
Production of Synthetic Lightweight Aggregates from Industrial Sludge


Abstract
:1. Introduction
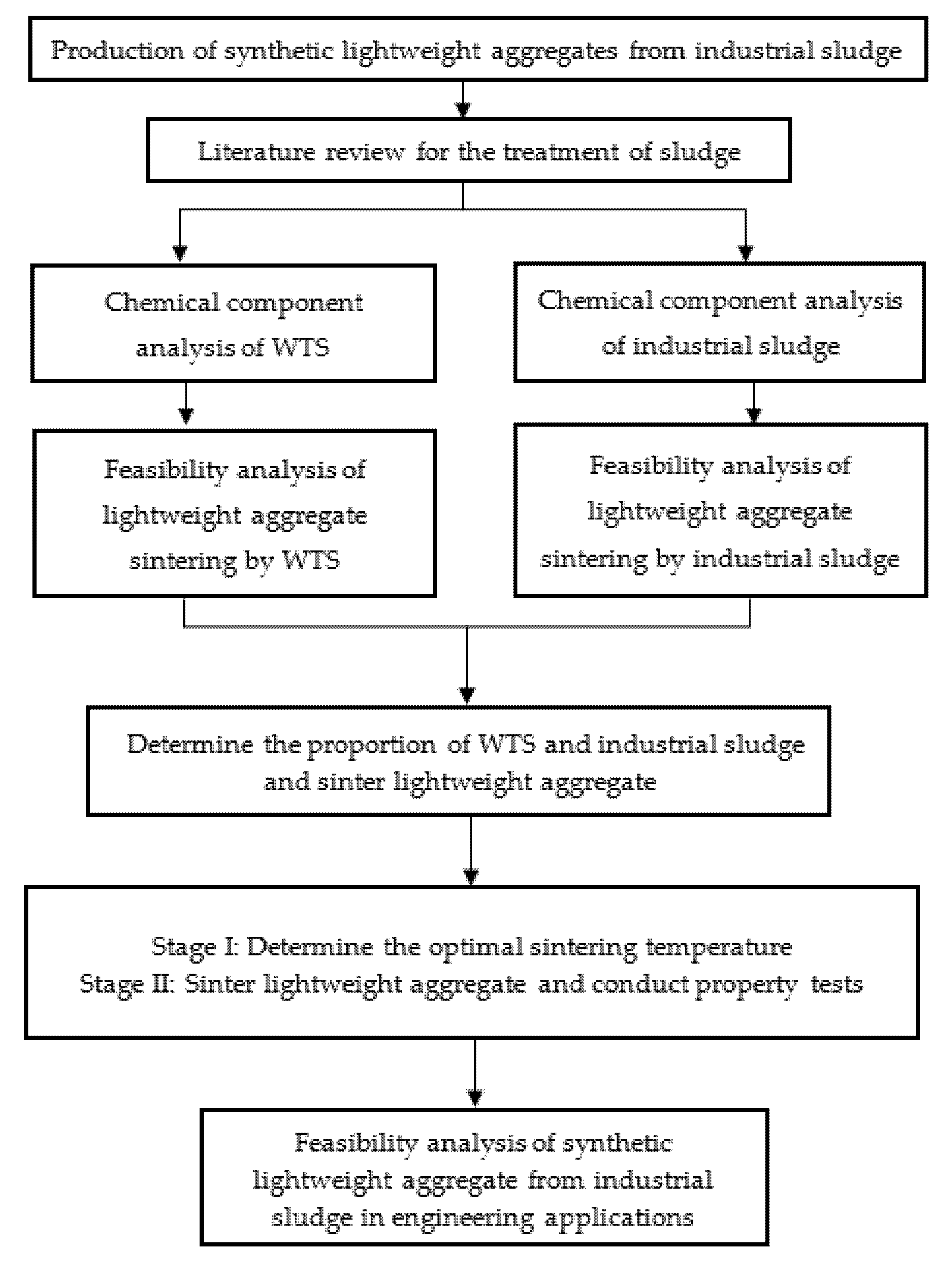
2. Experimental Materials and Methods
3. Results and Discussion
3.1. Composition Analysis of Waste Sludge
3.2. Evaluation of Waste Sludge as a Raw Material for Lightweight Aggregates
3.3. Results of Stage I Sintering of Industrial Sludge Lightweight Aggregates
3.4. Results of Stage II Sintering of Industrial Sludge Lightweight Aggregates
4. Conclusions
- According to the chemical composition analysis of the industrial sludge, the total combined contents of the chemical components SiO2, Al2O3, and Fe2O3 were 17.73% in Industrial Sludge A, 15.57% in Industrial Sludge B, and 11.59% in Industrial Sludge C. These amounts are considerably less than the 75% that is recommended by the literature; hence, the industrial sludge could not produce a glassy melt and be independently sintered into lightweight aggregates. Consequently, the industrial sludge was only used as an additional ingredient in the present study.
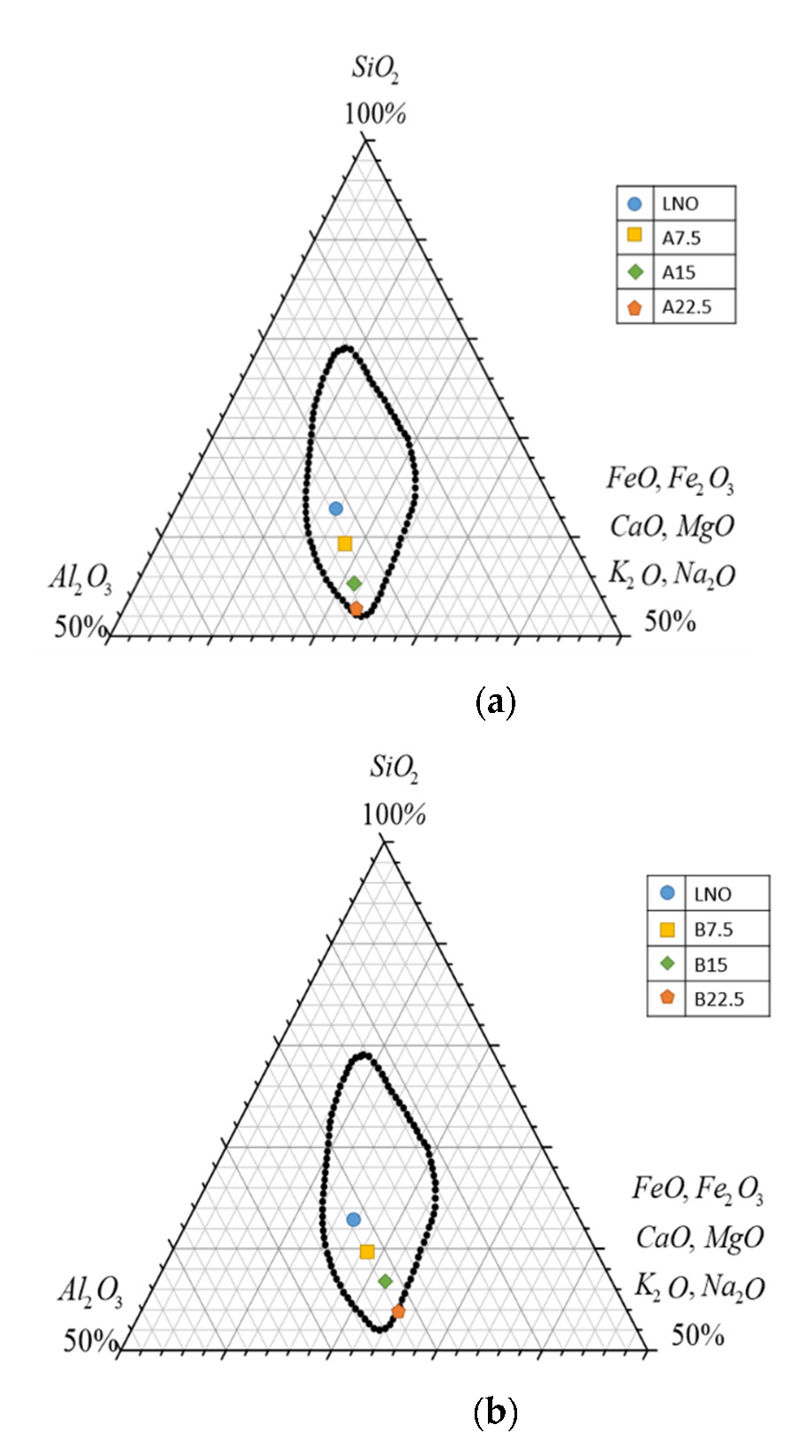
- The chemical composition analysis of the WTS revealed that the WTS mixed with industrial sludge at 7.5%, 15.0%, and 22.5% as an additional ingredient had (SiO2 + Al2O3)/fluxing mass ratios that were between 3.5 and 10, which is consistent with the range recommended in the literature for sintering lightweight aggregates. The ternary phase diagrams of the chemical components were also consistent with the recommendations by C.M. Riley, indicating that the ingredients could expand.
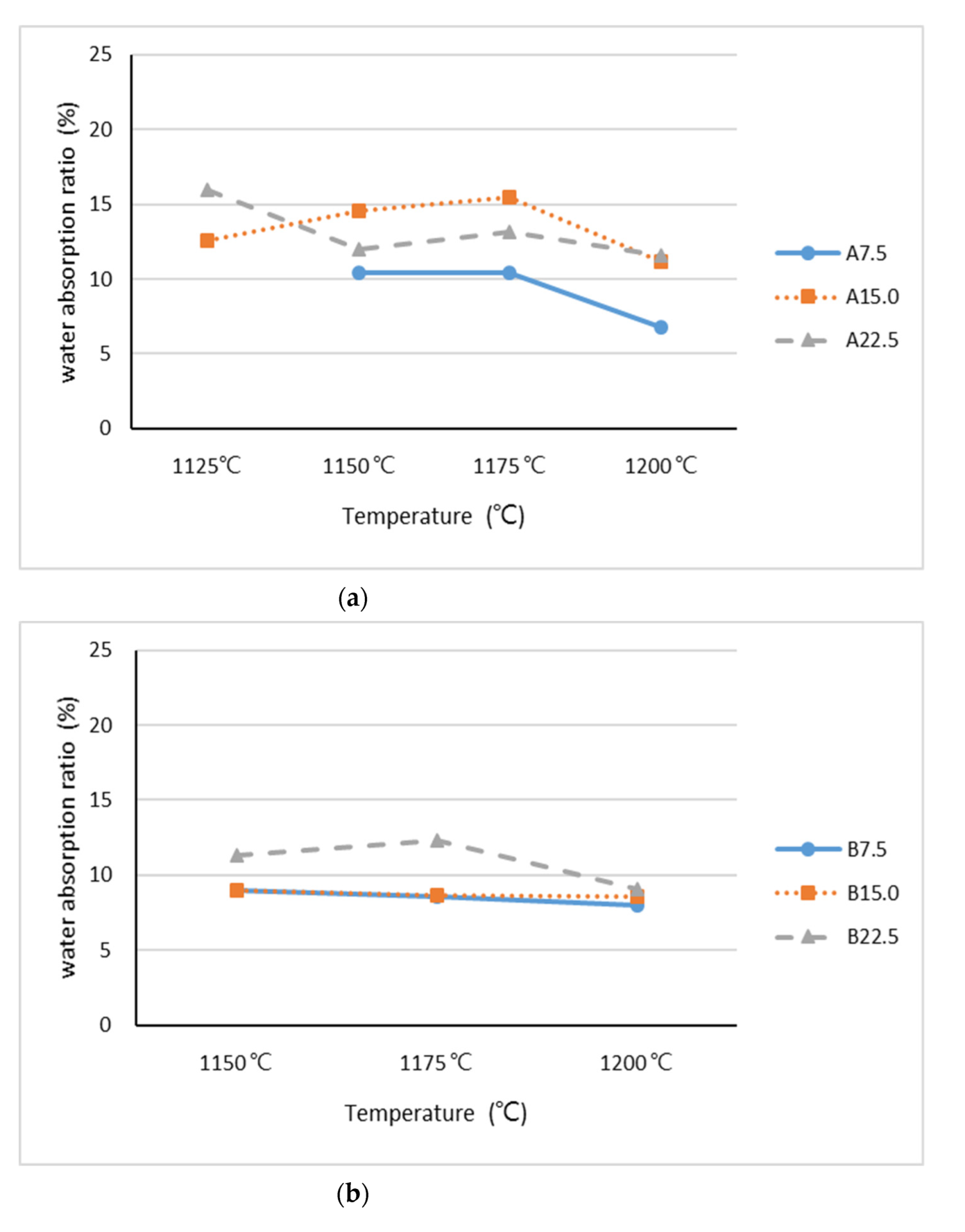
- The sintering results of the light aggregates showed that the particle density of the industrial sludge light aggregates was between 0.5 and 1.4 g/cm3, meeting the specification requirements. The water absorption rate was below 21%, which is roughly in line with the recommendations of the specification. When the amount of industrial sludge added was less than 22.5%, the lightweight aggregate could be sintered successfully and was suitable for engineering applications.
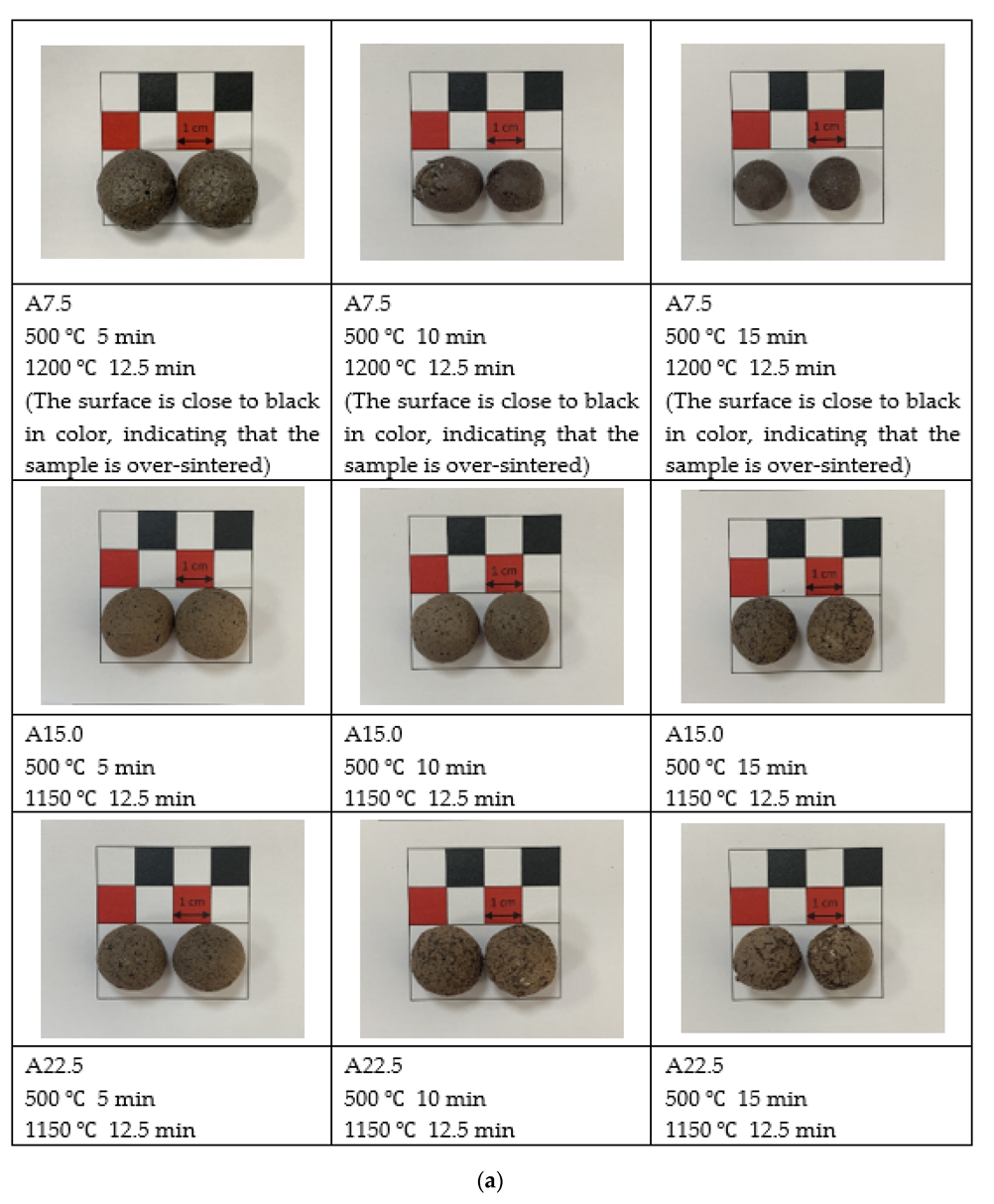
- Every lightweight aggregate exhibited pores and even cracks on the surfaces. This is probably due to the addition of industrial sludge, which has a loss on ignition of between 50% and 70%. A sintering temperature of 1150 °C or higher may lead to the formation of pores on the surface of the aggregates through loss on ignition. Industrial Sludge C had a 71.61% loss on ignition, and this loss on ignition may produce numerous open pores on the surface of the aggregates. In accordance with the observation of the lightweight aggregates’ surface color, sintering at 1200 °C may have been too high, resulting in over-sintering.
- The particle density of the lightweight aggregates made with industrial sludge increased as the preheating time was increased. The particle density increased from 0.5–0.8 g/cm3 to 0.9–1.4 g/cm3 as the preheating time increased from 5 to 15 min. Increasing the preheating time probably provided more opportunities for loss of organic matter to occur on ignition. Gases began to escape during the preheating stage as the aggregates were melting, and the aggregates may not have produced sufficient gas for expansion during the sintering stage. The aggregates could not expand during the sintering stage, and the particle density increased as the preheating time was increased. For the samples containing Industrial Sludge C, the preheating time did not appear to have a significant effect on the particle density, probably due to the very high loss on ignition during the shorter preheating time.
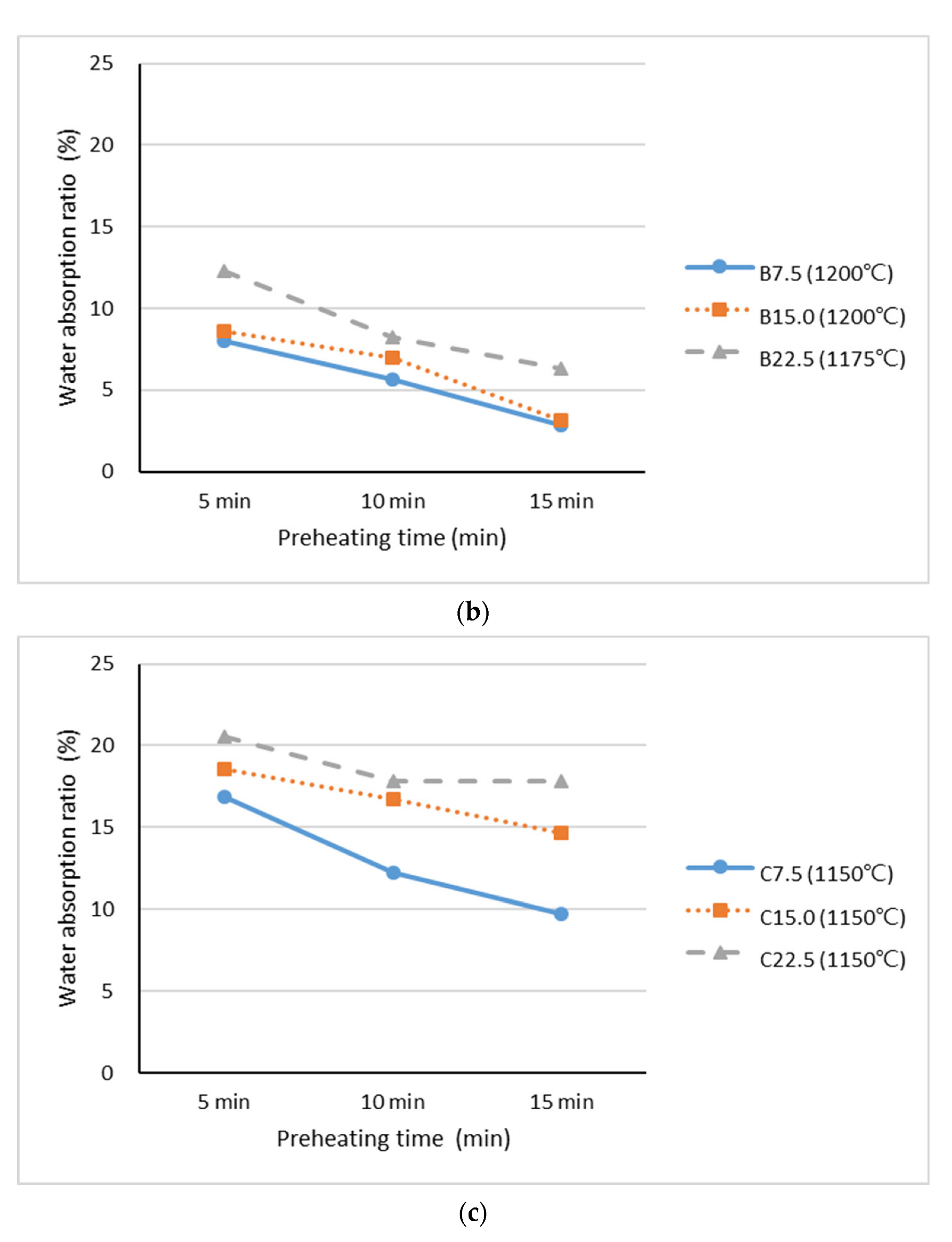
- The results of water absorption tests for the lightweight aggregates revealed that the water absorption tended to decrease as the preheating time was increased. When the preheating time increased to 15 min, the water absorption of Samples A and B dropped to 3–11%, while the water absorption of Sample C was reduced to 10–18%. This trend is the inverse of that for particle density; that is, lightweight aggregates with a lower particle density had higher water absorption.
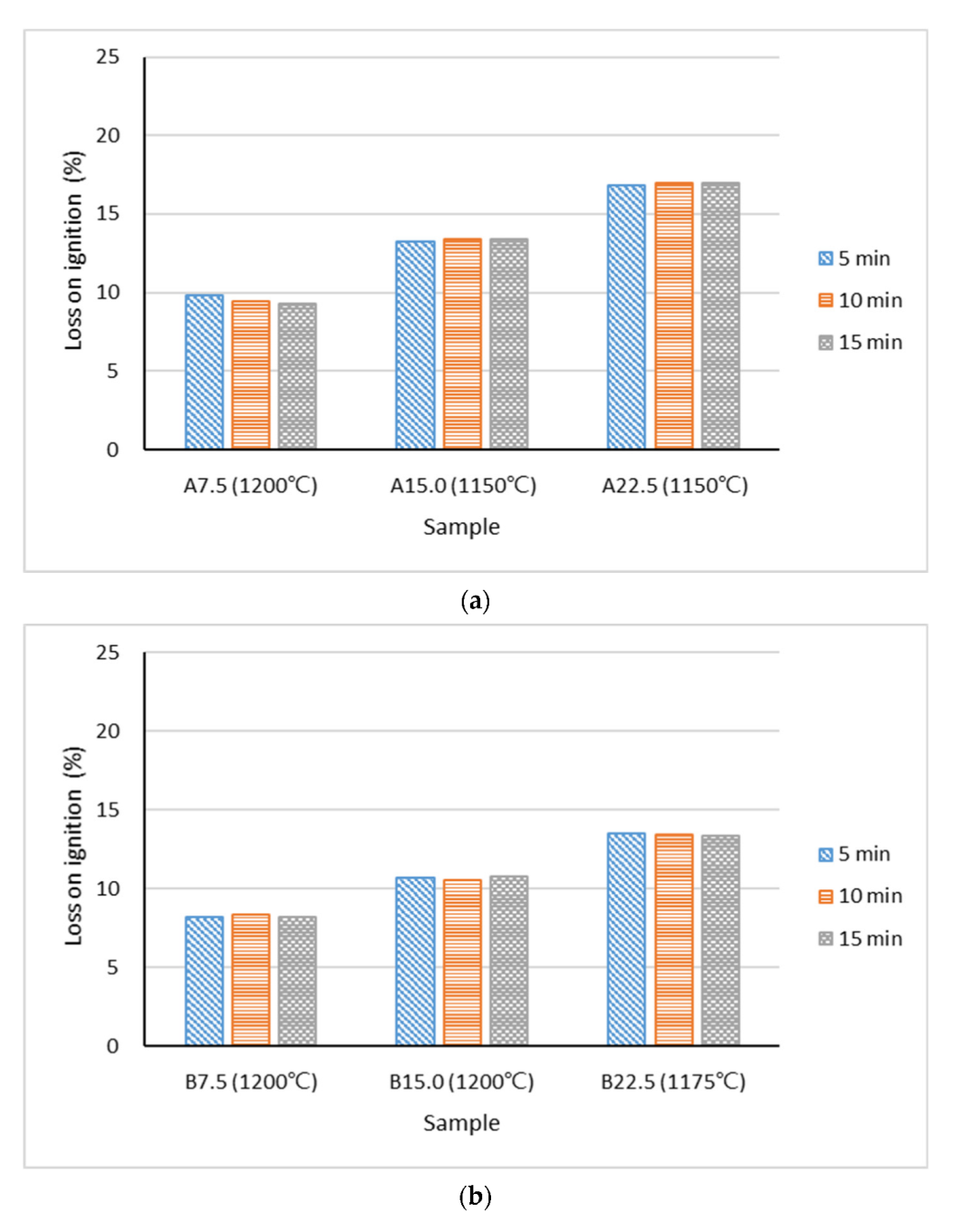
- The loss on ignition results revealed that the lightweight aggregates with greater amounts of industrial sludge experienced higher rates of loss on ignition. This was mainly because the loss on ignition of the industrial sludge was between 50% and 70%, indicating that most of the added industrial sludge was burned off.
- On the basis of the energy required to sinter lightweight aggregates, a greater loss on ignition indicates that a greater amount of raw material was converted into heat energy. Therefore, the use of industrial sludge as a raw material for creating lightweight aggregates and the development of methods for reusing industrial sewage waste may reduce the consumption requirements for sintering lightweight aggregates by leveraging the heat energy released by industrial sludge on ignition, thereby achieving energy-saving and carbon-reduction goals.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shin, T.Y.; Kim, Y.-H.; Park, C.-B.; Kim, J.H. Quantitative evaluation on the pumpability of lightweight aggregate concrete by a full-scale pumping test. Case Stud. Constr. Mater. 2022, 16, e01075. [Google Scholar] [CrossRef]
- Maghfouri, M.; Alimohammadi, V.; Gupta, R.; Saberian, M.; Azarsa, P.; Hashemi, M.; Asadi, I.; Roychand, R. Drying shrinkage properties of expanded polystyrene (EPS) lightweight aggregate concrete: A review. Case Stud. Constr. Mater. 2022, 16, e00919. [Google Scholar] [CrossRef]
- Areias, I.O.R.; Vieira, C.M.F.; Colorado, H.A.; Delaqua, G.C.G.; Monteiro, S.N.; Azevedo, A.R.G. Could city sewage sludge be directly used into clay bricks for building construction? A comprehensive case study from Brazil. J. Build. Eng. 2020, 31, 101374. [Google Scholar] [CrossRef]
- Ferone, C.; Colangelo, F.; Messina, F.; Iucolano, F.; Liguori, B.; Cioffi, R. Coal combustion wastes reuse in low energy artificial aggregates manufacturing. Materials 2013, 6, 5000–5015. [Google Scholar] [CrossRef] [Green Version]
- Vasugi, V.; Ramamurthy, K. Identification of design parameters influencing manufacture and properties of cold—Bonded pond ash aggregate. Mater. Des. 2014, 54, 264–278. [Google Scholar] [CrossRef]
- Nor, A.M.; Yahya, Z.; Abdullah, M.M.A.B.; Razak, R.A.; Ekaputri, J.J.; Faris, M.A.; Hamzah, H.N. A Review on the Manufacturing of Lightweight Aggregates Using Industrial By-Product. MATEC Web Conf. 2016, 78, 01067. [Google Scholar]
- Wainwright, P.J.; Cresswell, D.J.F. Synthetic aggregate from combustion ashes using an innovative rotary kiln. Waste Manag. 2001, 21, 241–246. [Google Scholar] [CrossRef]
- Chen, H.-J.; Chang, S.-N.; Tang, C.-W. Application of the Taguchi Method for Optimizing the Process Parameters of Producing Lightweight Aggregates by Incorporating Tile Grinding Sludge with Reservoir Sediments. Materials 2017, 10, 1294. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.-J.; Hsueh, Y.-C.; Peng, C.-F.; Tang, C.-W. Paper Sludge Reuse in Lightweight Aggregates Manufacturing. Materials 2016, 9, 876. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.-J.; Yang, M.-D.; Tang, C.-W.; Wang, S.-Y. Producing Synthetic Lightweight Aggregates from Reservoir Sediments. Constr. Build. Mater. 2012, 28, 387–394. [Google Scholar] [CrossRef]
- Gomes, S.D.C.; Zhou, J.L.; Li, W.; Long, G. Progress in Manufacture and Properties of Construction Materials Incorporating Water Treatment Sludge: A Review. Resour. Conserv. Recycl. 2019, 145, 148–159. [Google Scholar] [CrossRef]
- Chen, H.-J.; Yen, T.; Chen, K.-H. The Use of Building Rubbles in Concrete and Mortar. J. Chin. Inst. Eng. 2003, 26, 227–236. [Google Scholar] [CrossRef]
- Lee, K.H.; Lee, K.G.; Lee, Y.-S.; Wie, Y.M. Manufacturing and application of artificial lightweight aggregate from water treatment sludge. J. Clean. Prod. 2021, 307, 127260. [Google Scholar] [CrossRef]
- Mañosa, J.; Formosa, J.; Giro-Paloma, J.; Maldonado-Alameda, A.; Quina, M.J.; Chimenos, J.M. Valorisation of water treatment sludge for lightweight aggregate production. Constr. Build. Mater. 2021, 269, 121335. [Google Scholar] [CrossRef]
- Huang, C.-H.; Wang, S.-Y. Application of Water Treatment Sludge in the Manufacturing of Lightweight Aggregate. Constr. Build. Mater. 2013, 43, 174–183. [Google Scholar] [CrossRef]
- Tang, C.-W.; Chen, H.-J.; Wang, S.-Y. Production of synthetic lightweight aggregate using reservoir sediments for concrete and masonry. Cem. Concr. Compos. 2011, 33, 292–300. [Google Scholar] [CrossRef]
- Peng, C.-F.; Chen, H.-J. Feasibility Study on Manufacturing Lightweight Aggregates from Water Purification Sludge. Mater. Sci. Eng. 2018, 307, 012019. [Google Scholar] [CrossRef] [Green Version]
- Liao, Y.-C. Effects of Heat Treatment and Fluxing Agents on Physical Properties of Lightweight Aggregates from Water Reservoir Sediment. Ph.D. Thesis, National Cheng Kung University, Tainan City, Taiwan, 2012. [Google Scholar]
- Heller-Kallai, L.; Miloslavski, I.; Aizenshtat, Z.; Halicz, L. Chemical and Mass Spectrometric Analysis of Volatiles Derived from Clays. Am. Mineral. 1988, 73, 376–382. [Google Scholar]
- Cusidó, J.A.; Soriano, C. Valorization of Pellets from Municipal WWTP Sludge in Lightweight Clay Ceramics. Waste Manag. 2011, 31, 1372–1380. [Google Scholar] [CrossRef]
- Li, X.; He, C.; Lv, Y.; Jian, S.; Jiang, W.; Jiang, D.; Wu, K.; Dan, J. Effect of sintering temperature and dwelling time on the characteristics of lightweight aggregate produced from sewage sludge and waste glass powder. Ceram. Int. 2021, 47, 33435–33443. [Google Scholar] [CrossRef]
- Riley, C.M. Relation of Chemical Properties to the Bloating of Clays. J. Am. Ceram. Soc. 1951, 34, 121–128. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | Preheating | Sintering | ||
|---|---|---|---|---|
| Duration (min) | Duration (min) | |||
| Stage I | 500 | 5 | 1125, 1150, 1175, 1200 | 12.5 |
| Stage II | 500 | 5, 10, 15 | Optimal sintering temperature | 12.5 |
| Chemical Composition | WTS | A | B | C |
|---|---|---|---|---|
| SiO2 | 58.84 | 3.57 | 5.12 | 2.85 |
| Al2O3 | 19.30 | 11.9 | 5.73 | 4.42 |
| Fe2O3 | 6.63 | 2.26 | 4.72 | 4.29 |
| Na2O | 1.15 | 0.51 | 1.24 | 0.42 |
| CaO | 1.75 | 8.85 | 3.40 | 3.86 |
| K2O | 3.55 | 0.30 | 0.21 | 0.34 |
| P2O5 | 0.13 | 8.51 | 4.34 | 5.67 |
| Cl | ND | 0.26 | 0.09 | 0.36 |
| SO3 | 0.37 | 5.31 | 13.06 | 3.74 |
| CuO | 0.01 | 2.31 | 0.47 | 0.24 |
| NiO | 0.01 | 0.15 | 0.15 | 0.15 |
| MnO | 0.09 | 0.18 | - | 0.58 |
| MgO | 2.24 | 0.45 | 1.38 | 0.07 |
| ZnO | 0.02 | 0.40 | 7.73 | 0.30 |
| SrO | 0.02 | 0.13 | 0.04 | 0.10 |
| TiO2 | 0.87 | 0.11 | 0.58 | 0.34 |
| ZrO2 | 0.04 | 0.03 | 0.04 | 0.03 |
| Cr2O3 | 0.02 | 0.05 | 1.23 | 0.44 |
| Ba | - | - | 0.30 | - |
| Br | - | 0.01 | 0.01 | 0.01 |
| SnO2 | - | 0.28 | - | - |
| Rb2O | 0.02 | - | - | - |
| F | - | - | - | 0.13 |
| Sn | - | - | 0.14 | 0.04 |
| Co2O3 | - | - | 0.04 | - |
| PbO | - | 0.08 | 0.04 | - |
| Mo | - | - | - | 0.01 |
| Loss on ignition | 4.94 | 54.53 | 49.94 | 71.61 |
| Total | 100 | 100 | 100 | 100 |
| Chemical Composition | WTS | A | B | C |
|---|---|---|---|---|
| SiO2 | 58.84 | 3.57 | 5.12 | 2.85 |
| Al2O3 | 19.30 | 11.9 | 5.73 | 4.42 |
| Fe2O3 | 6.63 | 2.26 | 4.72 | 4.29 |
| SUM | 84.77 | 17.73 | 15.57 | 11.59 |
| Chemical Component | WTS | A | B | C |
|---|---|---|---|---|
| Fe2O3 | 6.63 | 2.26 | 4.72 | 4.29 |
| K2O, Na2O | 4.70 | 0.81 | 1.45 | 0.76 |
| CaO, MgO, FeO | 3.99 | 9.30 | 4.78 | 3.93 |
| SUM | 15.32 | 12.37 | 10.95 | 8.98 |
| Chemical Component | WTS | Industrial Sludge A | Industrial Sludge B | Industrial Sludge C | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A7.5 | A15.0 | A22.5 | B7.5 | B15.0 | B22.5 | C7.5 | C15.0 | C22.5 | ||
| SiO2 | 63.0 | 59.2 | 55.4 | 51.7 | 59.6 | 56.1 | 52.7 | 60.0 | 57.0 | 54.1 |
| Al2O3 | 20.7 | 22.3 | 24.0 | 25.6 | 21.1 | 21.6 | 22.1 | 21.1 | 21.5 | 21.9 |
| Fluxing | 16.4 | 18.5 | 20.6 | 22.7 | 19.3 | 22.2 | 25.1 | 18.9 | 21.5 | 24.0. |
| (SiO2 + Al2O3)/Fluxing | 5.1 | 4.4 | 3.9 | 3.4 | 4.2 | 3.5 | 3.0 | 4.3 | 3.7 | 3.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.-J.; Chen, P.-C.; Peng, C.-F.; Huang, C.-W. Production of Synthetic Lightweight Aggregates from Industrial Sludge. Materials 2022, 15, 4097. https://doi.org/10.3390/ma15124097
Chen H-J, Chen P-C, Peng C-F, Huang C-W. Production of Synthetic Lightweight Aggregates from Industrial Sludge. Materials. 2022; 15(12):4097. https://doi.org/10.3390/ma15124097
Chicago/Turabian StyleChen, How-Ji, Pen-Chou Chen, Ching-Fang Peng, and Chien-Wei Huang. 2022. "Production of Synthetic Lightweight Aggregates from Industrial Sludge" Materials 15, no. 12: 4097. https://doi.org/10.3390/ma15124097