
Enhancement of Weldability at Laser Beam Welding of 22MnB5 by an Entrained Ultrasonic Wave Superposition

 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
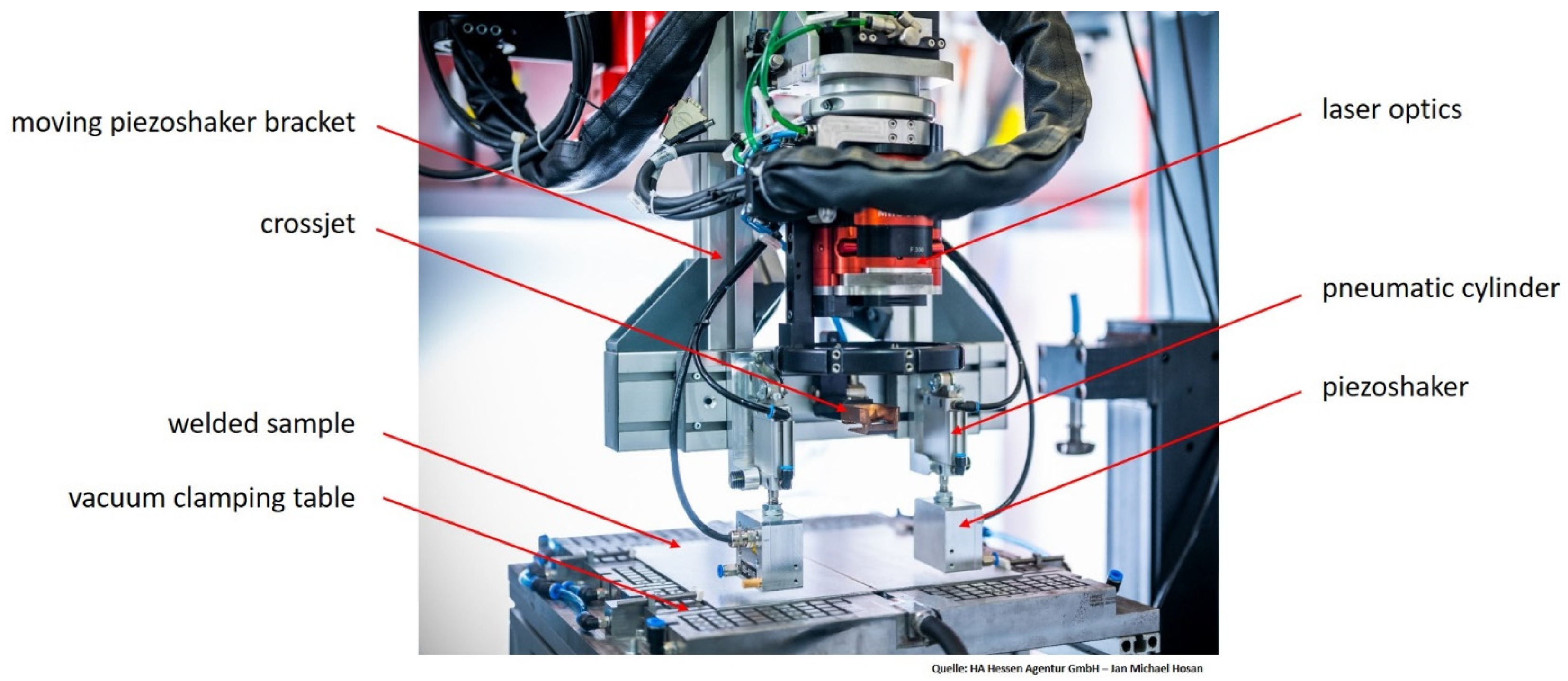
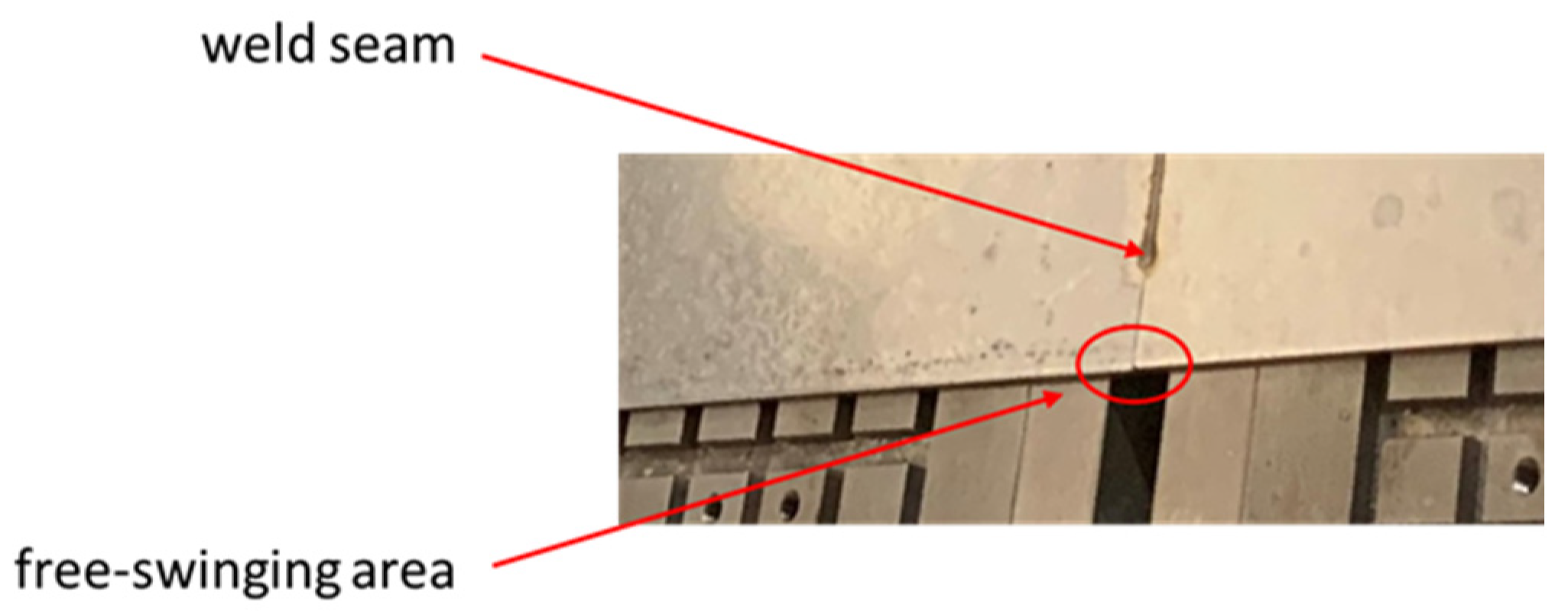
2.1. Material and Experimental Setup
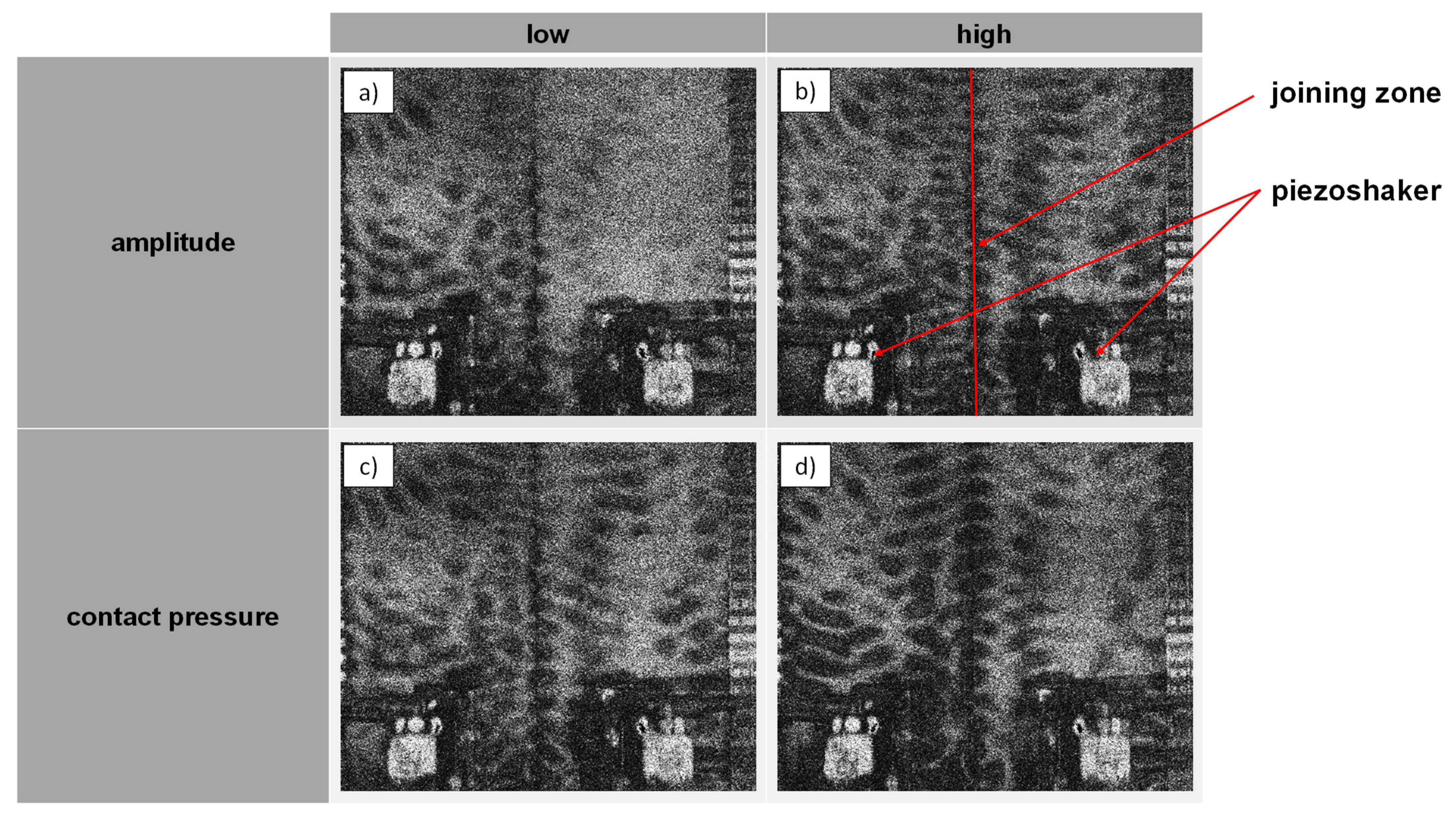
2.2. Visualization of the Vibration Coupling into the Joining Partners
2.3. Specimen Characterization
3. Results and Discussion
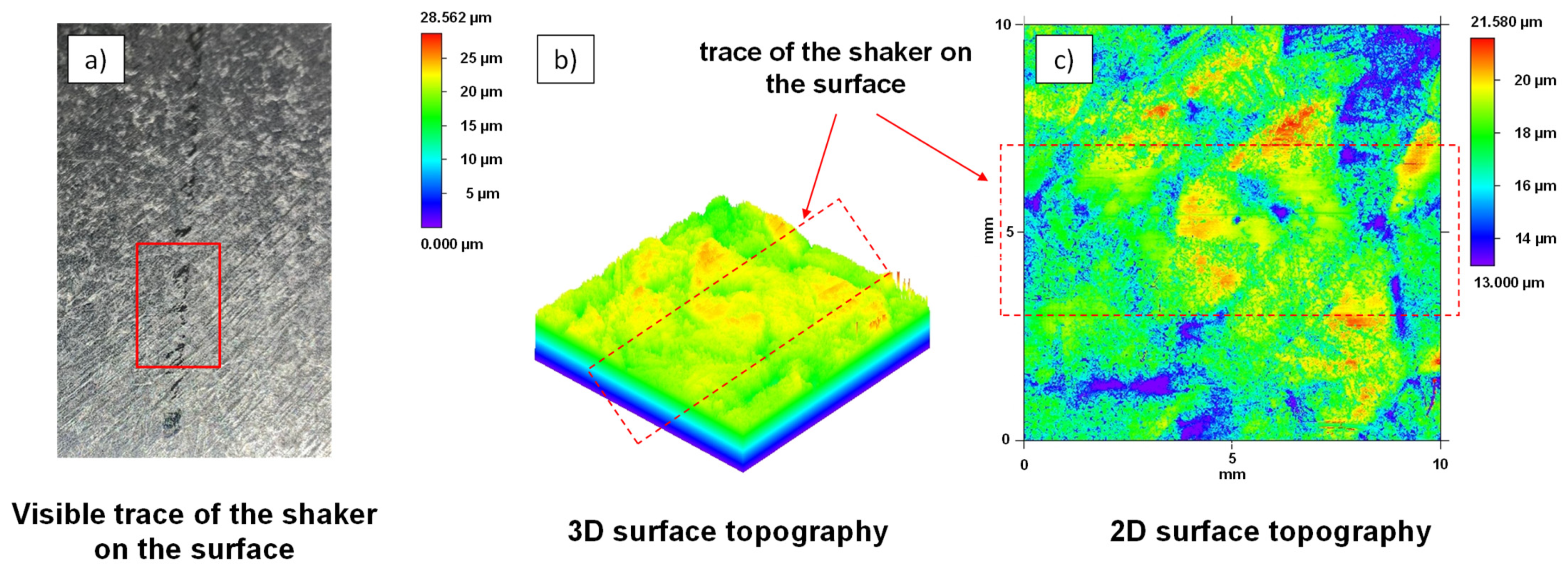
3.1. Influence of the Sound Generator on the Component Surface
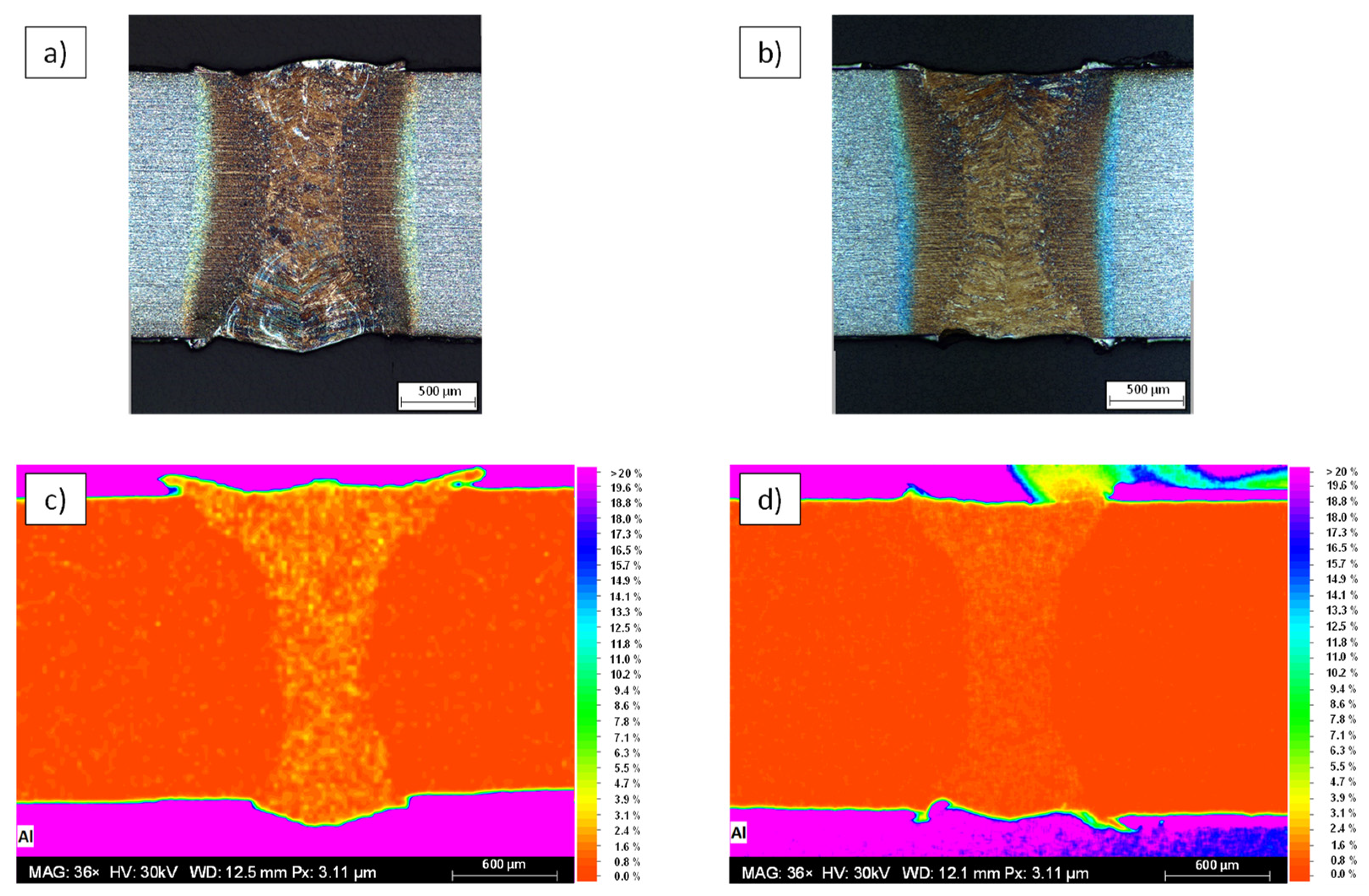
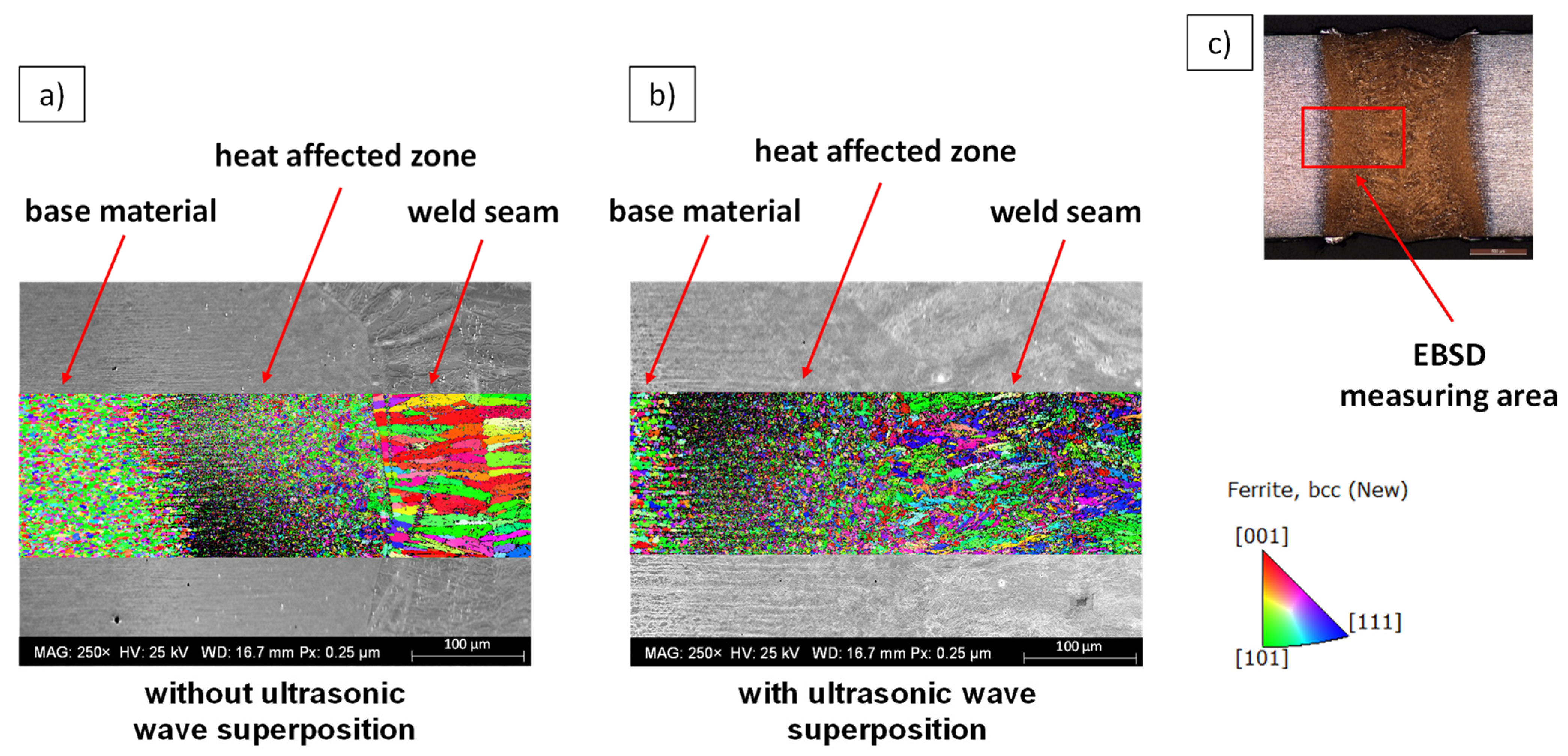
3.2. Influence of Ultrasound on the Mixing of the Weld Pool and the Grain Structure of Joint Partners with the Same Wall Thickness
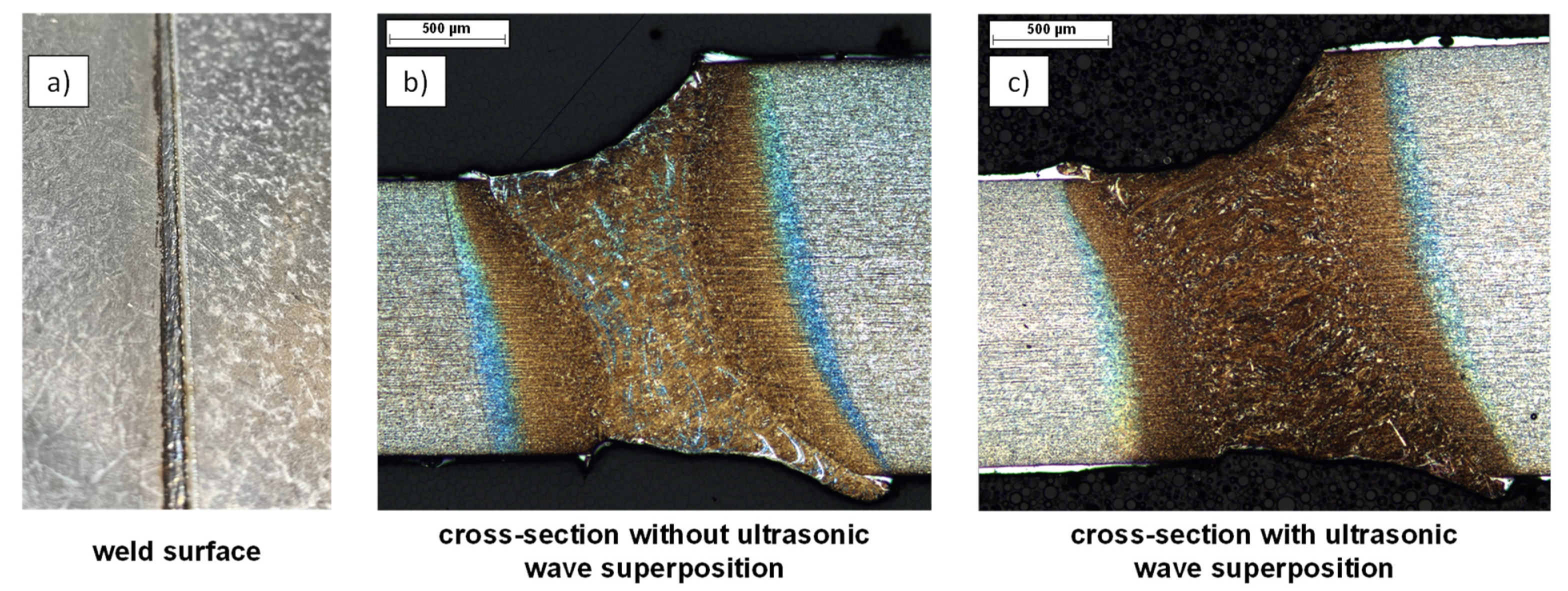
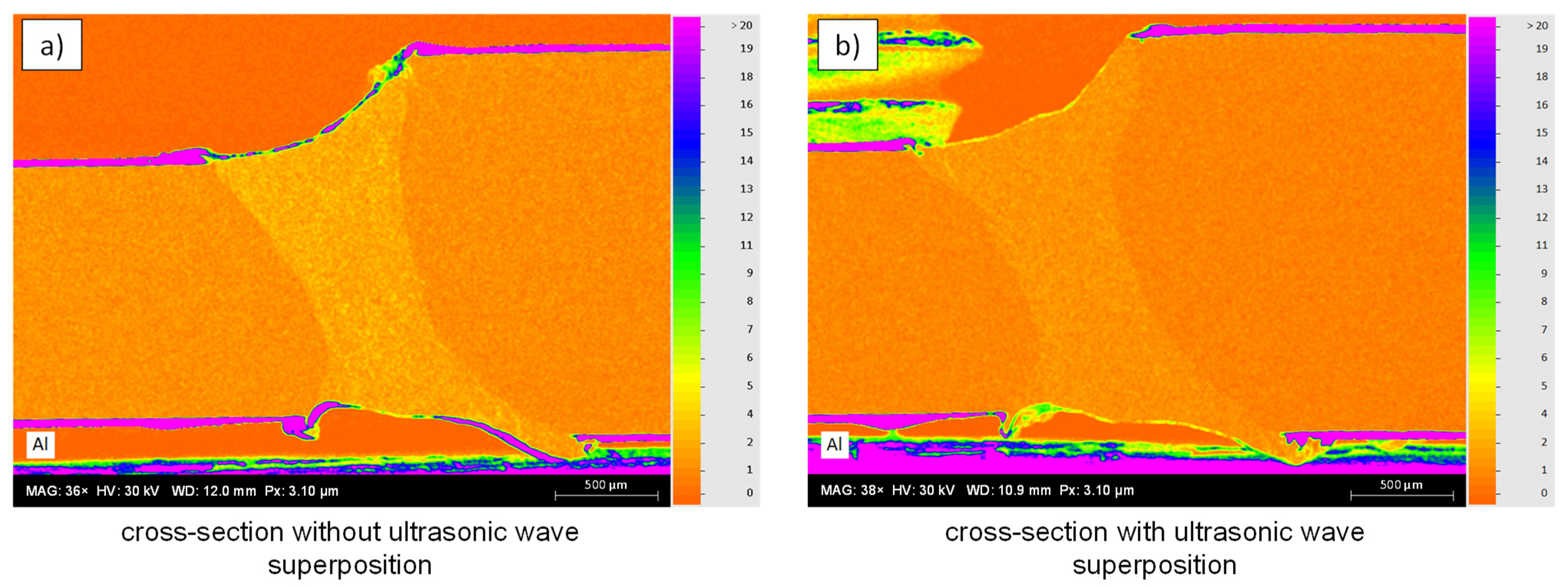
3.3. Application of Ultrasound to Complex Geometries
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lin, W.; Li, F.; Wu, D.; Chen, X.; Hua, X.; Pan, H. Effect of Al-Si Coating on Weld Microstructure and Properties of 22MnB5 Steel Joints for Hot Stamping. J. Mater. Eng. Perform. 2018, 27, 1825–1836. [Google Scholar] [CrossRef]
- Razmpoosh, M.; Macwan, A.; Biro, E.; Zhou, Y. Effect of coating weight on fiber laser welding of Galvanneal-coated 22MnB5 press hardening steel. Surf. Coat. Technol. 2018, 337, 536–543. [Google Scholar] [CrossRef] [Green Version]
- Lin, W.; Li, F.; Hua, X.; Wu, D. Effect of filler wire on laser welded blanks of Al-Si-coated 22MnB5 steel. J. Mater. Process. Technol. 2018, 259, 195–205. [Google Scholar] [CrossRef]
- Yang, H.; Sun, Y.; Tan, C.; Zhao, X.; Chen, B.; Song, X.; Guo, W.; Feng, J. Influence of Al–Si coating on microstructure and mechanical properties of fiber laser welded and then press-hardened 22MnB5 steel. Mater. Sci. Eng. A 2020, 794, 139918. [Google Scholar] [CrossRef]
- Kügler, H.; Möller, F.; Goecke, S.-F.; Vollertsen, F. Fatigue strength of hybrid welded 22MnB5 overlap joints. Mater. Test. 2016, 58, 569–574. [Google Scholar] [CrossRef]
- Larsson, J.K.; Lundgren, J.; Asbjörnsson, E.; Andersson, H. Extensive Introduction of Ultra High Strength Steels Sets New Standards for Welding in the Body Shop. Weld. World 2009, 53, 4–14. [Google Scholar] [CrossRef]
- Sun, Y.; Wu, L.; Tan, C.; Zhou, W.; Chen, B.; Song, X.; Zhao, H.; Feng, J. Influence of Al-Si coating on microstructure and mechanical properties of fiber laser welded 22MnB5 steel. Opt. Laser Technol. 2019, 116, 117–127. [Google Scholar] [CrossRef]
- Khan, M.S.; Razmpoosh, M.H.; Biro, E.; Zhou, Y. A review on the laser welding of coated 22MnB5 press-hardened steel and its impact on the production of tailor-welded blanks. Sci. Technol. Weld. Join. 2020, 25, 447–467. [Google Scholar] [CrossRef]
- Jia, J.; Yang, S.-L.; Ni, W.-Y.; Bai, J.-Y. Microstructure and mechanical properties of fiber laser welded joints of ultrahigh-strength steel 22MnB5 and dual-phase steels. J. Mater. Res. 2014, 29, 2565–2575. [Google Scholar] [CrossRef]
- Kim, C.; Kang, M.; Park, Y. Laser welding of Al-Si coated hot stamping steel. Procedia Eng. 2011, 10, 2226–2231. [Google Scholar] [CrossRef] [Green Version]
- Ganzer, S.; Albert, F.; Schmidt, M. Hochfester und leicht umformbarer Stahl für den Automobilbau. Laserstrahlschweißen von 22MnB5 mit Aluminium-Silizium-Beschichtung. Laser Tech. J. 2009, 6, 33–37. [Google Scholar] [CrossRef]
- Saha, D.C.; Biro, E.; Gerlich, A.P.; Zhou, Y.N. Fiber laser welding of AlSi coated press hardened steel. Weld. J. 2016, 95, 147–156. [Google Scholar]
- Watanabe, T.; Shiroki, M.; Yanagisawa, A.; Sasaki, T. Improvement of mechanical properties of ferritic stainless steel weld metal by ultrasonic vibration. J. Mater. Process. Technol. 2010, 210, 1646–1651. [Google Scholar] [CrossRef]
- Völkers, S.; Somonov, V.; Böhm, S.; Niendorf, T. Influence on the microstructure of laser beam welds of high-strength steels. Light. Des. Worldw. 2017, 10, 40–45. [Google Scholar] [CrossRef]
- Piezoshaker Systems. Available online: http://www.isi-sys.com/piezoshaker-systems-2/ (accessed on 12 January 2022).


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wolf, C.; Völkers, S.; Kryukov, I.; Graß, M.; Sommer, N.; Böhm, S.; Wunder, M.; Köhler, N.; Mäckel, P. Enhancement of Weldability at Laser Beam Welding of 22MnB5 by an Entrained Ultrasonic Wave Superposition. Materials 2022, 15, 4800. https://doi.org/10.3390/ma15144800
Wolf C, Völkers S, Kryukov I, Graß M, Sommer N, Böhm S, Wunder M, Köhler N, Mäckel P. Enhancement of Weldability at Laser Beam Welding of 22MnB5 by an Entrained Ultrasonic Wave Superposition. Materials. 2022; 15(14):4800. https://doi.org/10.3390/ma15144800
Chicago/Turabian StyleWolf, Christian, Stephan Völkers, Igor Kryukov, Markus Graß, Niklas Sommer, Stefan Böhm, Maxim Wunder, Nadine Köhler, and Peter Mäckel. 2022. "Enhancement of Weldability at Laser Beam Welding of 22MnB5 by an Entrained Ultrasonic Wave Superposition" Materials 15, no. 14: 4800. https://doi.org/10.3390/ma15144800
APA StyleWolf, C., Völkers, S., Kryukov, I., Graß, M., Sommer, N., Böhm, S., Wunder, M., Köhler, N., & Mäckel, P. (2022). Enhancement of Weldability at Laser Beam Welding of 22MnB5 by an Entrained Ultrasonic Wave Superposition. Materials, 15(14), 4800. https://doi.org/10.3390/ma15144800