe Fernandes, and Albano Cavaleiro. 2022. "Effect of Annealing Heat Treatment on the Composition, Morphology, Structure and Mechanical Properties of the W-S-N Coatings" Materials 15, no. 12: 4088. https://doi.org/10.3390/ma15124088