
Selection of Durable, Environmentally Friendly, and Cost-Effective Asphalt Mixtures


Abstract
:1. Introduction
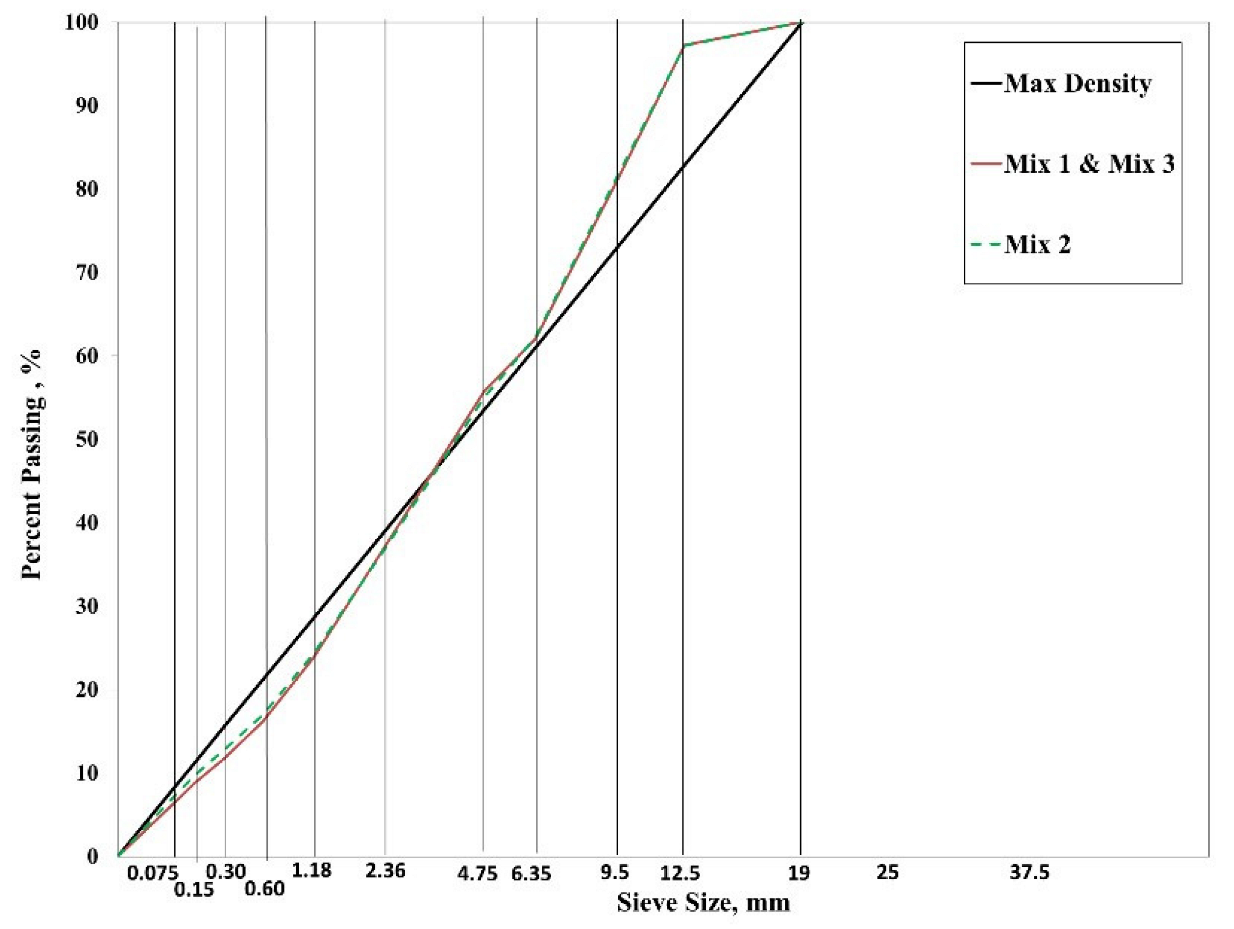
- Design three asphalt mixtures with different constituents to determine the most effective strategies for road construction;
- Evaluate the trial mixes for cracking and rutting performances;
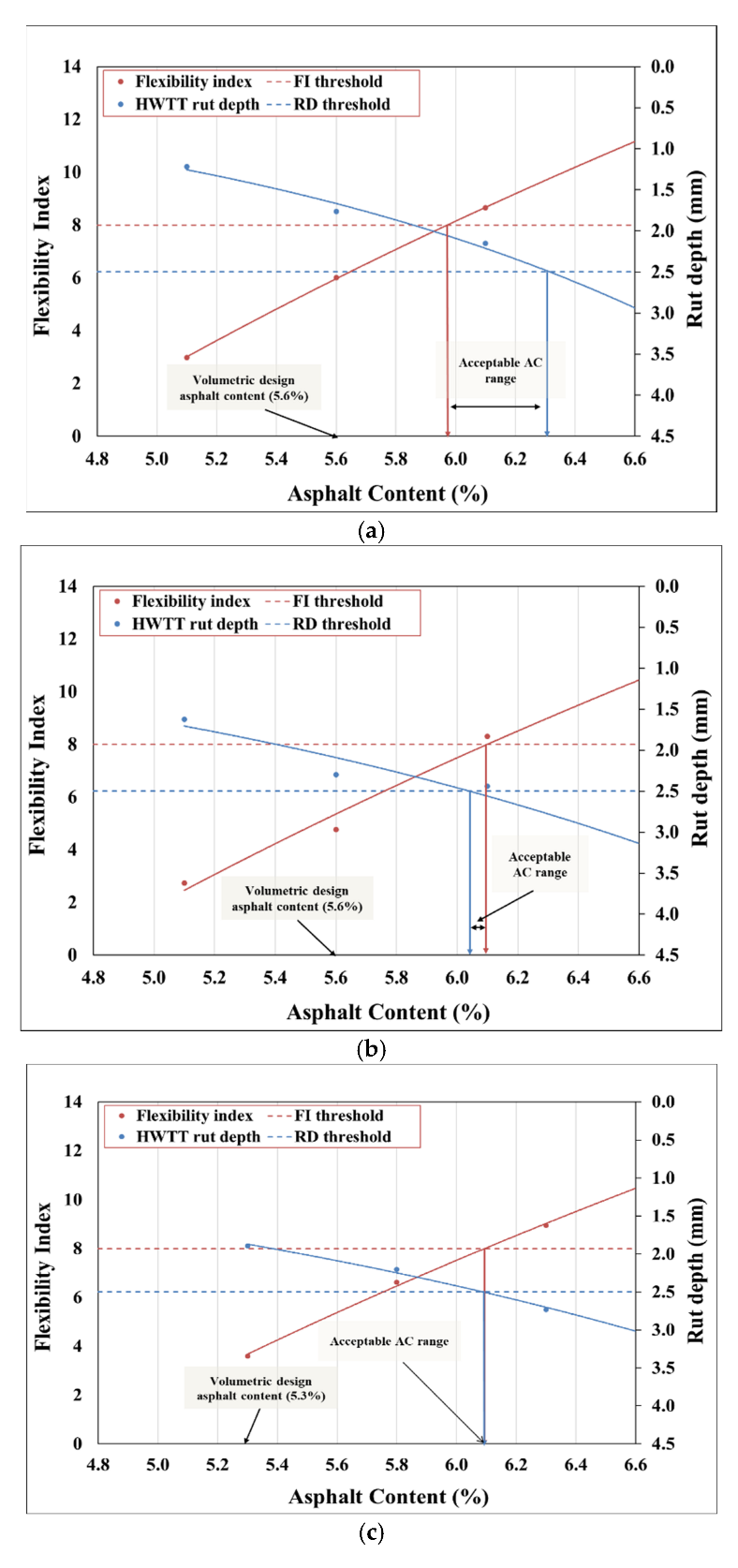
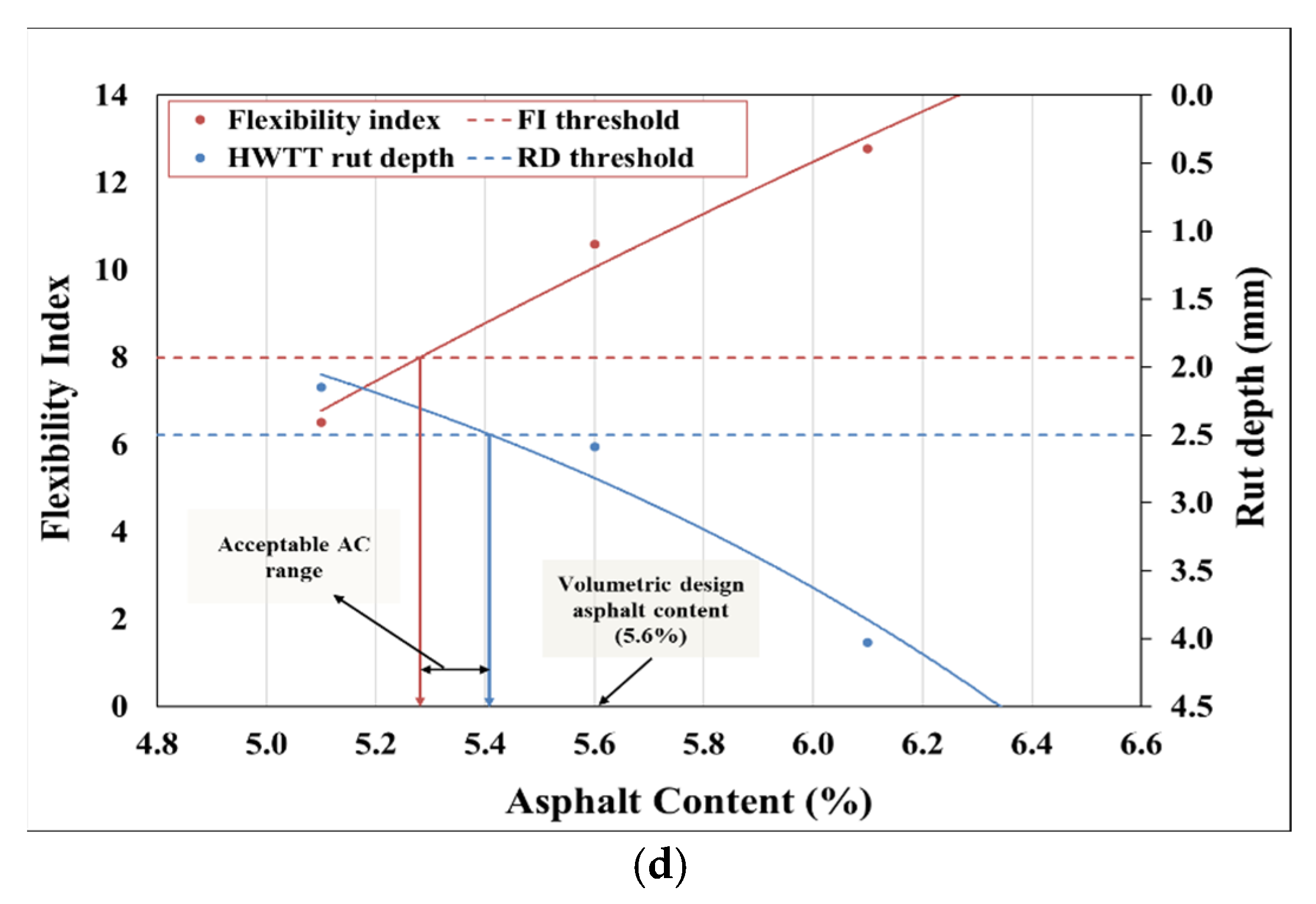
- Determine the design binder content range for each mix using a balanced asphalt mix design method developed for Oregon by incorporating performance tests for rutting and cracking into the current volumetric design process [11];
- Determine the cost and environmental impact of all three mixtures by performing life cycle cost and environmental impact analysis;
- Recommend the “best” asphalt mixture for the given conditions by considering the cost-effectiveness, environmental impact, and long-term performance of the mixes.
2. Materials and Methods
2.1. Materials
2.2. Preparation of Laboratory Mixed-Laboratory Compacted (LMLC) Specimens
2.3. Test Methods
2.4. Experimental Design
3. Results and Discussion
3.1. SCB Test Results
3.2. HWTT Test Results
3.3. Balanced Mix Design
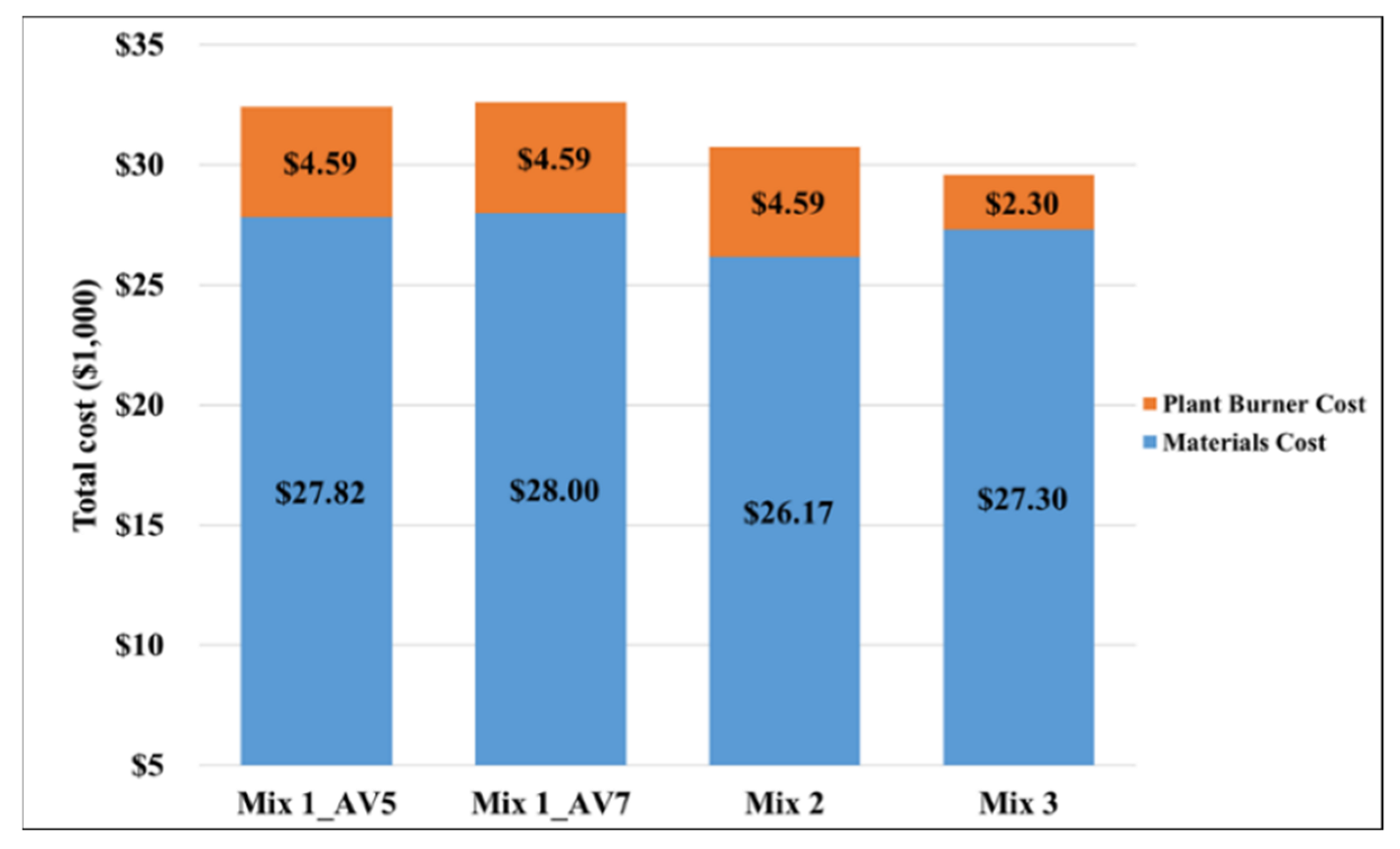
3.4. Cost Comparisons
- RAP: USD 20/ton;
- Aggregate: USD 13/ton;
- PG70-22ER binder: USD 490/ton;
- WMA additive: USD 70/ton (added to the per ton cost of the binder for a 0.7% WMA by weight of binder).
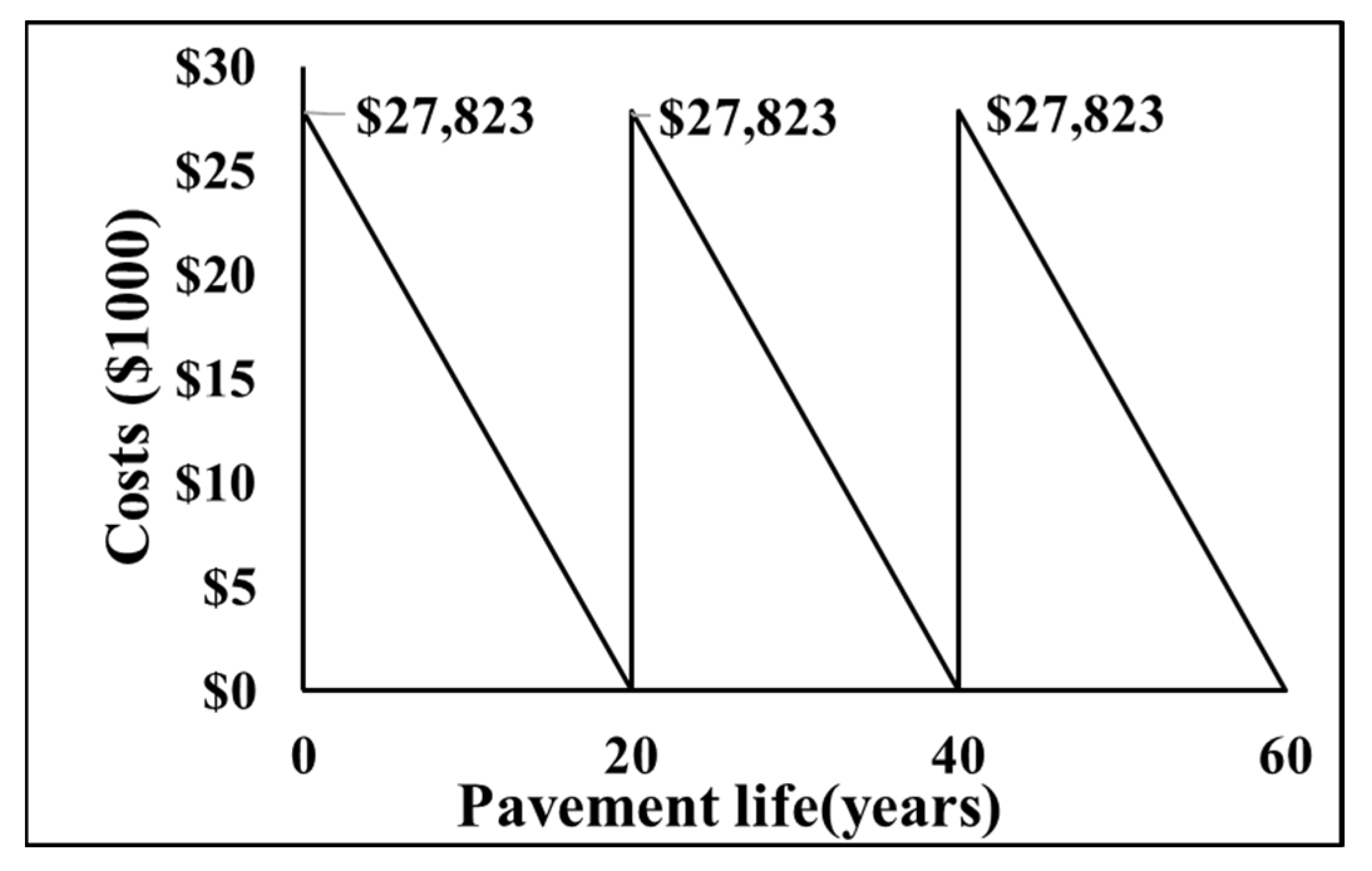
3.5. Life-Cycle Cost Analysis
- Lane—single;
- Width—3.7 m;
- Length—1.61 km.
- Ct = estimated agency costs at year t;
- r = interest rate;
- T = number of time periods.
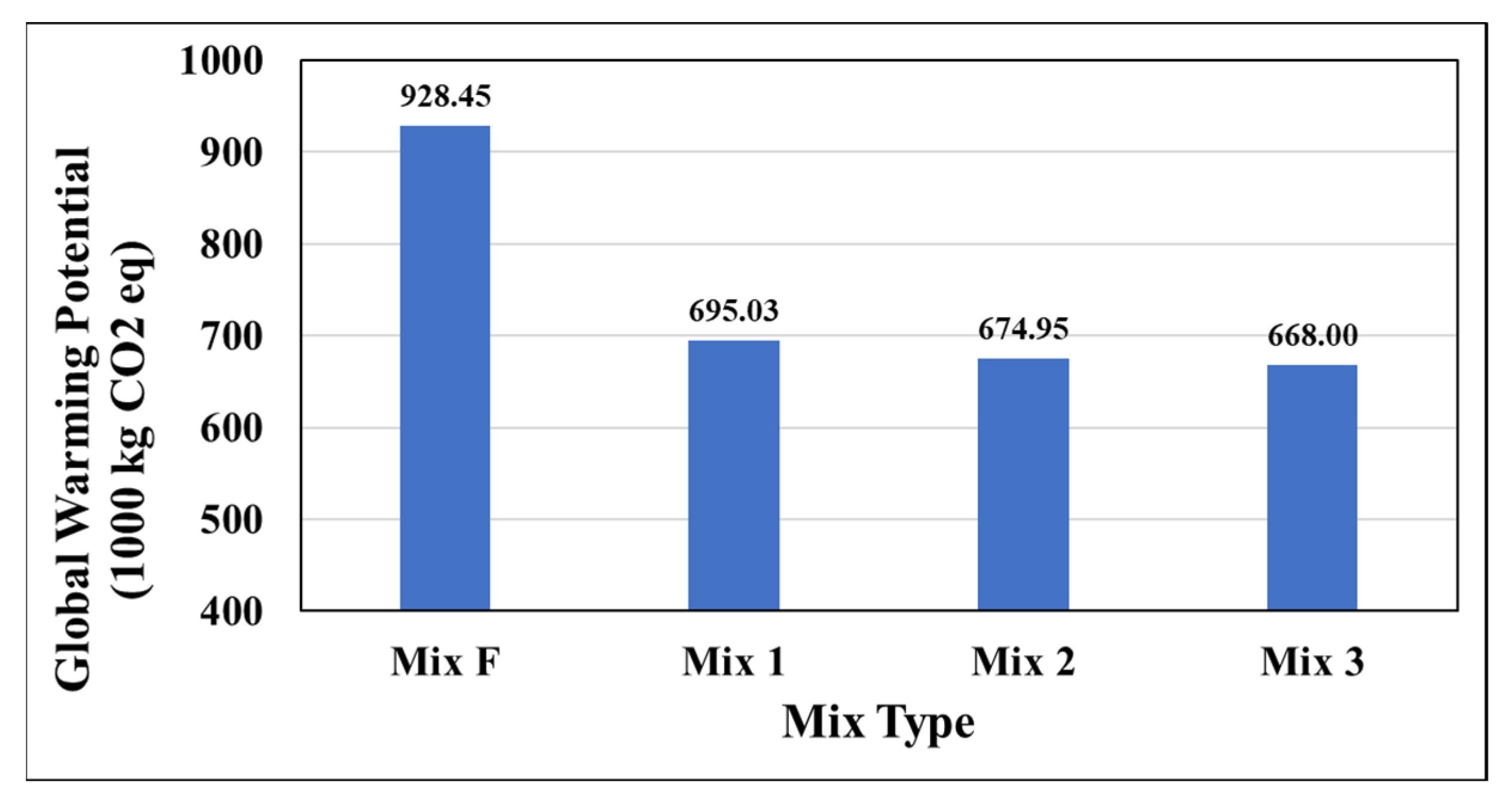
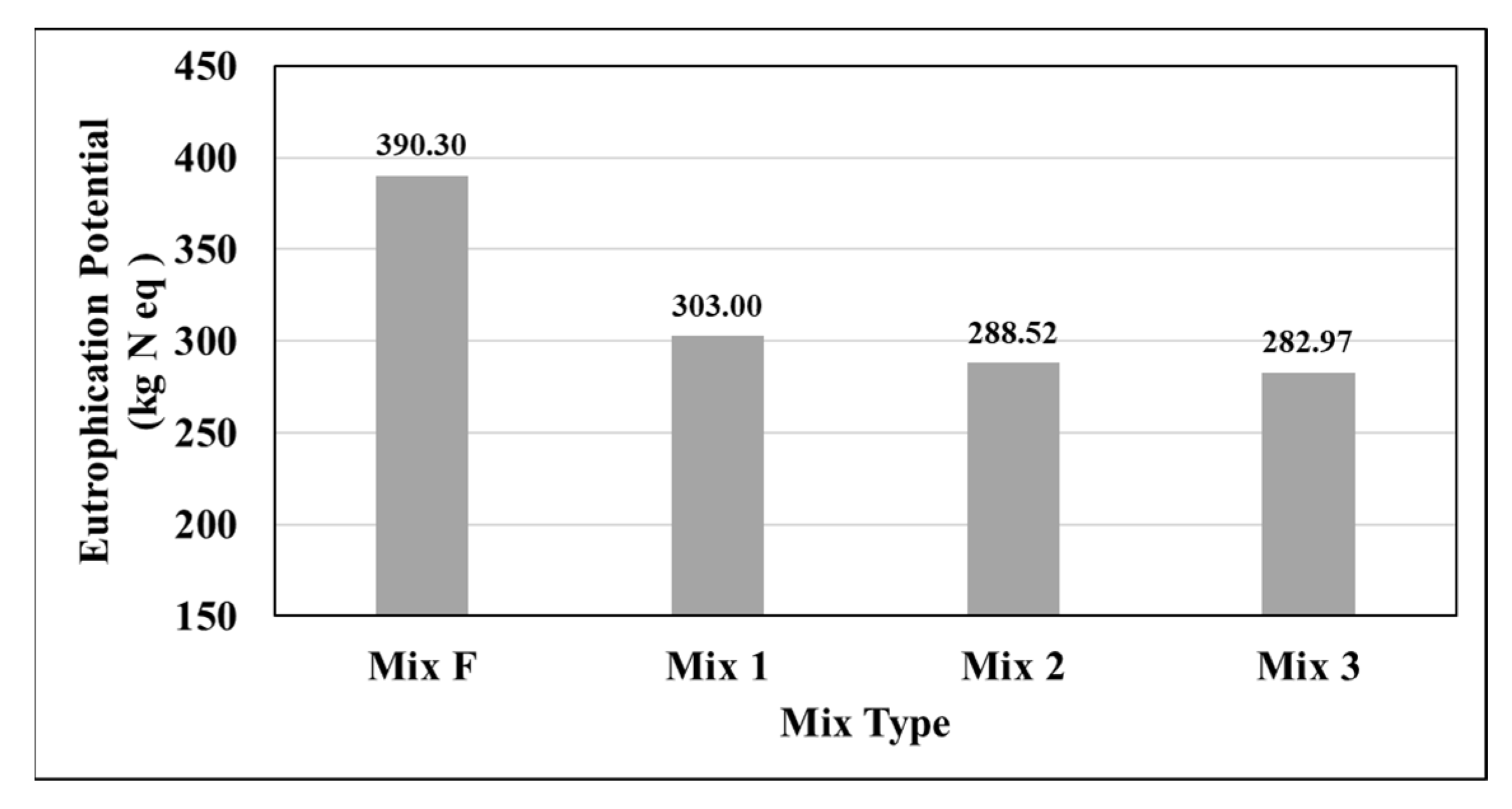
3.6. Environmental Impact Analysis
4. Conclusions
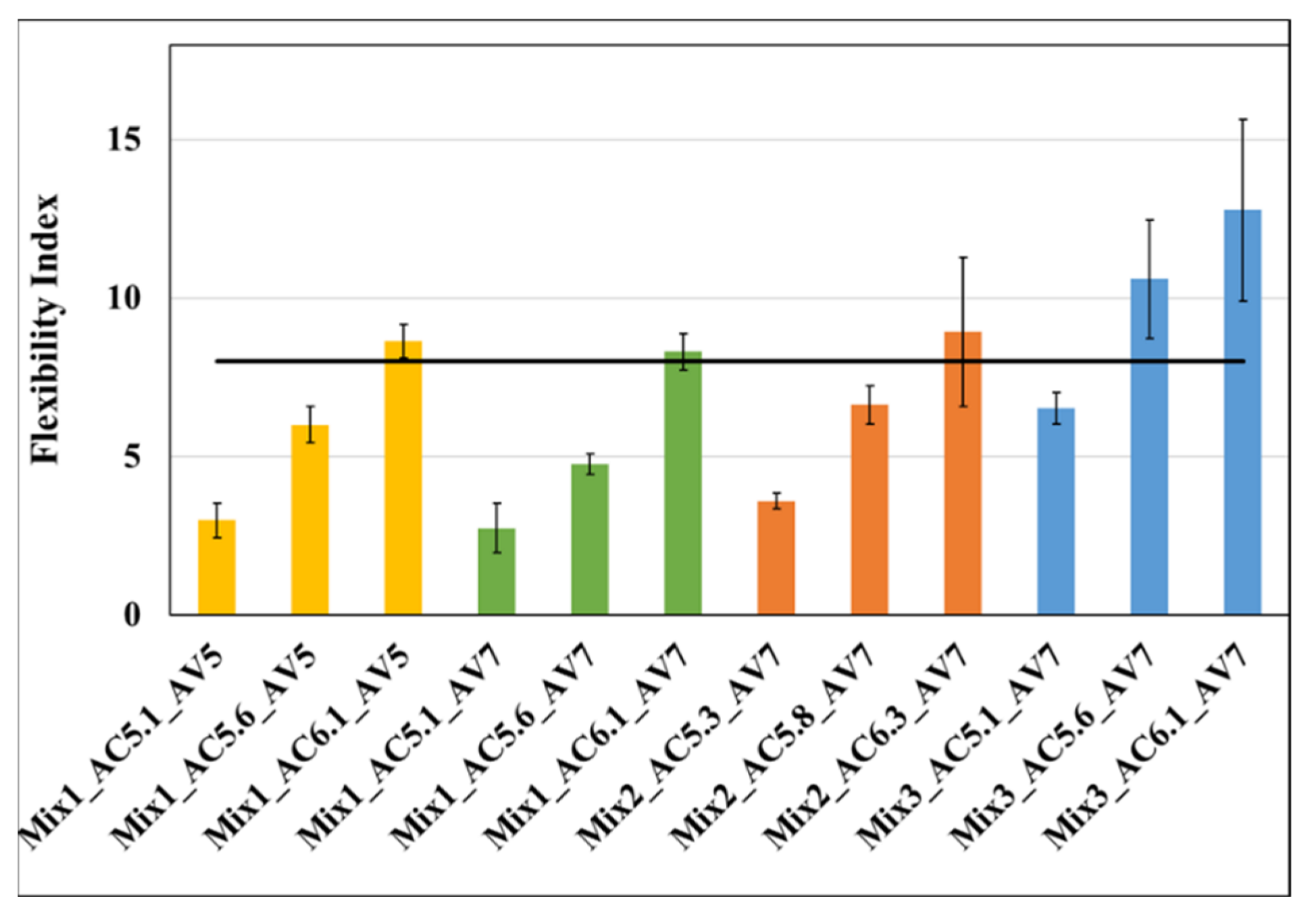
- Mix3 has a cracking resistance significantly higher than all other mixtures. A higher cracking resistance for Mix3 is likely to be a result of the use of a warm mix additive. It is important to mention that the mixtures with warm mix additive show a better cracking resistance than other corresponding mixes with the same or higher binder contents.
- The cracking resistance for Mix1 with 5% air-void is slightly higher than the same mix with 7% air void. Thus, the density of the mix appears to have a significant effect on the cracking resistance.
- The high-RAP mix (Mix2) has a better cracking resistance than the low-RAP mix (Mix1) according to SCB test results, but this is expected to be a result of the higher binder content of Mix2 specimens. The higher BMD binder content of Mix2 (when compared to lower-RAP mix—Mix1) suggests that the performance of a high-RAP mixture can be improved by slightly increasing the binder content.
- Although Mix2 (45% RAP) has a higher BMD binder content than Mix1 (30% RAP), it is still more cost-effective due to the increased use of recycled asphalt material in the mix.
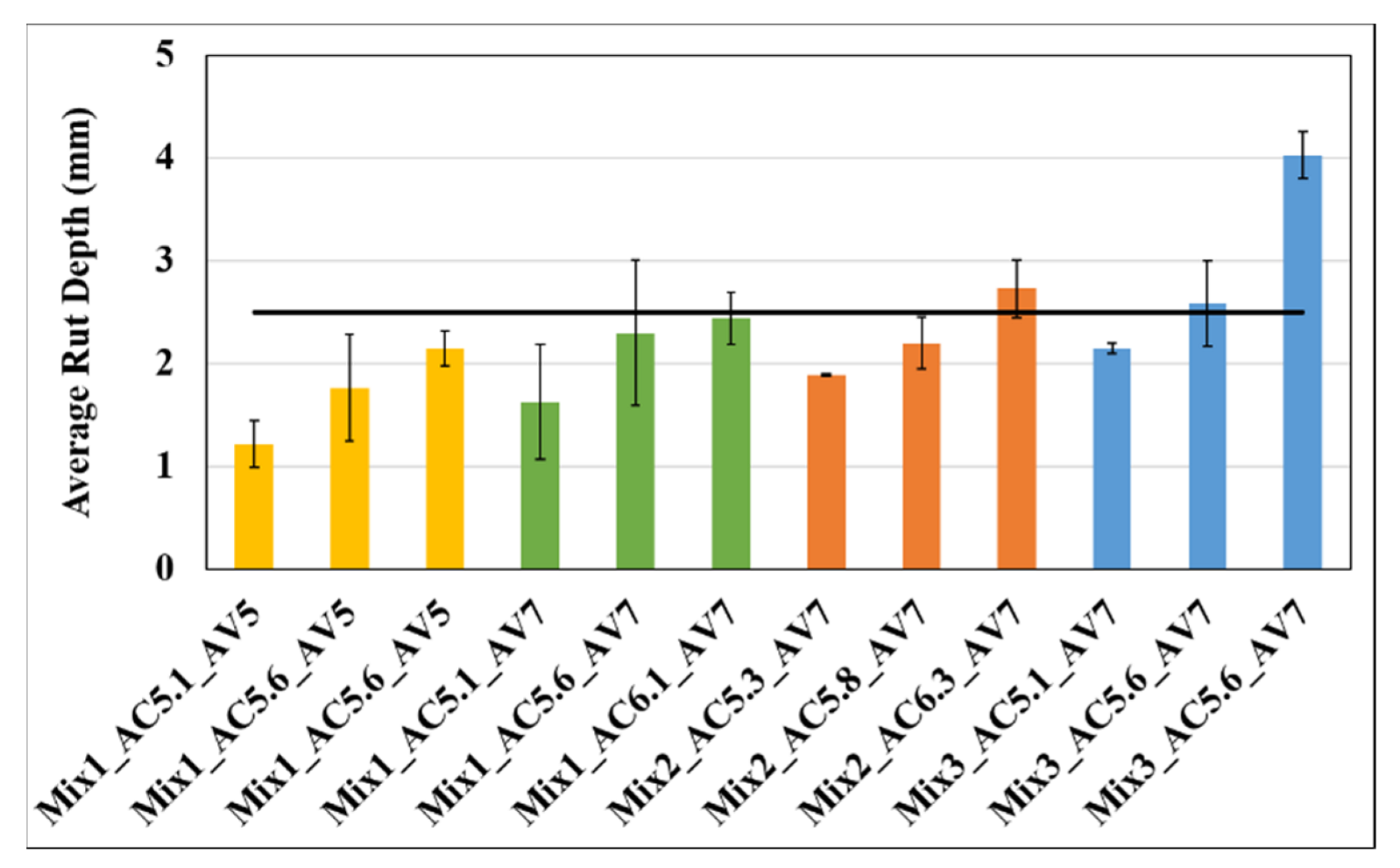
- Mix1_AV5 has the best rutting resistance among all the mixes. Samples for only this mixture are compacted at 5% air-void. A higher density (2% higher than 7% air-void samples) results in an improved rutting resistance. It is important to note that a 2% increase in density results in significant improvements in both rutting and cracking performance. Although not simulated in this study, increased density is also expected to reduce the long-term aging and moisture susceptibility of the asphalt mixtures due to reduced permeability.
- The mix with 45% RAP content (Mix2) has the lowest NPV over the course of the 60-year analysis period, followed by the warm mix asphalt (Mix3) and then the mix with 30% RAP (Mix1) when only the raw material costs are considered. However, this ranking is altered when the plant burner fuel consumption is incorporated into the life cycle cost analysis. When the burner costs are included in the LCCA, the most cost-effective mix is the warm mix asphalt (Mix3), considering the reduced production (burner) temperature and, consequently, less fuel consumption during production.
- Mix3 (warm-mix) is also the most environmentally friendly mix with lower expected GWP, EP, and AP values for a 60-year analysis period.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AASHTO | American association of state highway and transportation officials |
| AASHTO T 209-12 | Standard method of test for theoretical maximum specific gravity and density of hot-mix asphalt |
| AASHTO T 312-12 | Standard method of test for preparing and determining the density of asphalt mixture specimens by means of the Superpave gyratory compactor |
| AASHTO T 324 | Standard method of test for Hamburg wheel-track testing of compacted asphalt mixtures |
| AC | Total asphalt content |
| ACRAP | Asphalt content by mass present in reclaimed asphalt pavement |
| AP | Acidification potential |
| BMD | Balanced mix design |
| DOT | Department of transportation |
| EP | Eutrophication potential |
| FI | Flexibility index |
| Gmm | Theoretical maximum specific gravity |
| GWP | Global warming potential |
| HMA | Hot mix asphalt |
| HWTT | Hamburg wheel tracking test |
| LCA | Life cycle assessment |
| LCCA | Life cycle cost analysis |
| LCIA | Life cycle impact assessment |
| LMLC | Laboratory mixed-laboratory compacted |
| LTA | Long-term aging |
| NPV | Net present value |
| OBC | Optimum binder content |
| ODOT | Oregon Department of Transportation |
| OSU-AMaP | Oregon State University Asphalt Materials and Pavements |
| P200 | Percent aggregate passing No. 200 sieve |
| P200/Pbe | Dust-to-binder ratio |
| Pbe | Effective asphalt content |
| PMA | Polymer-modified asphalt |
| PVI | Pavement–vehicle interaction |
| RAM | Recycled asphalt materials |
| RAP | Reclaimed asphalt pavements |
| RD | Rut depth |
| SCB | Semi-circular bend |
| SGC | Superpave gyratory compactor |
| SHRP | Strategic highway research program |
| STA | Short-term aging |
| TRACI | Tool for Reduction and Assessment of Chemical and Other Environmental Impacts |
| USEPA | United States environmental protection agency |
| VFA | Voids filled with asphalt |
| VMA | Voids in mineral aggregates |
| WMA | Warm mix additive |
References
- Cominsky, R.J.; Huber, G.A.; Kennedy, T.W.; Anderson, M. The Superpave Mix Design Manual for New Construction and Overlays; (No. SHRP-A-407); Strategic Highway Research Program: Washington, DC, USA, 1994. [Google Scholar]
- Epps, J.A.; Hand, A.; Seeds, S.; Schulz, T.; Alavi, S.; Ashmore, C.; Monismith, C.; Decon, A.; Harvey, J.T.; Leahy, R. Recommended Performance-Related Specification for Hot-Mix Asphalt Construction: Results of the Wes Track Project; NCHRP Report 455; Transportation Research Board: Washington, DC, USA, 2002. [Google Scholar]
- Zhou, F.; Hu, S.; Scullion, T. Integrated Asphalt (Overlay) Mixture Design, Balancing Rutting and Cracking Requirements (No. FHWA/TX-06/0-5123-1); Texas Transportation Institute, Texas A & M University System: College Station, TX, USA, 2006. [Google Scholar]
- Harvey, J.; Wu, R.; Signore, J.; Basheer, I.; Holikatti, S.; Vacura, P.; Holland, T.J. Performance-Based Specifications: California Experience to Date; Application of Asphalt Mix Performance-Based Specifications. Transportation Research Circular, (E-C189); National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2014. [Google Scholar]
- Cooper, S.B., III; Mohammad, L.N.; Kabir, S.; King, W., Jr. Balanced asphalt mixture design through specification modification: Louisiana’s experience. Transp. Res. Rec. 2014, 2447, 92–100. [Google Scholar] [CrossRef]
- Bennert, T.; Sheehy, E.; Hanson, D.; Gresavage, S.; Fee, F. Implementation of Performance-Based Specifications for Asphalt Mix Design and Production Quality Control for New Jersey; Application of Asphalt Mix Performance-Based Specifications. Transportation Research Circular, (E-C189); National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2014; pp. 13–31. [Google Scholar]
- Hughes, C.S.; Maupin, G. The Journey toward End Result Specifications for Asphalt Concrete; No. VTRC 01-TAR7; Virginia Transportation Research Council: Charlottesville, VA, USA, 2000. [Google Scholar]
- Dave, E.; Koktan, P.D. Synthesis of Performance Testing of Asphalt Concrete; Report MN/RC 2011-22; Minnesota Department of Transportation: Saint Paul, MN, USA, 2011. [Google Scholar]
- Kim, Y.R.; Guddati, M.; Choi, Y.-T.; Kim, D.; Norouzi, A.; Wang, Y.D.; Keshavarzi, B.; Ashouri, M.; Ghanbari, A.; Wargo, A. Hot-Mix Asphalt Performance Related Specification Based on Viscoelastoplastic Continuum Damage (VEPCD) Models; United States. No. FHWA-HRT-21-093; Federal Highway Administration, Office of Research and Technology Services: Washington, DC, USA, 2022. [Google Scholar]
- Zhou, F.; Scullion, T.; Walubita, L.; Wilson, B. Implementation of a Performance-Based Mix Design System in Texas; Application of Asphalt Mix Performance-Based Specifications. Transportation Research Circular, (E-C189); National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2014; Volume 32, pp. 32–50. [Google Scholar]
- Coleri, E.; Sreedhar, S.; Obaid, I.A. Development of a Balanced Mix Design Method in Oregon; FHWA-OR-RD-21-03; Oregon Department of Transportation, Research Section: Salem, OR, USA, 2020. [Google Scholar]
- Epps, J.A.; Monismith, C.L. Fatigue of Asphalt Concrete Mixtures—Summary of Existing Information. In Fatigue of Compacted Bituminous Aggregate Mixtures; ASTM International: West Conshohocken, PA, USA, 1972. [Google Scholar]
- Fisher, J.; Graves, C.; Blankenship, P.; Hakimzadeh-Khoee, S.; Anderson, R.M. Factors Affecting Asphalt Pavement Density and the Effect on Long Term Pavement Performance; KTC-10-05-RSF14-05-1F; Kentucky Transportation Center: Lexington, KY, USA, 2010. [Google Scholar] [CrossRef]
- Harvey, J.T.; Tsai, B.-W. Effects of asphalt content and air void content on mix fatigue and stiffness. Transp. Res. Rec. 1996, 1543, 38–45. [Google Scholar] [CrossRef]
- Tran, N.; Turner, P.; Shambley, J. Enhanced Compaction to Improve Durability and Extend Pavement Service Life: A Literature Review; Report No. NCAT, Report No. 16-02R; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2016. [Google Scholar]
- Sreedhar, S.; Coleri, E. Effects of binder content, density, gradation, and polymer modification on cracking and rutting resistance of asphalt mixtures used in Oregon. J. Mater. Civ. Eng. 2018, 30, 04018298. [Google Scholar] [CrossRef]
- Hansen, K.R.; Copeland, A. Annual Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt Usage: 2009–2012; National Asphalt Pavement Association: Greenbelt, MD, USA, 2013. [Google Scholar]
- Bonaquist, R. Can I Run More RAP? Hot Mix Asphalt Technology; National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2007; pp. 11–13. [Google Scholar]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Bennert, T.; Daniel, J.S.; Mogawer, W. Strategies for incorporating higher recycled asphalt pavement percentages: Review of implementation trials in northeast states. Transp. Res. Rec. 2014, 2445, 83–93. [Google Scholar] [CrossRef]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef] [PubMed]
- Belc, A.L.; Coleri, E.; Belc, F.; Costescu, C. Influence of Different Warm Mix Additives on Characteristics of Warm Mix Asphalt. Materials 2021, 14, 3534. [Google Scholar] [CrossRef] [PubMed]
- D’Angelo, J.; Harm, E.; Bartoszek, J.; Baumgardner, G.; Corrigan, M.; Cowsert, J.; Harman, T.; Jamshidi, M.; Jones, W.; Newcomb, D. Warm-Mix Asphalt: European Practice; United States Report No. FHWA-PL-08-007; Federal Highway Administration; Office of International Programs: Washington, DC, USA, 2008. [Google Scholar]
- Coleri, E.; Sreedhar, S.; Haddadi, S.S.; Wruck, B. Adjusting Asphalt Mixes for Increased Durability and Implementation of a Performance Tester to Evaluate Fatigue Cracking of Asphalt; SPR 785, Research Report for Oregon Department of Transportation, FHWA-OR-18-06; Oregon Department of Transportation: Salem, OR, USA, 2017. [Google Scholar]
- Coleri, E.; Haddadi, S.S.; Sreedhar, S.; Lewis, S.; Zhang, Y.; Wruck, B. Binder-Grade Bumping and High Binder Content to Improve Performance of RAP-RAS Mixtures; SPR 797, Research Report for Oregon Department of Transportation, FHWA-OR-18-05; Oregon Department of Transportation: Salem, OR, USA, 2018. [Google Scholar]
- AASHTO T 312-12; Preparing and Determining the Density of Hot Mix Asphalt (HMA) Specimens by Means of the Superpave Gyratory Compactor. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2012.
- Newcomb, D.; Martin, A.E.; Yin, F.; Arambula, E.; Park, E.S.; Chowdhury, A.; Brown, R.; Rodezno, C.; Tran, N.; Coleri, E.; et al. Short-Term Laboratory Conditioning of Asphalt Mixtures; No. Project 09-52; Transportation Research Board: Washington, DC, USA, 2015. [Google Scholar]
- Sreedhar, S.; Coleri, E. The effect of long-term aging on fatigue cracking resistance of asphalt mixtures. Int. J. Pavement Eng. 2022, 23, 308–320. [Google Scholar] [CrossRef]
- Ingevity Corporation. Getting Started with Evotherm. Available online: https://www.ingevity.com/uploads/market-pdfs/Getting-started-with-Evotherm.pdf (accessed on 12 February 2020).
- AASHTO. T 324; Standard Method of Test for Hamburg Wheel-Track Testing of Compacted Hot Mix Asphalt (HMA). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2013.
- Ozer, H.; Al-Qadi, I.L.; Lambros, J.; El-Khatib, A.; Singhvi, P.; Doll, B. Development of the fracture-based flexibility index for asphalt concrete cracking potential using modified semi-circle bending test parameters. Constr. Build. Mater. 2016, 115, 390–401. [Google Scholar] [CrossRef]
- Sullivan, E.; Moss, A. Paving Cost Comparisons: Warm-Mix Asphalt Versus Concrete; Portland Cement Association: Skokie, IL, USA, 2014. [Google Scholar]
- Statista. Monthly Retail Prices of Diesel Fuel in the United States from January 2019 to January 2020 (In U.S.Dollars per Gallon). Available online: https://www.statista.com/statistics/204169/retail-prices-of-diesel-fuel-in-the-united-states-since-2009/ (accessed on 12 February 2020).
- Stocker, T.F.; Qin, D.; Plattner, G.-K.; Tignor, M.; Allen, S.K.; Boschung, J.; Nauels, A.; Xia, Y.; Bex, V.; Midgley, P.M. IPCC Climate Change 2013: The Physical Science Basis; Contribution of Working Group I to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: New York, NY, USA, 2013; ISBN 978-1-107-66182-0. [Google Scholar]
- Feely, R.A.; Doney, S.C.; Cooley, S.R. Ocean acidification: Present conditions and future changes in a high-CO₂ world. Oceanography 2009, 22, 36–47. [Google Scholar] [CrossRef] [Green Version]
- Carpenter, S.R.; Christensen, D.L.; Cole, J.J.; Cottingham, K.L.; He, X.; Hodgson, J.R.; Kitchell, J.F.; Knight, S.E.; Pace, M.L. Biological control of eutrophication in lakes. Environ. Sci. Technol. 1995, 29, 784–786. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID 1 | Binder Grade | RAP 2 (%) | ACRAP 3 | AC 4 (%) | Pbe 5 (%) | P200/Pbe 6 Ratio | Addi. 7 |
|---|---|---|---|---|---|---|---|
| (%) | |||||||
| Mix1_AV5 | PG 70-22ER | 30 | 5.6 | 4.60 | 1.4 | 1% Li 8 | |
| Mix1_AV7 | 30 | 5.6 | 4.60 | 1.4 | 1% Li | ||
| Mix2 | 45 | 5.02 | 5.3 | 4.35 | 1.7 | 1% Li | |
| Mix3 | 30 | 5.6 | 4.60 | 1.4 | 1% Li, 0.68% WMA 9 |
| Mix ID 1 | Test | Temperature (°C) | Asphalt Content (%) | Replicates | Total |
|---|---|---|---|---|---|
| Mix1_AV5 | SCB | 25.0 | OBC 2, −0.5%, +0.5% | 4 | 12 |
| HWTT | 50.0 | 4 | 12 | ||
| Mix1_AV7 | SCB | 25.0 | OBC, −0.5%, +0.5% | 4 | 12 |
| HWTT | 50.0 | 4 | 12 | ||
| Mix2 | SCB | 25.0 | OBC, +0.5%, +1% | 4 | 12 |
| HWTT | 50.0 | 4 | 12 | ||
| Mix3 | SCB | 25.0 | OBC, −0.5%, +0.5% | 4 | 12 |
| HWTT | 50.0 | 4 | 12 |
| Mix ID | Initial Cost (USD) | NPV (USD)—Without Burner Fuel Consumption Cost | Initial Cost (USD) | NPV (USD)—With Burner Fuel Consumption Cost |
|---|---|---|---|---|
| Mix1_AV5 | 27,823 | 46,316 | 32,416 | 53,962 |
| Mix1_AV7 | 28,005 | 46,619 | 32,599 | 54,267 |
| Mix2 | 26,167 | 43,560 | 30,761 | 51,207 |
| Mix3 | 27,299 | 45,444 | 29,597 | 49,269 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, V.; Coleri, E.; Obaid, I.; Belc, A.L.; Sutherland, A.J. Selection of Durable, Environmentally Friendly, and Cost-Effective Asphalt Mixtures. Materials 2022, 15, 4873. https://doi.org/10.3390/ma15144873
Kumar V, Coleri E, Obaid I, Belc AL, Sutherland AJ. Selection of Durable, Environmentally Friendly, and Cost-Effective Asphalt Mixtures. Materials. 2022; 15(14):4873. https://doi.org/10.3390/ma15144873
Chicago/Turabian StyleKumar, Vikas, Erdem Coleri, Ihsan Obaid, Anda Ligia Belc, and Alex James Sutherland. 2022. "Selection of Durable, Environmentally Friendly, and Cost-Effective Asphalt Mixtures" Materials 15, no. 14: 4873. https://doi.org/10.3390/ma15144873