
Novel Dry Spinning Process of Natural Macromolecules for Sustainable Fiber Material -1- Proof of the Concept Using Silk Fibroin



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
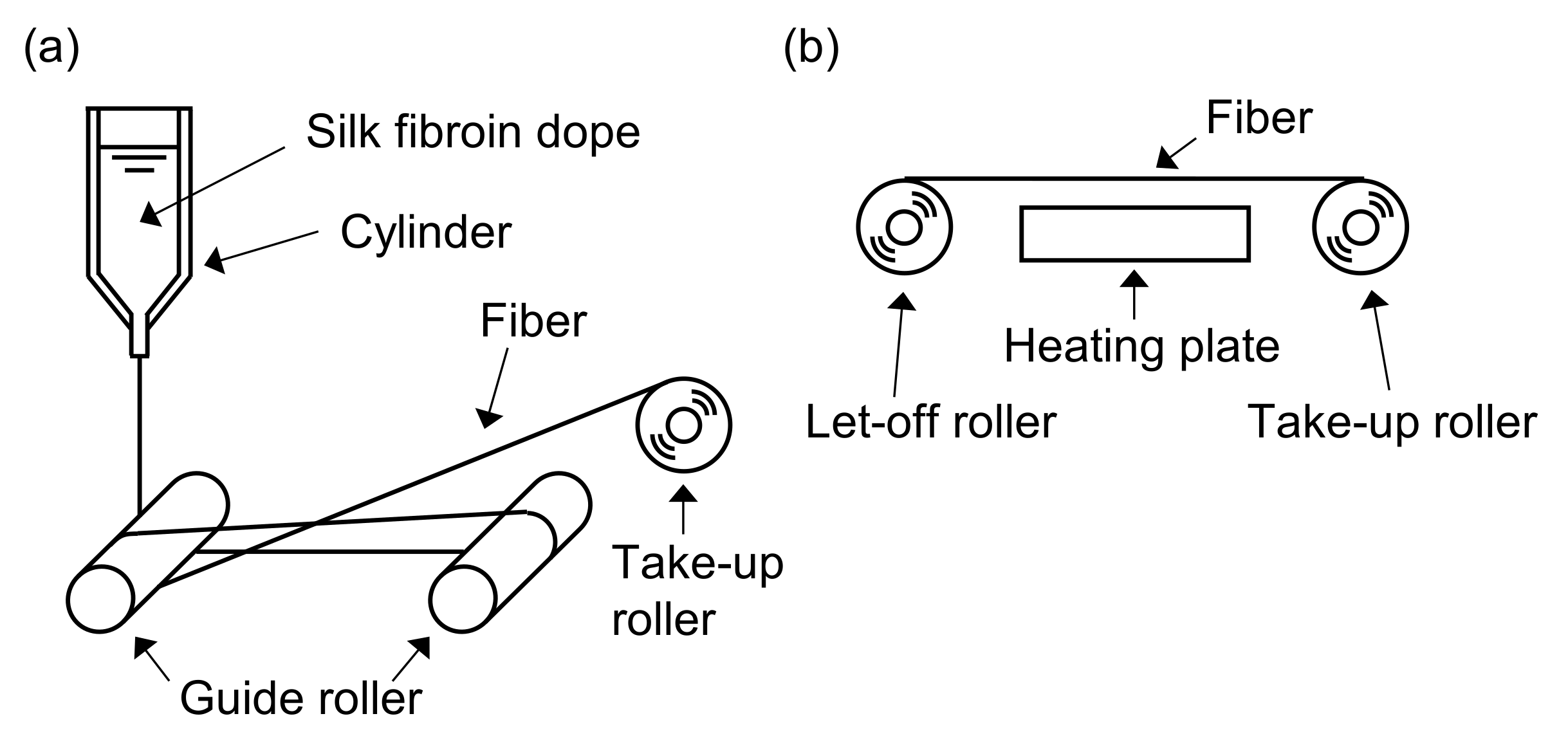
2.2. Equipment
2.3. Silk Degumming
2.4. Preparation of Dope Solution
2.5. Dry Spinning and Heat Stretching
2.6. Characterization
3. Results and Discussion
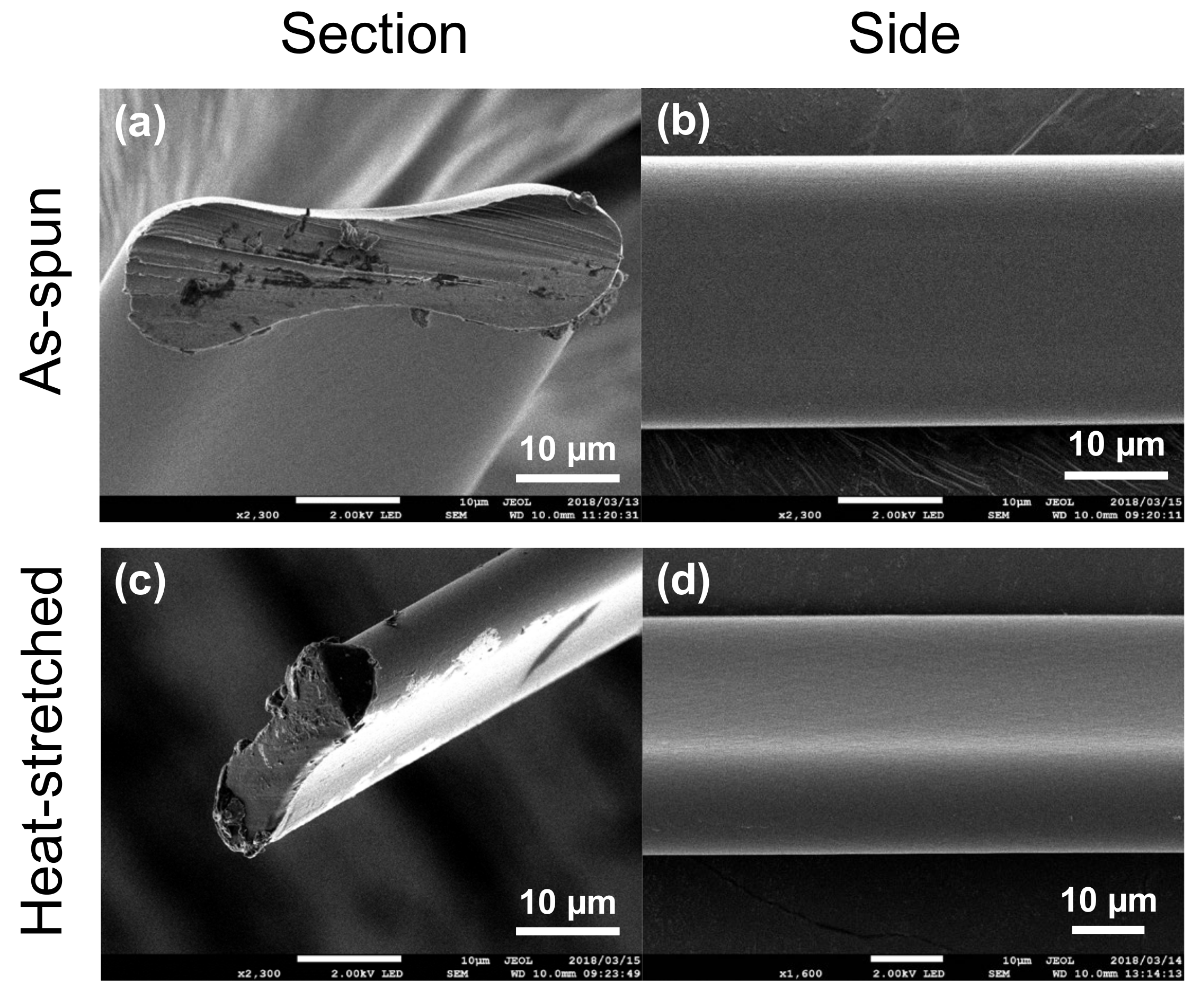
3.1. Morphological Observation
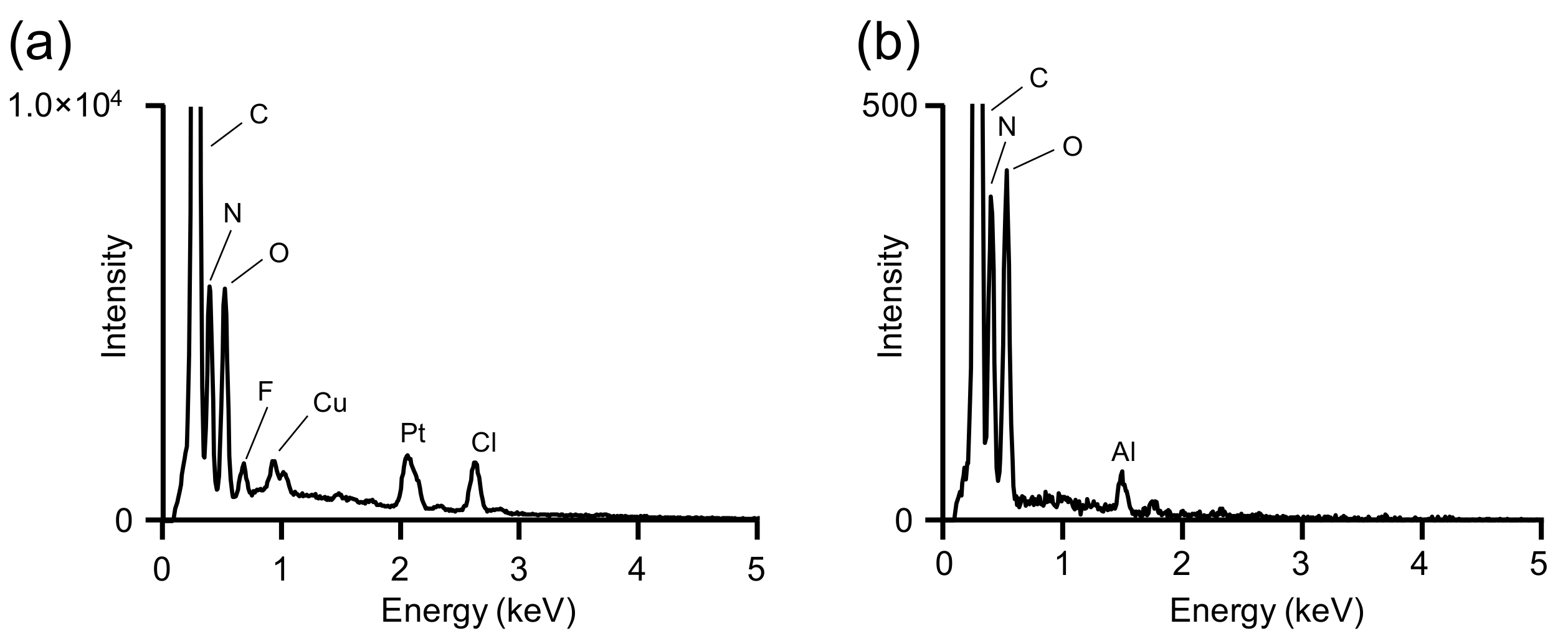
3.2. Elemental Analysis
3.3. Removal of IL from the RSF Fibers
3.4. Mechanical Strength of the RSF Fibers
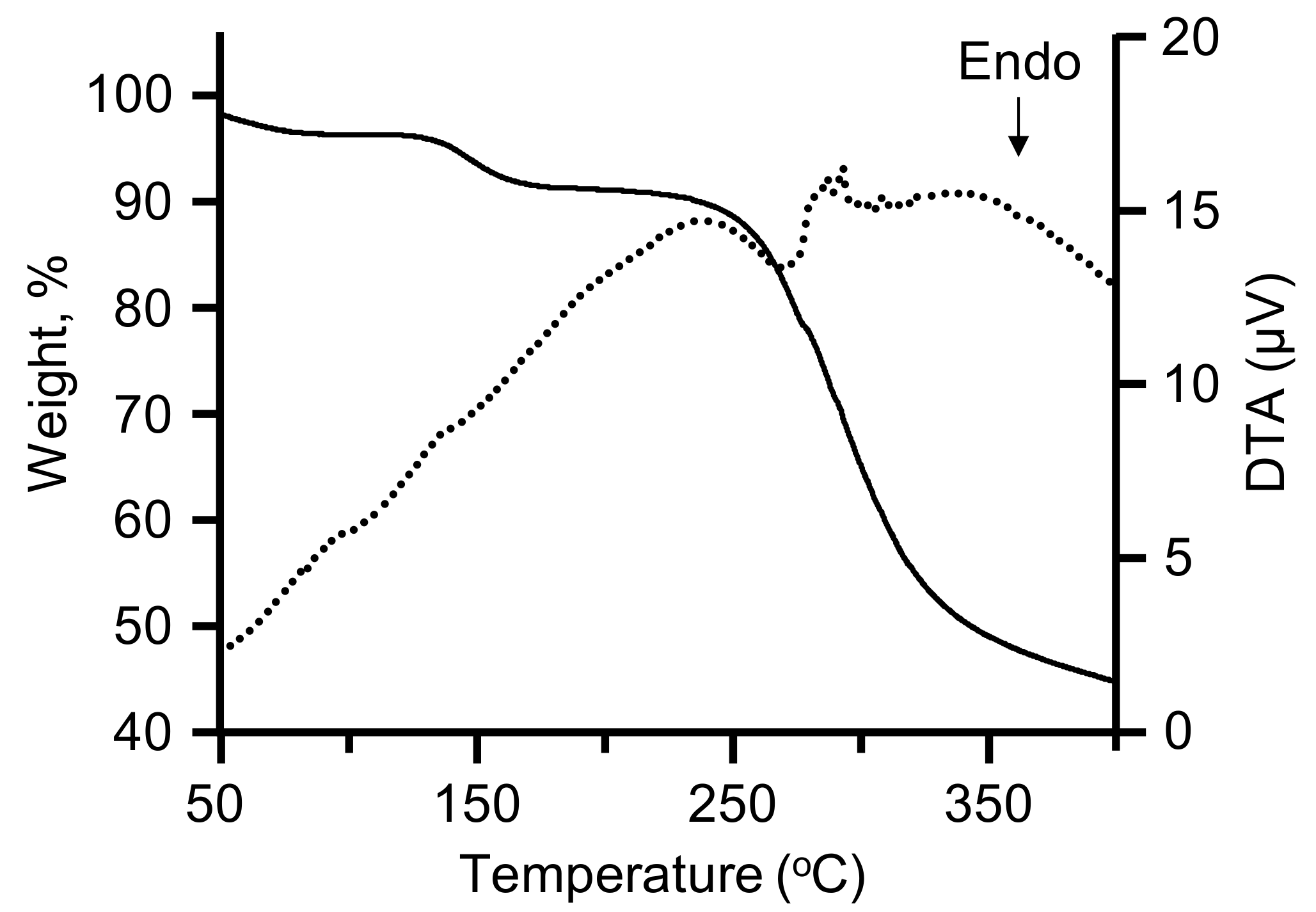
3.5. Thermophysical Properties
4. Conclusions
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- IPCC. Climate Change 2022: Impacts, Adaptation, and Vulnerability. Contribution of Working Group II to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change. Summary for Policymakers. 2022. Available online: https://www.ipcc.ch/report/ar6/wg2/downloads/report/IPCC_AR6_WGII_SummaryForPolicymakers.pdf (accessed on 21 May 2022).
- Van Wormer, E.; Mazet, J.A.K.; Hall, A.; Gill, V.A.; Boveng, P.L.; London, J.M.; Gelatt, T.; Fadely, B.S.; Lander, M.E.; Sterling, J.; et al. Viral emergence in marine mammals in the North Pacific may be linked to Arctic sea ice reduction. Sci. Rep. 2019, 9, 15569. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Northrup, D.L.; Basso, B.; Wang, M.Q.; Morgan, C.L.S.; Benfey, P.N. Novel technologies for emission reduction complement conservation agriculture to achieve negative emissions from row-crop production. Proc. Natl. Acad. Sci. USA 2021, 118, e2022666118. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.M. Carbon neutrality: Toward a sustainable future. Innovation 2021, 2, 100127. [Google Scholar] [CrossRef]
- Chen, W.; Meng, J.; Han, X.; Lan, Y.; Zhang, W. Past, present, and future of biochar. Biochar 2019, 1, 75–87. [Google Scholar] [CrossRef] [Green Version]
- Temesgen, S.; Rennert, M.; Tesfaye, T.; Nase, M. Review on Spinning of Biopolymer Fibers from Starch. Polymers 2021, 13, 1121. [Google Scholar] [CrossRef] [PubMed]
- King, F.W. Process for Wet Spinning Aromatic Polyamides. U.S. Patent US3079219A, 6 December 1960. [Google Scholar]
- Sekiyama, K.; Sekiyama, K.; Ishikawa, M.; Sato, R.; Murata, S. Artificial Polypeptide Fiber and Method for Producing Same. World Intellectual Property. Organization Patent WO2012165476A1, 1 June 2011. [Google Scholar]
- Rizzo, G.; Presti, M.L.; Giannini, C.; Sibillano, T.; Milella, A.; Guidetti, G.; Musio, R.; Omenetto, F.G.; Farinola, G.M. Bombyx mori Silk Fibroin Regeneration in Solution of Lanthanide Ions: A Systematic Investigation. Front. Bioeng. Biotechnol. 2021, 9, 653033. [Google Scholar] [CrossRef] [PubMed]
- Koroskenyi, B.; McCarthy, S.P. Synthesis of Acetylated Konjac Glucomannan and Effect of Degree of Acetylation on Water Absorbency. Biomacromolecules 2001, 2, 824–826. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.-J.; Jang, J. Effect of degree of polymerization on the mechanical properties of regenerated cellulose fibers using synthesized 1-allyl-3-methylimidazolium chloride. Fibers Polym. 2013, 14, 909–914. [Google Scholar] [CrossRef]
- Abdelghafour, M.M.; Orbán, Á.; Deák, Á.; Lamch, Ł.; Frank, É.; Nagy, R.; Ádám, A.; Sipos, P.; Farkas, E.; Bari, F.; et al. The Effect of Molecular Weight on the Solubility Properties of Biocompatible Poly(ethylene succinate) Polyester. Polymers 2021, 13, 2725. [Google Scholar] [CrossRef]
- Heinze, T.; Schwikal, K.; Barthel, S. Ionic Liquids as Reaction Medium in Cellulose Functionalization. Macromol. Biosci. 2005, 5, 520–525. [Google Scholar] [CrossRef]
- Phillips, D.M.; Drummy, L.F.; Conrady, D.G.; Fox, D.M.; Naik, R.R.; Stone, M.O.; Trulove, P.C.; De Long, H.C.; Mantz, R.A. Dissolution and Regeneration of Bombyx mori Silk Fibroin Using Ionic Liquids. J. Am. Chem. Soc. 2004, 126, 14350–14351. [Google Scholar] [CrossRef]
- Hauru, L.K.J.; Hummel, M.; Nieminen, K.; Michud, A.; Sixta, H. Cellulose regeneration and spinnability from ionic liquids. Soft Matter 2016, 12, 1487–1495. [Google Scholar] [CrossRef] [Green Version]
- Shamshina, J.L.; Zavgorodnya, O.; Berton, P.; Chhotaray, P.; Choudhary, H.; Rogers, R.D. Ionic Liquid Platform for Spinning Composite Chitin–Poly(lactic acid) Fibers. ACS Sustain. Chem. Eng. 2018, 6, 10241–10251. [Google Scholar] [CrossRef]
- Togo, A.; Suzuki, S.; Kimura, S.; Iwata, T. Wet Spinning of α-1,3-glucan using an Ionic Liquid. J. Fiber Sci. Technol. 2021, 77, 213–222. [Google Scholar] [CrossRef]
- Vocht, M.P.; Beyer, R.; Thomasic, P.; Müller, A.; Ota, A.; Hermanutz, F.; Buchmeiser, M.R. High-performance cellulosic filament fibers prepared via dry-jet wet spinning from ionic liquids. Cellulose 2021, 28, 3055–3067. [Google Scholar] [CrossRef]
- Al Aiti, M.; Das, A.; Kanerva, M.; Järventausta, M.; Johansson, P.T.; Scheffler, C.; Göbel, M.; Jehnichen, D.; Brünig, H.; Wulff, L.; et al. Dry-Jet Wet Spinning of Thermally Stable Lignin-Textile Grade Polyacrylonitrile Fibers Regenerated from Chloride-Based Ionic Liquids Compounds. Materials 2020, 13, 3687. [Google Scholar] [CrossRef]
- Sato, T.; Morinaga, T.; Satoh, R. Method for Producing Polymer Substance Molding. Japan Patent JP2021028434A, 25 February 2021. [Google Scholar]
- Facas, G.G.; Maliekkal, V.; Neurock, M.; Dauenhauer, P.J. Activation of Cellulose with Alkaline Earth Metals. ACS Sustain. Chem. Eng. 2022, 10, 1943–1950. [Google Scholar] [CrossRef]
- Hawes, C.S. Coordination sphere hydrogen bonding as a structural element in metal–organic Frameworks. Dalton Trans. 2021, 50, 6034–6049. [Google Scholar] [CrossRef]
- Magaz, A.; Roberts, A.; Faraji, S.; Nascimento, T.R.; Medeiros, E.S.; Zhang, W.; Greenhalgh, R.; Mautner, A.; Li, X.; Blaker, J.J. Porous, Aligned, and Biomimetic Fibers of Regenerated Silk Fibroin Produced by Solution Blow Spinning. Biomacromolecules 2018, 19, 4542–4553. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Tominaga, K.; Yamagishi, N.; Gotoh, Y. Comparison of Regenerated Cellulose Fibers Spun from Ionic Liquid Solutions with Lyocell Fiber. J. Fiber Sci. Technol. 2020, 76, 257–266. [Google Scholar] [CrossRef]
- Zhang, B.; Hoagland, D.A.; Su, Z. Ionic Liquids as Plasticizers for Polyelectrolyte Complexes. J. Phys. Chem. B 2015, 119, 3603–3607. [Google Scholar] [CrossRef] [PubMed]
- Koyanagi, R.; Zhu, Z.; Asakura, T. Regenerated Bombyx mori silk fiber with enhanced biodegradability. J. Insect Biotechnol. Sericol. 2010, 79, 27–30. [Google Scholar] [CrossRef]
- Ajisawa, A. Dissolution of silk fibroin with calciumchloride/ethanol aqueous solution. J. Sericultural Sci. Jpn. 1998, 67, 91–94. [Google Scholar] [CrossRef]
- Kaewpirom, S.; Boonsang, S. Influence of alcohol treatments on properties of silk-fibroin-based films for highly optically transparent coating applications. RSC Adv. 2020, 10, 15913–15923. [Google Scholar] [CrossRef] [Green Version]
- Drummy, L.F.; Phillips, D.M.; Stone, M.O.; Farmer, B.L.; Naik, R.R. Thermally Induced α-Helix to β-Sheet Transition in Regenerated Silk Fibers and Films. Biomacromolecules 2005, 6, 3328–3333. [Google Scholar] [CrossRef]
- Yoshioka, T.; Tashiro, K.; Ohta, N. Molecular Orientation Enhancement of Silk by the Hot-Stretching-Induced Transition from α-Helix-HFIP Complex to β-Sheet. Biomacromolecules 2016, 17, 1437–1448. [Google Scholar] [CrossRef]
- Zhao, M.; Qi, Z.; Tao, X.; Newkirk, C.; Hu, X.; Lu, S. Chemical, Thermal, Time, and Enzymatic Stability of Silk Materials with Silk I Structure. Int. J. Mol. Sci. 2021, 22, 4136. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat-Stretched RSF | Top Yield (MPa) | Fracture Strain (%) | Young’s Modulus (GPa) | Toughness (MJ/m3) |
|---|---|---|---|---|
| Non-washed (containing IL) | 159.9 | 31.5 | 4.86 | 43.2 |
| Washed off IL | 105.4 | 35.8 | 4.83 | 39.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Satoh, R.; Morinaga, T.; Sato, T. Novel Dry Spinning Process of Natural Macromolecules for Sustainable Fiber Material -1- Proof of the Concept Using Silk Fibroin. Materials 2022, 15, 4195. https://doi.org/10.3390/ma15124195
Satoh R, Morinaga T, Sato T. Novel Dry Spinning Process of Natural Macromolecules for Sustainable Fiber Material -1- Proof of the Concept Using Silk Fibroin. Materials. 2022; 15(12):4195. https://doi.org/10.3390/ma15124195
Chicago/Turabian StyleSatoh, Ryo, Takashi Morinaga, and Takaya Sato. 2022. "Novel Dry Spinning Process of Natural Macromolecules for Sustainable Fiber Material -1- Proof of the Concept Using Silk Fibroin" Materials 15, no. 12: 4195. https://doi.org/10.3390/ma15124195
APA StyleSatoh, R., Morinaga, T., & Sato, T. (2022). Novel Dry Spinning Process of Natural Macromolecules for Sustainable Fiber Material -1- Proof of the Concept Using Silk Fibroin. Materials, 15(12), 4195. https://doi.org/10.3390/ma15124195