
Fe/Mg/Fe Multilayer Composite Sheet Fabricated by Roll Cladding


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jonda, E.; Łatka, L.; Pakiea, W. Comparison of Different Cermet Coatings Sprayed on Magnesium Alloy by HVOF. Materials 2021, 14, 1594. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.R.; Deng, K.K.; Bai, Y. Microstructure, and Mechanical and Wear Properties of Grp/AZ91 Magnesium Matrix Composites. Materials 2019, 12, 1190. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Su, P.; Wu, X.; Jiang, Z. Plasma electrolytic oxidation of low friction casting on ZK60 magnesium alloy. Mater. Lett. 2008, 62, 3124–3126. [Google Scholar]
- Arrabal, R.; Matykina, E.; Viejo, F.; Skeldon, P.; Thompson, G.E.; Merino, M.C. AC Plasma Electrolytic Oxidation of Magnesium with Zirconia Nanoparticles. Appl. Surf. Sci. 2008, 254, 6937–6942. [Google Scholar] [CrossRef]
- Baiocco, G.; Rubino, G.; Ucciardello, N. Heat Treatment of AZ91 Magnesium Alloy Coated with an Al2O3 Thin Film with Fluidized Bed Technology. Materials 2019, 12, 216. [Google Scholar] [CrossRef] [Green Version]
- Vijayalakshmi, U.; Chellappa, M.; Anjaneyulu, U.; Manivasagam, G.; Sethu, S. Influence of Coating Parameter and Sintering Atmosphere on the Corrosion Resistance Behavior of Electrophoretically Deposited Composite Coatings. Mater. Manuf. Process. 2016, 31, 95–106. [Google Scholar] [CrossRef]
- Murtaza, Q.; Pandey, S.M.; Niranjan, M.S. A Novel Manufacturing Route for Automobile Parts through Two-Wire-Arc Thermal Spray Process. Mater. Manuf. Process. 2016, 31, 1424–1432. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, M. Simulation of Particle Deposition Behavior in Cold-Sprayed Mg Anticorrosion Coating. Mater. Manuf. Process. 2016, 31, 1483–1489. [Google Scholar] [CrossRef]
- Liu, H.; Cao, F.; Song, G.L.; Zheng, D.; Shi, Z.; Dargusch, M.S.; Atrens, A. Review of the atmospheric corrosion of magnesium alloys. J. Mater. Sci. Technol. 2019, 35, 197–210. [Google Scholar] [CrossRef]
- Naseri, M.; Reihanian, M.; Borhani, E. Bonding behavior during cold roll-cladding of tri-layered Al/brass/Al composite. J. Manuf. Process. 2016, 24, 125–137. [Google Scholar] [CrossRef]
- Weng, F.; Yu, H.; Chen, C.; Liu, J.; Zhao, L.; Dai, J. Fabrication of Co-Based Coatings on Titanium Alloy by Laser Cladding with CeO2 Addition. Mater. Manuf. Process. 2016, 31, 1461–1467. [Google Scholar] [CrossRef]
- Bae, J.; Rao, A.P.; Kim, K.; Kim, N.J. Cladding of Mg alloy with Al by twin-roll casting. Scr. Mater. 2011, 64, 836–839. [Google Scholar] [CrossRef]
- Liu, C.; Wang, Q.; Jia, Y.; Jing, R.; Zhang, B.; Ma, M.; Liu, R. Microstructures and mechanical properties of Mg/Mg and Mg/Al/Mg laminated composites prepared via warm roll bonding. Mater. Sci. Eng. A 2012, 556, 1–8. [Google Scholar] [CrossRef]
- Chang, H.; Zheng, M.; Gan, W.; Wu, K.; Maawad, E.; Brokmeier, H. Texture evolution of the Mg/Al laminated composite fabricated by the accumulative roll bonding. Scr. Mater. 2009, 61, 717–720. [Google Scholar] [CrossRef]
- Lee, K.; Kim, J.; Jo, Y.; Lee, S.; Heo, J.; Chang, Y.; Lee, Y. Interface-correlated deformation behavior of a stainless steel-Al–Mg 3-ply composite. Mater. Charact. 2013, 75, 138–149. [Google Scholar] [CrossRef]
- Kang, M.; Kim, C.; Kim, Y.M. Joining of AZ31 Magnesium Alloy and Steel Sheet under Four Different Coating Conditions Based on Gas Metal Arc Weld-Brazing. Mater. Trans. 2017, 58, 95–102. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.W.; Chen, B.; Song, X.G. Influence of Al Interlayer Thickness on Laser Welding of Mg/Steel. Weld. J. 2016, 95, 384–394. [Google Scholar]
- Miao, Y.; Han, D.; Li, J.Y. Dissimilar spot welding joints of AZ31-443 ferritic stainless steel with cover plate. Int. J. Adv. Manuf. Technol. 2016, 85, 1539–1545. [Google Scholar]
- Zhao, L.; Zhang, Z. Effect of Zn alloy interlayer on interface microstructure and strength of diffusion-bonded Mg–Al joints. Scr. Mater. 2008, 58, 283–286. [Google Scholar] [CrossRef]
- Liu, F.; Ren, D.; Liu, L. Effect of Al foils interlayer on microstructures and mechanical properties of Mg–Al butt joints welded by gas tungsten arc welding filling with Zn filler metal. Mater. Des. 2013, 46, 419–425. [Google Scholar] [CrossRef]
- Scherm, F.; Bezold, J.; Glatzel, U. Laser welding of Mg alloy MgAl3Zn1 (AZ31) to Al alloy AlMg3 (AA5754) using ZnAl filler material. Sci. Technol. Weld. Join. 2012, 17, 364–367. [Google Scholar] [CrossRef]
- Qi, X.D.; Liu, L.M. Fusion welding of Fe-added lap joints between AZ31B magnesium alloy and 6061 aluminum alloy by hybrid laser–tungsten inert gas welding technique. Mater. Des. 2012, 33, 436–443. [Google Scholar] [CrossRef]
- Chen, Z.; Dong, Z.; Yu, C. Microstructure and properties of Mg–5.21 Li–3.44 Zn–0.32 Y–0.01 Zr alloy. Mater. Sci. Eng. A 2013, 559, 651–654. [Google Scholar] [CrossRef]
- Wang, X.J.; Wu, Y.L.; Zhang, Z.K.; Guo, T.K.; Lu, Y.X.; Shi, J.P. The Study of the Microstructure and Mechanical Properties of Friction Stir Spot Welding Joint between AZ31B Magnesium Alloy and Steel. Adv. Mater. Res. 2013, 668, 818–822. [Google Scholar] [CrossRef]
- Wang, X.J.; Zhang, C.Q.; Li, B.Q.; Li, T. A Preliminary Investigation on Friction Stir Spot Welding of Steel/Mg. Appl. Mech. Mater. 2011, 84, 529–533. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rolling Draft | Fe/Mg/Fe Composite |
|---|---|
| 5% | Not bonded |
| 10% | bonded |
| 15% | bonded |
| 20% | bonded |
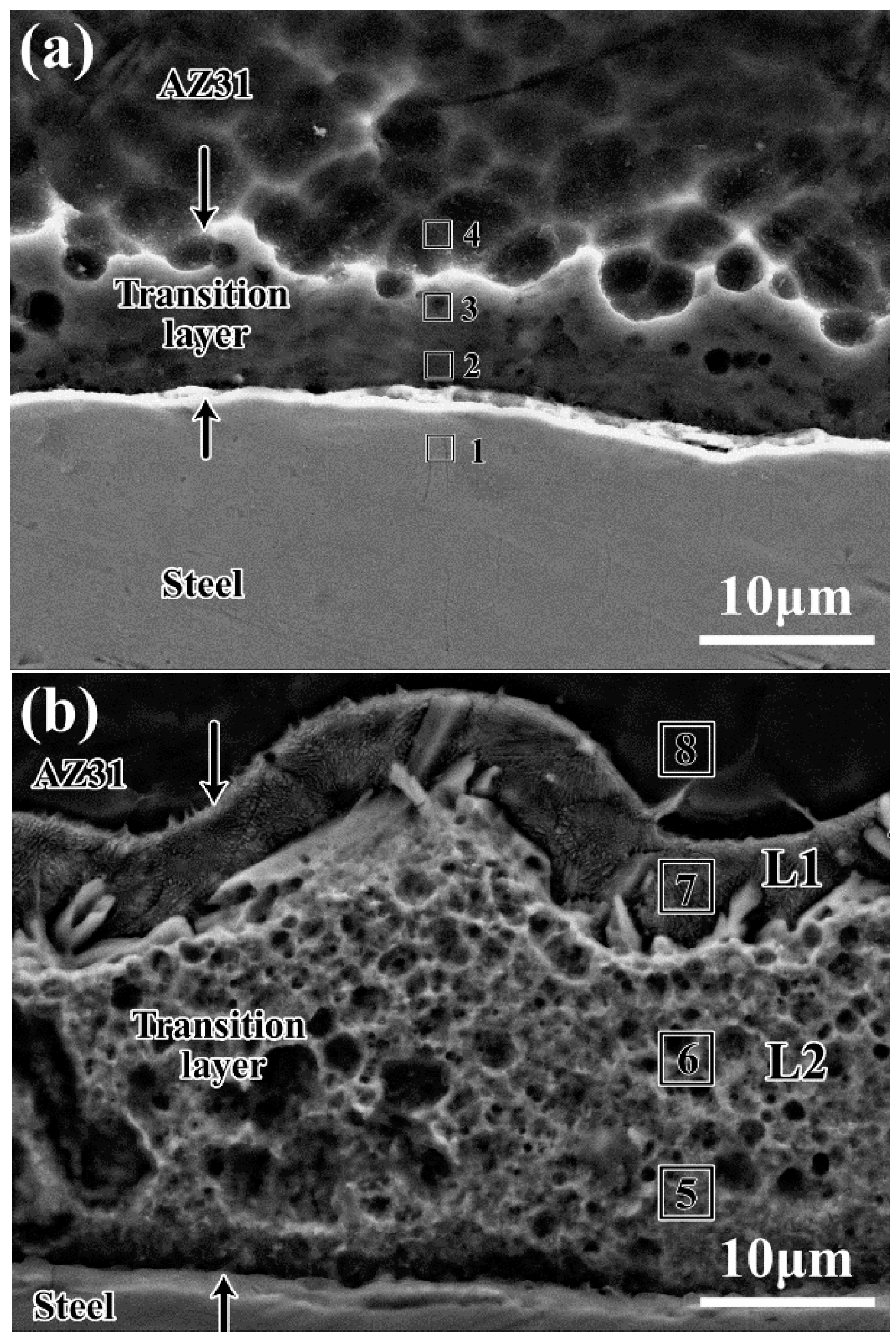
| Elements | R-1 | R-2 | R-3 | R-4 | R-5 | R-6 | R-7 | R-8 |
|---|---|---|---|---|---|---|---|---|
| Mg | 0 | 92.6 | 93.7 | 96.1 | 32.6 | 35.4 | 58.6 | 95.2 |
| Al | 0.4 | 2.7 | 1.9 | 2.7 | 2.9 | 2.1 | 5.8 | 2.6 |
| Zn | 0.2 | 4.4 | 4.2 | 1.2 | 64.1 | 62.1 | 35.4 | 2.2 |
| Fe | 99.3 | 0.3 | 0.2 | 0 | 0.4 | 0.4 | 0.2 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, D.; Ma, Y.; Zheng, R. Fe/Mg/Fe Multilayer Composite Sheet Fabricated by Roll Cladding. Materials 2022, 15, 4732. https://doi.org/10.3390/ma15144732
Ren D, Ma Y, Zheng R. Fe/Mg/Fe Multilayer Composite Sheet Fabricated by Roll Cladding. Materials. 2022; 15(14):4732. https://doi.org/10.3390/ma15144732
Chicago/Turabian StyleRen, Daxin, Yanhua Ma, and Rencheng Zheng. 2022. "Fe/Mg/Fe Multilayer Composite Sheet Fabricated by Roll Cladding" Materials 15, no. 14: 4732. https://doi.org/10.3390/ma15144732
APA StyleRen, D., Ma, Y., & Zheng, R. (2022). Fe/Mg/Fe Multilayer Composite Sheet Fabricated by Roll Cladding. Materials, 15(14), 4732. https://doi.org/10.3390/ma15144732